Способ управления горячей прокаткой металлических полос в чистовой группе клетей непрерывного стана
Номер патента: 446
Опубликовано: 15.03.1994
Авторы: Куликов Виктор Иванович, Сейсимбинов Темир-Али Сейлханович, Бурлаков Сергей Александрович, Колынюк Евгений Павлович, Лозовой Владимир Николаевич, Атряскин Валерий Федорович
Формула / Реферат
Использование: горячая прокатки полос на непрерывном стане. Сущность изобретения: в процессе прокатки полос в чистовой группе клетей непрерывного стана положение нажимных устройств изменяют в зависимости от отклонения температуры полосы от заданного значения перед чистовой группой клетей в соответствии с приведенной зависимостью.
Текст
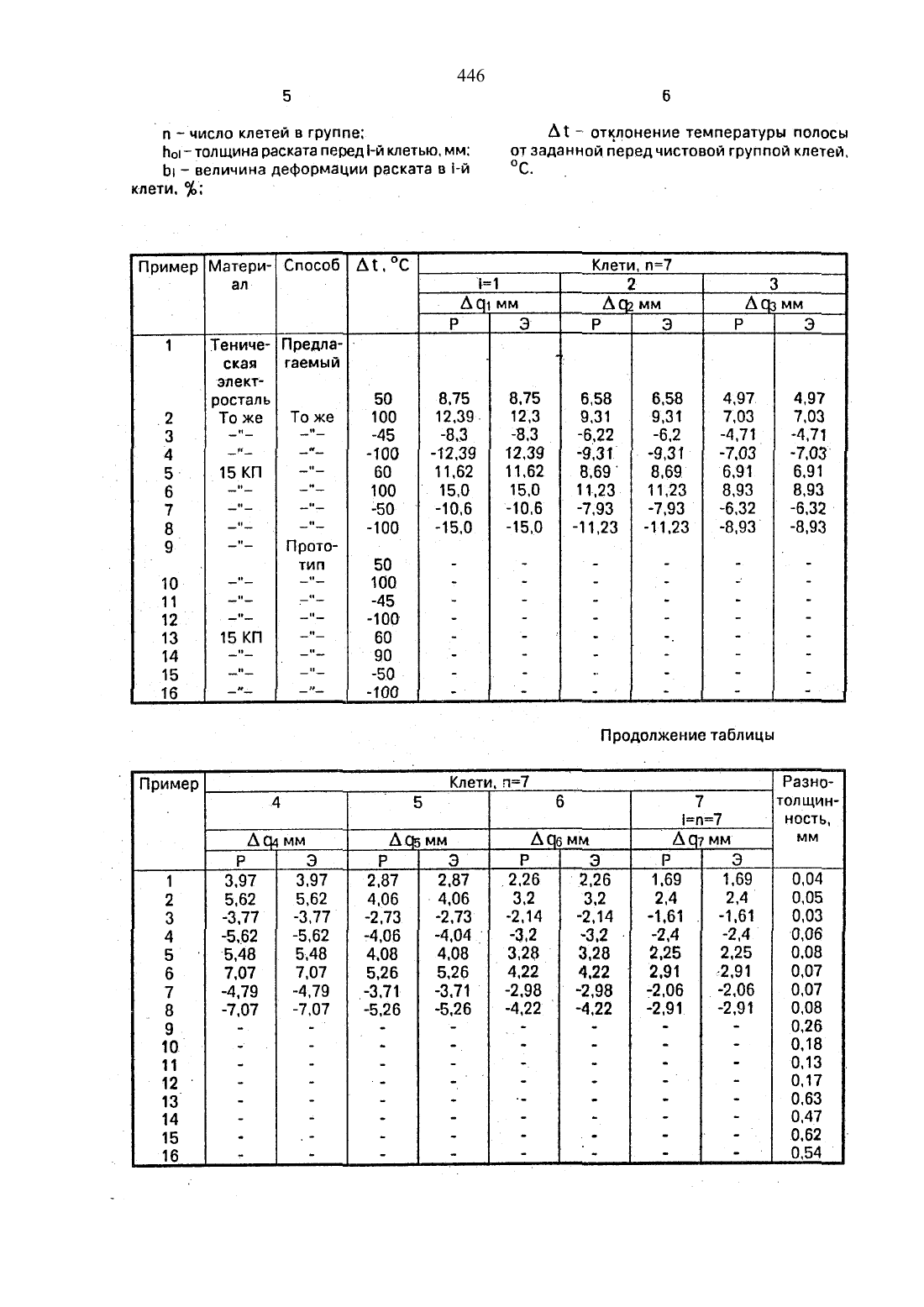
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(56) Авторское свидетельство СССР М 21588448, кл. В 21 В 1/22. 1987.Авторское свидетельство СССР Мг 1199314. кл. В 21 АВ 1/26.1983.Изобретение относится к металлургии и может быть использовано при производствеметаллических полос. в частности из углеродистой и малоуглеродистой стали.Известны способы управления горячей прокаткой. включающие чистовую горячую прокатку при температуре металла 75 О 1150 С полос шириной 8504450 мм от толщины раската 25-40 мм до толщины полос 1812 мм в непрерывной группе из 5-7 клетей кварто, для поддержания требуемой номинальной толщины полосы и раската т. используют систему регулирования толщи НЫ И профиля ПОЛОСЫ. КОТОРЭЯ на ОСНОВЗНИИ.данных измерения усилий прокатки. положения нажимных устройств, толщины раската ВЫДЭЗТ задание на перемещение НЭЖИМНЫХ УСТРОЙСТВ И В СИСТЕМУ ПРОТИВОИЗ гиба полос. АОДНЭКО ЗНЭЧИТЗЛЬНОВ ИЗМЕНЗНИВ темпе ратуры раската по прототипу перед чистовой прокаткой затрудняет поддержание требуемых характеристик полос, что усугубляется тем. что сигнал на компенсацию де Металлургический(54) СПОСОБУПРАВЛЕНИЯ горячей про КАТКОЙ МЕТАЛЛИЧЕСКИХ ПОЛОС В ЧИС товой ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО СТАНА к о .(57) Использование горячая прокатки полосна непрерывном стане. Сущность изобрете НИЯ В ПРОЦЕССЕ ПРОКЗТКИ ПОПОС В ЧИСТОВОЙгруппе клетей непрерывногостана положение нажимных устройств изменяют в зависимости от отклонения тсглпературьт полосы от заданного значения Перед чистовой группой клетей в соответствии с Приведенной зависимостью. 1 табл.фектов формируется при наличии дефекта геометрии дм. Кроме того. системы регулирования работают в-узком (2 О-45 С) диапазоне изменения температуры металла перед чистовой группой кпетей. Изменение. в системе поддержания пределов измерений требует остановок прокатки н снижения производительности. прокатку частично осуществляют без регулирования. что резко ухудшает геометрию полос. .ПЗСКЭТЭ ОТ НОМИНЭЛЬНЫХ ЗНЭЧСНИЙТЦЭИ УПравпении по прототипу приводят к выходу .из строя нажимных устройств и элементов привода валков. Увеличение расходного коэффициента вследствие отбраковки проката, использование дорогостоящих систем регулирования, случаи выхода из строя оборУдования при управлении горячей прокаткой по прототипу ведут к удорожанию продукции. Целью изобретения является улучшение геометрических характеристик полос и снижение их себестоимости.Предлагаемый способ управления горячейпрокатки металлических полос в чистовой группе клетей непрерывного стана. включающий измерение толщины раската перед каждой клетью. воздействие на нажимные устройства клетей, отличается от прототипа тем. что измеряются отклонения температуры полос перед чистовой группой клетей от заданного значения. а воздействие на нажимные винты осуществляются в соответствии с выражениемгде Ь ширина раската. мм К - радиус валков. мм п - число клетей в группе то толщина раската перед 1-й клетью,мм гд- величина деформации раската в 1-й клети. у Ат-отклонение температуры полосы от заданной перед чистовой группой клетей.Примеры выполнения способа. Опробование было проведено для чистовой горячей прокатки полос электротехнической стали (51 0,4). шириной 1050 мм. толщиной 2.5 мм и стали 15 КП шириной 1150 мм.толщиной 5 мм. . После нагрева слябов сечением 165 х 1020 мм и 200 х 1120 мм до температуры 11501300 С вели горячую прокатку последовательно вертикальных и горизонтальных тэалков окалиноломателя. в уширительнойвалках четырех универсальных клетей. далее осуще-ствляли чистовую прокатку раската последовательно в семи клетях непрерывной группы стана 1700 предлагаемым способом. Номинальная температура раската электротехнической стали 1 ОО 0 С.Способ управления горячей прокаткой металлических полос в чистовой группе клетей непрерывного стана. включающий измерение толщины раската перед каждой клетью. воздействие на нажимные устройства клетей. о т л и ч а ю щ-и й с я тем. что. с целью улучшения геометрических характеристик полос и снижения их себестоимости. измеряют отклонение температуры полосы перед чистовой группой клетей от заданного значения. а воздействие на нажимныеа номинальная температура раската стали 15 КП - 102 О-С. Ширина раската электротехнической стали 1050 мм. стали 15 КП 1150 мм. Рабочие валки имели диаметр 700 мм. Номинальное значение относительной деформации а и толщины полосы то по клетям при прокатке электротехнической стали были равны соответственно 36.734, и 30 мм 34,7 и 19 мм 32.393 и 12.4 мм 333 и 8.4 мм - 26.834, и 5.6 мм 24,4 и 4.1 мм 19,4 и 3.1 мм. а значение а и пдь по клетям при прокатке стали 15 КП были равны соответственно 33,5 и 40 мм 4 30.336 и 26.4 мм 29,3 и 18.4 мм - 28.534, и 13 мм 22,6 и 9.3 мм 20,1 ик 72 мм 13 и 5.75 мм. Некоторые результаты опробования приведены в таблице. С целью сравнения ряд образцов был отработан по прототипу. В таблице приведены расчетные (Р) значения воздействия на нажимные винты(изменение положения нажимных устройств от номинальных А о 1)и экспериментальные (Э). Установлено. что при реализации предлагаемого способа гарантируется прокатка всей длины полос по минусовому допуску(для электротехнической стали - 0.16 мм. для стали 15 КП 0.50 мм). в то время. как по прототипу имели место отклонения тол щины полос для электротехнической стали 040 мм2.5 0 36. а для стали 015 КП отклонения 501 Ем 0 . Практически полное ис ключение отбраковки полос по дефектам геометрии. возможность осуществления прокатки без сложной дорогостоящей системы поддержания толщины полос снижает расходы на единицу продукции. Опробование показало. что предлагаемый способ по сравнению с прототипом улучшает геометрические характеристики полос на 50-8536 и снижает расходы на производство единицы продукции на 145.где Асп величина перемещения нажимного устройства 1-й клети от номинального уровня. мм5 6 ц п - число клетей в группе Ат - отццонение температуры полосы по. толщина раската перед 1-й клетыа. мм от заданной перед чистовой группой клетей. Ь величина деформации раската в 5-й С.
МПК / Метки
МПК: B21B 1/22, B21B 37/00
Метки: клетей, стана, группе, полос, управления, металлических, непрерывного, прокаткой, чистовой, способ, горячей
Код ссылки
<a href="https://kz.patents.su/3-446-sposob-upravleniya-goryachejj-prokatkojj-metallicheskih-polos-v-chistovojj-gruppe-kletejj-nepreryvnogo-stana.html" rel="bookmark" title="База патентов Казахстана">Способ управления горячей прокаткой металлических полос в чистовой группе клетей непрерывного стана</a>
Способ изготовления легких металлических конструкций
Номер предварительного патента: 15
Опубликовано: 10.12.1993
Автор: Ниеталиев Досмахамбет Асырович
МПК: E04C 3/04
Метки: способ, изготовления, конструкций, легких, металлических
Формула / Реферат:
Изобретение относится к строительству. Сущность изобретения заключается в том, что способ включает формирование, по меньшей мере, двух профилей холодной гибкой из тонкой металлической полосы с перфорацией, совмещение профилей, соединение их между собой точечной сваркой. Перфорацию образуют выштамповкой по всей поверхности металлической полосы с получением после гибки перфорации и на стенках, и на полках профилей. Профили совмещают с совпадением...
Резиновая смесь горячей вулканизации
Номер патента: 276
Опубликовано: 30.12.1993
Авторы: Тришина Людмила Петровна, Марконренков Юрий Александрович, Долженков Сергей Юрьевич, Невский Александр Владимирович
МПК: C08K 13/02, C08L 9/02
Метки: вулканизации, резиновая, горячей, смесь
Формула / Реферат:
Изобретение относится к легкой промышленности, в частности, к производству обуви и резино-технических изделий. Цель - снижение плотности и теплопроводности резин. Смесь в качестве кожевенного наполнителя содержит отходы юфтевых кож в виде стружки и дополнительно твердую новолачную фенолформальдегидную смолу и добавки. Резиновая смесь вулканизации включает сополимерный бутадиеновый каучук, серу, 2- меркатобензтиазол, оксид цинка, канифоль и...
Способ управления процессом первичной обработки нефти в сложной ректификационной колонне
Номер патента: 413
Опубликовано: 15.03.1994
Авторы: Хакимов Фаиль Ахунянович, Ахмадеева Елизавета Андреевна, Креймер Моисей Лейбович, Илембитова Роза Насибулловна
МПК: B01D 3/42
Метки: первичной, обработки, способ, колонне, сложной, ректификационной, управления, процессом, нефти
Формула / Реферат:
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПЕРВИЧНОЙ ПЕРЕРАБОТКИ НЕФТИ В СЛОЖНОЙ РЕКТИФИКАЦИОННОЙ КОЛОННЕ путем регулирования температур выкипания нефтепродуктов изменением расходов острого и циркуляционного орошений, отборов боковых продуктов, расходов перегретого водяного пара в низ основной и отпарных колонн, использующий адаптивную модель процесса, отличающийся тем, что,с целью увеличения выхода светлых нефтепродуктов заданного качества за счет повышения...
Способ производства низкоуглеродистой стали для жести
Номер патента: 174
Опубликовано: 20.12.1993
Авторы: Бурдонов Борис Александрович, Цымбал Виктор Павлович, Щерба Виктор Семенович, Богомяков Владимир Иванович
МПК: C21C 7/06
Метки: способ, стали, жести, производства, низкоуглеродистой
Формула / Реферат:
Изобретение относится к черной металлургии и может быть использовано при производстве кипящей стали. Целью изобретения является повышение выхода годного и снижение порывов при прокатке. Перед разливкой стали в слитки отношение произведения содержания углерода и активности кислорода поддерживают к содержанию марганца в пределах 0,0078-0,0089. Это позволяет оптимизировать окисленность металла и содержание неметаллических включений, стабилизировать...
Способ получения слитков кипящей стали
Номер патента: 166
Опубликовано: 20.12.1993
Авторы: Цымбал Виктор Павлович, Чабан Виктор Михайлович, Вареник Валерий Иосифович, Бурдонов Борис Александрович, Каныгин Вячеслав Георгиевич
МПК: B22D 7/00
Метки: стали, кипящей, слитков, способ, получения
Формула / Реферат:
Изобретение относится к черной металлургии. Цель изобретения - уменьшение количества дефектов нижней части слитка и увеличение выхода годного. Для этого в кюмпельную часть поддона, отделенную от изложницы стальным листом, помещают алюминиевые гранулы в количестве 0,03-0,08% от массы стали в кюмпеле. Реализация изобретения позволяет увеличить выход годного на 0,6%, снизить брак первого передела и количество порывов полосы при прокатке жести на 20...
Предыдущий патент: Ямная камера для термообработки железобетонных изделий
Следующий патент: Штамп для гибки скоб из штучных заготовок
Случайный патент: Способ получения макролидных соединений