Способ профилировки опорных валков клети № 2 дрессировочных станов типа “кварто”
Номер инновационного патента: 24685
Опубликовано: 17.10.2011
Авторы: Меньшиков Олег Игоревич, Шахов Михаил Иванович, Евтушенко Игорь Юрьевич, Иванцов Олег Викторович, Сабельников Юрий Анатольевич, Кузьминов Игорь Иванович
Формула / Реферат
Изобретение относится к черной металлургии, в частности к производству листового проката и совершенствует процесс дрессировки тонколистового холоднокатаного проката.
Сущность изобретения заключается в устранении дефекта «разнотонность» на дрессируемом прокате за счет исключения образования на опорных валках «кольцевых полос» из-за их заполировки, что позволило улучшить товарный вид продукции и увеличить ресурс работы опорных и рабочих валков во 2-й клети двуклетевых дрессировочных станов.
Целью данного изобретения является исключение интенсивного образования «кольцевых полос» на опорных валках, и «разнотонности» на продрессированной жести в течение длительного времени эксплуатации опорных валков. Для этого разработана профилировка опорных валков, позволяющая исключить контакт опорных и рабочих валков по ширине дрессируемой полосы.
Текст
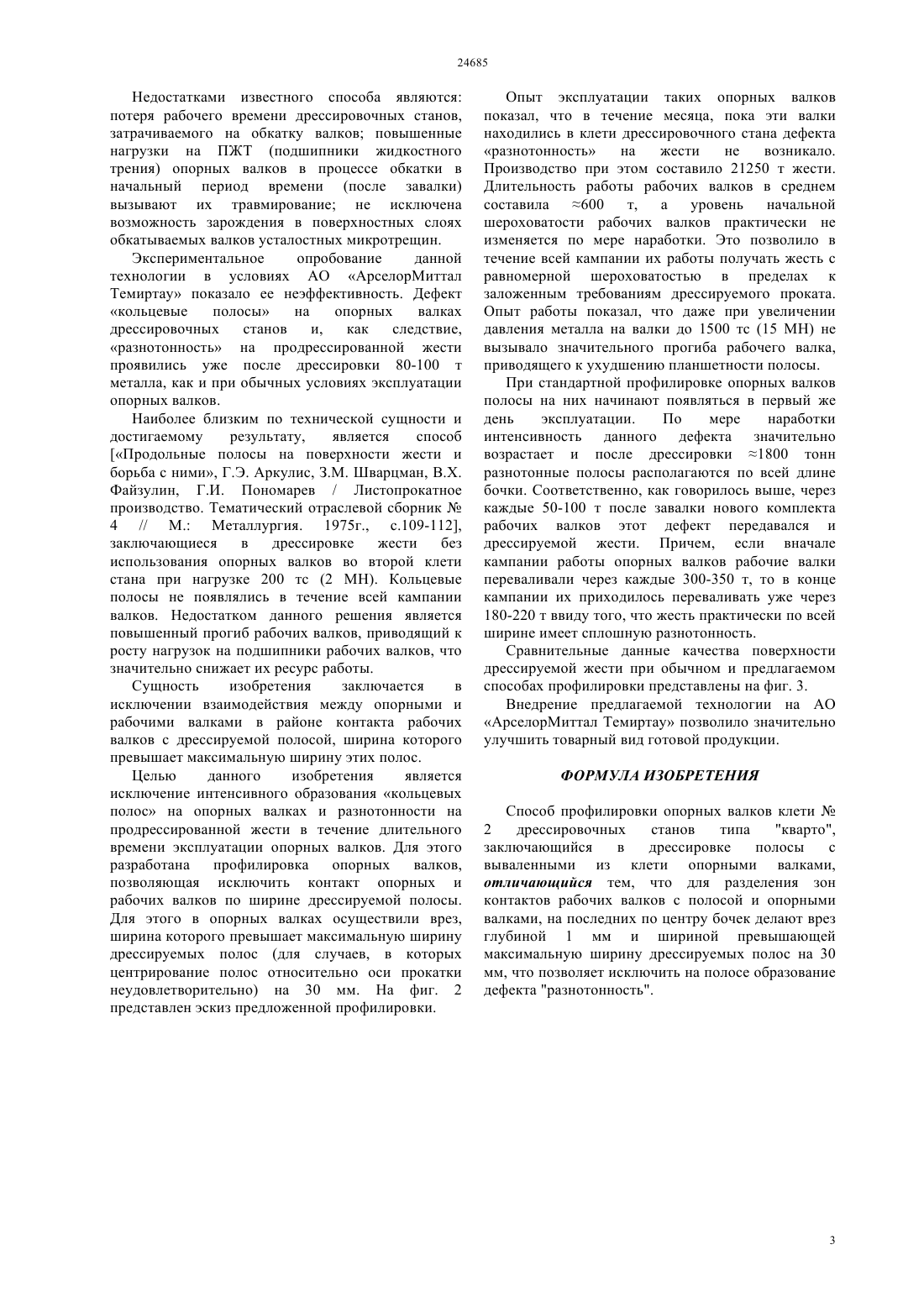
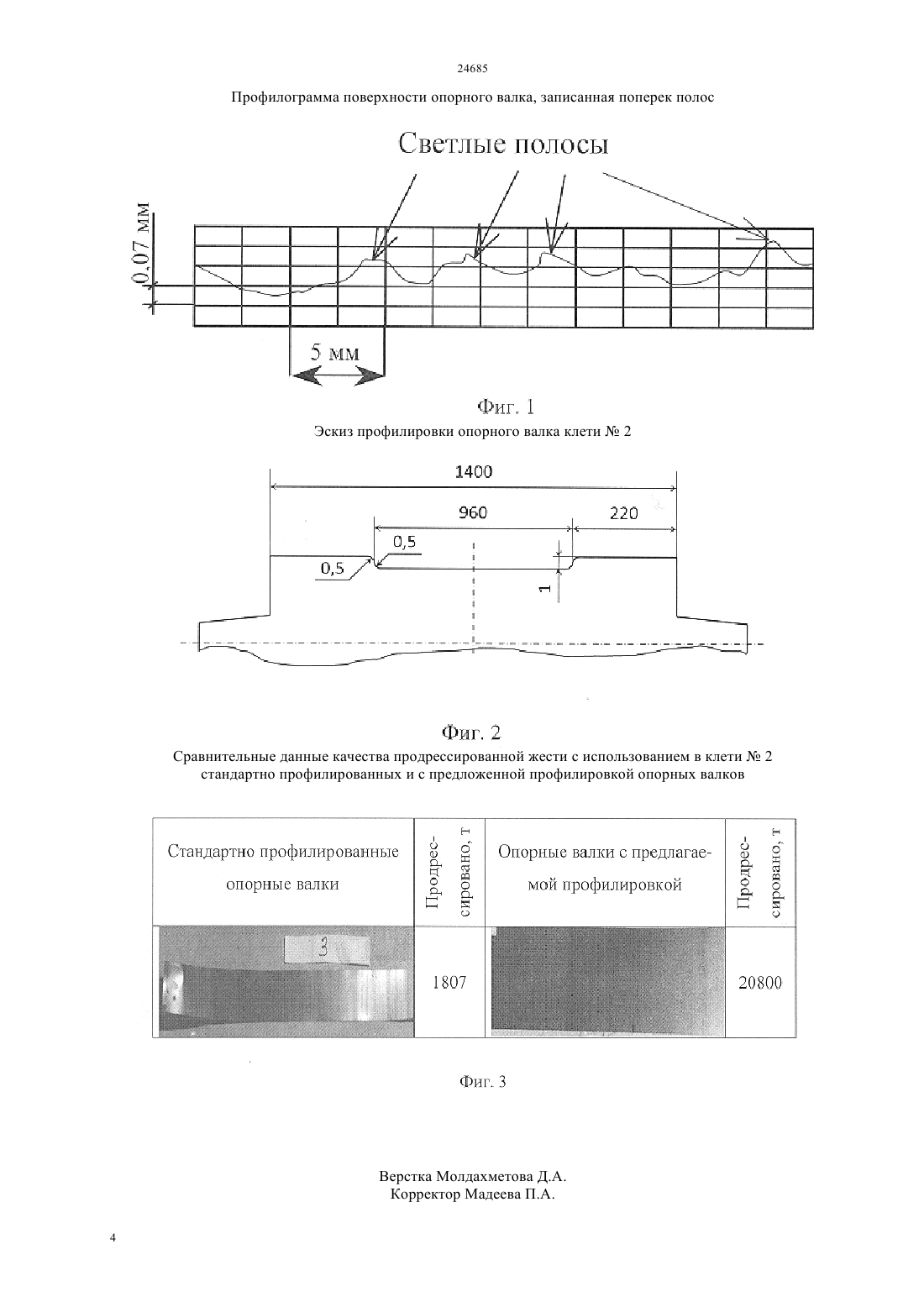
(51) 21 28/02 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Сущность изобретения заключается в устранении дефекта разнотонность на дрессируемом прокате за счет исключения образования на опорных валках кольцевых полос из-за их заполировки, что позволило улучшить товарный вид продукции и увеличить ресурс работы опорных и рабочих валков во 2-й клети двуклетевых дрессировочных станов. Целью данного изобретения является исключение интенсивного образования кольцевых полос на опорных валках, и разнотонности на продрессированной жести в течение длительного времени эксплуатации опорных валков. Для этого разработана профилировка опорных валков,позволяющая исключить контакт опорных и рабочих валков по ширине дрессируемой полосы.(72) Сабельников Юрий Анатольевич Кузьминов Игорь Иванович Иванцов Олег Викторович Меньшиков Олег Игоревич Шахов Михаил Иванович Евтушенко Игорь Юрьевич(73) Акционерное общество АрселорМиттал Темиртау(54) СПОСОБ ПРОФИЛИРОВКИ ОПОРНЫХ ВАЛКОВ КЛЕТИ 2 ДРЕССИРОВОЧНЫХ СТАНОВ ТИПА КВАРТО(57) Изобретение относится к черной металлургии,в частности к производству листового проката и совершенствует процесс дрессировки тонколистового холоднокатаного проката. Изобретение относится к черной металлургии, в частности к производству листового проката, и совершенствует процесс дрессировки тонколистового холоднокатаного проката. При дрессировке жести на двуклетевых дрессировочных станах кварто в ЛПЦ-3 (цех белой жести) АО АрселорМиттал Темиртау применяются- цилиндрические опорные валки диаметром 1400 мм и шероховатостьюповерхности равной 0,5 до 0,7 мкм- рабочие валки диаметром 600 мм со шлифованной поверхностью бочки и 0,1-0,3 мкм для обеспечения требуемого уровня шероховатости продрессированной жести ( не должна превышать 0,63 мкм) при давлении металла на валки 600-800 тс (6-8 МН). Установлено, что в процессе дрессировки уровень шероховатости опорных валков клети 2 интенсивно снижается, и после дрессировки примерно 400-600 т достигает 0,1-0,2 мкм, вызывая их заполировку, что свидетельствует об активных процессах износа происходящих в клети. Как правило, заполировке опорных валков сопутствует появление на их поверхности дефекта в виде темных и светлых полос (разнотонность),представляющих собой замкнутые кольца различной ширины. Этот дефект передается каждому вновь заваливаемому комплекту рабочих валков примерно через 50 н-100 тонн продрессированного металла с его последующим переносом на поверхность жести. По мере наработки интенсивность полос на бочках опорных валков значительно возрастает, что ухудшает товарный вид готовой продукции и приводит к получению рекламаций от потребителей. Причем на нижнем валке данный дефект выражен значительно интенсивнее. Запись микрорельефа поверхности вываленных из клети стана опорных валков (фиг. 1) в районе расположения полос показала наличие следов износа в виде выпуклых участков, соответствующих светлым полосам, и впадин, соответствующих темным полосам. Причиной появления полос является проскальзывание между опорным и рабочим валками в результате различных линейных скоростей в зоне их контакта. По мере снижения шероховатости опорных валков эффект проскальзывания усиливается усугубляя, тем самым, образование дефекта разнотонность. Увеличение шероховатости рабочих валков в данной клети не представляется возможным,поскольку эта мера может вывести шероховатость жести за допустимые пределы. Производство же жести с отделками поверхностиистановится вообще невозможным. Кроме того, - чем ниже уровень шероховатости, тем лучше эксплуатационные характеристики готовой жести (коррозионная стойкость) и ее товарный вид. Хорошо известно Илькун В.И., Куликов В.И. Проблемы качества при дрессировке холоднокатаных полос / Бюллетень НТИ ЧМ,2,1996 г., с.19-27, что улучшение шероховатости 2 поверхности на двухклетевых дрессировочных станах СНГ не обеспечивает достаточного качества жести, предназначенной для электролитического лужения и хромирования из-за дефектов поверхности (продольные светлые и темные полосы). Известен способ Способ механической обработки бочек опорных валков, Добронровов А.И., Мазур В.Л., Кувшинов В.А., Файзулин В.Х.,Пономарев Г.И. А.с. СССР 801916 БИ 5 от 07.02.81, заключается в том, что для исключения проскальзывания и заполировки опорных валков на их бочки наносят микрорельеф путем обкатки рабочими валками с предварительно насеченной на них шероховатостью равной 2-50 величинам начальной шероховатости опорных валков. Для устранения соприкосновения бочек рабочих валков,между их подушками подкладывали прокладки. Недостатками данного способа является- необходимость проведения длительной обкатки для полного устранения заполировки, экспериментальным путем в условиях АО АрселорМиттал Темиртау установлено, что необходимое время обкатки должно составлять более 2,5 часов, что приводит к недопустимой потере производства (примерно 200 т)- необходимость специальной подготовки рабочих валков с высоким уровнем шероховатости. Для дальнейшего их прямого назначения валки необходимо после обкатки перешлифовать, что,безусловно, сказывается в повышенном расходе рабочих валков. Этот способ также был опробован в условиях АО АрселорМиттал Темиртау. На имеющемся в цехе дробеметном станке для обкатки опорных валков получили рабочие валки с максимально возможной шероховатостью 5,0 мкм. После обкатки по предлагаемому режиму шероховатость опорных валков составила 0,8-0,9 мкм. После дрессировки около 800 т,дефекты заполировка и разнотонность проявились вновь. За период эксплуатации одного комплекта опорных валков процесс обкатки приходилось совершить примерно 10 раз. Сделать насечку на опорных валках не представляется возможным в виду отсутствия соответствующего оборудования. Также известен способ, применяемый на ОАО Северсталь Поверхностное деформационное упрочнение опорных валков на 5-клетевом стане 1700, С.П. Ефименко, А.И. Трайно, Э.А. Гарбер и др. / Производство проката.8, 1999 г., с.12-5-15,заключающийся в поверхностном деформационном упрочнении опорных валков методом их обкатки в силовом контакте с рабочими валками. Обкатка производится с подачей смазочно-охлаждающей жидкости в зоны контакта валков. Операция повторяется после каждой перевалки опорных валков в течение 15-20 мин перед началом процесса прокатки с максимально возможной скоростью вращения, при этом усилие прижатия валков должно на 15-20 превышать рабочие усилия при прокатке. Недостатками известного способа являются потеря рабочего времени дрессировочных станов,затрачиваемого на обкатку валков повышенные нагрузки на ПЖТ (подшипники жидкостного трения) опорных валков в процессе обкатки в начальный период времени (после завалки) вызывают их травмирование не исключена возможность зарождения в поверхностных слоях обкатываемых валков усталостных микротрещин. Экспериментальное опробование данной технологии в условиях АО АрселорМиттал Темиртау показало ее неэффективность. Дефект кольцевые полосы на опорных валках дрессировочных станов и,как следствие,разнотонность на продрессированной жести проявились уже после дрессировки 80-100 т металла, как и при обычных условиях эксплуатации опорных валков. Наиболее близким по технической сущности и достигаемому результату,является способ Продольные полосы на поверхности жести и борьба с ними, Г.Э. Аркулис, З.М. Шварцман, В.Х. Файзулин, Г.И. Пономарев / Листопрокатное производство. Тематический отраслевой сборник 4 // М. Металлургия. 1975 г., с.109-112,заключающиеся в дрессировке жести без использования опорных валков во второй клети стана при нагрузке 200 тс (2 МН). Кольцевые полосы не появлялись в течение всей кампании валков. Недостатком данного решения является повышенный прогиб рабочих валков, приводящий к росту нагрузок на подшипники рабочих валков, что значительно снижает их ресурс работы. Сущность изобретения заключается в исключении взаимодействия между опорными и рабочими валками в районе контакта рабочих валков с дрессируемой полосой, ширина которого превышает максимальную ширину этих полос. Целью данного изобретения является исключение интенсивного образования кольцевых полос на опорных валках и разнотонности на продрессированной жести в течение длительного времени эксплуатации опорных валков. Для этого разработана профилировка опорных валков,позволяющая исключить контакт опорных и рабочих валков по ширине дрессируемой полосы. Для этого в опорных валках осуществили врез,ширина которого превышает максимальную ширину дрессируемых полос (для случаев, в которых центрирование полос относительно оси прокатки неудовлетворительно) на 30 мм. На фиг. 2 представлен эскиз предложенной профилировки. Опыт эксплуатации таких опорных валков показал, что в течение месяца, пока эти валки находились в клети дрессировочного стана дефекта разнотонность на жести не возникало. Производство при этом составило 21250 т жести. Длительность работы рабочих валков в среднем составила 600 т, а уровень начальной шероховатости рабочих валков практически не изменяется по мере наработки. Это позволило в течение всей кампании их работы получать жесть с равномерной шероховатостью в пределах к заложенным требованиям дрессируемого проката. Опыт работы показал, что даже при увеличении давления металла на валки до 1500 тс (15 МН) не вызывало значительного прогиба рабочего валка,приводящего к ухудшению планшетности полосы. При стандартной профилировке опорных валков полосы на них начинают появляться в первый же день эксплуатации. По мере наработки интенсивность данного дефекта значительно возрастает и после дрессировки 1800 тонн разнотонные полосы располагаются по всей длине бочки. Соответственно, как говорилось выше, через каждые 50-100 т после завалки нового комплекта рабочих валков этот дефект передавался и дрессируемой жести. Причем, если вначале кампании работы опорных валков рабочие валки переваливали через каждые 300-350 т, то в конце кампании их приходилось переваливать уже через 180-220 т ввиду того, что жесть практически по всей ширине имеет сплошную разнотонность. Сравнительные данные качества поверхности дрессируемой жести при обычном и предлагаемом способах профилировки представлены на фиг. 3. Внедрение предлагаемой технологии на АО АрселорМиттал Темиртау позволило значительно улучшить товарный вид готовой продукции. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ профилировки опорных валков клети 2 дрессировочных станов типа кварто,заключающийся в дрессировке полосы с вываленными из клети опорными валками,отличающийся тем, что для разделения зон контактов рабочих валков с полосой и опорными валками, на последних по центру бочек делают врез глубиной 1 мм и шириной превышающей максимальную ширину дрессируемых полос на 30 мм, что позволяет исключить на полосе образование дефекта разнотонность. Профилограмма поверхности опорного валка, записанная поперек полос Эскиз профилировки опорного валка клети 2 Сравнительные данные качества продрессированной жести с использованием в клети 2 стандартно профилированных и с предложенной профилировкой опорных валков
МПК / Метки
МПК: B21B 28/02
Метки: валков, кварто, профилировки, способ, опорных, клети, дрессировочных, станов, типа
Код ссылки
<a href="https://kz.patents.su/4-ip24685-sposob-profilirovki-opornyh-valkov-kleti-2-dressirovochnyh-stanov-tipa-kvarto.html" rel="bookmark" title="База патентов Казахстана">Способ профилировки опорных валков клети № 2 дрессировочных станов типа “кварто”</a>
Способ подготовки опорных валков клети двухклетевых дрессировочных станов типа “кварто”
Номер патента: 18979
Опубликовано: 15.01.2010
Авторы: Бондаренко Юрий Владимирович, Кузьминов Игорь Иванович, Долженко Александр Васильевич, Сергеева Светлана Витальевна, Сабельников Юрий Анатольевич
МПК: B21B 28/02
Метки: кварто, подготовки, клети, валков, опорных, типа, способ, дрессировочных, станов, двухклетевых
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к производству листового проката и совершенствует процесс дрессировки тонколистового холоднокатаного проката.Сущность изобретения заключается в снижении в 4 раза проскальзывания между бочками опорных и рабочих валков клети № 2, позволившим значительно улучшить товарный вид продукции за счет уменьшения «разнотонности» на продрессированной жести.Техническим результатом данного изобретения...
Способ повышения эксплуатационной стойкости опорных валков клети № 1 дрессировочных станов типа “кварто”
Номер патента: 18117
Опубликовано: 15.04.2010
Авторы: Сергеева Светлана Витальевна, Бондаренко Юрий Владимирович, Долженко Александр Васильевич, Кузьминов Игорь Иванович, Сабельников Юрий Анатольевич
МПК: B21B 28/02
Метки: кварто, дрессировочных, стойкости, валков, способ, клети, опорных, повышения, эксплуатационной, станов, типа
Формула / Реферат:
Изобретение относится к черной металлургии, в частности, к производству листового проката, и совершенствует процесс дрессировки тонколистового холоднокатаного проката.Техническим результатом изобретения является достижение более равномерной выработки опорных валков, что позволяет обеспечить одинаковую деформацию по всей ширине полосы на протяжении времени их эксплуатации за одну установку в клеть.Это достигается тем, что в способе...
Способ повышения эксплуатационной стойкости проводковых роликов дрессировочных станов
Номер патента: 17216
Опубликовано: 15.09.2009
Авторы: Сабельников Юрий Анатольевич, Бондаренко Юрий Владимирович, Кузьминов Игорь Иванович, Долженко Александр Васильевич
МПК: B24C 1/10, B21B 28/00, B21B 39/00...
Метки: эксплуатационной, дрессировочных, роликов, способ, стойкости, станов, проводковых, повышения
Формула / Реферат:
Изобретение относится к черной металлургии, в частности, к производству листового проката, и совершенствует процесс дрессировки холоднокатаного проката на высокоскоростных дрессировочных станах.Целью данного изобретения является повышение эксплуатационной стойкости не приводных проводковых роликов за счет снижения износа, вызывающего появления "наваров" на поверхностях их бочек в результате проскальзывания, исключения травмирования поверхности...
Способ импульсного нанесения шероховатости на рабочую поверхность валков холодной прокатки для получения матовой поверхности проката на дрессировочных станах
Номер патента: 23611
Опубликовано: 15.12.2010
Авторы: Сулейменов Марат Сейтжанович, Сосулин Александр Павлович, Винокуров Олег Валерьевич, Раимбеков Аскар Мухтарович, Виноградов Виктор Иванович
МПК: B23K 26/00, B21B 28/02
Метки: станах, поверхность, импульсного, рабочую, дрессировочных, способ, поверхности, получения, проката, прокатки, нанесения, валков, матовой, шероховатости, холодной
Формула / Реферат:
Изобретение относится к технологии лазерной обработки материалов и может быть использовано для придания шероховатости поверхности валка холодной прокатки с высокой плотностью микронеровностей для получения матовой отделки проката.Для достижения результата стальной валок закрепляют в станке, придают осевое ему вращение, фокусируют на его поверхности лазерный импульсный луч из сопла излучательной головки, и одновременно включают ее систему...
Способ обработки ручьев валков станов периодической прокатки труб
Номер предварительного патента: 13237
Опубликовано: 15.07.2003
Авторы: Кузнецов Валерий Иванович, Саблин Владимир Николаевич, Багдасаров Владимир Айкович, Сульменев Виталий Сергеевич, Ухов Александр Васильевич
МПК: B23B 1/00, B23B 35/00
Метки: обработки, способ, ручьев, труб, периодической, станов, прокатки, валков
Формула / Реферат:
Изобретение относится к обработке металловрезанием и может быть использовано при изготовлении прокатного инструмента для станов холоднойпериодической прокатки труб (пильгерстанов).Технический результат изобретения - возможность использования существующих расточныхстанков для обработки ручья переменного профиля ивозможность обработки двух валков одновременно.Это достигается тем, что в способе обработкиручьев валков стана периодической прокатки...
Предыдущий патент: Циклон
Следующий патент: Способ управления скоростью разливки стали из промежуточного ковша в кристаллизатор