Способ повышения эксплуатационной стойкости опорных валков клети № 1 дрессировочных станов типа “кварто”
Номер патента: 18117
Опубликовано: 15.04.2010
Авторы: Долженко Александр Васильевич, Сабельников Юрий Анатольевич, Сергеева Светлана Витальевна, Кузьминов Игорь Иванович, Бондаренко Юрий Владимирович

Формула / Реферат
Изобретение относится к черной металлургии, в частности, к производству листового проката, и совершенствует процесс дрессировки тонколистового холоднокатаного проката.
Техническим результатом изобретения является достижение более равномерной выработки опорных валков, что позволяет обеспечить одинаковую деформацию по всей ширине полосы на протяжении времени их эксплуатации за одну установку в клеть.
Это достигается тем, что в способе повышения эксплуатационной стойкости опорных валков прокатной клети № 1 дрессировочных станов типа «кварто», снабженной комплектом цилиндрических опорных валков и двумя рабочими валками с насеченной поверхностью, один из которых выполнен цилиндрическим, а другой - профилированным, с выпуклостью от 0,05 мм до 0,25 мм, согласно изобретению, по мере наработки опорных валков, периодически изменяют место установки профилированного рабочего валка, заваливая его то верхним, то нижним для смены контактирующих поверхностей смежных опорного и рабочего валков.
Текст
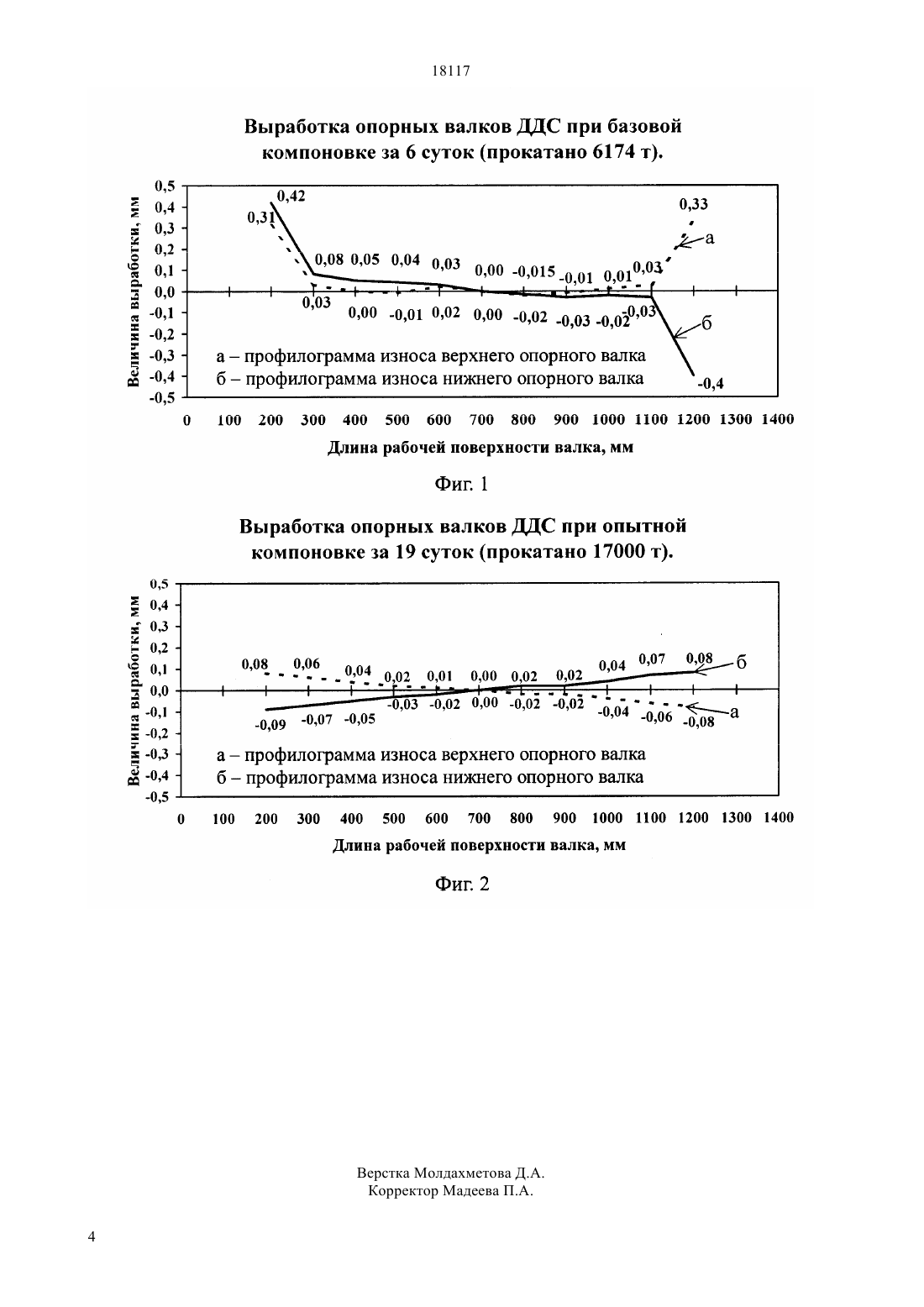
КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Изобретение относится к черной металлургии,в частности, к производству листового проката, и совершенствует процесс дрессировки тонколистового холоднокатаного проката. Техническим результатом изобретения является достижение более равномерной выработки опорных валков, что позволяет обеспечить одинаковую деформацию по всей ширине полосы на протяжении времени их эксплуатации за одну установку в клеть. Это достигается тем, что в способе повышения эксплуатационной стойкости опорных валков прокатной клети 1 дрессировочных станов типа кварто, снабженной комплектом цилиндрических опорных валков и двумя рабочими валками с насеченной поверхностью, один из которых выполнен цилиндрическим, а другой - профилированным, с выпуклостью от 0,05 мм до 0,25 мм, согласно изобретению, по мере наработки опорных валков, периодически изменяют место установки профилированного рабочего валка, заваливая его то верхним,то нижним для смены контактирующих поверхностей смежных опорного и рабочего валков.(72) Сабельников Юрий Анатольевич Кузьминов Игорь Иванович Долженко Александр Васильевич Бондаренко Юрий Владимирович Сергеева Светлана Витальевна(73) Акционерное общество АрселорМиттал Темиртау(56)2231406 С 1 (ОАО Новолипецкий металлургический комбинат), 27.06.2004, реферат Мазур В.Л., Качайлов А.П., Иванченков В.Г. и др. Повышение качества листового проката. Киев Техника, 1973, с.1102124956 С 1 (ОАО Новолипецкий металлургический комбинат), 20.01.1999, реферат 9808629(и др.), 05.03.1998,реферат(54) СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННОЙ СТОЙКОСТИ ОПОРНЫХ ВАЛКОВ КЛЕТИ 1 ДРЕССИРОВОЧНЫХ СТАНОВ ТИПА КВАРТО 18117 Изобретение относится к черной металлургии, в частности, к производству листового проката, и совершенствует процесс дрессировки тонколистового холоднокатаного проката. При дрессировке тонколистового холоднокатаного проката на двуклетевых дрессировочных станах кварто, согласно ТИ-ПЖ-04-2002 в клети 1, как правило, применяются- рабочие валки с насеченной поверхностью бочки для обеспечения максимальной правящей способности и выкатываемости мелких поверхностных дефектов дрессируемой полосы. Нижний рабочий валок цилиндрический, верхний - профилированный, с выпуклостью бочки от 0,05 мм до 0,25 мм. Положение валков в течение всего периода эксплуатации остается постоянным (ТИ-309-ПЖ-19-2001). Использование в клети 1 рабочих валков с насеченной поверхностью бочки приводит к значительной неравномерности выработки поверхностей бочек контактирующих с ними опорных валков. Интенсивность происходящего процесса износа усугубляется тем, что около 80 суммарного обжатия при дрессировке обеспечивается именно в этой клети. Известен способ подготовки к эксплуатации валков листопрокатной четырехвалковой клети (патент РФ 2213637, кл. В 21 В 28/02, 2002), позволяющий повысить стойкость опорных валков за счет наклепа поверхностей их бочек. Известный способ включает завалку опорных и рабочих валков в клеть, совместное вращение взаимно прижатых рабочих и опорных валков с одновременной подачей на вращающиеся валки смазочно-охлаждающей жидкости. Усилие взаимного прижатия валков устанавливают на уровне 60-85 от предельно допустимого, а вращение рабочих валков ведут до наработки ими 4,5 ч-17 км. Недостатками известного способа являются- потеря рабочего времени дрессировочных станов, затрачиваемого на обкатку валков- повышенные нагрузки на ПЖТ (подшипники жидкостного трения) опорных валков в процессе обкатки в начальный период времени (после за валки) вызывают их травмирование- не исключена возможность зарождения в поверхностных слоях обкатываемых валков усталостных микротрещин. Известен также способ профилирования валков листовых станов (а. с.845903, кл. В 21 В 27/02,1981). Известный способ включает периодические замеры профиля изношенных опорных валков непосредственно в клети, выполнение кольцевых выемок на поверхности рабочих валков в местах, соответствующих выпуклостям на поверхности опорных валков, при этом глубина выемок равна высоте выпуклостей. К недостаткам данного способа относятся- значительная трудоемкость процесса измерения профиля опорных валков непосредственно в клети стана 2- трудоемкость процесса выполнения на вальцешлифовальном станке профилировки рабочего валка, представляющей собой зеркальное отображение профилограммы изношенного опорного валка. Наиболее близким по технической сущности и достигаемому результату является способ, описанный в технической литературе (Мазур В.Л., Качайлов А.П., Иванченков В.Г. и др. Повышение качества листового проката. Киев Техника, 1973, с. 110). Сущность способа заключается в том, что рабочие валки профилируются по параболе. По мере наработки опорных валков (по мере их износа) исходная выпуклость вновь заваливаемых рабочих валков увеличивается. Опытное использование данного способа позволило выявить следующие недостатки- по мере наработки опорных валков (к концу работы опорных валков для данной установки в клети) ухудшается плоскостность продрессированного тонколистового холоднокатаного проката (если в начале и середине установки отсортировка по дефектам формы составляет около 6-8 , то к ее концу она вырастает до 20 )- выработка опорных валков клети 1 неравномерна и достигает по абсолютной величине 0,82 мм(фиг. 1). Задача изобретения заключается в увеличении эксплуатационной стойкости опорных валков клети 1 за счет уменьшения неравномерности их выработки по длине. Техническим результатом изобретения является достижение более равномерной выработки опорных валков, что позволяет обеспечить одинаковую деформацию по всей ширине полосы на протяжении времени их эксплуатации за одну установку в клеть. Это достигается тем, что в способе повышения эксплуатационной стойкости опорных валков прокатной клети 1 дрессировочных станов типа кварто, снабженной комплектом цилиндрических опорных валков и двумя рабочими валками с насеченной поверхностью, один из которых выполнен цилиндрическим, а другой - профилированным, с выпуклостью от 0,05 мм до 0,25 мм, согласно изобретению, по мере наработки опорных валков, периодически изменяют место установки профилированного рабочего валка, заваливая его то верхним,то нижним, для смены контактирующих поверхностей смежных опорного и рабочего валков. Пример реализации изобретения После перевалки опорных валков в клети 1, в эту клеть заваливают рабочие валки по схеме верхний валок профилированный, нижний - цилиндрический. После трех, четырех перевалок по этой схеме, что составляет 1000-1500 тонн продрессированного проката, производится смена положения места установки профилированного рабочего валка. Таким образом, следующие три, четыре перевалки рабочих валков делаются с нижним расположением профилированного валка, после чего вновь делается смена положения цилиндрического и профилированного валков. Всего за одну установку в клеть опорных валков производится 15-17 смен положе 18117 ний цилиндрического и профилированного рабочих валков. Внедрение данной технологии на АО Миттал Стил Темиртау позволило- повысить равномерность выработки опорного валка и снизить ее по абсолютной величине до 0,16 мм (примерно в 5 раз) - фиг. 2- устранить тенденцию к ухудшению плоскостности продрессированного тонколистового холоднокатаного проката по мере увеличения длительности работы опорных валков в период работы их в клети. Уровень от сортировки металла по дефектам формы в течение всего времени работы опорных валков за одну установку остался практически неизменным- отмечено уменьшение аварийных перевалок по причине выхода из строя подшипников рабочих валков клети 1. За счет снижения отсортировки металла на передрессировку и во вторые сорта по дефектам формы, и за счет увеличения срока службы дорогостоящих опорных валков путем уменьшения съема поверхностного слоя при перешлифовках, получен существенный экономический эффект. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ повышения эксплуатационной стойкости опорных валков прокатной клети 1 дрессировочных станов типа кварто, снабженной комплектом цилиндрических опорных валков и двумя рабочими валками с насеченной поверхностью, один из которых выполнен цилиндрическим, а другой - профилированным, с выпуклостью от 0,05 мм до 0,25 мм,отличающийся тем, что по мере наработки опорных валков, периодически изменяют место установки профилированного рабочего валка, заваливая его то верхним, то нижним для смены контактирующих поверхностей смежных опорного и рабочего валков.
МПК / Метки
МПК: B21B 28/02
Метки: дрессировочных, станов, типа, повышения, кварто, валков, способ, клети, эксплуатационной, опорных, стойкости
Код ссылки
<a href="https://kz.patents.su/4-18117-sposob-povysheniya-ekspluatacionnojj-stojjkosti-opornyh-valkov-kleti-1-dressirovochnyh-stanov-tipa-kvarto.html" rel="bookmark" title="База патентов Казахстана">Способ повышения эксплуатационной стойкости опорных валков клети № 1 дрессировочных станов типа “кварто”</a>
Способ подготовки опорных валков клети двухклетевых дрессировочных станов типа “кварто”
Номер патента: 18979
Опубликовано: 15.01.2010
Авторы: Сергеева Светлана Витальевна, Долженко Александр Васильевич, Бондаренко Юрий Владимирович, Сабельников Юрий Анатольевич, Кузьминов Игорь Иванович
МПК: B21B 28/02
Метки: валков, двухклетевых, клети, подготовки, станов, опорных, способ, дрессировочных, типа, кварто
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к производству листового проката и совершенствует процесс дрессировки тонколистового холоднокатаного проката.Сущность изобретения заключается в снижении в 4 раза проскальзывания между бочками опорных и рабочих валков клети № 2, позволившим значительно улучшить товарный вид продукции за счет уменьшения «разнотонности» на продрессированной жести.Техническим результатом данного изобретения...
Способ повышения эксплуатационной стойкости проводковых роликов дрессировочных станов
Номер патента: 17216
Опубликовано: 15.09.2009
Авторы: Сабельников Юрий Анатольевич, Кузьминов Игорь Иванович, Долженко Александр Васильевич, Бондаренко Юрий Владимирович
МПК: B24C 1/10, B21B 28/00, B21B 39/00...
Метки: дрессировочных, проводковых, способ, станов, роликов, стойкости, эксплуатационной, повышения
Формула / Реферат:
Изобретение относится к черной металлургии, в частности, к производству листового проката, и совершенствует процесс дрессировки холоднокатаного проката на высокоскоростных дрессировочных станах.Целью данного изобретения является повышение эксплуатационной стойкости не приводных проводковых роликов за счет снижения износа, вызывающего появления "наваров" на поверхностях их бочек в результате проскальзывания, исключения травмирования поверхности...
Способ обработки ручьев валков станов периодической прокатки труб
Номер предварительного патента: 13237
Опубликовано: 15.07.2003
Авторы: Кузнецов Валерий Иванович, Саблин Владимир Николаевич, Багдасаров Владимир Айкович, Сульменев Виталий Сергеевич, Ухов Александр Васильевич
МПК: B23B 1/00, B23B 35/00
Метки: способ, станов, ручьев, труб, периодической, обработки, валков, прокатки
Формула / Реферат:
Изобретение относится к обработке металловрезанием и может быть использовано при изготовлении прокатного инструмента для станов холоднойпериодической прокатки труб (пильгерстанов).Технический результат изобретения - возможность использования существующих расточныхстанков для обработки ручья переменного профиля ивозможность обработки двух валков одновременно.Это достигается тем, что в способе обработкиручьев валков стана периодической прокатки...
Способ применения смазочно-охлаждающей жидкости для охлаждения валков и регулирования температуры конца прокатки
Номер предварительного патента: 20205
Опубликовано: 17.11.2008
Авторы: Быков Петр Олегович, Канаев Амангельды Токешевич, Сержанов Радул Идаятович, Богомолов Алексей Витальевич
МПК: B21B 1/26, B21B 45/02
Метки: температуры, регулирования, охлаждения, прокатки, способ, валков, смазочно-охлаждающей, применения, конца, жидкости
Формула / Реферат:
Изобретение относится к прокатному производству, в частности к повышению стойкости рабочих валков и регулированию температуры конца горячей прокатки, и может быть использовано в сортопрокатном и листопрокатном производствах.Техническим результатом изобретения является повышение качества арматурного и сложнопрофильного проката, за счет обеспечения заполнения смазочно-охлаждающей жидкостью полости калибра валков.Это достигается тем, что в...
Способ повышения износостойкости рабочей поверхности валков холодной прокатки, посредством воздействия на нее лазерного излучения
Номер предварительного патента: 18694
Опубликовано: 15.08.2007
Авторы: Раимбеков Аскар Мухтарович, Сулейменов Марат Сейтханович, Виноградов Виктор Иванович, Винокуров Олег Валерьевич, Сосулин Александр Павлович, Стародубцев Владимир Валерьевич, Климушкин Анатолий Николаевич
МПК: C21D 1/09, B23K 26/00, C21D 9/38...
Метки: нее, рабочей, износостойкости, воздействия, способ, посредством, поверхности, повышения, лазерного, холодной, прокатки, валков, излучения
Формула / Реферат:
Изобретение относится к прокатному производству и может быть использовано при подготовке к эксплуатации валков станов холодной прокатки.Для достижения результата стальной валок закрепляют в станке, придают осевое ему вращение, фокусируют на его поверхности лазерный луч из сопла излучательной головки, и одновременно включают ее систему перемещения вдоль бочки валка. При этом шероховатость наносится по винтовой троектории. Через сопло в фокус луча...
Предыдущий патент: Способ и устройство для нанесения покрытия на металлическое изделие погружением в расплав
Следующий патент: Персональная мебель Каz Bio Throne
Случайный патент: Асфальтобетонная смесь