Конструкция прокатного стана с коническими валками
Номер инновационного патента: 29823
Опубликовано: 15.05.2015
Авторы: Азбанбаев Эльдар Муратович, Исагулов Аристотель Зейнуллинович, Ашкеев Жасулан Аманжолович, Сундетбаева Марал Амантурлиевна
Формула / Реферат
к описанию изобретения
«Конструкция прокатного стана с коническими валками»
Изобретение относится к обработке металлов давлением, а именно конструкциям прокатных станов для прокатки слитков и заготовок и может быть использовано в прокатных цехах металлургических заводов.
Техническая сущность - обеспечение качества металла за счет создания максимальных сдвиговых деформаций в продольном направлении полосы в валках с обратной конусностью.
Конструкция прокатного стана с коническими валками отличающийся тем, что конические валки расположены по отношению друг друга взаимообратно и под углом (3 к горизонтальной поверхности.
Текст
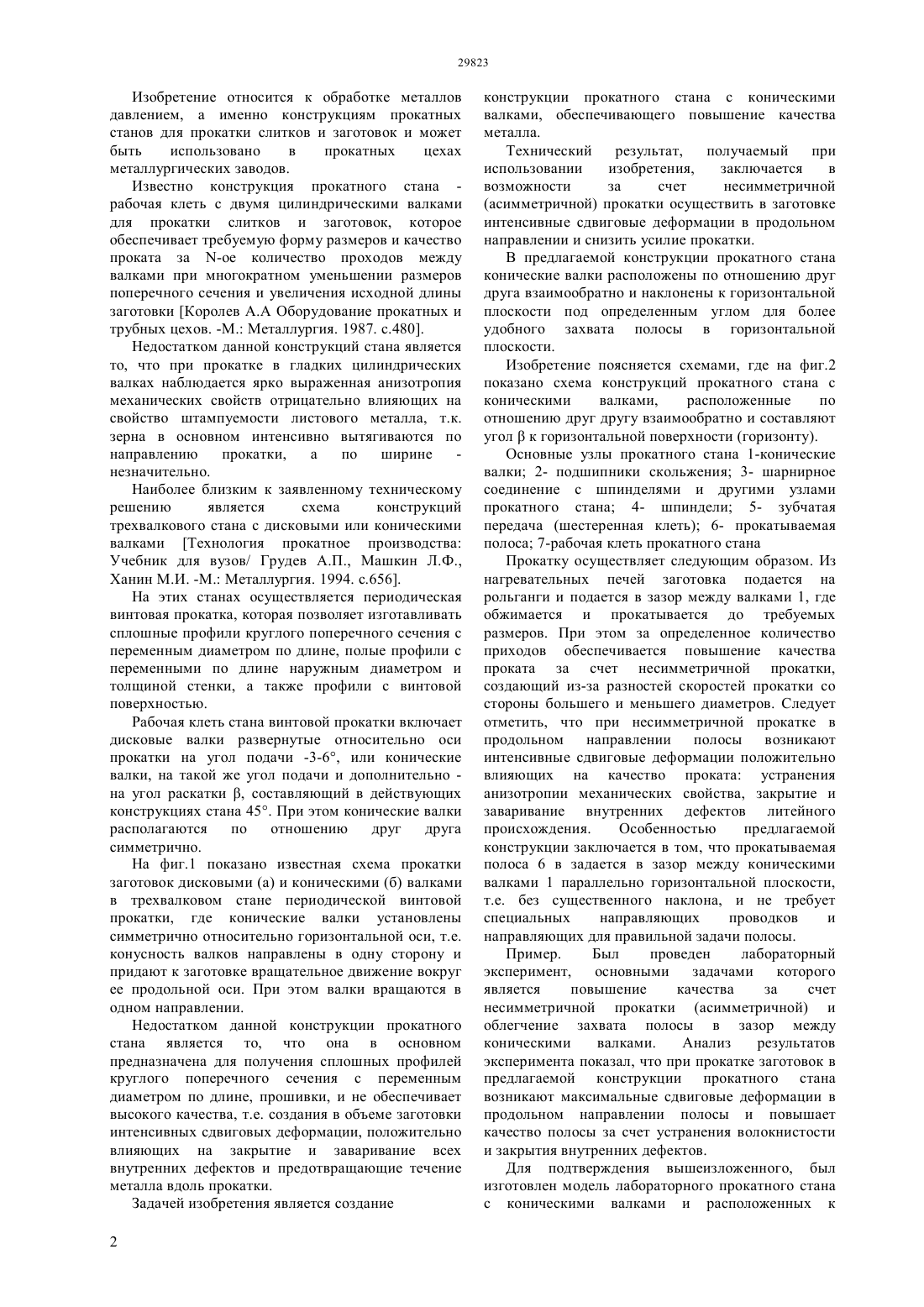
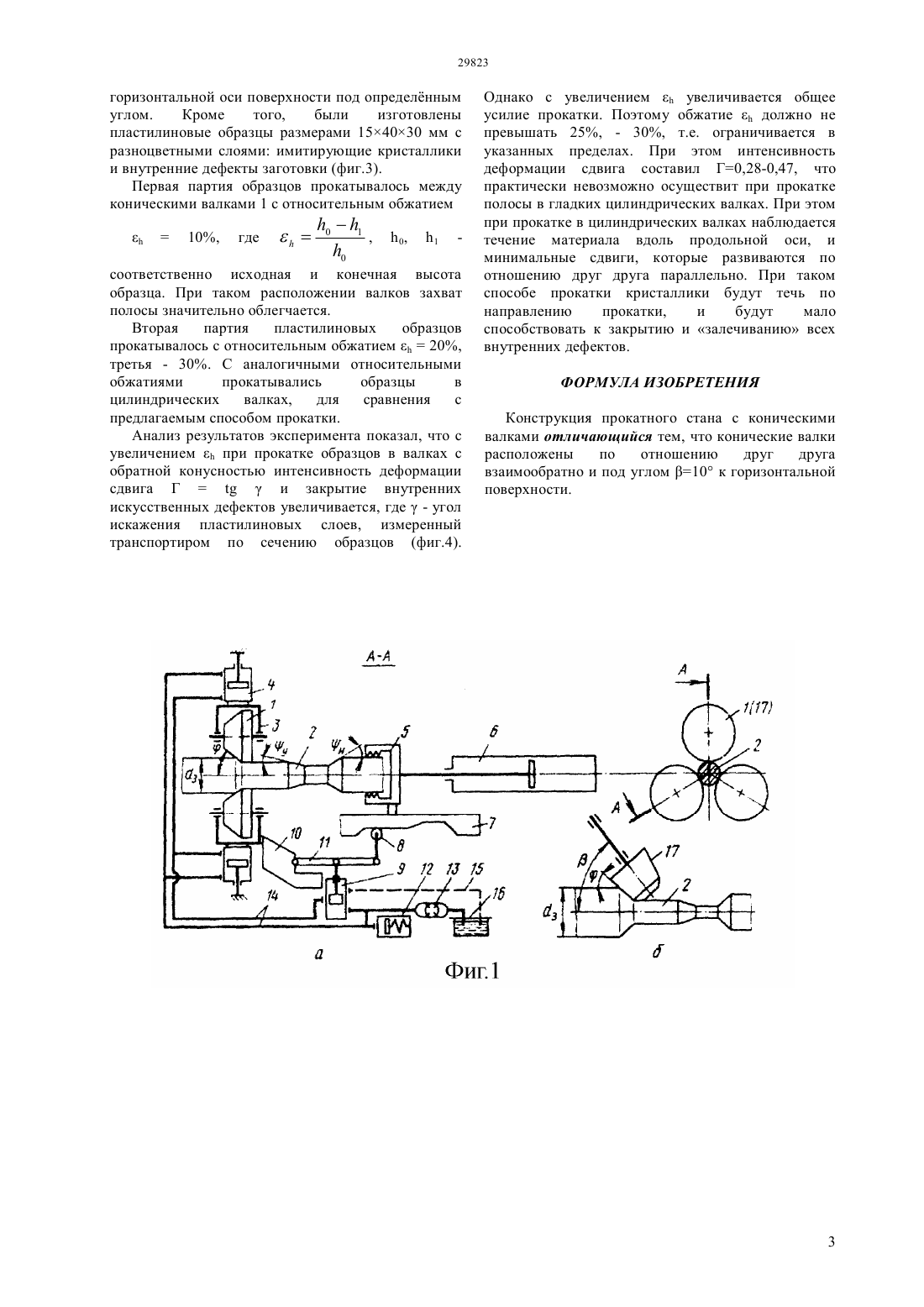
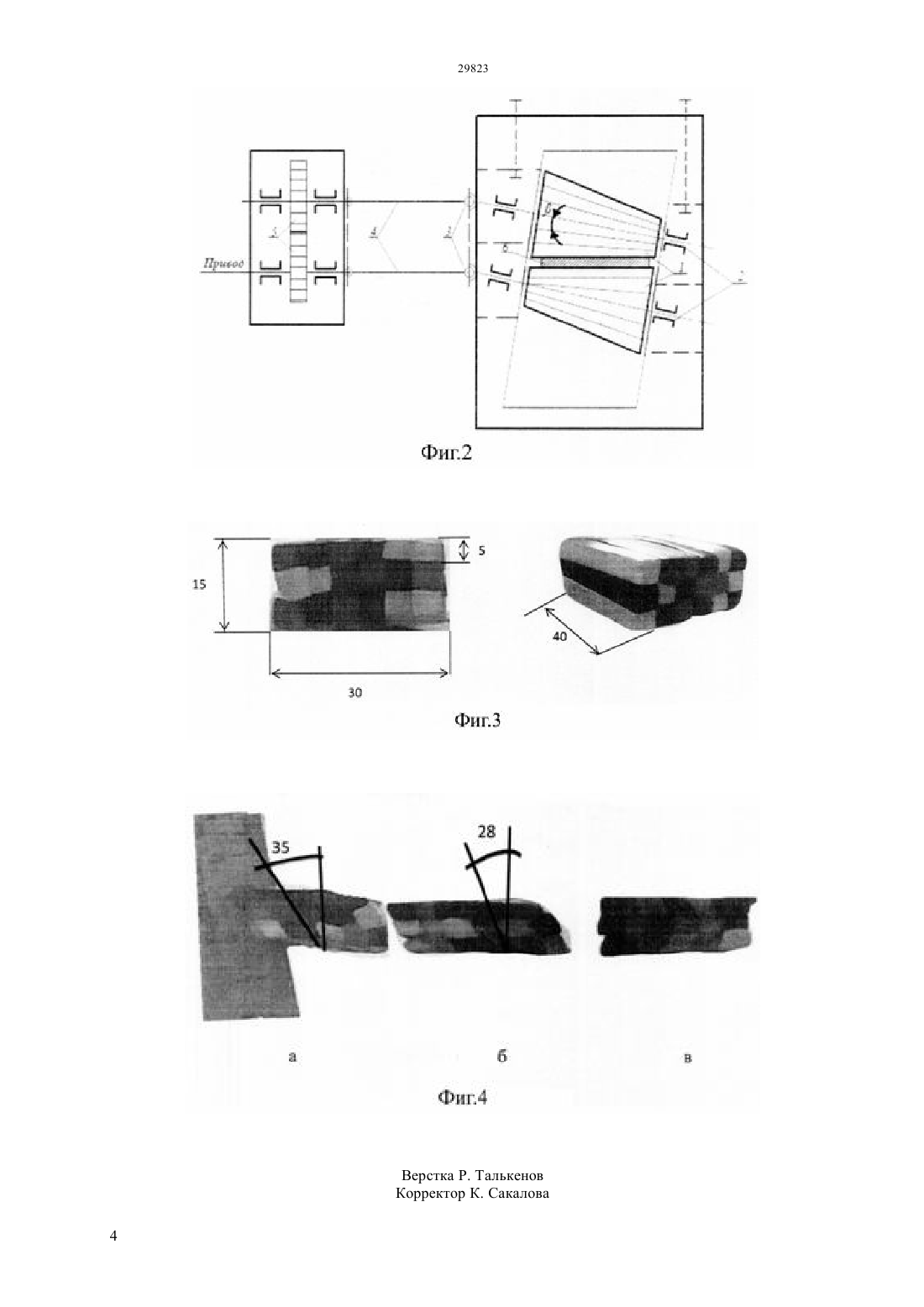
МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ станов для прокатки слитков и заготовок и может быть использовано в прокатных цехах металлургических заводов. Техническая сущность - обеспечение качества металла за счет создания максимальных сдвиговых деформаций в продольном направлении полосы в валках с обратной конусностью. Конструкция прокатного стана с коническими валками отличающийся тем, что конические валки расположены по отношению друг друга взаимообратно и под угломк горизонтальной поверхности.(72) Исагулов Аристотель Зейнуллинович Ашкеев Жасулан Аманжолович Азбанбаев Эльдар Муратович Сундетбаева Марал Амантурлиевна(56) Технология прокатное производства Учебник для вузов/ Грудев А.П., Машкин Л.Ф., Ханин М.И.М. Металлургия. 1994. с.656(54) КОНСТРУКЦИЯ ПРОКАТНОГО СТАНА С КОНИЧЕСКИМИ ВАЛКАМИ Изобретение относится к обработке металлов давлением, а именно конструкциям прокатных станов для прокатки слитков и заготовок и может быть использовано в прокатных цехах металлургических заводов. Известно конструкция прокатного стана рабочая клеть с двумя цилиндрическими валками для прокатки слитков и заготовок, которое обеспечивает требуемую форму размеров и качество проката за - количество проходов между валками при многократном уменьшении размеров поперечного сечения и увеличения исходной длины заготовки Королев А.А Оборудование прокатных и трубных цехов. -М. Металлургия. 1987. с.480. Недостатком данной конструкций стана является то, что при прокатке в гладких цилиндрических валках наблюдается ярко выраженная анизотропия механических свойств отрицательно влияющих на свойство штампуемости листового металла, т.к. зерна в основном интенсивно вытягиваются по направлению прокатки,а по ширине незначительно. Наиболее близким к заявленному техническому решению является схема конструкций трехвалкового стана с дисковыми или коническими валками Технология прокатное производства Учебник для вузов/ Грудев А.П., Машкин Л.Ф.,Ханин М.И. -М. Металлургия. 1994. с.656. На этих станах осуществляется периодическая винтовая прокатка, которая позволяет изготавливать сплошные профили круглого поперечного сечения с переменным диаметром по длине, полые профили с переменными по длине наружным диаметром и толщиной стенки, а также профили с винтовой поверхностью. Рабочая клеть стана винтовой прокатки включает дисковые валки развернутые относительно оси прокатки на угол подачи -3-6, или конические валки, на такой же угол подачи и дополнительно на угол раскатки , составляющий в действующих конструкциях стана 45. При этом конические валки располагаются по отношению друг друга симметрично. На фиг.1 показано известная схема прокатки заготовок дисковыми (а) и коническими (б) валками в трехвалковом стане периодической винтовой прокатки, где конические валки установлены симметрично относительно горизонтальной оси, т.е. конусность валков направлены в одну сторону и придают к заготовке вращательное движение вокруг ее продольной оси. При этом валки вращаются в одном направлении. Недостатком данной конструкции прокатного стана является то, что она в основном предназначена для получения сплошных профилей круглого поперечного сечения с переменным диаметром по длине, прошивки, и не обеспечивает высокого качества, т.е. создания в объеме заготовки интенсивных сдвиговых деформации, положительно влияющих на закрытие и заваривание всех внутренних дефектов и предотвращающие течение металла вдоль прокатки. Задачей изобретения является создание 2 конструкции прокатного стана с коническими валками, обеспечивающего повышение качества металла. Технический результат,получаемый при использовании изобретения,заключается в возможности за счет несимметричной(асимметричной) прокатки осуществить в заготовке интенсивные сдвиговые деформации в продольном направлении и снизить усилие прокатки. В предлагаемой конструкции прокатного стана конические валки расположены по отношению друг друга взаимообратно и наклонены к горизонтальной плоскости под определенным углом для более удобного захвата полосы в горизонтальной плоскости. Изобретение поясняется схемами, где на фиг.2 показано схема конструкций прокатного стана с коническими валками,расположенные по отношению друг другу взаимообратно и составляют уголк горизонтальной поверхности (горизонту). Основные узлы прокатного стана 1-конические валки 2- подшипники скольжения 3- шарнирное соединение с шпинделями и другими узлами прокатного стана 4- шпиндели 5- зубчатая передача (шестеренная клеть) 6- прокатываемая полоса 7-рабочая клеть прокатного стана Прокатку осуществляет следующим образом. Из нагревательных печей заготовка подается на рольганги и подается в зазор между валками 1, где обжимается и прокатывается до требуемых размеров. При этом за определенное количество приходов обеспечивается повышение качества проката за счет несимметричной прокатки,создающий из-за разностей скоростей прокатки со стороны большего и меньшего диаметров. Следует отметить, что при несимметричной прокатке в продольном направлении полосы возникают интенсивные сдвиговые деформации положительно влияющих на качество проката устранения анизотропии механических свойства, закрытие и заваривание внутренних дефектов литейного происхождения. Особенностью предлагаемой конструкции заключается в том, что прокатываемая полоса 6 в задается в зазор между коническими валками 1 параллельно горизонтальной плоскости,т.е. без существенного наклона, и не требует специальных направляющих проводков и направляющих для правильной задачи полосы. Пример. Был проведен лабораторный эксперимент, основными задачами которого является повышение качества за счет несимметричной прокатки (асимметричной) и облегчение захвата полосы в зазор между коническими валками. Анализ результатов эксперимента показал, что при прокатке заготовок в предлагаемой конструкции прокатного стана возникают максимальные сдвиговые деформации в продольном направлении полосы и повышает качество полосы за счет устранения волокнистости и закрытия внутренних дефектов. Для подтверждения вышеизложенного, был изготовлен модель лабораторного прокатного стана с коническими валками и расположенных к горизонтальной оси поверхности под определнным углом. Кроме того,были изготовлены пластилиновые образцы размерами 154030 мм с разноцветными слоями имитирующие кристаллики и внутренние дефекты заготовки (фиг.3). Первая партия образцов прокатывалось между коническими валками 1 с относительным обжатием соответственно исходная и конечная высота образца. При таком расположении валков захват полосы значительно облегчается. Вторая партия пластилиновых образцов прокатывалось с относительным обжатием 20,третья - 30. С аналогичными относительными обжатиями прокатывались образцы в цилиндрических валках,для сравнения с предлагаемым способом прокатки. Анализ результатов эксперимента показал, что с увеличениемпри прокатке образцов в валках с обратной конусностью интенсивность деформации сдвига Ги закрытие внутренних искусственных дефектов увеличивается, где- угол искажения пластилиновых слоев, измеренный транспортиром по сечению образцов (фиг.4). Однако с увеличениемувеличивается общее усилие прокатки. Поэтому обжатиедолжно не превышать 25, - 30, т.е. ограничивается в указанных пределах. При этом интенсивность деформации сдвига составил Г 0,28-0,47, что практически невозможно осуществит при прокатке полосы в гладких цилиндрических валках. При этом при прокатке в цилиндрических валках наблюдается течение материала вдоль продольной оси, и минимальные сдвиги, которые развиваются по отношению друг друга параллельно. При таком способе прокатки кристаллики будут течь по направлению прокатки,и будут мало способствовать к закрытию и залечиванию всех внутренних дефектов. ФОРМУЛА ИЗОБРЕТЕНИЯ Конструкция прокатного стана с коническими валками отличающийся тем, что конические валки расположены по отношению друг друга взаимообратно и под углом 10 к горизонтальной поверхности.
МПК / Метки
МПК: B21B 1/00
Метки: стана, коническими, конструкция, прокатного, валками
Код ссылки
<a href="https://kz.patents.su/4-ip29823-konstrukciya-prokatnogo-stana-s-konicheskimi-valkami.html" rel="bookmark" title="База патентов Казахстана">Конструкция прокатного стана с коническими валками</a>
Прокатный стан для продольной прокатки материалов стержневой формы, клеть прокатного стана и способ извлечения кассеты-держателя валков внутри клети прокатного стана

Номер патента: 26657
Опубликовано: 15.01.2013
Авторы: КЕРНУСЧИ, Этторе, БЕРТЕЛЛИ, Аристид Джакомо, МАРИНИ, Фабрицио
МПК: B21B 31/10, B21B 13/10, B21B 17/04...
Метки: материалов, способ, внутри, извлечения, стержневой, клети, формы, клеть, стан, продольной, прокатный, кассеты-держателя, прокатки, прокатного, стана, валков
Текст:
...ть каретку (8) из полностью переднего положения в полностью заднее положение опускают устройство(9) удерживания удлинителя, так чтобы переместить указанный второй удлинитель (5) в положение (5), в котором второй удлинитель не препятствует извлечению кассеты-держателя (3) валков по горизонтальной плоскости извлекают кассету-держатель (3) валков из указанного рабочего положения в указанное наружное боковое положение вдоль горизонтальной...
Способ коррекции начальной настройки вертикальных валков черновой группы клетей прокатного стана с чистовой группой клетей
Номер предварительного патента: 3066
Опубликовано: 15.03.1996
Авторы: Рутгайзер Олег Зиновьевич, Маслов Евгений Борисович
МПК: B21B 37/00
Метки: вертикальных, начальной, черновой, коррекции, группы, валков, чистовой, настройки, способ, группой, прокатного, клетей, стана
Формула / Реферат:
Изобретение относится к области автоматизации прокатных станов и может быть использовано для коррекции начальной настройки вертикальных валков черновой группы клетей.Способ заключается в измерении текущих отклонений ширины полосы за чистовой группой клетей, скорости прокатки в последнем межклетевом промежутке и отклонения толщины полосы за чистовой группой на участке настроечной полосы, прокатываемом с изменяемым натяжением в этом промежутке,...
Отводящий рольганг широкополосного прокатного стана
Номер предварительного патента: 20723
Опубликовано: 16.02.2009
Автор: Машеков Серик Акимович
МПК: B21B 39/00
Метки: стана, рольганг, отводящий, широкополосного, прокатного
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано в прокатных цехах металлургических комбинатов для изготовления горячекатаных листов.Техническим результатом изобретения является повышение качества получаемых горячекатаных полос, снижение материальных и энергетических затрат на транспортировку и охлаждение полос.Это достигается тем, что в отводящем рольганге широкополосного прокатного стана, содержащем соединенные...
Отводящий рольганг широкополосного прокатного стана
Номер инновационного патента: 23424
Опубликовано: 15.12.2010
Авторы: Бортебаев Саин Абильханович, Машеков Серик Акимович, Бейсенов Бауржан Саккоулы
МПК: B21D 26/00, B21B 37/76, B21D 26/02...
Метки: широкополосного, рольганг, прокатного, отводящий, стана
Формула / Реферат:
Изобретение относится к технологии обработки металлов давлением и может быть использовано в прокатных цехах металлургических комбинатов для изготовления горячекатаных листов.Упрощение конструктивного исполнения, повышение эффективности транспортировки и качества получаемых горячекатаных полос осуществляется за счет того, что предлагаемый отводящий рольганг широкополосных прокатных станов содержит непрерывные ряды секций с пустотелыми роликами,...
Способ регулирования толщины прокатываемой полосы непрерывного стана горячей прокатки
Номер предварительного патента: 7109
Опубликовано: 15.02.1999
Авторы: Ма Сяо, Рутгайзер Олег Зиновьевич
МПК: B21B 37/00
Метки: прокатываемой, полосы, способ, стана, регулирования, горячей, толщины, прокатки, непрерывного
Формула / Реферат:
Изобретение относится к области автоматизации прокатных станов и может быть использовано для повышения стабильности толщины прокатываемой полосы.Техническим результатом изобретения является повышение точности получения информации об изменении толщины прокатываемой полосы.Он достигается тем, что в способе, включающем задание модуля жесткости последней клети, измерение усилия прокатки в этой клети и толщины полосы за клетью, определение величины...
Предыдущий патент: Воздушно-ситовый сепаратор
Следующий патент: Способ литья по газифицируемым моделям
Случайный патент: Схват позиционирующий