Способ подготовки опорных валков клети двухклетевых дрессировочных станов типа “кварто”
Номер патента: 18979
Опубликовано: 15.01.2010
Авторы: Бондаренко Юрий Владимирович, Долженко Александр Васильевич, Кузьминов Игорь Иванович, Сергеева Светлана Витальевна, Сабельников Юрий Анатольевич
Формула / Реферат
Изобретение относится к черной металлургии, в частности к производству листового проката и совершенствует процесс дрессировки тонколистового холоднокатаного проката.
Сущность изобретения заключается в снижении в 4 раза проскальзывания между бочками опорных и рабочих валков клети № 2, позволившим значительно улучшить товарный вид продукции за счет уменьшения «разнотонности» на продрессированной жести.
Техническим результатом данного изобретения является исключение интенсивного образования «кольцевых полос» на опорных валках, приводящих к получению дефекта «разнотонность» на продрессированной жести в течение длительного времени эксплуатации опорных валков. Поставленная цель решалась путем увеличения сил контактного трения между валками посредством придания опорным валкам шероховатости (Ra) 2,8-3,2мкм.
Текст
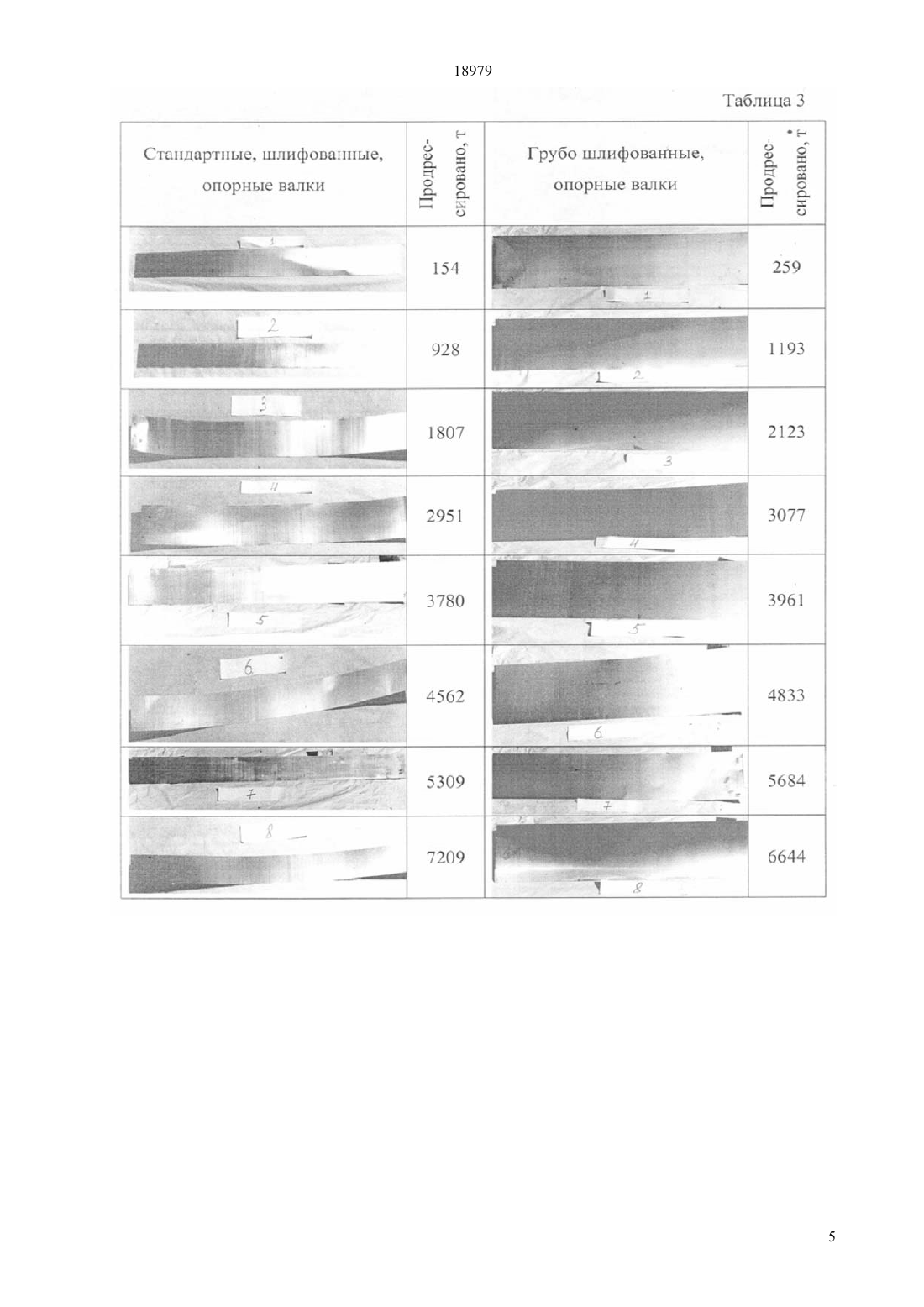
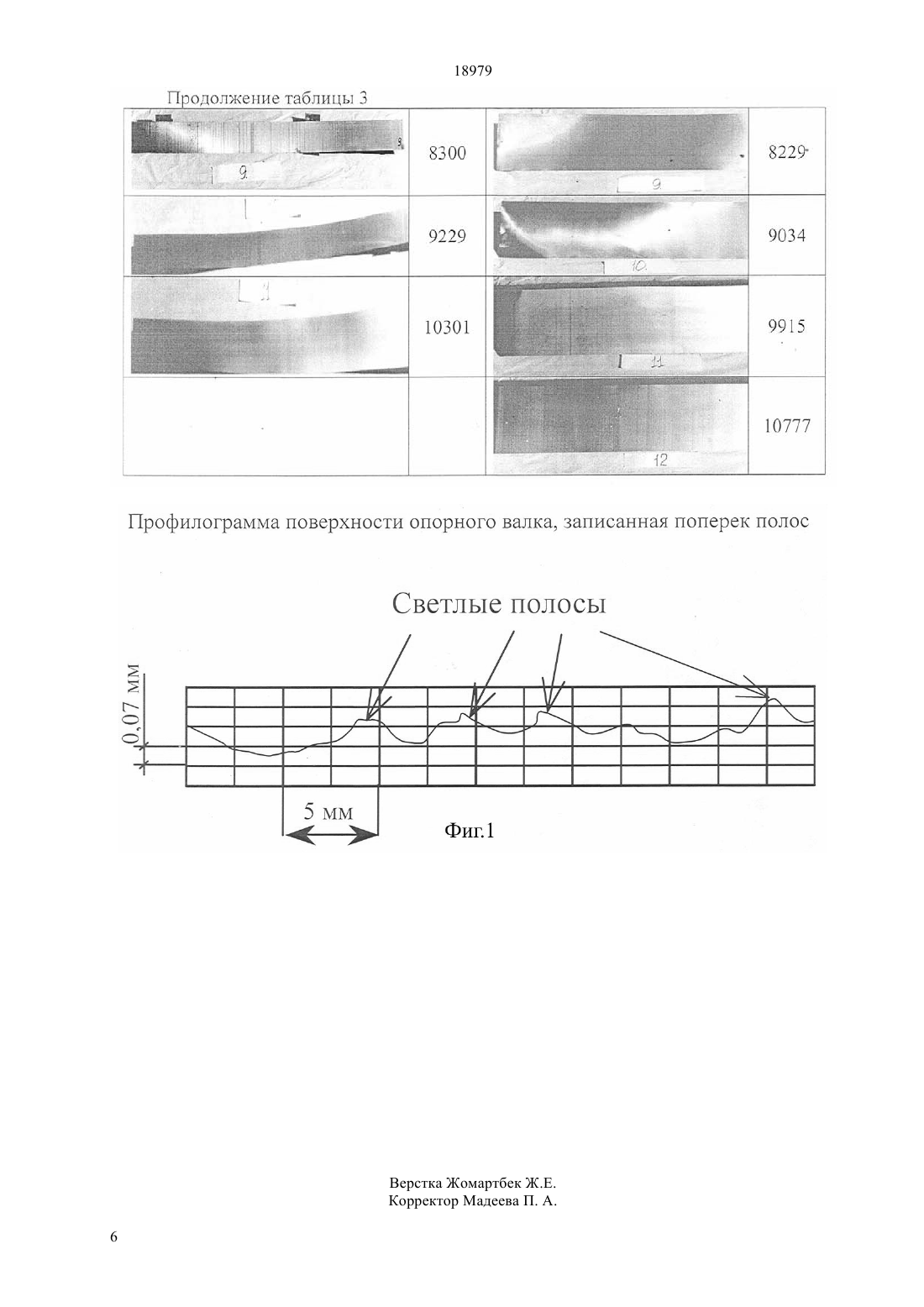
(51) 21 28/02 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Изобретение относится к черной металлургии,в частности к производству листового проката и совершенствует процесс дрессировки тонколистового холоднокатаного проката. Сущность изобретения заключается в снижении в 4 раза проскальзывания между бочками опорных и рабочих валков клети 2,позволившим значительно улучшить товарный вид продукции за счет уменьшения разнотонности на продрессированной жести. Целью данного изобретения является исключение интенсивного образования кольцевых полос на опорных валках, приводящих к получению дефекта разнотонность на продрессированной жести в течение длительного времени эксплуатации опорных валков. Поставленная цель решалась путем увеличения сил контактного трения между валками посредством придания опорным валкам шероховатости 2,83,2 мкм.(72) Сабельников Юрий Анатольевич Кузьминов Игорь Иванович Долженко Александр Васильевич Бондаренко Юрий Владимирович Сергеева Светлана Витальевна(73) Акционерное общество АрселорМитталл Темиртау(56) Авторское свидетельство СССР 801916, кл. В 0 1 В 28/02, 1981801916 А (ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ и др.), 07.02.1981, формула, описание изобретения 2240187 С 2 (ОАО СЕВЕРСТАЛЬ), 20.05.2004,описание изобретения 2256517 С 2 (ОАО СЕВЕРСТАЛЬ), 20.05.2005,описание изобретения, раздел уровень техники 9808659( ), 05.03.1998(54) СПОСОБ ПОДГОТОВКИ ОПОРНЫХ ВАЛКОВ КЛЕТИ ДВУХКЛЕТЕВЫХ ДРЕССИРОВОЧНЫХ СТАНОВ ТИПА КВАРТО 18979 Изобретение относится к черной металлургии, в частности к производству листового проката, и совершенствует процесс дрессировки тонколистового холоднокатаного проката. При дрессировке жести на двухклетевых дрессировочных станах кварто в ЛПЦ-3 (цех белой жести) АО Миттал Стил Темиртау согласно ТИ-ПЖ-04-2002 в клети 2 применяются -цилиндрические опорные валки с шероховатостьюповерхности равной 0,5 до 0,7 мкм-рабочие валки со шлифованной поверхностью бочки с 0,1-0,3 мкм для обеспечения требуемого уровня шероховатости продрессированной жести( не должна превышать 0,63 мкм). Установлено, что в процессе дрессировки уровень шероховатости опорных валков клети 2 интенсивно снижается, и после дрессировки примерно 400-600 т достигает 0,1-0,2 мкм(происходит их заполировка), что свидетельствует об активных процессах износа, происходящих в клети. Как правило, заполировке опорных валков сопутствует появление дефекта в виде темных и светлых полос (разнотонность), представляющих собой замкнутые кольца различной ширины. Этот дефект передается каждому вновь заваливаемому комплекту рабочих валков примерно через 50100 тонн продрессированного металла с его последующим переносом на поверхность жести. По мере наработки интенсивность полос на бочках опорных валков значительно возрастает, что ухудшает товарный вид готовой продукции и приводит к получению рекламаций от потребителей. Причем на нижнем валке данный дефект выражен значительно интенсивнее. Запись микрорельефа поверхности вываленных из клети стана опорных валков (фиг.1) в районе расположения полос показала наличие следов износа в виде выпуклых участков, соответствующих светлым полосам, и впадин, соответствующих темным полосам. Предположение об интенсивных процессах износа в клети подтвердилось при замере количества оборотов валков тахометром ИО-30 при постоянной скорости дрессировки равной 7 м/с. Результаты замеров в таблице 1. Из таблицы 1 видно, что в клетях имеет место проскальзывание,приводящее к износу поверхностей бочек опорных валков и, как следствие, к заполировке и образованию кольцевых полос. Проскальзывание в нижней паре было в 1,5 раза больше чем в верхней, что и приводит к более быстрому износу нижнего опорного валка. Одной из основных функций дрессировочных станов цехов жести является формирование шероховатости поверхности металла для последующего нанесения оловянного или хромового покрытия. Чем ниже уровень шероховатости, тем лучше эксплуатационные характеристики готовой жести (коррозионная стойкость) и ее товарный вид. Однако известно Илькун В.И., Куликов В.И. Проблемы качества при дрессировке холоднокатаных полос /Бюллетень НТИ ЧМ, 2. 2 1996 г,с.19-27,-улучшение шероховатости поверхности на двухклетевых дрессировочных станах СНГ не обеспечивает достаточного качества жести, предназначенной для электролитического лужения и хромирования из-за дефектов поверхности (продольные светлые и темные полосы). Сущность изобретения заключается в снижении проскальзывания между бочками опорных и рабочих валков клети 2,позволившем значительно снизить разнотонность на продрессированной жести. Известны способы применяемые для устранения данного дефекта на ММК Продольные полосы на поверхности жести и борьба с ними, Г.Э. Аркулис,З.М. Шварцман, В.Х. Файзулин, Г.И. Пономарев/ Листопрокатное производство. Тематический отраслевой сборник 4 // М. Металлургия. 1975 г. .109-112 заключающиеся в разделении трущихся материалов поверхностей рабочего и опорного валков 1. Дрессировку жести производили без использования опорных валков во второй клети стана при нагрузке 200 тс (2 МН). Кольцевые полосы не появлялись в течение всей кампании валков. Недостатком данного решения является повышенный прогиб рабочих валков приводящий к росту нагрузок на подшипники рабочих валков, что значительно снижает их ресурс работы. 2. Снижением усилия во второй клети стана до 80 тс(0,8 МН) без уменьшения общей вытяжки удалось исключить появление грубых полос в течение всей кампании (слабые полосы появлялись) за счет уменьшения силы сцепления между окисными пленками трущихся поверхностей валков. Недостатком этого технического решения при реализации его на АО Миттал Стил Темиртау явилась завышенная шероховатость жести (более 0,63 мкм) так как в первой клети для исправления профиля используются насеченные валки. Кроме того, при увеличении усилия прокатки свыше 100110 тс, (1-1,1 МН) грубые полосы на жести появлялись через 100-150 т. 3. Хромировали рабочие валки электролитическим способом по режиму твердого хромирования. Толщина слоя хрома составила от 3-х до 5 мкм. Недостатками данного решения являются низкая стойкость покрытия, необходимость наличия соответствующего для этого оборудования и повышение себестоимости готовой продукции. Также известен способ применяемый на ОАО Северсталь Поверхностное деформационное упрочнение опорных валков на 5-клетевом стане 1700, С П. Ефименко, А.И. Трайно, Э.А. Гарбер и др./Производство проката. 8. 1999 г.с.1215.,заключающийся в поверхностном деформационном упрочнении опорных валков методом их обкатки в силовом контакте с рабочими валками. Обкатка производится с подачей смазочно-охлаждающей жидкости в зоны контакта валков. Операция повторяется после каждой перевалки опорных валков в течение 15-20 мин перед началом процесса прокатки с максимально возможной скоростью 18979 вращения, при этом усилие прижатия валков на 1520 превышало рабочие усилия при прокатке. Недостатками известного способа являются потеря рабочего времени дрессировочных станов,затрачиваемого на обкатку валков повышенные нагрузки на ПЖТ (подшипники жидкостного трения) опорных валков в процессе обкатки в начальный период времени (после завалки) вызывают их травмирование не исключена возможность зарождения в поверхностных слоях обкатываемых валков усталостных микротрещин. Экспериментальное опробование данной технологии в условиях АО Миттал Стил Темиртау показало ее неэффективность. Дефект кольцевые полосы на опорных валках дрессировочных станов и,как следствие,разнотонность на продрессированной жести проявились уже после дрессировки 80-100 т металла,как и при обычных условиях эксплуатации опорных валков. Наиболее близким по технической сущности и достигаемому результату является Способ механической обработки бочек опорных валков,Добронровов А.И., Мазур В.Л., Кувшинов В.А. Файззулин В.Х. Пономарев Г.И. А.с. СССР 801916. БИ 5 от 07.02.81. Сущность способа заключается в том, что для исключения проскальзывания и заполировки опорных валков на их бочки наносят микрорельеф путем обкатки рабочими валками с предварительно насеченной на них шероховатостью равной 2-50 величинам начальной шероховатости опорных валков. Для устранения соприкосновения бочек рабочих валков между их подушками подкладывали прокладки. Недостатками данного способа является-необходимость проведения длительной обкатки для полного устранения заполировки, экспериментальным путем в условиях АО Миттал Стил Темиртау установлено, что необходимое время обкатки должно составлять более 2,5 часов что приводит к недопустимой потере производства-необходимость специальной подготовки рабочих валков с высоким уровнем шероховатости. Для дальнейшего их прямого назначения валки необходимо после обкатки перешлифовать, что безусловно сказывается в повышенном расходе рабочих валков. Этот способ также был опробован в условиях АО Миттал Стил Темиртау. На имеющемся в цехе дробеметном станке для обкатки опорных валков получили рабочие валки с максимально возможной шероховатостью 5,0 мкм. После обкатки по предлагаемому режиму шероховатость опорных валков составила 0,8-0,9 мкм. После дрессировки около 800 т,дефекты заполировка и разнотонность проявились вновь. За период эксплуатации одного комплекта опорных валков процесс обкатки приходилось совершить примерно 10 раз. Сделать насечку на опорных валках не представляется возможным в виду отсутствия соответствующего оборудования. Целью данного изобретения является исключение интенсивного образования кольцевых полос на опорных валках, и разнотонности на продрессированной жести в течении длительного времени эксплуатации опорных валков. Для этого разработан способ, минимизирующий проскальзывание между бочками валков. Поставленная задача решалась за счет увеличения сил контактного трения между валками. Пример реализации способа. Ввиду того, что увеличение шероховатости рабочих валков клети 2 не представляется возможным(из-за увеличения конечной шероховатости готового проката), увеличили шероховатость опорных валков с 0,50,7 мкм до 2,83,2 мкм. Для создания высокого уровня шероховатости установили на вальцешлифовальный станок ФАРРЕЛ ДЖУСТИНА 28-56 круг с зернистостью 40 единиц. Придание необходимой шероховатости на валке производили в три этапа. На первом этапе подготовки опорного валка за два прохода производили его обдирку-линейная скорость вращения круга составила 40 м/мин-линейная скорость вращения круга составила 2030 м/мин-усилие прижима круга к изделию - 6070 А. На третьем этапе за 2-3 прохода формировали необходимую шероховатость валка-линейная скорость вращения круга составила 10 м/мин-усилие прижима круга к изделию - 90 А. Результаты замеров проскальзывания в условиях нового компонования пар рабочих валков с грубо шлифованными опорными валками провели выше указанным способом. Результаты замеров приведены в таблице 2. Сравнение полученных результатов таблиц 1 и 2 говорят о том, что предлагаемая технология компонования валковой системы позволяет значительно снизить проскальзывание (примерно в 4 раза) и, как следствие, уменьшить интенсивность процессов износа, происходящих в клети. Снижение износа позволило также значительно улучшить внешний вид поверхности дрессируемой жести. Сравнительные данные качества поверхности дрессируемого металла при обычном и предлагаемом способах компонования приведены в таблице 3. Из таблицы 3 видно, что при стандартной компоновке валковой системы полосы начинают появляться в первый же день эксплуатации валков. По мере наработки на опорных валках интенсивность дефекта значительно возрастает и после дрессировки 1800 тонн жесть практически по всей ширине имеет сплошную разнотонность. 3 18979 При предлагаемом способе компоновки валковой системы процесс образования разнотонности значительно растянут во времени. Первые полосы начинают появляться после дрессировки 900 тонн жести, однако они размыты и не имеют четких границ. Дальнейший рост разнотонности происходит плавно и только после дрессировки 9500 тонн разнотонность проявляется по всей ширине полосы. Однако, в отличие от металла, продрессированного в условиях стандартного компонования,жесть продрессированная с предлагаемым способом компонования валковой пары имеет в конце компании менее выраженную разнотонность поверхности. Внедрение предлагаемой технологии на АО Миттал Стил Темиртау позволило значительно улучшить товарный вид готовой продукции Таблица 1 Результаты замеров скоростей вращения валков в клети 2 при стандартной компановке валковой пары Положение в клети Верх Низ Процент рассогласования линейных скоростей 6,83 10,0 Таблица 2 Результаты замеров скоростей вращения валков в клети 2 при предлагаемой компановке валковой пары. Положение в клети Верх Низ Процент рассогласования линейных скоростей 0,99 3,75 микрорельефа на рабочие поверхности опорных валков клети 2 осуществляют предварительно Способ подготовки опорных валков клети перед завалкой в клеть на вальцешлифовальном двухклетевых дрессировочных станов типа станке с помощью крупнозернистого круга с кварто, путем нанесения на рабочую поверхность зернистостью 40 единиц формируя шероховатость микрорельефа, отличающийся тем, что нанесениеот 2,8 до 3,2 мкм. Сравнительные данные качества продрессированный жести с использованием в клети 2 стандартно подготовленных и опытных опорных волков ФОРМУЛА ИЗОБРЕТЕНИЯ
МПК / Метки
МПК: B21B 28/02
Метки: опорных, способ, подготовки, дрессировочных, двухклетевых, валков, станов, типа, кварто, клети
Код ссылки
<a href="https://kz.patents.su/6-18979-sposob-podgotovki-opornyh-valkov-kleti-dvuhkletevyh-dressirovochnyh-stanov-tipa-kvarto.html" rel="bookmark" title="База патентов Казахстана">Способ подготовки опорных валков клети двухклетевых дрессировочных станов типа “кварто”</a>
Способ повышения эксплуатационной стойкости проводковых роликов дрессировочных станов
Номер патента: 17216
Опубликовано: 15.09.2009
Авторы: Долженко Александр Васильевич, Бондаренко Юрий Владимирович, Кузьминов Игорь Иванович, Сабельников Юрий Анатольевич
МПК: B24C 1/10, B21B 28/00, B21B 39/00...
Метки: станов, повышения, способ, дрессировочных, эксплуатационной, проводковых, роликов, стойкости
Формула / Реферат:
Изобретение относится к черной металлургии, в частности, к производству листового проката, и совершенствует процесс дрессировки холоднокатаного проката на высокоскоростных дрессировочных станах.Целью данного изобретения является повышение эксплуатационной стойкости не приводных проводковых роликов за счет снижения износа, вызывающего появления "наваров" на поверхностях их бочек в результате проскальзывания, исключения травмирования поверхности...
Способ обработки ручьев валков станов периодической прокатки труб
Номер предварительного патента: 13237
Опубликовано: 15.07.2003
Авторы: Сульменев Виталий Сергеевич, Ухов Александр Васильевич, Саблин Владимир Николаевич, Кузнецов Валерий Иванович, Багдасаров Владимир Айкович
МПК: B23B 35/00, B23B 1/00
Метки: труб, периодической, обработки, ручьев, валков, станов, прокатки, способ
Формула / Реферат:
Изобретение относится к обработке металловрезанием и может быть использовано при изготовлении прокатного инструмента для станов холоднойпериодической прокатки труб (пильгерстанов).Технический результат изобретения - возможность использования существующих расточныхстанков для обработки ручья переменного профиля ивозможность обработки двух валков одновременно.Это достигается тем, что в способе обработкиручьев валков стана периодической прокатки...
Способ нарезки снежных валков для снегозадержания
Номер предварительного патента: 8369
Опубликовано: 14.01.2000
Авторы: Матюшков Михаил Иванович, Азаров Николай Куприянович
МПК: A01G 13/02
Метки: нарезки, снегозадержания, снежных, способ, валков
Формула / Реферат:
Изобретение относится к сельскохозяйственному производству, в частности к способам нарезки снежных валков для снегозадержания.Обеспечение более равномерного снегообложения на полях, расположенных на различных элементах рельефа, снижение степени проявления водной эрозии почв и затрат энергии на снегозадержание достигается тем, что способ нарезки снежных валков для снегозадержания включает нарезку снежных валков поперек господствующих ветров, при...
Способ применения смазочно-охлаждающей жидкости для охлаждения валков и регулирования температуры конца прокатки
Номер предварительного патента: 20205
Опубликовано: 17.11.2008
Авторы: Сержанов Радул Идаятович, Богомолов Алексей Витальевич, Быков Петр Олегович, Канаев Амангельды Токешевич
МПК: B21B 1/26, B21B 45/02
Метки: конца, способ, жидкости, валков, температуры, прокатки, смазочно-охлаждающей, регулирования, охлаждения, применения
Формула / Реферат:
Изобретение относится к прокатному производству, в частности к повышению стойкости рабочих валков и регулированию температуры конца горячей прокатки, и может быть использовано в сортопрокатном и листопрокатном производствах.Техническим результатом изобретения является повышение качества арматурного и сложнопрофильного проката, за счет обеспечения заполнения смазочно-охлаждающей жидкостью полости калибра валков.Это достигается тем, что в...
Способ текстурирования поверхностей валков холодной прокатки
Номер патента: 17540
Опубликовано: 15.01.2010
Авторы: Виноградов Виктор Иванович, Сулейменов Марат Сейтжанович, Сосулин Александр Павлович, Вертягина Елена Николаевна, Бактыбеков Казбек Сулейменович, Винокуров Олег Валерьевич, Раимбеков Аскар Мухтарович
МПК: B21B 28/00, B23K 26/00
Метки: прокатки, холодной, валков, текстурирования, способ, поверхностей
Формула / Реферат:
Изобретение относится к технологии лазерной обработки металлов и может быть использовано для нанесения требуемой микро-геометрии на поверхность валка холодной прокатки лазерным излучением.Техническим результатом изобретения является улучшение плоскостности проката путем повышения износостойкости микрогеометрической насечки на поверхности валка.Это достигается тем, что в способе текстурирования поверхностей валков холодной прокатки, для получения...
Предыдущий патент: Способ получения изониазида
Следующий патент: Способ термографической кусковой сепарации сырья (варианты) и устройство для его осуществления (варианты)
Случайный патент: Износостойкий футеровочный элемент, способ его изготовления и содержащие его износостойкая футеровка и кузов самосвала