Способ сварки стальных полос
Номер инновационного патента: 26772
Опубликовано: 15.04.2013
Авторы: Сарыбаев Ержан, Бейсенов Бауржан Саккоулы
Формула / Реферат
Изобретение относится к области металлургии, а именно к сварке металлов, и может быть использовано при сварке стальных горячекатаных полос, предназначенных для последующей холодной прокатки.
Получение однородной структуры в зоне сварки достигается тем, что в способе шовной сварки стальных полос, включающем наложение внахлест кромок полос, сварка осуществляется прокатыванием роликом с пропущенным через него сварочным током, с одновременной осадкой при подаче роликов с усилием.
Текст
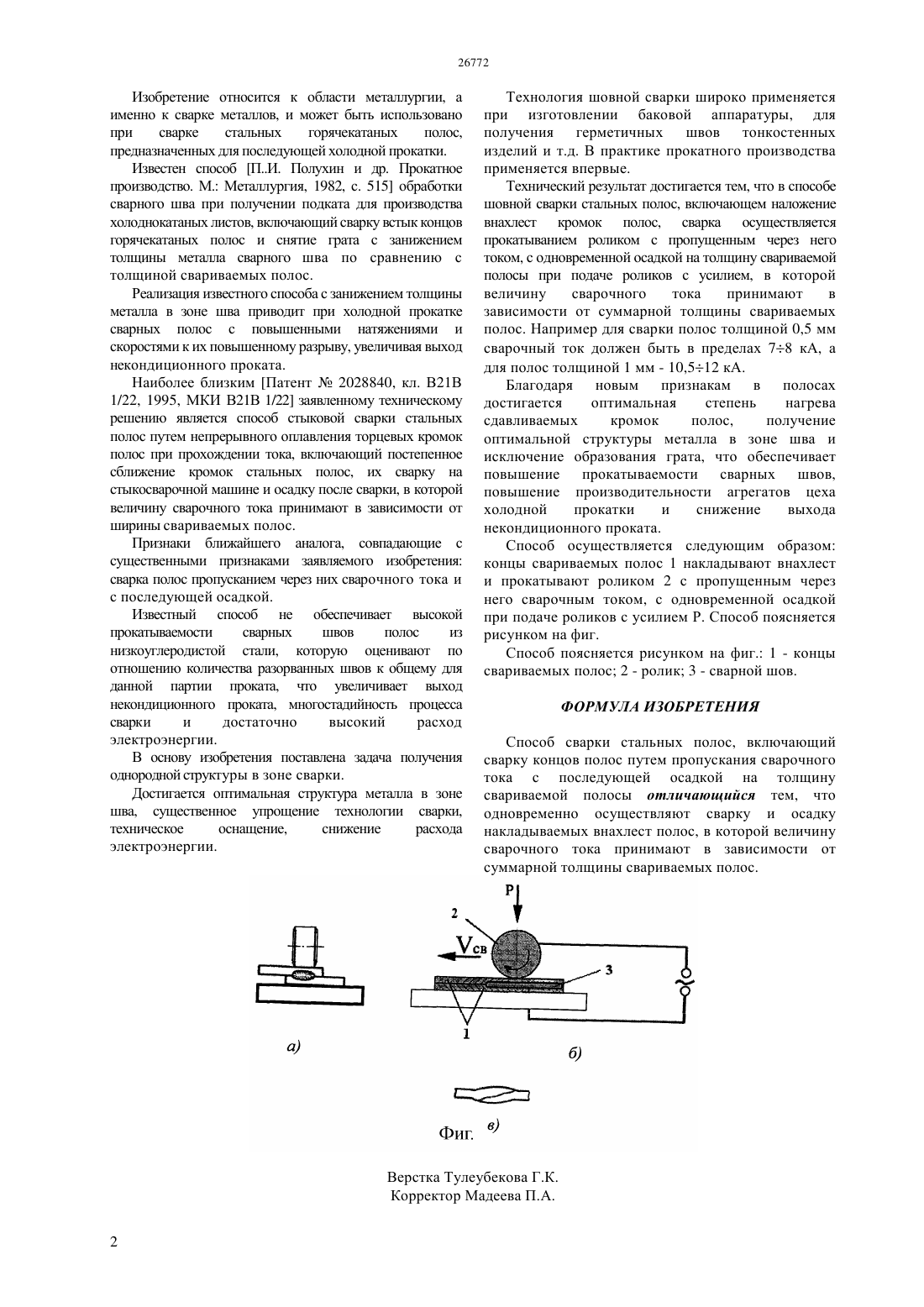
(51) 21 1/22 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ использовано при сварке стальных горячекатаных полос,предназначенных для последующей холодной прокатки. Получение однородной структуры в зоне сварки достигается тем, что в способе шовной сварки стальных полос, включающем наложение внахлест кромок полос,сварка осуществляется прокатыванием роликом с пропущенным через него сварочным током, с одновременной осадкой при подаче роликов с усилием.(72) Бейсенов Бауржан Саккоулы Сарыбаев Ержан(73) Республиканское государственное предприятие на праве хозяйственного ведения Казахский национальный технический университет им. К.И. Сатпаева Министерства образования и науки Республики Казахстан(54) СПОСОБ СВАРКИ СТАЛЬНЫХ ПОЛОС Изобретение относится к области металлургии, а именно к сварке металлов, и может быть использовано при сварке стальных горячекатаных полос,предназначенных для последующей холодной прокатки. Известен способ ПИ. Полухин и др. Прокатное производство. М. Металлургия, 1982, с. 515 обработки сварного шва при получении подката для производства холоднокатаных листов, включающий сварку встык концов горячекатаных полос и снятие грата с занижением толщины металла сварного шва по сравнению с толщиной свариваемых полос. Реализация известного способа с занижением толщины металла в зоне шва приводит при холодной прокатке сварных полос с повышенными натяжениями и скоростями к их повышенному разрыву, увеличивая выход некондиционного проката. Наиболее близким Патент 2028840, кл. В 21 В 1/22, 1995, МКИ В 21 В 1/22 заявленному техническому решению является способ стыковой сварки стальных полос путем непрерывного оплавления торцевых кромок полос при прохождении тока, включающий постепенное сближение кромок стальных полос, их сварку на стыкосварочной машине и осадку после сварки, в которой величину сварочного тока принимают в зависимости от ширины свариваемых полос. Признаки ближайшего аналога, совпадающие с существенными признаками заявляемого изобретения сварка полос пропусканием через них сварочного тока и с последующей осадкой. Известный способ не обеспечивает высокой прокатываемости сварных швов полос из низкоуглеродистой стали, которую оценивают по отношению количества разорванных швов к общему для данной партии проката, что увеличивает выход некондиционного проката, многостадийность процесса сварки и достаточно высокий расход электроэнергии. В основу изобретения поставлена задача получения однородной структуры в зоне сварки. Достигается оптимальная структура металла в зоне шва, существенное упрощение технологии сварки,техническое оснащение,снижение расхода электроэнергии. Технология шовной сварки широко применяется при изготовлении баковой аппаратуры, для получения герметичных швов тонкостенных изделий и т.д. В практике прокатного производства применяется впервые. Технический результат достигается тем, что в способе шовной сварки стальных полос, включающем наложение внахлест кромок полос, сварка осуществляется прокатыванием роликом с пропущенным через него током, с одновременной осадкой на толщину свариваемой полосы при подаче роликов с усилием, в которой величину сварочного тока принимают в зависимости от суммарной толщины свариваемых полос. Например для сварки полос толщиной 0,5 мм сварочный ток должен быть в пределах 78 кА, а для полос толщиной 1 мм - 10,512 кА. Благодаря новым признакам в полосах достигается оптимальная степень нагрева сдавливаемых кромок полос,получение оптимальной структуры металла в зоне шва и исключение образования грата, что обеспечивает повышение прокатываемости сварных швов,повышение производительности агрегатов цеха холодной прокатки и снижение выхода некондиционного проката. Способ осуществляется следующим образом концы свариваемых полос 1 накладывают внахлест и прокатывают роликом 2 с пропущенным через него сварочным током, с одновременной осадкой при подаче роликов с усилием Р. Способ поясняется рисунком на фиг. Способ поясняется рисунком на фиг. 1 - концы свариваемых полос 2 - ролик 3 - сварной шов. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ сварки стальных полос, включающий сварку концов полос путем пропускания сварочного тока с последующей осадкой на толщину свариваемой полосы отличающийся тем, что одновременно осуществляют сварку и осадку накладываемых внахлест полос, в которой величину сварочного тока принимают в зависимости от суммарной толщины свариваемых полос.
МПК / Метки
МПК: B21B 1/22
Метки: способ, стальных, полос, сварки
Код ссылки
<a href="https://kz.patents.su/2-ip26772-sposob-svarki-stalnyh-polos.html" rel="bookmark" title="База патентов Казахстана">Способ сварки стальных полос</a>
Способ сварки встык двух деталей
Номер патента: 6931
Опубликовано: 15.01.1999
Автор: Брайэн Лейнг
МПК: B23K 31/02
Метки: сварки, деталей, способ, двух, встык
Формула / Реферат:
Изобретение относится к сварке и, в частности, к способу управления оборудованием автоматической сварки.Предлагаемый способ позволяет повысить качество сварки стыка, усовершенствовать систему управления автоматической операции сварки и повысить ее надежность.Для этого в способе сварки встык двух деталей, имеющих зазор, предусматривающем установление начальной и конечной точек сварки, запуск подачи проволоки в зазор и возбуждение дуги в зазоре,...
Способ получения стальных полос
Номер патента: 549
Опубликовано: 15.03.1994
Авторы: Адякин Виктор Михайлович, Бенедикс Евгений Владимирович, Сидоркин Валерий Иванович, Лозовой Владимир Николаевич, Куликов Виктор Иванович
МПК: C21D 8/12
Метки: стальных, способ, полос, получения
Формула / Реферат:
Изобретение относится к способам получения стальных полос, в частности, из электротехнической изотропной стали. Целью изобретения является улучшение геометрии и стабилизация физико-механических свойств полос. Способ включает горячую прокатку, холодную прокатку, рекристаллизационный отжиг и вторую холодную прокатку с деформацией 0,8-11%. которую ведут с рассогласованием окружных скоростей валков (DV/V) 10-100% от степени относительной деформации...
Способ производства штампуемых оцинкованных стальных полос
Номер патента: 19709
Опубликовано: 15.12.2010
Авторы: Ладыгина Наталья Равильевна, Зазуля Виктор Михайлович, Сабельников Юрий Анатольевич, Кузьминов Игорь Иванович, Винокуров Олег Валерьевич
МПК: C12D 9/48, C12D 8/04, C23C 2/06...
Метки: штампуемых, полос, производства, стальных, способ, оцинкованных
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к производству оцинкованного сталь-ного листового проката, обладающего механичес-кими свойствами для вытяжки в процессе штам-повки.Сущность изобретения заключается в получении стальной оцинкованной полосы пригодной под штамповку из стали марки 08Ю путем ее горячей прокатки из непрерывно литых слябов, травлению, холодной прокатки, нормализации в линии непрерывного цинкования,...
Установка для контактной сварки
Номер полезной модели: 626
Опубликовано: 15.12.2010
Авторы: Элькин Борис Соломонович, Элькин Александр Борисович
МПК: B23K 11/24
Метки: установка, сварки, контактной
Формула / Реферат:
РЕФЕРАТ1. Объект полезной модели: установка для контактной сварки.2. Область применения: установка может быть использована в сетях малой мощности при невысоких темпах сварки, проводимой, например, в ремонтных мастерских.3. Сущность полезной модели: установка для контактной сварки содержит трёхфазный источник питания, сварочный трансформатор, секционированная первичная обмотка которого подключена к сети через разъединитель, а вторичная обмотка...
Способ термитной сварки деталей промежуточным литьем
Номер предварительного патента: 8074
Опубликовано: 15.10.1999
Авторы: Герхардус Йоханнес Мульдер, Йоханн-Хуго Вирц
МПК: F01B 11/52
Метки: деталей, термитной, способ, промежуточным, сварки, литьем
Формула / Реферат:
Изобретение относится к области машиностроения, в частности, к сварке деталей. Технический результат - упрощение процесса сварки и повышение качества сварки. Для этого, например, при сварке концов рельсов на уложенной железнодорожной колее, в которой соединяемые концы рельсов, оставляя свариваемый стык, заключают в литейную форму, по меньшей мере взаимно противолежащие концы рельсов подвергают предварительному подогреву, после чего полученный...
Предыдущий патент: Устройство для контроля за солепарафиновыми отложениями в трубах
Следующий патент: Универсальное грузозахватное устройство
Случайный патент: Ветродвигатель