Способ получения слитка полуспокойной стали
Номер патента: 45
Опубликовано: 10.12.1993
Авторы: Богомяков Владимир Иванович, Цымбал Виктор Павлович, Вареник Валерий Иосифович, Бурдонов Борис Александрович, Кутергин Николай Германович
Формула / Реферат
Изобретение относится к черной металлургии, в частности к разливке полуспокойной стали в изложницы. Цель изобретения - повышение качества слитка и снижение головной обрези. Образующуюся на поверхности слитка шлаковую корочку удаляют сосредоточенной струей охладителя через 5 - 15 с после окончания искрения металла, причем в качестве охладителя используют техническую воду, водовоздушную смесь или водяной пар.
Текст
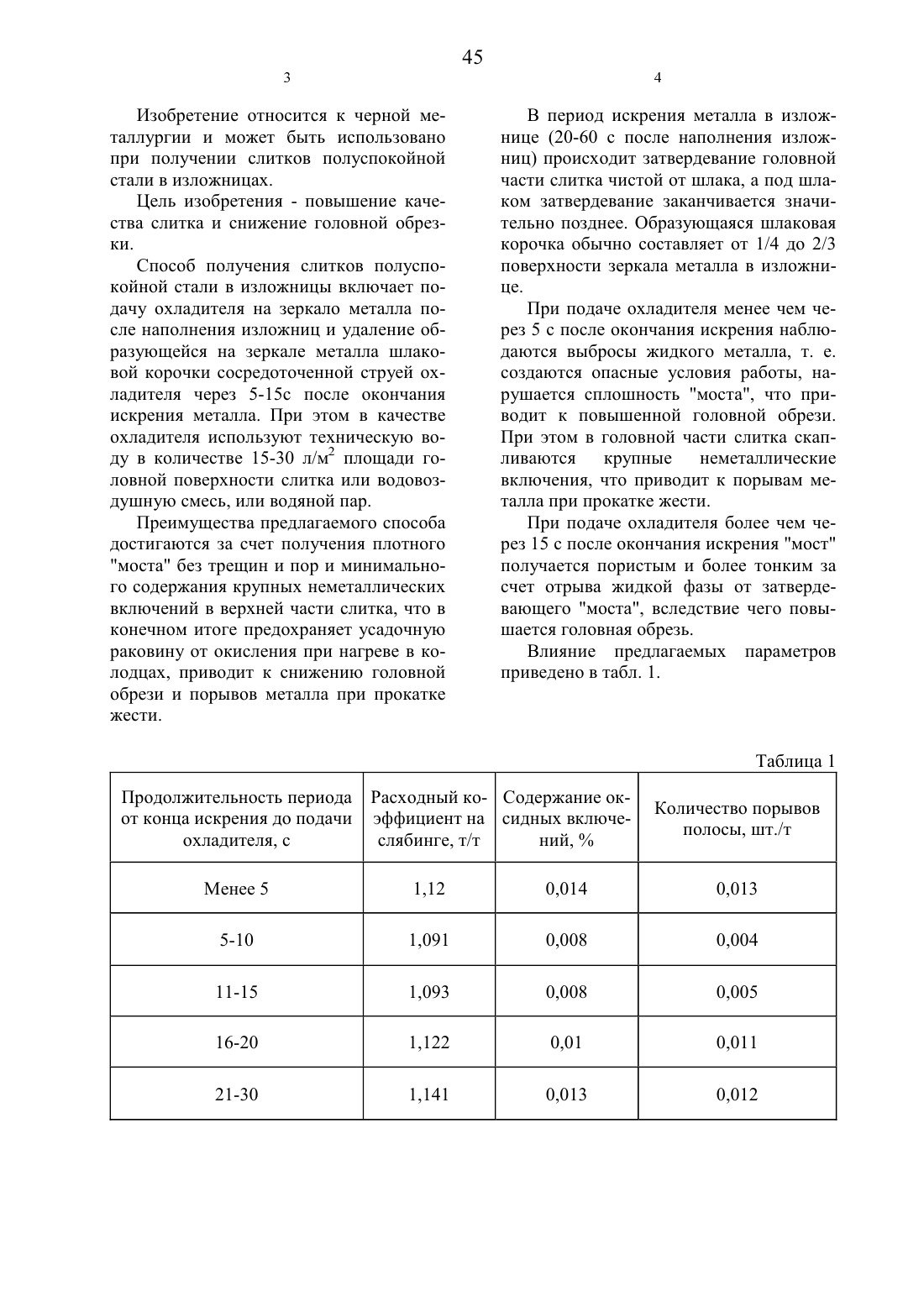
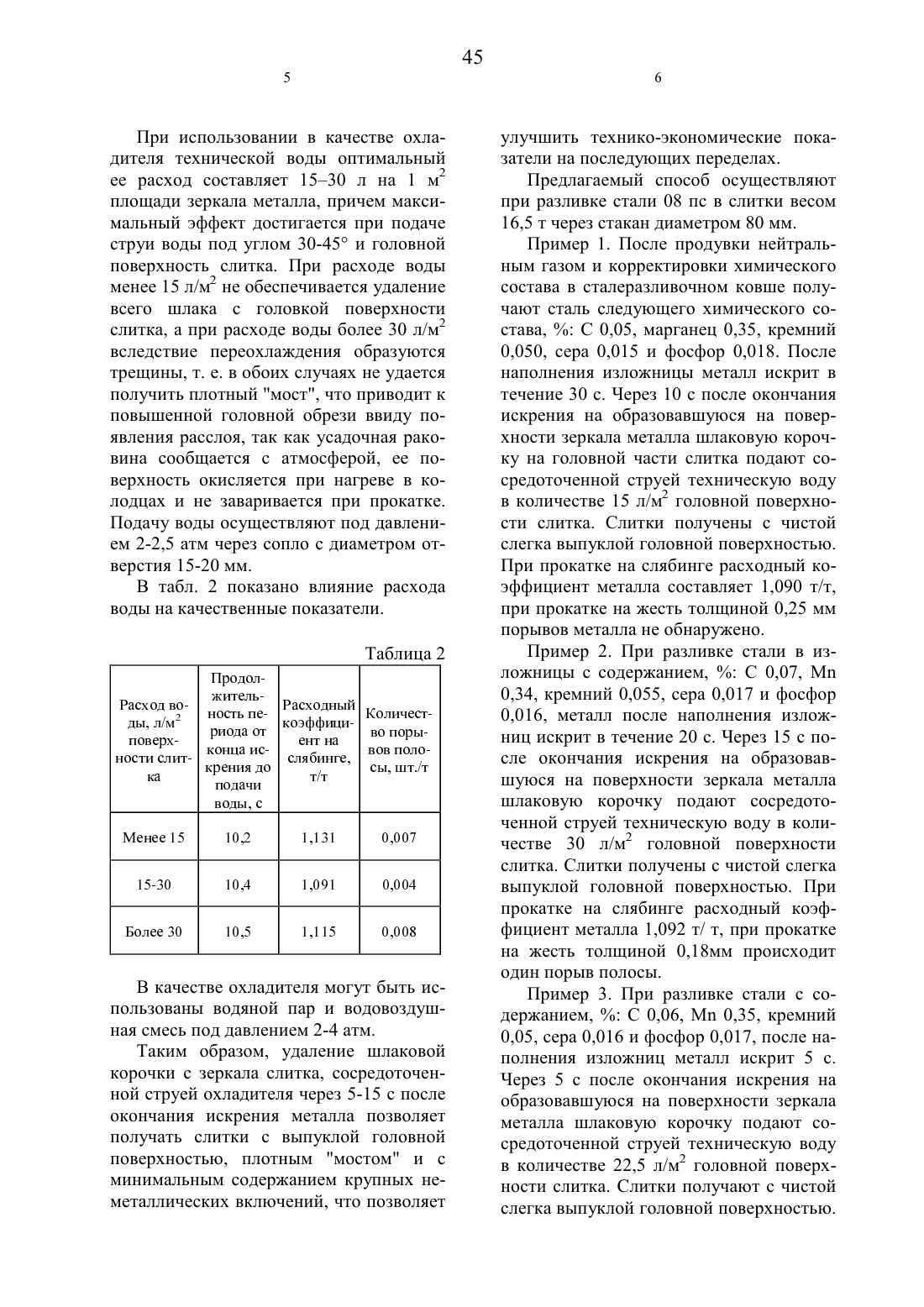
(56) Заявка Японии Ля 56-31181, кл. В 22 В 7/00, 1981(54) СПОСОБ ПОЛУЧЕНИЯ СЛИТКА полуспокойной СТАЛИ(57) Изобретение относится к черной металлургии, в частности к разливке полуспокойной стали в ИЗЛОЖНИЦЬ 1. Цель изобретения - повышение качества слитка и снижение головной обрези. Образующуюся на поверхности слитка шлаковую корочку удаляют сосредоточенной струей охладителя Через 5 - 15 с После окончания искрения металла, причем в качестве охладителя используют техниЧескую воду, водовоздушную смесь или водяной пар.Изобретение относится К черной металлургии И может быть Использовано при получении слитков полуспокойной стали в изложницах.Цель Изобретения - повышение качества слитка И снижение головной обрезки.Способ получения слитков полуспокойной стали в ИЗЛОЖНИЦЫ включает подачу охладителя на зеркало металла после наполнения изложниц И удаление образующейся на зеркале металла шлаковой корочки сосредоточенной струей охладителя через 5-15 с после окончания искрения металла. При этом в качестве охладителя используют техническую воду в количестве 15-30 л/м 2 площади головной поверхности слитка Или водовоздушную смесь, Или водяной пар.Преимущества предлагаемого способа достигаются за счет получения плотного моста без трещин И пор И минимального содержания крупных неметаллических включений в верхней части слитка, что в конечном итоге предохраняет усадочную раковину от окисления при нагреве в колодцах, приводит к снижению головной обрези И порывов металла при прокатке жести.В период искрения металла в изложнице (20-60 с после наполнения изложниц) происходит затвердевание головной части слитка чистой от шлака, а под шлаком затвердевание заканчивается значительно позднее. Образующаяся шлаковая корочка обычно составляет от 1/4 до 2/3 поверхности зеркала металла в изложнице.При подаче охладителя менее чем через 5 с после окончания искрения наблюдаются выбросы жидкого металла, т. е. создаются опасные условия работы, нарушается сплошность моста, что приводит к повышенной головной обрези. При этом в головной части слитка скапливаются крупные неметаллические включения, что приводит к порывам металла при прокатке жести.При подаче охладителя более чем через 15 с после окончания искрения мост получается пористым И более тонким за счет отрыва жидкой фазы от затвердевающего моста, вследствие чего повь 1 шается головная обрезь.Влияние предлагаемых параметров приведено в табл. 1.Таблица 1 Продолжительность периода Расходный ко- Содержание окКоличество порывов от конца искрения до подачи эффициент на сидных включе- ПОЛОСЫ ШТ /Т охладителя, с слябинге, т/т нИй, Менее 5 1,12 0,014 0,013 5-10 1,091 0,008 0,004 11-15 1,093 0,008 0,005 16-20 1,122 0,01 0,011 21-30 1,141 0,013 0,012При использовании в качестве охладителя технической воды оптимальный ее расход составляет 15-30 л на 1 м 2 площади зеркала Металла, причем максимальный эффект достигается при подаче струи воды под углом 30-45 И головной поверхность слитка. При расходе воды менее 15 л/м 2 не обеспечивается удаление всего шлака с головкой поверхности слитка, а при расходе воды более 30 л/м 2 вследствие переохлаждения образуются трещины, т. е. в обоих случаях не удается получить плотный мост, что приводит к повышенной головной обрези ввиду появления расслоя, так как усадочная раковина сообщается с атмосферой, ее поверхность окисляется при нагреве в колодцах и не заваривается при прокатке. Подачу воды осуществляют под давлением 2-2,5 атм через сопло с диаметром отверстия 15-20 мм.В табл. 2 показано влияние расхода воды на качественные показатели.Таблица 2 Продолжитель- Расход во ность пе Расходныи Количест ды, л/м 2 коэффицириода от во порыповерх- ент на конца ис- вов полоности слит- слябинге,крения до сы, шт./т ка т/т подачи воды, сВ качестве охладителя могут быть использованы водяной пар и водовозду 1 нная смесь под давлением 2-4 атм.Таким образом, удаление шлаковой корочки с зеркала слитка, сосредоточенной струей охладителя через 5-15 с после окончания искрения металла позволяет получать слитки с выпуклой головной поверхностью, плотным мостом И с минимальным содержанием крупных неметаллических включений, что позволяетулучшить технико-экономические показатели на последующих переделах.Предлагаемый способ осуществляют при разливке стали 08 пс в слитки весом 16,5 т через стакан диаметром 80 мм.Пример 1. После продувки нейтральным газом и корректировки химического состава в сталеразливочном ковше получают сталь следующего химического состава, С 0,05, марганец 0,35, кремний 0,050, сера 0,015 и фосфор 0,018. После наполнения изложницы металл искрит в течение 30 с. Через 10 с после окончания искрения на образовавшуюся на поверхности зеркала металла шлаковую корочку на головной части слитка подают сосредоточенной струей техническую воду в количестве 15 л/м 2 головной поверхности слитка. Слитки получены с чистой слегка выпуклой головной поверхностью. При прокатке на слябинге расходный коэффициент металла составляет 1,090 т/т,при прокатке на жесть толщиной 0,25 мм порывов металла не обнаружено.Пример 2. При разливке стали в изложницы с содержанием, С 0,07, Мн 0,34, кремний 0,055, сера 0,017 и фосфор 0,016, металл после наполнения изложниц искрит в течение 20 с. Через 15 с после окончания искрения на образовавшуюся на поверхности зеркала металла шлаковую корочку подают сосредоточенной струей техническую воду в количестве 30 л/м 2 головной поверхности слитка. Слитки получены с чистой слегка выпуклой головной поверхностью. При прокатке на слябинге расходный коэффициент металла 1,092 т/ т, при прокатке на жесть толщиной 0,18 мм происходит один порыв полосы.Пример 3. При разливке стали с содержанием, С 0,06, Мн 0,35, кремний 0,05, сера 0,016 и фосфор 0,017, после наполнения изложниц металл искрит 5 с. Через 5 с после окончания искрения на образовавшуюся на поверхности зеркала металла шлаковую корочку подают сосредоточенной струей техническую воду в количестве 22,5 л/м 2 головной поверхности слитка. Слитки получают с чистой слегка выпуклой головной поверхностью.При прокатке на слябинге расходный коэффициент Металла 1.091 т/т, при прокатке на жесть толщиной 0,22 мм порывов Металла не обнаружено.Пример 4. При разливке стали с содержанием, С 0,06, Мн 0,36, кремний 0,055, после наполнения изложниц металл искрит 40 с. Через 5 с после окончании искрения на поверхность зеркала металла подают струю водовоздушной смеси и получают слитки с чистой выпуклой головной поверхностью, что обеспечивает низкий расходный коэффициент металла на слябинге (1,092 т/т) и отсутствие порывов металла при прокатке жести.Пример 5. При разливке полуспокойной стали с содержанием, С 0,07, Мн 0,37 и кремний 0,057, металл после наполнения изложниц искрит 25 с. Через 15 с после окончания искрения на поверхность зеркала металла для разрушения И удаления шлаковой корочки сосредоточенной струей подают водяной пар. Слитки получают с чистой головной поверхностью плотным мостом. При прокатке на слябинге расходный коэффициент составляет 1,090 т/т, при прокатке жести выявлен один порыв металла.Технические преимущества предлагаемого способа заключаются в получе 45нии плотного моста слитка, снижении расходного коэффициента на слябинге с 1,129 т/т до 1,091 т/т, а также количества порывов металла при прокатке жести с 0,013 шт/т до 0,004 шт/т, что приводит к повышению производительности стана.1. Способ получения слитка полуспокойной стали, включающий разливку металла в изложницу и подачу охладителя на зеркало металла после наполнения Изложницы, отличающийся тем, что, с целью повышения качества слитка И снижения головной обрези, охладитель подают сосредоточенной струей через 515 с после окончания искрения металла до удаления образующейся на поверхности шлаковой корочки.2. Способ по п. 1, отличающийся тем, что в качестве охладителя используют воду в количестве 15-30 л/м 2 площади зеркала металла.3. Способ по п. 1, отличающийся тем, что в качестве охладителя используют во-довоздушную смесь.4. Способ по п. 1. отличающийся тем, что в качестве охладителя используют во дяной пар.Верстка Казпатент, исполнитель К.Л. Бражников Корректор Н.А. Молчанова Ответственный за выпуск ЭЗ. Фаизова
МПК / Метки
МПК: B22D 7/00
Метки: стали, слитка, способ, полуспокойной, получения
Код ссылки
<a href="https://kz.patents.su/4-45-sposob-polucheniya-slitka-poluspokojjnojj-stali.html" rel="bookmark" title="База патентов Казахстана">Способ получения слитка полуспокойной стали</a>
Слиток
Номер патента: 44
Опубликовано: 10.12.1993
Авторы: Цымбал Виктор Павлович, Шефер Андрей Карлович, Чабан Виктор Михайлович, Вышгородько Герман Арсентьевич, Жакыпбекова Гульжиган Рахматулловна, Сагалаев Юрий Григорьевич
МПК: B22D 7/00
Метки: слиток
Формула / Реферат:
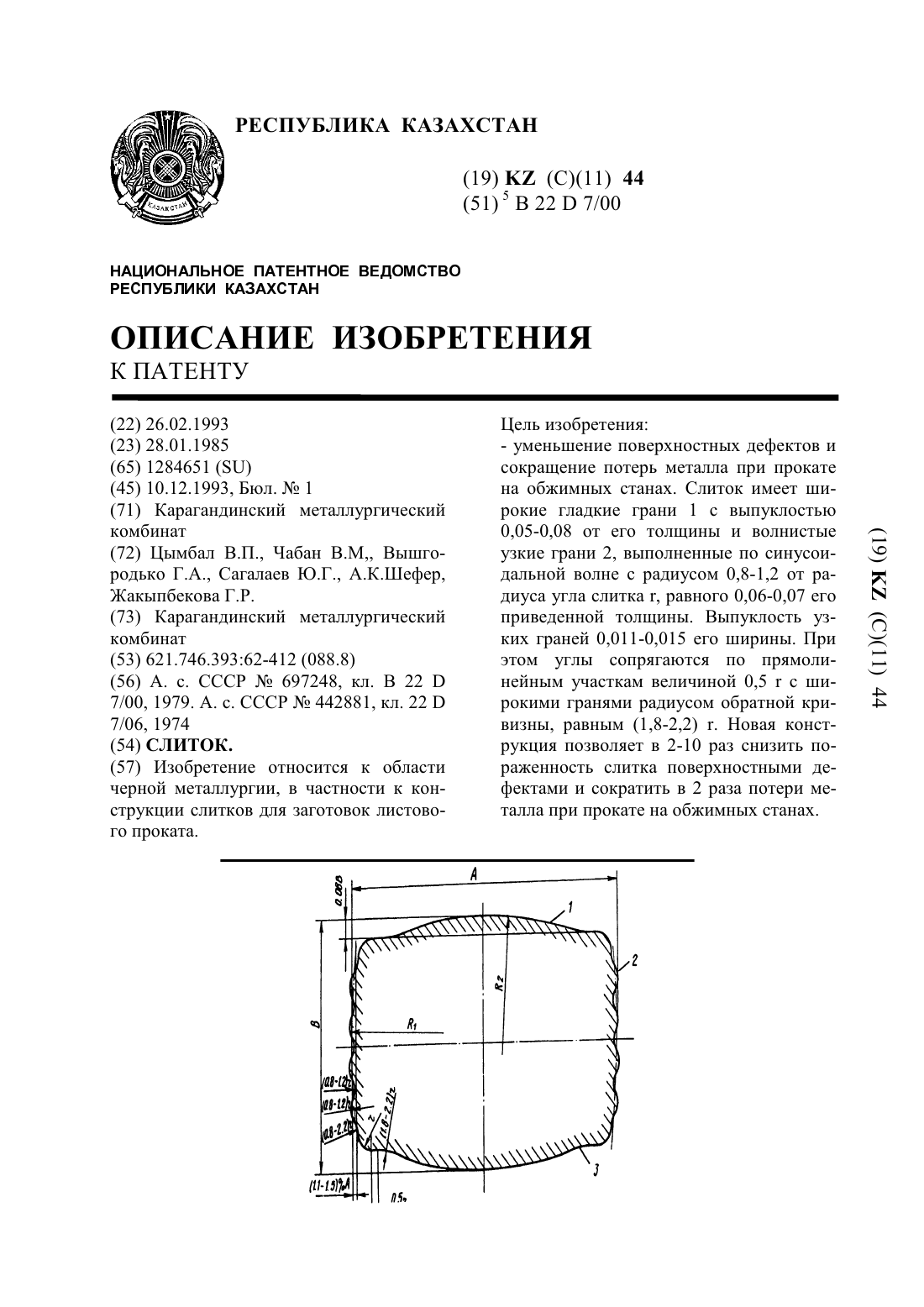
Изобретение относится к области черной металлургии, в частности к конструкции слитков для заготовок листового проката. Цель изобретения: - уменьшение поверхностных дефектов и сокращение потерь металла при прокате на обжимных станах. Слиток имеет широкие гладкие грани 1 с выпуклостью 0,05-0,08 от его толщины и волнистые узкие грани 2, выполненные по синусоидальной волне с радиусом 0,8-1,2 от радиуса угла слитка r, равного 0,06-0,07 его...
Состав для получения огнеупорного покрытия изложниц и поддонов
Номер патента: 43
Опубликовано: 10.12.1993
Авторы: Кабаканов Канат Жаканович, Вареник Валерий Иосифович, Цымбал Виктор Павлович, Чабан Виктор Михайлович, Денисов Василий Андреевич, Бурлибаев Сабит Бурлибаевич, Ланевский Эдуард Брониславович, Эрленбуш Александр Яковлевич
МПК: B22C 3/00
Метки: поддонов, получения, покрытия, изложниц, огнеупорного, состав
Формула / Реферат:
Изобретение относится к черной металлургии, к подготовке оборудования для разливки стали, к покрытию изложниц и поддонов. Цель - повышение адгезионной прочности покрытия на стенке изложниц и улучшение качества металла за счет снижения поверхностных дефектов типа плена и рвань. Состав для получения огнеупорного покрытия для изложниц и поддонов, используемый преимущественно при получении слитков из черных металлов, содержит водный раствор...
Способ получения напитка из свеклы для диетического питания
Номер патента: 34
Опубликовано: 10.12.1993
Автор: Гаврилова Нина Николаевна
МПК: A23L 2/02
Метки: диетического, питания, свеклы, способ, получения, напитка
Формула / Реферат:
Использование: пищевая промышленность, способ получения напитков из овощей. Сущность изобретения: в измельченную столовую свеклу добавляют воду в соотношении 1:1 по объему, а затем посевной материал культуры Lactobacillus cellobiosus 9к в количестве 5-10 % к массе субстрата и выдерживают в течение 20 ч при 37°С. После этого сок отделяют от мезги и стерилизуют при 0,5 атм 20 мин. Использование в технологии приготовления напитка из свеклы культуры...
Предыдущий патент: Слиток
Следующий патент: Способ получения слитков кипящей стали
Случайный патент: Способ переработки мышьяксодержащих материалов