Ротационный режущий инструмент
Номер инновационного патента: 24688
Опубликовано: 17.10.2011
Авторы: Жусипбеков Альмахан Калжанович, Ходжибергенов Давлатбек Турганбекович, Суннатов Бекжан Машрабович
Формула / Реферат
Предлагаемое устройство относится к механической обработке резанием и может быть использовано при точении ротационным режущим инструментом деталей повышенной точности, особенно при обработке заготовок из труднообрабатываемых и вязких материалов.
Для повышения стойкости инструмента, производительности и качества обработанной поверхности, предлагается ротационный режущий инструмент, содержащий корпус с державкой, установленный в нем на подшипниках качения вращающийся вал, с параллельно расположенными тремя и более режущими элементами в виде колец, которые имеют углы режущего клина 98,5÷99°, задней поверхности не более 1÷1,5°, передней поверхности равными нулю, с углом установки режущих элементов относительно оси центров станка в пределах 15÷25°.
Режущие элементы вращаются силами трения качения, возникающими между контактными задними поверхностями режущих элементов ротационного режущего инструмента и деталью. Замена трения скольжения на обкатывание по задней поверхности приводит к повышению стойкости инструмента, производительности и качества обработки, и точности геометрической формы, за счет геометрии режущих элементов.
Текст
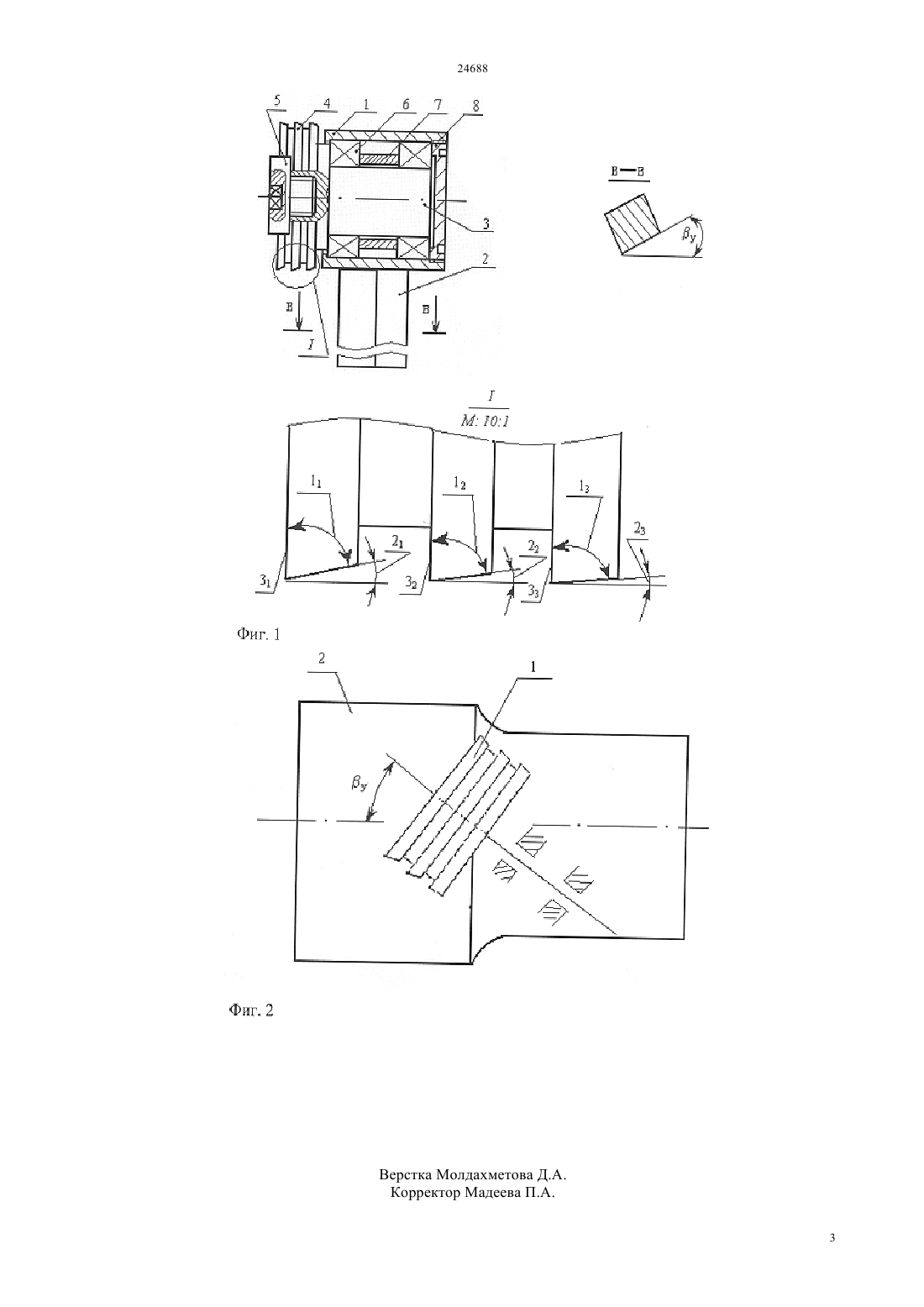
(51) 23 27/12 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Для повышения стойкости инструмента,производительности и качества обработанной поверхности, предлагается ротационный режущий инструмент, содержащий корпус с державкой,установленный в нем на подшипниках качения вращающийся вал, с параллельно расположенными тремя и более режущими элементами в виде колец,которые имеют углы режущего клина 98,599,задней поверхности не более 11,5, передней поверхности равными нулю, с углом установки режущих элементов относительно оси центров станка в пределах 1525. Режущие элементы вращаются силами трения качения, возникающими между контактными задними поверхностями режущих элементов ротационного режущего инструмента и деталью. Замена трения скольжения на обкатывание по задней поверхности приводит к повышению стойкости инструмента, производительности и качества обработки, и точности геометрической формы, за счет геометрии режущих элементов.(72) Ходжибергенов Давлатбек Турганбекович Жусипбеков Альмахан Калжанович Суннатов Бекжан Машрабович(73) Республиканское государственное казенное предприятие Южно-Казахстанский государственный университет им. М.Ауезова Министерства образования и науки Республики Казахстан(56) Яшерицин П.И., Борисенко А.В., Дривотин И.Г., Лебедев В.Я., Ротационное резание металлов Минск, Наука и техника, 1987, с.229(57) Предлагаемое устройство относится к механической обработке резанием и может быть использовано при точении ротационным режущим инструментом деталей повышенной точности,особенно при обработке заготовок из труднообрабатываемых и вязких материалов. Предлагаемое устройство относится к механической обработке резанием и может быть использовано при точении ротационным режущим инструментом деталей повышенной точности,особенно при обработке заготовок из труднообрабатываемых и вязких материалов. Известен ротационный режущий инструмент(А.с. СССР 593828, кл. В 23 В 27/12, 1976 07.01.89,бюл.1). Ротационный режущий инструмент,представляет собой, установленный на оси диск с рабочими поверхностями, выполненный из двух фрикционно-связанных между собой частей, одна часть диска снабжена приводом вращения. Недостатком известного ротационного режущего инструмента является принудительное вращение режущего диска. Наиболее близким к предлагаемому изобретению является ротационный режущий инструмент,содержащий корпус с державкой, установленный в нем на подшипниках качения вращающийся вал, с чашечным режущим элементом. Режущий элемент имеет углы режущего клина 2545, задней поверхности не менее 25, передней поверхности не менее 25, с углом установки относительно оси центров станка в пределах 4575 (Яшерицин П.И.,Борисенко А.В., Дривотин И.Г., Лебедев В.Я.,Ротационное резание металлов Минск. Наука и техника, 1987, с.229). Недостатком известного ротационного режущего инструмента является проскальзывание между его режущей частью, сбегающей стружкой и задней поверхностью, потому что при обработке задняя поверхность не участвует (не контактирует с заготовкой) в процессе резания. Самовращение инструмента происходит неравномерно, появляется значительная разница кинематического коэффициента,происходит проскальзывание режущего инструмента в процессе резания. Это приводит к уменьшению стойкости инструмента,ухудшению качества обработанной поверхности и производительности. Задачей изобретения является разработка конструкции ротационного режущего инструмента,обеспечивающего в процессе механической обработки повышение стойкости инструмента,производительности и качества обработанной поверхности. Технический результат заключается в увеличении срока службы ротационного режущего инструмента, производительности механической обработки и улучшения качества обработанной поверхности без применения финишных операций. Поставленная задача решается тем, что ротационный режущий инструмент, содержащий корпус с державкой, установленный в нем на подшипниках качения вращающийся вал, с режущими элементами, согласно изобретению,содержит параллельно расположенные три и более режущих элементов в виде колец, которые имеют углы режущего клина 98,5-99, задней поверхности не более 11,5, передней поверхности равным нулю, с углом установки режущих элементов относительно оси центров станка в пределах 1525. На фиг. 1 представлен ротационный режущий инструмент, содержащий универсальную оправку,предназначенную для обработки тел вращения и устанавливающуюся в резцедержатель токарного станка наряду с обычными призматическими резцами. Режущие элементы 4 устанавливаются на вал 3 и закрепляются болтом 5. Вал 3 с помощью подшипников 6, которые распирает втулка 7,размещается на корпусе оправки 1. Шпиндельный узел затягивается специальным болтом 8. Державка 2 устанавливается под определенным углом установки (разрез В-В на фиг. 1) в резцедержатель станка и закрепляется. Геометрия режущих элементов ротационного режущего инструмента после заточки представлена на выносном элементефиг.1. Ротационный режущий инструмент содержит параллельно расположенные три и более режущих элемента,которые имеют углы режущего клина 11, 12, 13,равные 98,599, задней поверхности 21, 22, 22 не более 11,5, передней поверхности 31, 32, 33,равными нулю. При этом должно соблюдаться следующее соотношение 21 2223. Ротационный режущий инструмент работает следующим образом. Режущие элементы 1, изображенные на фиг. 2, с определенным углом установки , приводят в соприкосновение с обрабатываемой поверхностью заготовки 2. Взаимодействие тел (как пара качения) задней поверхности режущих элементов и поверхности обрабатываемой детали, придают самовращение режущим элементам. В процессе работы статический угол задней поверхности режущих элементов в кинематике достигают нулевое значение. Тогда кинематический коэффициент равняется единице, то есть процесс самовращения будет происходить равномерно. Замена трения скольжения на обкатывание по задней поверхности приводит к повышению стойкости инструмента, производительности и качества обработки, и точности геометрической формы, за счет геометрии режущих элементов. ФОРМУЛА ИЗОБРЕТЕНИЯ Ротационный режущий инструмент, содержащий корпус с державкой, установленный в нем на подшипниках качения вращающийся вал, с режущими элементами, отличающийся тем, что он содержит параллельно расположенные три и более режущих элементов в виде колец, которые имеют углы режущего клина 98,599, задней поверхности не более 11,5, передней поверхности равными нулю, с углом установки режущих элементов относительно оси центров станка в пределах 1525.
МПК / Метки
МПК: B23B 27/12
Метки: режущий, ротационный, инструмент
Код ссылки
<a href="https://kz.patents.su/3-ip24688-rotacionnyjj-rezhushhijj-instrument.html" rel="bookmark" title="База патентов Казахстана">Ротационный режущий инструмент</a>
Ротационный режущий инструмент
Номер инновационного патента: 24240
Опубликовано: 15.07.2011
Авторы: Ходжибергенов Давлатбек Турганбекович, Аскаров Нурсултан Жолдасханович, Жусипбеков Альмахан Калжанович
МПК: B23B 27/12
Метки: ротационный, инструмент, режущий
Формула / Реферат:
Предлагаемое устройство относится к механической обработке резанием и может быть использовано при точении ротационным режущим инструментом опорных участков деталей повышенной точности, особенно при обработке заготовок из труднообрабатываемых и вязких материалов.Для повышения стойкости инструмента, производительности и качества обработанной поверхности, предлагается ротационный режущий инструмент, содержащий корпус с державкой, установленный в...
Инструмент для протяжки
Номер предварительного патента: 16166
Опубликовано: 15.09.2005
Авторы: Биякаева Нургуль Темиргалиевна, Омаров Амангельды Джумагалиевич, Жармагамбетова Меруерт Советовна, Машеков Асхат Серикович, Нугман Ерик Зейнелович, Абсадыков Бахыт Нарикбаевич, Машеков Серик Акимович, Мырзахметова Улбала Аскарбековна, Нуртазаев Адильжан Елеуович
МПК: B23D 39/00, B23D 41/00, B23D 43/00...
Метки: протяжки, инструмент
Формула / Реферат:
Изобретение относится к обработке металловдавлением, а именно к свободной ковке заготовок, иможет быть использовано в кузнечных цехах металлургических и машиностроительных заводов.Инструмент для протяжки содержит верхний инижний бойки, снабженные упругими элементами скриволинейной выпуклой рабочей поверхностью,выполненными с возможностью трансформации вплоскую поверхность к концу рабочего хода инструмента. В верхнем и нижнем бойках...
Режущий аппарат жатки
Номер патента: 16127
Опубликовано: 15.11.2010
Автор: Уоллис Дональд Джеймс Стирлинг
МПК: A01D 34/13
Метки: аппарат, жатки, режущий
Формула / Реферат:
Изобретение относится к сельскохозяйственному машиностроению, а именно к режущим аппаратам жаток.Повышение чистоты среза скашиваемой массыпри уборке урожая и снижение потерь при уборкеурожая достигается тем, что в режущем аппаратежатки, содержащем вал, шатун, кривошип с отверстиями для установки вала и шатуна, нож с сегментами и пальцевый брус с закрепленными на немпальцами, согласно изобретению, кривошип имеет,по меньшей мере, два...
Инструмент для протяжки
Номер предварительного патента: 15284
Опубликовано: 17.01.2005
Авторы: Биякаева Нургуль Темиргалиевна, Нуртазаев Адильжан Елеуович, Нугман Ерик Зейнелович, Машеков Асхат Серикович, Жармагамбетова Меруерт Советовна, Машеков Серик Акимович, Мырзахметова Улбала Аскарбековна, Абсадыков Бахыт Нарикбаевич, Омаров Амангельды Джумагалиевич
МПК: B23D 41/00, B23D 39/00, B23D 43/00...
Метки: инструмент, протяжки
Формула / Реферат:
Изобретение относится к обработке металловдавлением, а именно к свободной ковке заготовок, иможет быть использовано в кузнечных цехах металлургических и машиностроительных заводов.Инструмент для протяжки содержит верхний инижний бойки, снабженные упругими элементами скриволинейной выпуклой рабочей поверхностью.Упругие элементы выполнены с возможностьютрансформации в плоскую поверхность к концу рабочего хода инструмента. При этом упругий элемент...
Режущий аппарат жатки
Номер инновационного патента: 22701
Опубликовано: 16.08.2010
Авторы: Заичко Григорий Анатольевич, Приходько Александр Александрович, Абилжанов Данияр Токтарович, Абилжан улы Токтар, Приходько Александр Еремеевич
МПК: A01D 34/32, A01D 34/13
Метки: режущий, аппарат, жатки
Формула / Реферат:
Изобретение относится к области сельскохозяйственного машиностроения, в частности к аппаратам уборочных машин сплошного среза.Технической задачей изобретения является снижение динамических нагрузок, которая достигается за счет того, что режущий аппарат включает контрпривод, левый 5 и правый шатуны с компенсаторами 13 и регулировочным устройством 7 двуплечих рычагов 3.Выполнение режущего аппарата с двусторонним приводом позволяет увеличить...
Предыдущий патент: Способ управления скоростью разливки стали из промежуточного ковша в кристаллизатор
Следующий патент: Способ определения степени деградации археологической древесины
Случайный патент: Способ лечения злокачественных опухолей головного мозга у детей