Способ управления скоростью разливки стали из промежуточного ковша в кристаллизатор
Номер инновационного патента: 24687
Опубликовано: 17.10.2011
Авторы: Марденов Марат Пазылович, Щерба Виктор Семенович, Шабовта Владимир Петрович, Максимов Евгений Викторович, Унайбаев Булат Жарылгапович, Федин Михаил Максимович, Камбаров Жарылкасын Камбарович
Формула / Реферат
Изобретение относится к технологии производства стали, в частности, к получению непрерывнолитого слитка.
Суть предполагаемой заявки сводится к следующему. Известно, что истечение жидкости через отверстия осуществляется через стадии образования и разрушения динамических структур (сводов) над выпускным отверстием.
Определив частоту образования (разрушения) динамических структур над выпускным отверстием при истечении жидкой стали, накладывают соответствующее значение пульсаций магнитного поля на соленоид, расположенный вокруг верхней части затопленного стакана, а вектор магнитной индукции направляют в сторону движения струи металла. Совмещение частоты собственных пульсаций жидкой стали, при ее истечении через отверстие в затопленном стакане, с частотой пульсаций магнитного поля в непосредственной близости от выпускного отверстия способствует устойчивому выпуску жидкой стали в заданном режиме.
В случае необходимости увеличения скорости разливки стали (например, зарастания стакана при охлаждении металла), частоту пульсаций магнитного поля повышают. Последнее способствует более интенсивному разрушению динамических структур над выпускным отверстием, т.е. большему расходу металла, истекающего через отверстие.
Для снижения скорости разливки стали (в случае разъедания стакана и увеличения размера отверстия) частоту пульсаций магнитного поля увеличивают, но направление вектора магнитной индукции меняют на обратное.
Решаемые задачи представленной заявки заключаются в обеспечении устойчивого истечения струи металла через затопленный стакан и оперативное управление скоростью разливки стали в кристаллизатор.
Достигаемый технологический результат: отклонение скорости разливки металла от заданной в пределах 2...3%; возможность оперативного повышения и снижения скорости разливки стали на ±16%, по сравнению с гравитационной.
Существенные признаки заявленного способа включают: использование пульсирующего магнитного поля для управления скоростью разливки стали из промежуточного ковша в кристаллизатор; наложение пульсирующего магнитного поля на затопленный стакан.
Текст
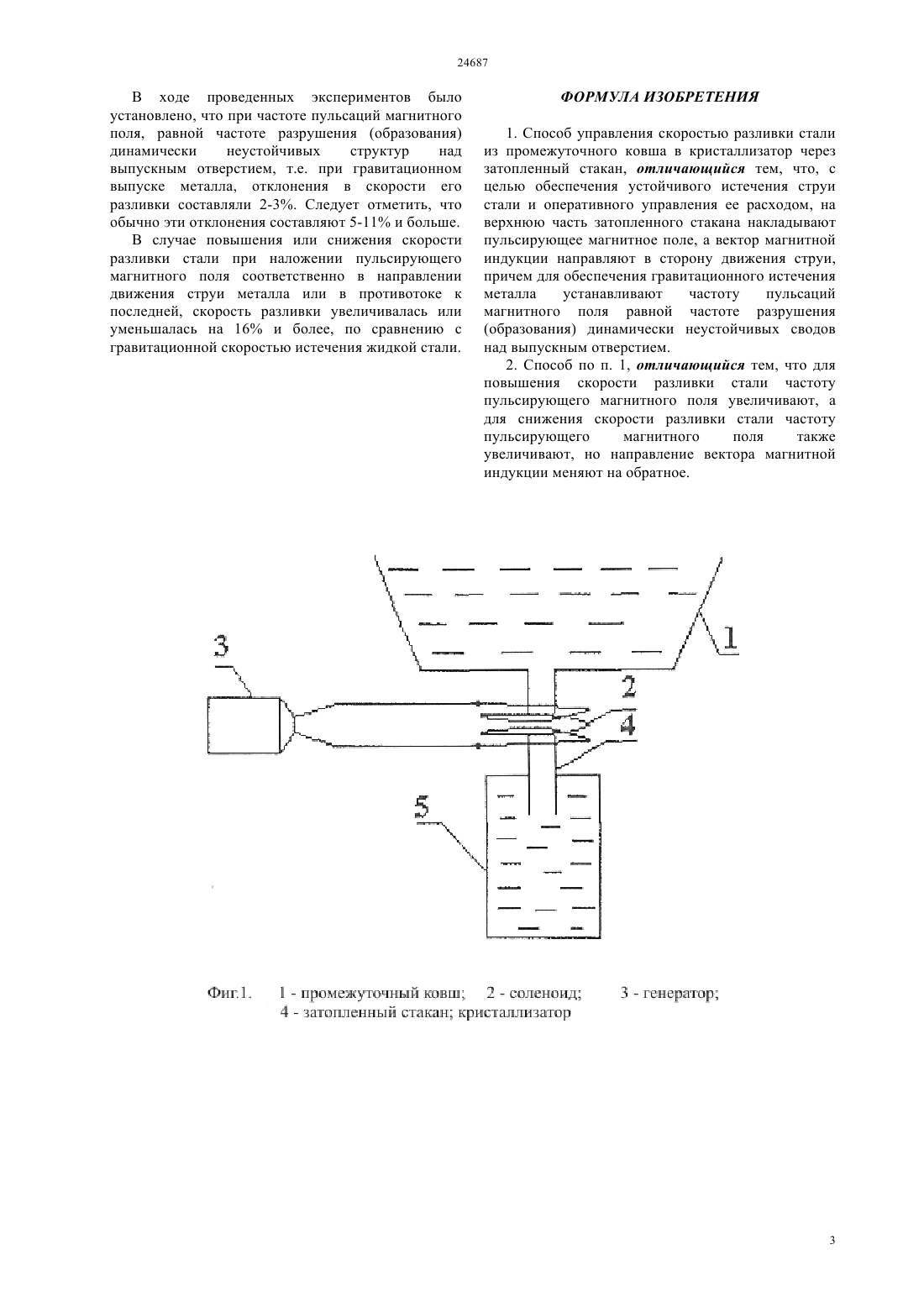
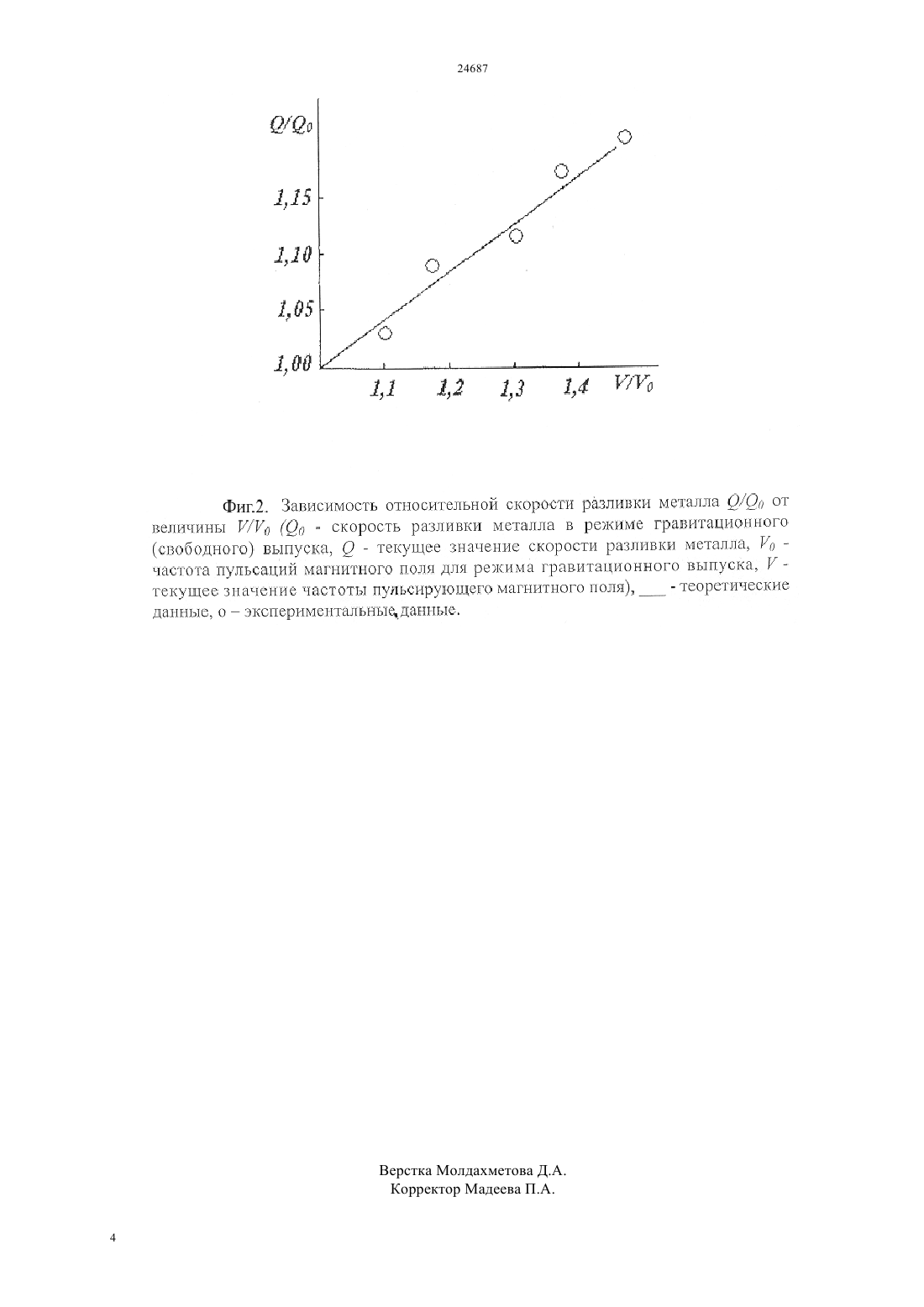
(51) 22 11/115 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ пульсаций магнитного поля в непосредственной близости от выпускного отверстия способствует устойчивому выпуску жидкой стали в заданном режиме. В случае необходимости увеличения скорости разливки стали (например, зарастания стакана при охлаждении металла),частоту пульсаций магнитного поля повышают. Последнее способствует более интенсивному разрушению динамических структур над выпускным отверстием,т.е. большему расходу металла, истекающего через отверстие. Для снижения скорости разливки стали (в случае разъедания стакана и увеличения размера отверстия) частоту пульсаций магнитного поля увеличивают,но направление вектора магнитной индукции меняют на обратное. Решаемые задачи представленной заявки заключаются в обеспечении устойчивого истечения струи металла через затопленный стакан и оперативное управление скоростью разливки стали в кристаллизатор. Достигаемый технологический результат отклонение скорости разливки металла от заданной в пределах 23 возможность оперативного повышения и снижения скорости разливки стали на 16, по сравнению с гравитационной. Существенные признаки заявленного способа включают использование пульсирующего магнитного поля для управления скоростью разливки стали из промежуточного ковша в кристаллизатор наложение пульсирующего магнитного поля на затопленный стакан.(72) Камбаров Жарылкасын Камбарович Максимов Евгений Викторович Марденов Марат Пазылович Шабовта Владимир Петрович Федин Михаил Максимович Щерба Виктор Семенович Унайбаев Булат Жарылгапович(54) СПОСОБ УПРАВЛЕНИЯ СКОРОСТЬЮ РАЗЛИВКИ СТАЛИ ИЗ ПРОМЕЖУТОЧНОГО КОВША В КРИСТАЛЛИЗАТОР(57) Изобретение относится к технологии производства стали, в частности, к получению непрерывнолитого слитка. Суть предполагаемой заявки сводится к следующему. Известно, что истечение жидкости через отверстия осуществляется через стадии образования и разрушения динамических структур(сводов) над выпускным отверстием. Определив частоту образования (разрушения) динамических структур над выпускным отверстием при истечении жидкой стали, накладывают соответствующее значение пульсаций магнитного поля на соленоид, расположенный вокруг верхней части затопленного стакана, а вектор магнитной индукции направляют в сторону движения струи металла. Совмещение частоты собственных пульсаций жидкой стали, при ее истечении через отверстие в затопленном стакане, с частотой Изобретение относится к области производства стали, в частности, к получению непрерывнолитого слитка. Известен способ (аналог 1) регулирования скорости разливки стали из промежуточного ковша в кристаллизатор с помощью стопора,совершающего возвратно-поступательное движение(торможение расхода металла стопором) (Лапицкий В.И., Ступарь Н.И., Легкоступ О.И. Металлургия стали М. ГНТИ литературы по черной и цветной металлургии, 1963, с.204). К недостаткам способа следует отнести его ограниченность использования струи металла невозможность повышения скорости разливки при зарастании стакана значительные колебания скорости разливки. Известен способ (аналог 2) регулирования скорости разливки стали из промежуточного ковша в кристаллизатор путем изменения высоты слоя металла в ковше (Торговец А.К., Артыкбаев О.А. Конструкция агрегатов и оборудование непрерывной разливки стали. Алматы НИЦ Гылым, 2002, с.42-43). Недостатками способа являются невозможность оперативного управления скоростью разливки металла, из-за большой инертности системы и значительные колебания скорости разливки. Известен способ (аналог 3) регулирования скорости разливки стали из промежуточного ковша в кристаллизатор путем частичного перекрытия выпускного отверстия стакана шибером (Максимов Е.В., Торговец А.К., Шабовта В.П. Работа шиберного затвора промежуточного ковша. Республиканский научный журнал Технология производства металлов и вторичных материалов. Темиртау, КарМЕТИ, 2005,2, с.11-16). Недостатками способа являются отсутствие возможности повышения скорости разливки при зарастании разливочного стакана разбрызгивание струи металла при перекрытии выпускного отверстия стакана значительные колебания скорости разливки. Известен способ(прототип) управления скоростью разливки стали из промежуточного ковша в кристаллизатор через затопленный(погруженный) дозировочный стакан с переменным сечением рабочего канала (Лейтес А.В. Защита стали в процессе непрерывной разливки. М. Металлургия, 1984, с.24-29). К недостаткам способа следует отнести невозможность повышения скорости разливки стали в случае такой необходимости значительные колебания скорости разливки. Решаемые задачи представленной заявки заключаются в обеспечении устойчивого истечения струи металла через затопленный стакан и оперативном управлении скоростью разливки стали в кристаллизатор. Достигаемый технический результат отклонение скорости разливки металла от заданной в пределах 2-3 возможность оперативного повышения и снижения скорости разливки стали на 16 по сравнению с гравитационной. 2 Существенные признаки заявляемого способа включают использование пульсирующего магнитного поля для управления скоростью разливки стали из промежуточного ковша в кристаллизатор наложение пульсирующего магнитного поля на затопленный стакан. Суть предполагаемой заявки сводится к следующему. Известно, что истечение жидкости(газа) через отверстие осуществляется через стадии образования и разрушения динамических структур(сводов) над выпускным отверстием. Частоту образования этих структур можно определить по известным зависимостям, например, в работе Фиалкова Б.С., Плицына В.Т. Кинетика движения и характер горения кокса в доменной печи. М. Металлургия. 1971, с.288. Определив частоту образования (разрушения) динамических структур над выпускным отверстием при истечении жидкой стали, накладывают соответствующее значение пульсаций магнитного поля на соленоид, расположенный вокруг верхней части затопленного стакана, а вектор магнитной индукции направляют в сторону движения струи металла. Совмещение частоты собственных пульсаций жидкой стали, при ее истечении через отверстие в затопленном стакане, с частотой пульсаций магнитного поля в непосредственной близости от выпускного отверстия способствует устойчивому выпуску жидкой стали в заданном режиме. В случае необходимости увеличения скорости разливки стали (например, зарастания стакана при охлаждении металла),частоту пульсаций магнитного поля повышают. Последнее способствует более интенсивному разрушению динамических структур над выпускным отверстием,т.е. большему расходу металла, истекающего через отверстие. Для снижения скорости разливки стали в случае разъедания стакана и увеличения размера отверстия частоту пульсаций магнитного поля увеличивают, но направление вектора магнитной индукции меняют на обратное. Пример осуществления предлагаемого технического решения. На фигуре 1 изображена схема устройства, позволяющего осуществить предлагаемое техническое решение. В индукционной печи выплавляли сталь и заливали ее в промежуточный ковш 1, из которого она через затопленный стакан 4 поступала в кристаллизатор 5. Диаметр выпускаемого отверстия в стакане составлял 20 мм. При свободном выпуске металла из промежуточного ковша (без наложения на затопленный стакан пульсирующего магнитного поля) скорость разливки стали была равна 1, 2 кг/мин. На фиг.2 показана зависимость относительной скорости разливки металла /0 от величины /0,где 0 - скорость разливки металла в режиме гравитационного (свободного) выпуска,- текущее значение скорости разливки металла, 0 - частота пульсаций магнитного поля для режима гравитационного выпуска,- текущее значение частоты пульсирующего магнитного поля. В ходе проведенных экспериментов было установлено, что при частоте пульсаций магнитного поля, равной частоте разрушения (образования) динамически неустойчивых структур над выпускным отверстием, т.е. при гравитационном выпуске металла, отклонения в скорости его разливки составляли 2-3. Следует отметить, что обычно эти отклонения составляют 5-11 и больше. В случае повышения или снижения скорости разливки стали при наложении пульсирующего магнитного поля соответственно в направлении движения струи металла или в противотоке к последней, скорость разливки увеличивалась или уменьшалась на 16 и более, по сравнению с гравитационной скоростью истечения жидкой стали. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ управления скоростью разливки стали из промежуточного ковша в кристаллизатор через затопленный стакан, отличающийся тем, что, с целью обеспечения устойчивого истечения струи стали и оперативного управления ее расходом, на верхнюю часть затопленного стакана накладывают пульсирующее магнитное поле, а вектор магнитной индукции направляют в сторону движения струи,причем для обеспечения гравитационного истечения металла устанавливают частоту пульсаций магнитного поля равной частоте разрушения(образования) динамически неустойчивых сводов над выпускным отверстием. 2. Способ по п. 1, отличающийся тем, что для повышения скорости разливки стали частоту пульсирующего магнитного поля увеличивают, а для снижения скорости разливки стали частоту пульсирующего магнитного поля также увеличивают, но направление вектора магнитной индукции меняют на обратное.
МПК / Метки
МПК: B22D 11/115
Метки: стали, управления, кристаллизатор, промежуточного, разливки, скоростью, способ, ковша
Код ссылки
<a href="https://kz.patents.su/4-ip24687-sposob-upravleniya-skorostyu-razlivki-stali-iz-promezhutochnogo-kovsha-v-kristallizator.html" rel="bookmark" title="База патентов Казахстана">Способ управления скоростью разливки стали из промежуточного ковша в кристаллизатор</a>
Кристаллизатор для установки непрерывной разливки
Номер патента: 7830
Опубликовано: 15.07.1999
Авторы: ПЕТРИ, Руди, РИНАЛЬДИ, Мишель, КРЕМЭР, Андре, КЭЛЛ, Норберт
МПК: B22D 11/04
Метки: разливки, кристаллизатор, непрерывной, установки
Формула / Реферат:
Изобретение относится к области непрерывной разливки металла.Для избежания прилипания наружной корки металла к внутренней стенке кристаллизатора и ее растрескивания, а также вибраций, носящих характер продольных колебаний, предложен кристаллизатор для установки непрерывной разливки металла, который образует осевой канал прохода расплавленного металла и в котором имеется система охлаждения этого осевого канала. Корпус кристаллизатора, по меньшей...
Способ вакуумного рафинирования стали для непрерывной разливки
Номер инновационного патента: 24562
Опубликовано: 15.09.2011
Авторы: Унайбаев Булат Жарылгапович, Федин Михаил Максимович, Щерба Виктор Семенович, Марденов Марат Пазылович, Камбаров Жарылкасын Камбарович, Максимов Евгений Викторович, Шабовта Владимир Петрович
Метки: непрерывной, способ, вакуумного, рафинирования, разливки, стали
Формула / Реферат:
Изобретение относится к технологии производства стали, в частности к процессу ее непрерывной разливки и может быть использовано в металлургической и литейной промышленности.Решаемые задачи. Удаление газов и неметаллических примесей из металла в погружаемом стакане; удешевление процесса рафинирования стали.Достигаемый технический результат. Снижение содержания газов в непрерывнолитом слитке. Уменьшение количества неметаллических включений в...
Способ разливки стали сверху
Номер патента: 1800
Опубликовано: 15.03.1995
Авторы: Ланевский Эдуард Брониславович, Вареник Валерий Иосифович, Чабан Виктор Михайлович, Бурдонов Борис Александрович, Щерба Виктор Семенович
МПК: B22D 7/00
Метки: разливки, сверху, способ, стали
Формула / Реферат:
Изобретение относится к черной металлургии, а именно к способам разливки стали сверху, и может быть использовано при разливке стали в крупные листовые изложницы. Цель изобретения - повышение качества поверхности слитков, снижение расхода листовой стали и трудоемкости изготовления защитных приспособлений. Способ включает установку в первые две и последние две по ходу разливки изложницы защитных приспособлений, в качестве которых используют...
Способ непрерывной разливки металлов и сплавов
Номер предварительного патента: 19409
Опубликовано: 15.05.2008
Авторы: Богомолов Алексей Витальевич, Сержанов Радул Идаятович, Быков Петр Олегович
МПК: B22D 11/00
Метки: разливки, непрерывной, способ, металлов, сплавов
Формула / Реферат:
Изобретение относится к металлургии, в частности непрерывной разливке металлов и сплавов.Техническим результатом является возможность улучшения качества макроструктуры слитка за счет дополнительного воздействия на кристаллизацию непрерывнолитого слитка.Способ непрерывной разливки металлов и сплавов, включающий подвод металла в кристаллизатор из промежуточного ковша через глуходонный погружной стакан с боковыми отверстиями или открытой струей и...
Устройство для разливки металла
Номер полезной модели: 702
Опубликовано: 15.09.2011
Автор: Волков Виктор Николаевич
МПК: B22D 7/12
Метки: разливки, устройство, металла
Формула / Реферат:
Полезная модель относится к области металлургии и может быть использовано при разливке металла в крупнотоннажные слитки с использованием промежуточного металлоприемника. Задача, решаемая данной полезной моделью заключается в исключении разбрызгивания металла при разливке и образования трещин. Технический результат от использования полезной модели заключается в исключении разбрызгивания металла при разливке и образования трещин за счет точного...
Предыдущий патент: Способ профилировки опорных валков клети № 2 дрессировочных станов типа “кварто”
Следующий патент: Ротационный режущий инструмент
Случайный патент: Способ лечения аллергодерматозов у детей