B21B — Прокатка металла
Способ эксплуатации прокатных валков
Номер инновационного патента: 31556
Опубликовано: 30.09.2016
Авторы: Толкушкин Андрей Олегович, Кривцова Ольга Николаевна, Талмазан Виталий Антонович, Найзабеков Абдрахман Батырбекович, Панин Евгений Александрович, Лежнев Сергей Николаевич
МПК: B21B 28/02
Метки: способ, валков, эксплуатации, прокатных
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при горячей прокатке листа.Способ эксплуатации прокатных валков, включающий комплектацию валков по диаметрам бочек, установку их в клети прокатного стана, отличающийся тем, что комплектации валков осуществляется по комплексным показателям качества, которые уменьшаются от наиболее нагруженной к наименее нагруженной (по усилию прокатки) клетям Изобретение относится к...
Способ производства бесшовных труб
Номер патента: 31390
Опубликовано: 29.07.2016
Авторы: ПЕЛЬТОНИЕМИ, Даниель, ПЕЛЬТОНИЕМИ, Раймо
МПК: B21B 45/02, B21B 19/06
Метки: труб, производства, способ, бесшовных
Формула / Реферат:
15
РЕФЕРАТ
Изобретение относится к способу производства бесшовных труб из нагретых сплошных металлических заготовок при помощи оправки (4), установленной на прошивном стержне (5), при выполнении которого на внутреннюю сторону полой заготовки (3) наносят покрывающий материал в процессе формования этой заготовки из сплошной металлической заготовки с использованием прошивного стержня (5) .
Направляющий инструмент стана винтовой прокатки
Номер инновационного патента: 30776
Опубликовано: 25.12.2015
Авторы: Богомолов Алексей Витальевич, Жакупов Алибек Ныгматуллович, Жакупова Арай Толепбергеновна, Гаврилюк Максим Владимирович
МПК: B21B 19/00
Метки: стана, винтовой, прокатки, направляющий, инструмент
Формула / Реферат:
Изобретение относится к оборудованию станов винтовой прокатки, используемых для производства труб, трубчатых изделий и деформирования сплошной заготовки.Направляющий инструмент стана винтовой прокатки, содержащий раму, с закрепленными на ней осями в подшипниках, на которых установлены неприводные ролики с целью обеспечения трения качения вместо трения скольжения, в результате которого происходит перегрев и преждевременный износ инструмента....
Способ экономичного производства бесшовных горячекатаных труб в непрерывных станах для прокатки бесшовных труб

Номер патента: 29896
Опубликовано: 15.05.2015
Авторы: КЮММЕРЛИНГ, Рольф, ХОМБЕРГ, Герд, БРАУН, Винфрид, ПЕРЕЙРА, Габриэль, ПРАССЕР, Кристоф, ХАГЕМАНН, Франк
МПК: B21B 23/00
Метки: производства, прокатки, способ, бесшовных, труб, горячекатаных, станах, экономичного, непрерывных
Текст:
...нным устройством тестирования. 14. Прокатный стан по п.13, отличающийся тем, что встроенное устройство тестирования включает установку для неразрушающего тестирования, которой предшествует выправляющая машина, тестирование потока утечки на продольных и поперечных дефектах и проверка ультразвуком толщины стенки. 15. Прокатный стан по п.13 или 14,отличающийся тем, что устройство тестирования непосредственно примыкает к стеллажу для охлаждения...
Конструкция прокатного стана с коническими валками
Номер инновационного патента: 29823
Опубликовано: 15.05.2015
Авторы: Сундетбаева Марал Амантурлиевна, Азбанбаев Эльдар Муратович, Ашкеев Жасулан Аманжолович, Исагулов Аристотель Зейнуллинович
МПК: B21B 1/00
Метки: конструкция, прокатного, валками, коническими, стана
Формула / Реферат:
к описанию изобретения«Конструкция прокатного стана с коническими валками»Изобретение относится к обработке металлов давлением, а именно конструкциям прокатных станов для прокатки слитков и заготовок и может быть использовано в прокатных цехах металлургических заводов.Техническая сущность - обеспечение качества металла за счет создания максимальных сдвиговых деформаций в продольном направлении полосы в валках с обратной конусностью.Конструкция...
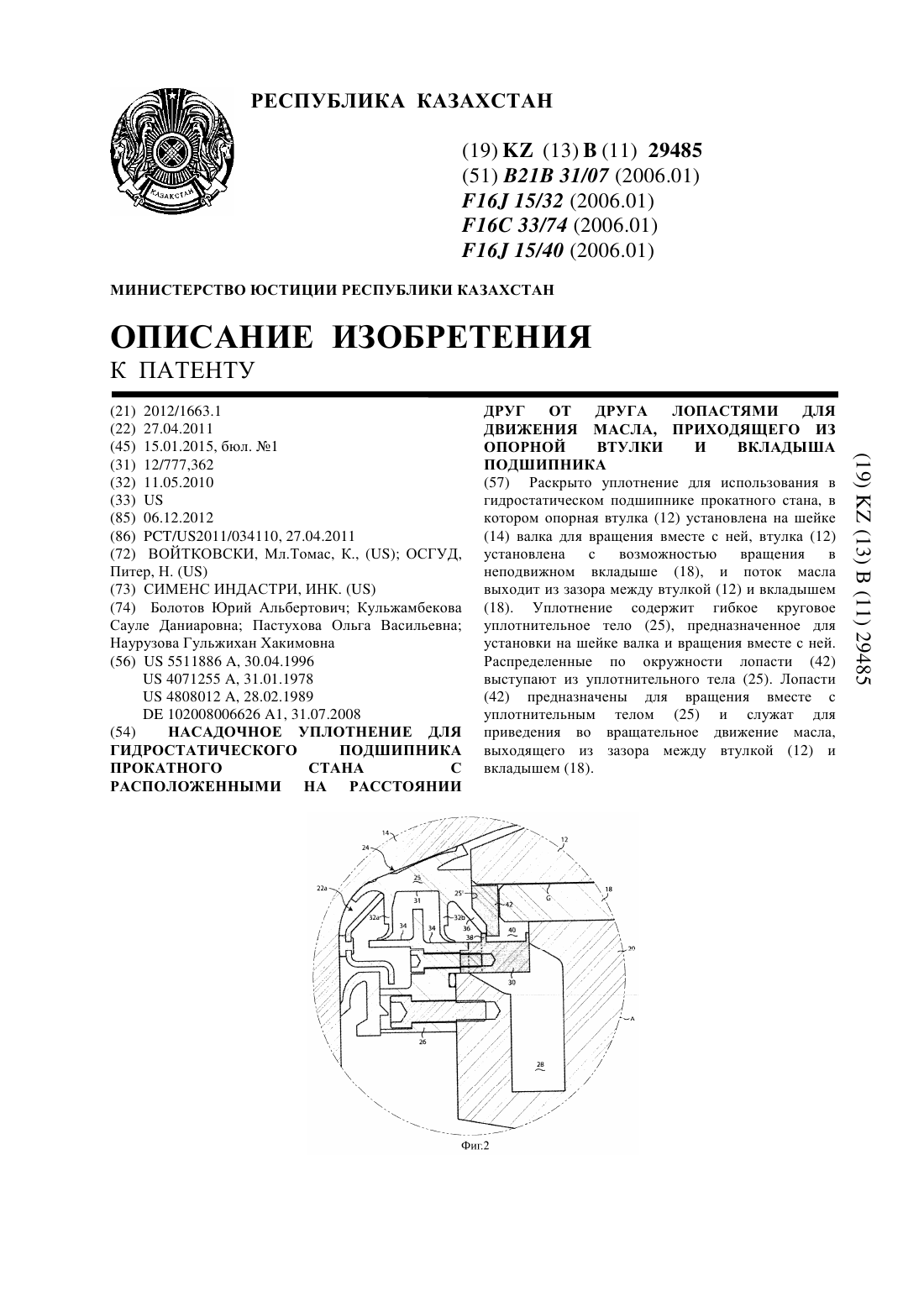
Насадочное уплотнение для гидростатического подшипника прокатного стана с расположенными на расстоянии друг от друга лопастями для движения масла, приходящего из опорной втулки и вкладыша подшипника
Номер патента: 29485
Опубликовано: 15.01.2015
Авторы: ВОЙТКОВСКИ, Мл.Томас, К.,, ОСГУД, Питер, Н.
МПК: F16J 15/32, B21B 31/07, F16C 33/74...
Метки: вкладыша, расстоянии, прокатного, подшипника, уплотнение, стана, гидростатического, движения, друга, втулки, насадочное, друг, масла, приходящего, опорной, лопастями, расположенными
Формула / Реферат:
Раскрыто уплотнение для использования в гидростатическом подшипнике прокатного стана, в котором опорная втулка (12) установлена на шейке (14) валка для вращения вместе с ней, втулка (12) установлена с возможностью вращения в неподвижном вкладыше (18), и поток масла выходит из зазора между втулкой (12) и вкладышем (18). Уплотнение содержит гибкое круговое уплотнительное тело (25), предназначенное для установки на шейке валка и вращения вместе с...
Система для использования в гидростатическом подшипнике прокатного стана (варианты) и способ удаления ламинарного потока масла

Номер патента: 29078
Опубликовано: 15.10.2014
Авторы: ВОЙТКОВСКИ, Томас, К., Мл., ОСГУД, Питер, Н.
МПК: F16C 13/02, B21B 31/07, F16C 33/10...
Метки: потока, стана, подшипнике, масла, удаления, гидростатическом, варианты, система, использования, ламинарного, способ, прокатного
Текст:
...тическом подшипнике для прокатного стана с использованием системы по п.п.1 или 12,при этом способ включает установку системы по п.п.1 или 12 в гидростатическом подшипнике,введение ламинарного потока масла в кольцевую камеру вращение втулки с вращательным закручиванием масла в кольцевой камере со скоростью вращающейся втулки и одновременное удаление масла тангенциально из кольцевой камеры с такой скоростью, что камера остается заполненной...
Устройство для соединения полос

Номер патента: 29064
Опубликовано: 15.10.2014
Авторы: ДЕ КОК, Петер, ЗОЛЬ, Ральф - Хартмут, ТОМЦИГ, Михель
МПК: B21B 15/00, B23K 37/04, B23K 11/087...
Метки: соединения, устройство, полос
Текст:
...обождают соединенную полосу от зажимного приспособления. 15. Способ по п.14, отличающийся тем, что обрезанные концы полос после резания поддерживают с помощью, по меньшей мере,одного сварочного стола (170), состоящего из нескольких частей, например, из двух частей. 16. Способ по п.14, отличающийся тем, что выполняют согласование по высоте обоих обрезанных концов полос для обеспечения возможности выравнивания различий в толщине соединяемых...
Способ изготовления инструмента для горячей деформации с покрытием
Номер патента: 28499
Опубликовано: 15.05.2014
Авторы: СЕРИН, Казим, ПЕЛЕ, Ханс, Йоахим
МПК: B21B 17/02, B21B 23/00, B21B 25/00...
Метки: деформации, инструмента, покрытием, горячей, способ, изготовления
Формула / Реферат:
Изобретение относится к способу изготовления инструмента для горячей деформации, в частности, дорна или оправки для изготовления бесшовных труб, или кузнечной оправки для горячей ковки трубчатых деталей из металла, причем инструмент имеет основное тело (2) инструмента, и основное тело (2) инструмента по меньшей мере в одной рабочей зоне (3) снабжено покрытием (4). Для достижения улучшенной прочности покрытия (4) на основном теле инструмента...
Оправка прошивного стана
Номер инновационного патента: 27614
Опубликовано: 15.11.2013
Авторы: Сержанов Радул Идаятович, Жанабаева Гульбарам Маратовна, Богомолов Алексей Витальевич, Быков Петр Олегович
МПК: B21B 25/04
Метки: прошивного, стана, оправка
Формула / Реферат:
Изобретение относится к трубопрокатному производству и может быть использовано при получении гильз на станах поперечно-винтовой прокатки.Техническим результатом является интенсификация охлаждения носика оправки, более равномерное распределение потока охладителя при прошивке, повышение качества поверхности гильзы.Требуемый технический результат достигается тем, что у оправки для винтовой прошивки, содержащей носик и профильную рабочую часть, у...
Способ горячей прокатки слитков и непрырывно-литых заготовок
Номер патента: 25272
Опубликовано: 15.05.2013
Авторы: Найзабеков Абдрахман Батырбекович, Ногаев Кайрош Абилович, Быхин Болат, Быхин Маулен Болатович
МПК: B21B 1/46
Метки: горячей, непрырывно-литых, слитков, способ, прокатки, заготовок
Формула / Реферат:
Изобретение относится к обработке металлов давлением, в частности, к прокатному производству, и может быть использовано при горячей прокатке слитков и непрерывнолитых заготовок в черновых, подготовительных и предчистовых клетях сортовых станов. В предлагаемом способе прокатку ведут в чередующейся попарно системе калибров «ромб-квадрат». Несимметричное и недиагональное положение ромбического калибра, в котором две противоположные стенки...
Способ сварки стальных полос
Номер инновационного патента: 26772
Опубликовано: 15.04.2013
Авторы: Сарыбаев Ержан, Бейсенов Бауржан Саккоулы
МПК: B21B 1/22
Метки: стальных, полос, сварки, способ
Формула / Реферат:
Изобретение относится к области металлургии, а именно к сварке металлов, и может быть использовано при сварке стальных горячекатаных полос, предназначенных для последующей холодной прокатки. Получение однородной структуры в зоне сварки достигается тем, что в способе шовной сварки стальных полос, включающем наложение внахлест кромок полос, сварка осуществляется прокатыванием роликом с пропущенным через него сварочным током, с одновременной...
Многоклетьевой прокатный стан раскатного типа для продольной прокатки заготовок стержневой формы, содержащий четырехвалковые клети, и способ замены клетей

Номер патента: 26745
Опубликовано: 15.03.2013
Авторы: КУЛЕССА, Герхард, БЕРТЕЛЛИ, Аристиде Джакомо, ЧЕРНУШИ, Этторе
МПК: B21B 13/00, B21B 31/10
Метки: формы, продольной, стержневой, заготовок, типа, замены, клети, прокатный, способ, многоклетьевой, стан, содержащий, прокатки, четырехвалковые, клетей, раскатного
Формула / Реферат:
Описан многоклетьевой прокатный стан, содержащий клети с четырьмя приводными валками, и снабженный регулирующими устройствами, установленными вне клети, и телескопическими валами, причем, указанный многоклстьевой прокатный стан содержит центральный корпус с указанными клетями, первую платформу (41), расположенную на загрузочной стороне и несущую заменяющие клети; вторую платформу (42), расположенную на разгрузочной стороне, противоположной...
Прокатный стан для продольной прокатки материалов стержневой формы, клеть прокатного стана и способ извлечения кассеты-держателя валков внутри клети прокатного стана

Номер патента: 26657
Опубликовано: 15.01.2013
Авторы: БЕРТЕЛЛИ, Аристид Джакомо, КЕРНУСЧИ, Этторе, МАРИНИ, Фабрицио
МПК: B21B 13/10, B21B 31/10, B21B 17/04...
Метки: клеть, внутри, стана, стан, способ, прокатный, кассеты-держателя, прокатки, продольной, прокатного, стержневой, клети, валков, материалов, извлечения, формы
Текст:
...ть каретку (8) из полностью переднего положения в полностью заднее положение опускают устройство(9) удерживания удлинителя, так чтобы переместить указанный второй удлинитель (5) в положение (5), в котором второй удлинитель не препятствует извлечению кассеты-держателя (3) валков по горизонтальной плоскости извлекают кассету-держатель (3) валков из указанного рабочего положения в указанное наружное боковое положение вдоль горизонтальной...
Способ непрерывной горячей прокатки непрерывнолитых слябов
Номер инновационного патента: 26445
Опубликовано: 14.12.2012
Авторы: Жакупова Арайлым Рымбековна, Смагулова Назгул Кусеновна, Ашкеев Жасулан Аманжолович, Абильмажинова Анель Бахтияровна, Машеков Серик Акимович, Азбанбаев Эльдар Муратович
МПК: B21J 5/00, B21B 1/22, B21J 1/04...
Метки: горячей, слябов, непрерывнолитых, прокатки, непрерывной, способ
Формула / Реферат:
Изобретение относится к обработке металлов давлением, в частности к прокатному производству и может быть использовано при прокатке плоских слитков и непрерывнолитых слябов на толстолистовых станах и черновых клетях широкополосных станов горячей прокатки.Способ непрерывной горячей прокатки непрерывнолитых слябов включает прокатку в асимметричные цилиндрические валки имеющих черновых клетях с чередующимся верхними валками с большим и меньшим...
Способ подачи технологической смазки в очаг деформации стана “кватро” холодной прокатки
Номер инновационного патента: 25739
Опубликовано: 15.05.2012
Авторы: Кротов Василий Николаевич, Иванцов Олег Викторович, Чернышов Николай Васильевич
МПК: B21B 45/02
Метки: холодной, подачи, технологической, смазки, способ, стана, очаг, деформации, кватро, прокатки
Формула / Реферат:
Изобретение относится к области прокатного производства и может быть использовано для подачи технологической смазки на полосу перед очагом деформации. Задачей изобретения является повышение плоскостности проката и уменьшение износа рабочих валков и полосы. Техническая сущность изобретения заключается в реконструкции коллекторов подачи ВМС для равномерного распыления технологической смазки на прокатываемую полосу. Основывается на симметричной...
Способ эксплуатации эмульсии
Номер инновационного патента: 25565
Опубликовано: 15.03.2012
Авторы: Васькин Андрей Михайлович, Левин Виталий Владимирович, Дорогая Наталья Ивановна, Пономарева Алла Геннадьевна, Каскин Баглан Камарович
МПК: B21B 45/02, C21D 8/04, C21D 9/48...
Метки: способ, эмульсии, эксплуатации
Формула / Реферат:
Изобретение относится к области прокатного производства, а именно к производству холоднокатаного проката, в частности к технологии эксплуатации эмульсионных систем и использования эмульсии при холодной прокатке стали.Цель изобретения - экономия эмульсии. Достигается это за счет изменения способа подпитки рабочей эмульсии, разработки режимов работы магнитных сепараторов и изменения схемы съема пенопродуктов с поверхности в эмульсионных...
Вставка в пневмолинейки моталок стана горячей прокатки
Номер инновационного патента: 25412
Опубликовано: 16.01.2012
Авторы: Войтеховский Дмитрий Анатольевич, Шайдулов Руслан Равильевич, Шайдулов Борис Равильевич, Коноваленко Михаил Владимирович, Цимбал Константин Георгиевич
МПК: B21B 37/54, B21B 39/16
Метки: прокатки, вставка, моталок, горячей, пневмолинейки, стана
Формула / Реферат:
Изобретение относится к прокатному производству и может быть использовано при смотке горячекатаной полосы на моталку в рулоны. На стальной заготовке «вставке» размером 780*750*40мм фрезеруются пазы «продольные ручьи» размером 10*30*780мм. Затем вставка устанавливается в держатели пневмолинейки типа «ласточкин хвост». При смотке горячекатаной полосы кромка полосы попадает в «продольные ручьи», тем самым удерживаясь в створе пневмолинеек не...
Оправка для винтовой прошивки
Номер инновационного патента: 25273
Опубликовано: 20.12.2011
Авторы: Быков Петр Олегович, Жанабаева Гульбарам Маратовна, Сержанов Радул Идаятович, Богомолов Алексей Витальевич
МПК: B21B 25/00
Метки: винтовой, оправка, прошивки
Формула / Реферат:
Изобретение относится к трубопрокатному производству и может быть использовано при получении гильз на станах поперечно-винтовой прокатки. Техническим результатом является повышение качества гильз за счет изменения конструкции оправки для винтовой прошивки.Требуемый технический результат достигается тем, что у оправки для винтовой прошивки, содержащей носик с прямолинейной образующей и профильную рабочую часть, у которой поперечной сечение носика...
Способ профилировки опорных валков клети № 2 дрессировочных станов типа “кварто”
Номер инновационного патента: 24685
Опубликовано: 17.10.2011
Авторы: Кузьминов Игорь Иванович, Меньшиков Олег Игоревич, Иванцов Олег Викторович, Шахов Михаил Иванович, Сабельников Юрий Анатольевич, Евтушенко Игорь Юрьевич
МПК: B21B 28/02
Метки: опорных, кварто, валков, профилировки, дрессировочных, станов, способ, клети, типа
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к производству листового проката и совершенствует процесс дрессировки тонколистового холоднокатаного проката. Сущность изобретения заключается в устранении дефекта «разнотонность» на дрессируемом прокате за счет исключения образования на опорных валках «кольцевых полос» из-за их заполировки, что позволило улучшить товарный вид продукции и увеличить ресурс работы опорных и рабочих валков во...
Устройство и способ для соединения полос
Номер патента: 24430
Опубликовано: 15.08.2011
Авторы: КЮММЕЛЬ, Лутц, БЕНДЛЕР, Мануэль, ЗОЛЬ, Ральф - Хартмут, БЕРЕНС, Хольгер, БЕРГ, Роберт, ТОМЦИГ, Михель, ДЕ КОК, Петер
МПК: B23K 37/04, B21B 15/00
Метки: соединения, устройство, способ, полос
Формула / Реферат:
Изобретение относится к устройству (100) для соединения полос в бесконечную полосу зажимным устройством (110, 120), с расположенным на входе зажимным устройством (110-r, 120-r) и, расположенным на выходе зажимным устройством (110-1, 120-1); с режущим устройством (155) с верхним ножом (150) и нижним ножом (130) и с соединительным устройством, причем, по меньшей мере, расположенное на входе зажимное устройство (110-r, 120-r), и/или расположенное...
Способ непрерывного профилирования (формоизменения) листового материала, валок для его осуществления и листовой материал, полученный этим способом
Номер инновационного патента: 23645
Опубликовано: 17.01.2011
Автор: ХАЛДЕР Тапас Кумар
МПК: B21D 22/00, B21B 27/00, B21B 1/24...
Метки: валок, этим, осуществления, листовой, формоизменения, непрерывного, листового, материала, полученный, материал, способ, способом, профилирования
Формула / Реферат:
Изобретение относится к способу непрерывного профилирования (формоизменения) листового материала при его непрерывном деформировании в валках, в частности, способу увеличения жесткости исходного листового материала посредством формирования на его поверхности ребер жесткости. Способ непрерывного профилирования (формоизменения) листового материала, при котором исходную плоскую заготовку пропускают через, по меньшей мере, одну пару, вращающихся...
Способ импульсного нанесения шероховатости на рабочую поверхность валков холодной прокатки для получения матовой поверхности проката на дрессировочных станах
Номер патента: 23611
Опубликовано: 15.12.2010
Авторы: Винокуров Олег Валерьевич, Сулейменов Марат Сейтжанович, Раимбеков Аскар Мухтарович, Виноградов Виктор Иванович, Сосулин Александр Павлович
МПК: B21B 28/02, B23K 26/00
Метки: холодной, получения, поверхности, дрессировочных, рабочую, станах, матовой, способ, валков, поверхность, импульсного, нанесения, прокатки, проката, шероховатости
Формула / Реферат:
Изобретение относится к технологии лазерной обработки материалов и может быть использовано для придания шероховатости поверхности валка холодной прокатки с высокой плотностью микронеровностей для получения матовой отделки проката.Для достижения результата стальной валок закрепляют в станке, придают осевое ему вращение, фокусируют на его поверхности лазерный импульсный луч из сопла излучательной головки, и одновременно включают ее систему...
Отводящий рольганг широкополосного прокатного стана
Номер инновационного патента: 23424
Опубликовано: 15.12.2010
Авторы: Бейсенов Бауржан Саккоулы, Бортебаев Саин Абильханович, Машеков Серик Акимович
МПК: B21D 26/00, B21D 26/02, B21B 37/76...
Метки: стана, широкополосного, отводящий, рольганг, прокатного
Формула / Реферат:
Изобретение относится к технологии обработки металлов давлением и может быть использовано в прокатных цехах металлургических комбинатов для изготовления горячекатаных листов.Упрощение конструктивного исполнения, повышение эффективности транспортировки и качества получаемых горячекатаных полос осуществляется за счет того, что предлагаемый отводящий рольганг широкополосных прокатных станов содержит непрерывные ряды секций с пустотелыми роликами,...
Устройство для моделирования процесса прокатки при производстве непрерывно-литой заготовки
Номер инновационного патента: 23127
Опубликовано: 15.11.2010
Авторы: Богомолов Алексей Витальевич, Сержанов Радул Идаятович, Быков Петр Олегович
МПК: B21B 1/26
Метки: производстве, прокатки, процесса, моделирования, заготовки, устройство, непрерывно-литой
Формула / Реферат:
Изобретение относится к непрерывной разливке и прокатному производству и может быть использовано для моделирования процесса прокатки при производстве непрерывно-литой заготовки.Техническим результатом является возможность моделирования процесса прокатки по сдвиговой схеме деформации при производстве непрерывно-литой заготовки.Устройство для моделирования процесса прокатки при производстве непрерывно-литой заготовки, состоящее из металлического...
Отводящий рольганг широкополосных прокатных станов
Номер инновационного патента: 22652
Опубликовано: 15.07.2010
Авторы: Машекова Айгерим Сериковна, Нугман Ерик Зеинелович, Машеков Серик Акимович, Абсадыков Бакыт Нарикбаевич, Курмангалиева Лазат Амановна
МПК: B21B 37/74, B21B 37/76
Метки: отводящий, широкополосных, станов, прокатных, рольганг
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно прокатному производству, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях.Отводящий рольганг широкополосных прокатных станов содержит непрерывные ряды секций с пустотелыми роликами и приводы. Каждый ролик отводящего рольганга снабжен водой под высоким давлением, последовательно соединенным инжектором, завихрителем, вихревой трубой,...
Способ повышения эксплуатационной стойкости опорных валков клети № 1 дрессировочных станов типа “кварто”
Номер патента: 18117
Опубликовано: 15.04.2010
Авторы: Сабельников Юрий Анатольевич, Долженко Александр Васильевич, Кузьминов Игорь Иванович, Сергеева Светлана Витальевна, Бондаренко Юрий Владимирович
МПК: B21B 28/02
Метки: клети, дрессировочных, способ, валков, стойкости, кварто, повышения, типа, опорных, эксплуатационной, станов
Формула / Реферат:
Изобретение относится к черной металлургии, в частности, к производству листового проката, и совершенствует процесс дрессировки тонколистового холоднокатаного проката.Техническим результатом изобретения является достижение более равномерной выработки опорных валков, что позволяет обеспечить одинаковую деформацию по всей ширине полосы на протяжении времени их эксплуатации за одну установку в клеть.Это достигается тем, что в способе...
Способ и устройство для очистки металлической ленты
Номер патента: 22386
Опубликовано: 15.03.2010
Авторы: ХАРТУНГ, Ханс-Георг, КРЕЧМЕР, Маттиас
МПК: B08B 3/12, B21B 45/08
Метки: очистки, ленты, металлической, устройство, способ
Формула / Реферат:
Устройство относится к способу очистки металлической ленты (1). Для улучшения очистки ленты согласно изобретению предусмотрено, чтобы металлическая лента (1) вначале на первом участке (2) устройства (3) очистки подвергалась первой очистке (4) под высоким давлением по меньшей мере одной струей жидкости и чтобы металлическая лента (1) после этого на втором участке (5) устройства (3) очистки подвергалась ультразвуковой очистке (6), при которой...
Способ подготовки опорных валков клети двухклетевых дрессировочных станов типа “кварто”
Номер патента: 18979
Опубликовано: 15.01.2010
Авторы: Кузьминов Игорь Иванович, Долженко Александр Васильевич, Бондаренко Юрий Владимирович, Сергеева Светлана Витальевна, Сабельников Юрий Анатольевич
МПК: B21B 28/02
Метки: клети, подготовки, валков, дрессировочных, кварто, типа, станов, опорных, способ, двухклетевых
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к производству листового проката и совершенствует процесс дрессировки тонколистового холоднокатаного проката.Сущность изобретения заключается в снижении в 4 раза проскальзывания между бочками опорных и рабочих валков клети № 2, позволившим значительно улучшить товарный вид продукции за счет уменьшения «разнотонности» на продрессированной жести.Техническим результатом данного изобретения...
Способ оптимизации технологии производства проката
Номер патента: 17861
Опубликовано: 15.01.2010
Авторы: Платов Сергей Иосифович, Капцан Феликс Виленович, Урцев Владимир Николаевич, Сеничев Геннадий Сергеевич, Аникеев Сергей Николаевич, Морозов Андрей Андреевич, Рашников Виктор Филиппович, Капцан Анатолий Виленович, Хабибулин Дим Маратович, Тахаутдинов Рафкат Спартакович, Муриков Сергей Анатольевич
МПК: B21B 37/00
Метки: производства, оптимизации, технологии, способ, проката
Формула / Реферат:
Способ предназначен для оптимизации процесса горячей и/или холодной прокатки полос.Способ включает дискретное измерение технологических параметров прокатки полосы, угловых скоростей рабочих валков клетей и роликов рольгангов, определение линейной скорости движения полосы и выделение заданного числа равных по длине отрезков полосы для последующего усреднения не менее трех значений технологических параметров на каждом отрезке, установление...
Способ текстурирования поверхностей валков холодной прокатки
Номер патента: 17540
Опубликовано: 15.01.2010
Авторы: Бактыбеков Казбек Сулейменович, Виноградов Виктор Иванович, Сулейменов Марат Сейтжанович, Винокуров Олег Валерьевич, Вертягина Елена Николаевна, Сосулин Александр Павлович, Раимбеков Аскар Мухтарович
МПК: B21B 28/00, B23K 26/00
Метки: валков, способ, холодной, текстурирования, прокатки, поверхностей
Формула / Реферат:
Изобретение относится к технологии лазерной обработки металлов и может быть использовано для нанесения требуемой микро-геометрии на поверхность валка холодной прокатки лазерным излучением.Техническим результатом изобретения является улучшение плоскостности проката путем повышения износостойкости микрогеометрической насечки на поверхности валка.Это достигается тем, что в способе текстурирования поверхностей валков холодной прокатки, для получения...
Способ повышения эксплуатационной стойкости проводковых роликов дрессировочных станов
Номер патента: 17216
Опубликовано: 15.09.2009
Авторы: Бондаренко Юрий Владимирович, Кузьминов Игорь Иванович, Сабельников Юрий Анатольевич, Долженко Александр Васильевич
МПК: B24C 1/10, B21B 28/00, B21B 39/00...
Метки: проводковых, стойкости, эксплуатационной, роликов, дрессировочных, станов, способ, повышения
Формула / Реферат:
Изобретение относится к черной металлургии, в частности, к производству листового проката, и совершенствует процесс дрессировки холоднокатаного проката на высокоскоростных дрессировочных станах.Целью данного изобретения является повышение эксплуатационной стойкости не приводных проводковых роликов за счет снижения износа, вызывающего появления "наваров" на поверхностях их бочек в результате проскальзывания, исключения травмирования поверхности...
Стан для прокатки бесшовных труб
Номер инновационного патента: 21450
Опубликовано: 15.07.2009
Автор: Машекова Айгерим Сериковна
МПК: B21B 25/00, B21B 17/02
Метки: стан, прокатки, труб, бесшовных
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно прокатке труб, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях.Стан для прокатки бесшовных труб содержит главный привод, рабочую клеть с вращающимся волокой и вталкивателя гильзы с оправкой. При этом волока и оправка имеют противоположно направленные гладкие и волнисто-конусообразные участки захвата и обжатия, соответственно и калибрующие...
Отводящий рольганг широкополосного прокатного стана
Номер предварительного патента: 20723
Опубликовано: 16.02.2009
Автор: Машеков Серик Акимович
МПК: B21B 39/00
Метки: стана, прокатного, широкополосного, рольганг, отводящий
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано в прокатных цехах металлургических комбинатов для изготовления горячекатаных листов.Техническим результатом изобретения является повышение качества получаемых горячекатаных полос, снижение материальных и энергетических затрат на транспортировку и охлаждение полос.Это достигается тем, что в отводящем рольганге широкополосного прокатного стана, содержащем соединенные...
Способ применения смазочно-охлаждающей жидкости для охлаждения валков и регулирования температуры конца прокатки
Номер предварительного патента: 20205
Опубликовано: 17.11.2008
Авторы: Быков Петр Олегович, Канаев Амангельды Токешевич, Сержанов Радул Идаятович, Богомолов Алексей Витальевич
МПК: B21B 1/26, B21B 45/02
Метки: способ, прокатки, смазочно-охлаждающей, применения, регулирования, валков, охлаждения, жидкости, температуры, конца
Формула / Реферат:
Изобретение относится к прокатному производству, в частности к повышению стойкости рабочих валков и регулированию температуры конца горячей прокатки, и может быть использовано в сортопрокатном и листопрокатном производствах.Техническим результатом изобретения является повышение качества арматурного и сложнопрофильного проката, за счет обеспечения заполнения смазочно-охлаждающей жидкостью полости калибра валков.Это достигается тем, что в...
Устройство для моделирования процесса прокатки при производстве непрерывно-литой заготовки
Номер предварительного патента: 19684
Опубликовано: 15.07.2008
Автор: Быков Петр Олегович
МПК: B21B 1/26
Метки: устройство, заготовки, непрерывно-литой, процесса, моделирования, прокатки, производстве
Формула / Реферат:
Изобретение относится к непрерывной разливке и прокатному производству и может быть использовано для моделирования процесса прокатки при производстве непрерывно-литой заготовки.Техническим результатом является возможность моделирования процесса прокатки при производстве непрерывно-литой заготовки.Устройство для моделирования процесса прокатки при производстве непрерывно-литой заготовки, состоящее из металлического кристаллизатора, внутри...
Устройство для снижения динамических нагрузок прокатных станов
Номер предварительного патента: 19262
Опубликовано: 15.04.2008
Авторы: Давильбеков Нариман Халбекович, Какимов Улан Кадырханулы, Бортебаев Сайын Абильханович, Курапов Георгий Георгиевич
МПК: B21B 33/00
Метки: динамических, снижения, нагрузок, прокатных, станов, устройство
Формула / Реферат:
Изобретение относится к области прокатного производства и может быть использовано для снижения динамических нагрузок рабочих клетей, преимущественно станов холодной прокатки.Снижения динамических нагрузок, осуществляется за счет упругих подкладок, устанавливаемые под нижней подушкой, которые демпфируют динамические нагрузки, возникающие при ударе переднего конца прокатываемого металла о валки. Упругие подкладки при технологических перегрузках...
Валки для прокатки толстых листов
Номер патента: 14791
Опубликовано: 15.11.2007
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович
МПК: B21B 27/02
Метки: валки, толстых, листов, прокатки
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может бытьиспользовано при деформировании заготовок прямоугольного сечения.
Стан непрерывного холодного волочения-прокатки труб
Номер патента: 13537
Опубликовано: 16.07.2007
Авторы: Мышкин Олег Николаевич, Семененко Олег Петрович, Раушенбах Игорь Михайлович, Креймер Эдуард Львович, Кашуба Марина Владимировна, Кельбах Сергей Владимирович, Большедворский Виктор Васильевич
МПК: B21B 21/00
Метки: холодного, труб, волочения-прокатки, непрерывного, стан
Формула / Реферат:
Изобретение относится к трубопрокатному производству и может быть использовано для изготовления труб из цветных металлов. Стан холодного волочения-прокатки на самоустанавливающейся оправке труб, преимущественно медных, из непрерывно литой заготовки, свернутой в бухты, содержит размоточное устройство, рабочий орган с размещенной в нем волокой, тянущий блок и приемное устройство. Рабочий орган выполнен в виде вращаемых от привода прокатных...
Инструмент для горячей прокатки металлов и сплавов
Номер предварительного патента: 16804
Опубликовано: 16.01.2006
Авторы: Курмангалиева Лаззат Амановна, Секербек Аймагуль Мейрамкызы, Машеков Серик Акимович, Биякаева Нургуль Темиргалиевна, Абсадыков Бахыт Нарикбаевич
МПК: B21B 1/22
Метки: сплавов, горячей, металлов, инструмент, прокатки
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке слябов, непрерывно литых заготовок из сталей и сплавов. Инструмент для горячей прокатки металлов и сплавов содержит верхний и нижний валки с волнистыми рабочими поверхностями, выступы и впадины верхнего валка выполнены по винтовой линии противоположно впадинам и выступам нижнего валка, при этом угол между касательной к винтовой линии и линией, проходящей...