Способ получения стальных полос
Номер патента: 549
Опубликовано: 15.03.1994
Авторы: Куликов Виктор Иванович, Сидоркин Валерий Иванович, Лозовой Владимир Николаевич, Бенедикс Евгений Владимирович, Адякин Виктор Михайлович
Формула / Реферат
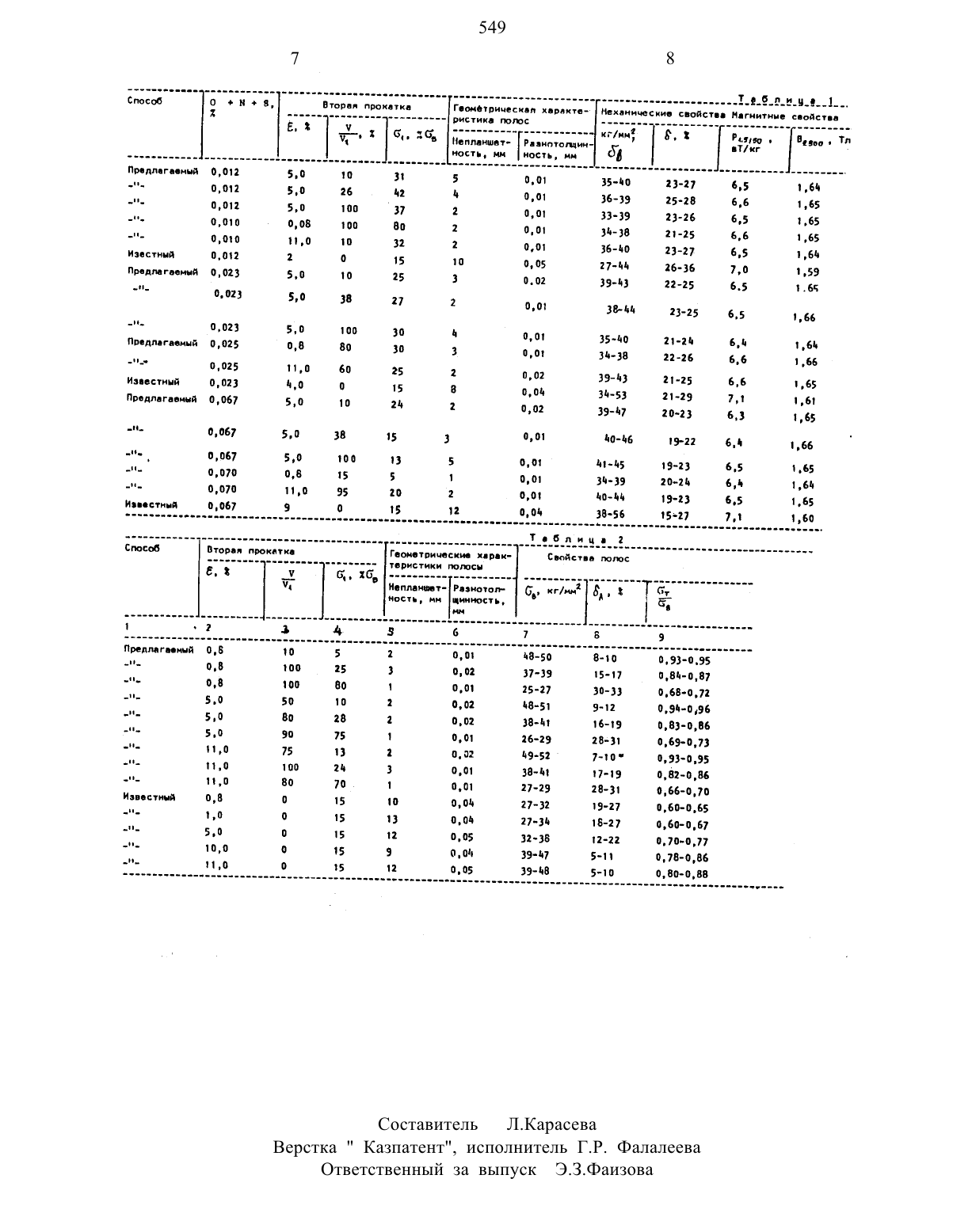
Изобретение относится к способам получения стальных полос, в частности, из электротехнической изотропной стали. Целью изобретения является улучшение геометрии и стабилизация физико-механических свойств полос. Способ включает горячую прокатку, холодную прокатку, рекристаллизационный отжиг и вторую холодную прокатку с деформацией 0,8-11%. которую ведут с рассогласованием окружных скоростей валков (DV/V) 10-100% от степени относительной деформации полосы (Dh/h) с регулированием накопленной упругой энергии полос изменением уровня давления металла на валки регулированием натяжения полосы на выходе из очага деформации (s1) с увеличением накопленной упругой энергии полос повышением уровня давления путем снижения натяжения полосы s1. При этом в случае обработки изотропной электротехнической стали при содержании в ней кислорода, азота и серы (O2+N+S) больше 0,015% и меньше 0,03% устанавливают натяжение полосы 25-30% от сопротивления пластической деформации полосы (ss), а при содержании (O2+N+S) больше 0,03% и меньше 0,07% и содержании (O2+N+S) больше 0,010% и меньше 0,015% поддерживают натяжение полосы соответственно (5-24)% от ss полосы и выше (31-80)% ss полосы. Обработка по предлагаемому способу стали 08КП позволяет существенно улучшить геометрические характеристики и стабилизировать механические характеристики полос, а при обработке изотропной электротехнической стали с содержанием кремния менее 4%, кроме того, наблюдается повышение магнитных свойств стали.
Текст
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ(73) Карагандинский металлургический комбинат и Челябинский политехнический институтАвторское свидетельство СССР Мг 968085. кл. С 21 О 8/12,1982.(54) СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПОЛОС(57) Изобретение относится к способам получения стальных полос. в частности. из электротехнической изотропной стали. Целью изобретения является улучшение геометрии и стабилизация физико-механических свойств полос. Способ включает горячую прокатку. холодную прокатку, рекристаллизационный отжиг и вторую холодную прокатку с деформацией 0.811. которую ведут с рассогласованием окружных скоростей валков (А ///) 10100 от степениИзобретение относится к металлургии и может применяться для производства металлических полос из углеродистой и малоуглеродистой стали. в частности. из электротехнической изотропной стали.Целью изобретения является улучшение геометрических характеристик и стабилизация физико-механических свойств полос.относительной деформации полосы (А п/ь) с регулированием накопленной упругой энергии полос изменением уровня давления металла на валки регулированием натяжения полосы на выходе из очага деформации (01) с увеличением накопленной упругой энергии полос повышением уровня давления путем снижения натяжения полосы 01. При этом в случае обработки изотропной электротехнической стали при содержании в ней кислорода, азота и серы О.015 02 М 5 0.03 устанавливают натяжение полосы 25 З 0 от сопротивления пластической деформации полосы (05). а при содержании 003 02 М 5 0.07 и содержании 0.О 1 О 02 М 5 О.015 поддерживают натяжение полосы соответственно (524)Обработка по предлагаемому способу стали 08 КП позволяет существенно улучшить геометрические характеристики и стабилизировать механические характеристики полос.а при обработке изотропной электротехнической стали с содержанием кремния менееУказанная цель достигается тем. что вторую холодную прокатку с деформацией 0.811 ведут с рассогласованием окружных скоростей валков (А ///1) 101 ОО от степени относительной деформации полосы(А П/Ьо) с регулированием накопленной упругой энергии полос Изменением уровня давления металла на валки регулированием натяжения полосы на выходе из очага де быт) (о) 21 (61)формации (т) с увеличением накопленной упругой энергии полос повышением уровня давления путем снижения натяжения полосы (п. при содержании в электротехнической изотропной стали кислорода. азота и серы 0.015 02 М 5 0.03 устанавливают натяжение полосы 2530 от сопротивления пластической деформации полосы (05), а при содержании 0.03 02 М 5 0.07 и содержании 0.О 1 О 02 М 5 0.015 поддерживают натяжение полосы соответственно (524) от п полосы и выше (3180) от 05 полосы. по длине рулона накопленную упругую энергию по лосы регулируют по ходу прокатки в зависимости от неоднородности распределения 02. М. 8 при постоянной деформации полоСЫ. .Установлено. что при выполнении второй холодной прокатки с дрессировочной степенью деформации требуемые от металлических полос физико-механические свойства достигаются при выполнении прокаткивалков 10100 от величины деформации полосы не только регулированием степени деформации но и регулирования уровня давления путем изменения натяжения полосы т.Снижение рассогласования скоростей валков ниже 10 от деформации полосы не обеспечивает изменения уровня давления металла на валки. достаточного для регулирования накопленной упругой энергии полосы в зависимости от назначения полосы и состояния подката. при постоянной деформации. Увеличение рассогласования скоростей выше 1 О 0 от деформации полосы условия регулирования накопленной упругой энергии не изменяет, так как в этом случае на контактных поверхностях реализованы однозначные силы трения. Более того. повышенное скольжение металла относительно валков повышает вероятность наваров и других дефектов. что делает рассогласование выше 100 нецелесообразным.Отклонение от заданного изобретением режима давления металла на валки приводит к снижению равномерности распределения и общего уровня физических структурно-чувствительных свойств стали. отклонению механических свойств полос (На. дд и др.) от требуемого уровня и. как следствие. обрывам. смятиям полосы. образованию заусенец и других дефектов при штамповке изделий из полос.Так. отклонение уровня давления при О.015 6 02 М 5 0.03 в низшуюсторону (реализация прокатки с натяжением (71 30 от (75) приводит к получению недостаточной для рекристаллизации движущей силы роста зерен. а отклонение уровня давления в высшую сторону к реализации излишне большого числа зародышевых центров и образованию мелких разориентированных зерен рекристаллизации. что ухудшает физические свойства полос. При 0.0105 02 М 5 0.015 прокатка с натяжением П 1 30 от а стали не только ухудшает совершенство стурктурно-чувствительных свойств стали за счет измельчения и разориентировки зерен. но и может привести к получению излишне упрочненной полосы. что повышает расход цпампов. приводит к обрывам полос при штамповке.При 0.030 02 М 5 0.07 прокатка с натяжением (71 в 25 от 03 стали не только ухудшает структурно-чувствительные свойства стали за счет получения недостаточной для рекристаллизации движущей силы роста зерен, но и может привести к получению недостаточно упрочненной полосы. что приводит к смятию полосы. образованито заусенец И дРУгих дефектов при штамповке.Нижний свень натяжения полосы может выбиратьсядиапазоне от 5 до 24 от(д стали из условия центрирования полосы по линии прокатки. Верхний уровень Натяжения полосы может выбираться в диапазоне 1318 О от 03 стали из условия проведения прокатки без обрыва полос.П р и м е р 1. Опробование способа проводят для электротехнической стали. содержащей менее 0,4 5 (включая неметаллические включения). Первую прокатку горячекатаного подката ведут с толщины 2.4 мм до толщины О.55 О.51 мм. Вторую прокатку после промежуточного отжига при 650 С ведут до толщины полосы 0.50 мм. Геометрические характеристики полос (неплоскостность. разнотолщинность). предел прочности 0., и относительное удлинение 6 полос испытываютвнагарто ванном состоянии полос. Удельные потери на Перемагничивание стали Риз/во и магнитную индукцию стали 82500 испытывают после рекристаллизационного отжига стали при 75 ОС в защитной атмосфере.С целью сравнения образцы тех же плавок обрабатывают по известному способу.Результаты технических испытаний для электротехнической стали приведены в табл. 1. у АОпробование показало, что предлагаемый способ позвопяет повысить стабиль ность физико-механических свойств метаплических полос на 45-8596 и улучшить геометрические характеристики полос на 35-8036.При этом магнитные свойства стали возрастают на 240.П р и м е р 2. По предлагаемомууспособу также получают металлические полосы из стали 08 КП.Режимы второй прокатки и полученные свойства полос представлены в табл. 2.Как следует из приведенных данных. предлагаемый способ позволяет стабилизировать в заданных пределах механические свойства сплава ад и б. а также штампуемость полос (я/ав и. кроме того. улучшить геометрические характеристики полосы.Таким образом, предлагаемый способ получения стальных полос дает возможность существенно улучшить геометрические характеристики и стабилизировать физико-механические свойства полос.В случае обработки по предлагаемому сособу электротехнической стали наблюдается также повышение ее магнитных свойств.1. Способ получения стальных полос. включающий горячую прокатку, холоднуюпрокатку. рекристаллизационный отжиг и вторую холодную прокатку с регулированием упругой энергии полосы при степени деформации 0.811 о тл И ч а ю щ и й с я тем. что. с цепью улучшения геометрических характеристик и стабилизации физико-механических свойств полос. вторую холодную прокатку ведут с рассогпасованием окружных скоростей валков 10-1007, от степени относительной деформации полосы. а регулирование упругой энергии полос осуществляют изменением натяжения полосы на выходе из валков 01, снижая 01 по мере увеличения накопленной упругой энергии полос.2. Способпоп. Ъотличающийся тем. что при получении полос из изотропной электротехнической стали. с целью повышения магнитных свойств стали. натяжение полосы 01 выбирают в зависимости от содержания в стали кислорода. азота и серы так. что при 0.0101, к 02 М 5 0 О 1501(318 О) аз. при 0.0151, 02 М 5 003036 01 (2530) О и при 0.0301, 02 М 5 О.07 О 01 е (524) аз. где О сопротивление пластической деформации полосы.механические свойстпп Магнитные свойстваГаснет ри чоскиа п рац ТОрИСТИКИ ПОГЮСНВерстка Казпатент, Исполнитель Г.Р. Фалалеева Ответственный за выпуск Э.З.ФаИ 3 ова
МПК / Метки
МПК: C21D 8/12
Метки: получения, способ, стальных, полос
Код ссылки
<a href="https://kz.patents.su/4-549-sposob-polucheniya-stalnyh-polos.html" rel="bookmark" title="База патентов Казахстана">Способ получения стальных полос</a>
Способ управления горячей прокаткой металлических полос в чистовой группе клетей непрерывного стана
Номер патента: 446
Опубликовано: 15.03.1994
Авторы: Колынюк Евгений Павлович, Лозовой Владимир Николаевич, Атряскин Валерий Федорович, Куликов Виктор Иванович, Бурлаков Сергей Александрович, Сейсимбинов Темир-Али Сейлханович
МПК: B21B 37/00, B21B 1/22
Метки: группе, стана, клетей, управления, горячей, полос, чистовой, прокаткой, непрерывного, металлических, способ
Формула / Реферат:
Использование: горячая прокатки полос на непрерывном стане. Сущность изобретения: в процессе прокатки полос в чистовой группе клетей непрерывного стана положение нажимных устройств изменяют в зависимости от отклонения температуры полосы от заданного значения перед чистовой группой клетей в соответствии с приведенной зависимостью.
Способ получения слитков кипящей стали
Номер патента: 166
Опубликовано: 20.12.1993
Авторы: Чабан Виктор Михайлович, Бурдонов Борис Александрович, Цымбал Виктор Павлович, Вареник Валерий Иосифович, Каныгин Вячеслав Георгиевич
МПК: B22D 7/00
Метки: слитков, получения, кипящей, способ, стали
Формула / Реферат:
Изобретение относится к черной металлургии. Цель изобретения - уменьшение количества дефектов нижней части слитка и увеличение выхода годного. Для этого в кюмпельную часть поддона, отделенную от изложницы стальным листом, помещают алюминиевые гранулы в количестве 0,03-0,08% от массы стали в кюмпеле. Реализация изобретения позволяет увеличить выход годного на 0,6%, снизить брак первого передела и количество порывов полосы при прокатке жести на 20...
Способ получения слитков кипящей стали
Номер патента: 46
Опубликовано: 10.12.1993
Авторы: Богомяков Владимир Иванович, Вареник Валерий Иосифович, Максимов Владимир Иванович, Шарафутдинов Равиль Яковлевич, Бурдонов Борис Александрович, Ибраев Иршек Кажикаримович
МПК: B22D 7/00
Метки: способ, стали, получения, кипящей, слитков
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к производству кипящей стали, разливаемой вкрупные изложницы с последующим механическим закупориванием слитка. Цель изобретения - улучшение качества слитка за счет уменьшения вероятности вытекания жидкого металла. Способ включает разливку низкоуглеродной кипящей стали в изложницы, прокипание металла с образованием ранта и накрывание слитков чугунными крышками в момент опускания зеркала...
Способ получения слитка полуспокойной стали
Номер патента: 45
Опубликовано: 10.12.1993
Авторы: Вареник Валерий Иосифович, Цымбал Виктор Павлович, Богомяков Владимир Иванович, Кутергин Николай Германович, Бурдонов Борис Александрович
МПК: B22D 7/00
Метки: полуспокойной, стали, способ, слитка, получения
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к разливке полуспокойной стали в изложницы. Цель изобретения - повышение качества слитка и снижение головной обрези. Образующуюся на поверхности слитка шлаковую корочку удаляют сосредоточенной струей охладителя через 5 - 15 с после окончания искрения металла, причем в качестве охладителя используют техническую воду, водовоздушную смесь или водяной пар.
Способ производства низкоуглеродистой стали для жести
Номер патента: 174
Опубликовано: 20.12.1993
Авторы: Щерба Виктор Семенович, Богомяков Владимир Иванович, Цымбал Виктор Павлович, Бурдонов Борис Александрович
МПК: C21C 7/06
Метки: способ, производства, жести, стали, низкоуглеродистой
Формула / Реферат:
Изобретение относится к черной металлургии и может быть использовано при производстве кипящей стали. Целью изобретения является повышение выхода годного и снижение порывов при прокатке. Перед разливкой стали в слитки отношение произведения содержания углерода и активности кислорода поддерживают к содержанию марганца в пределах 0,0078-0,0089. Это позволяет оптимизировать окисленность металла и содержание неметаллических включений, стабилизировать...
Предыдущий патент: Барабан для жидкостной обработки кож
Следующий патент: Способ нагрева слитков с жидкой сердцевиной в нагревательных колодцах
Случайный патент: Дезинтегратор (варианты)