Способ импульсного нанесения шероховатости на рабочую поверхность валков холодной прокатки для получения матовой поверхности проката на дрессировочных станах
Номер патента: 23611
Опубликовано: 15.12.2010
Авторы: Сосулин Александр Павлович, Сулейменов Марат Сейтжанович, Винокуров Олег Валерьевич, Раимбеков Аскар Мухтарович, Виноградов Виктор Иванович
Формула / Реферат
Изобретение относится к технологии лазерной обработки материалов и может быть использовано для придания шероховатости поверхности валка холодной прокатки с высокой плотностью микронеровностей для получения матовой отделки проката.
Для достижения результата стальной валок закрепляют в станке, придают осевое ему вращение, фокусируют на его поверхности лазерный импульсный луч из сопла излучательной головки, и одновременно включают ее систему перемещения вдоль бочки валка. При этом шероховатость наносится отдельными импульсами по винтовой троектории. Через сопло в фокус луча направляются под давлением защитные газы - Ar, He, CO2, N2. Шероховатость представляет собой совокупность микровпадин, которые равномерно и с высокой воспроизводимостью распределены на поверхности бочки валка. Средние диаметры микровпадин шероховатости: -100 мкм, расстояние между их центрами: 100-200 мкм.
Технико-экономическое преимущество предлагаемого способа по сравнению с известным способом заключается в том, что он позволяет улучшить качество матовой отделки поверхности проката за счет увеличения плотности пиков микрорельефа, повысив при этом износостойкость приданной валку шероховатости.
Текст
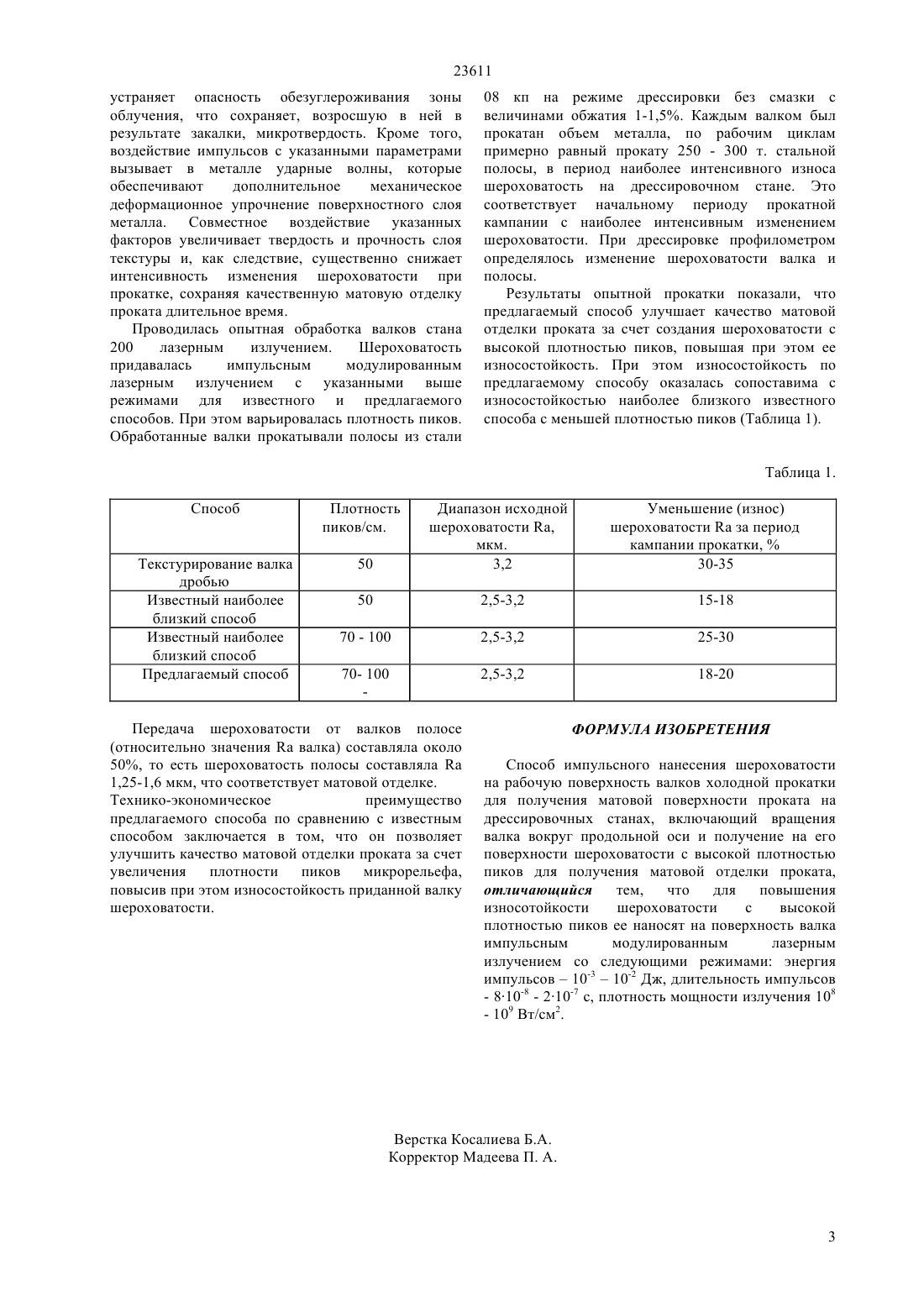
(51) 23 26/00 (2009.01) 21 28/02 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ микронеровностей для получения матовой отделки проката. Для достижения результата стальной валок закрепляют в станке, придают осевое ему вращение,фокусируют на его поверхности лазерный импульсный луч из сопла излучательной головки, и одновременно включают ее систему перемещения вдоль бочки валка. При этом шероховатость наносится отдельными импульсами по винтовой троектории. Через сопло в фокус луча направляются под давлением защитные газы, , 2, 2. Шероховатость представляет собой совокупность микровпадин, которые равномерно и с высокой воспроизводимостью распределены на поверхности бочки валка. Средние диаметры микровпадин шероховатости -100 мкм, расстояние между их центрами 100-200 мкм. Технико-экономическое преимущество предлагаемого способа по сравнению с известным способом заключается в том, что он позволяет улучшить качество матовой отделки поверхности проката за счет увеличения плотности пиков микрорельефа, повысив при этом износостойкость приданной валку шероховатости.(72) Раимбеков Аскар Мухтарович Виноградов Виктор Иванович Винокуров Олег Валерьевич Сосулин Александр Павлович Сулейменов Марат Сейтжанович(73) Акционерное общество АрселорМиттал Темиртау(54) СПОСОБ ИМПУЛЬСНОГО НАНЕСЕНИЯ ШЕРОХОВАТОСТИ НА РАБОЧУЮ ПОВЕРХНОСТЬ ВАЛКОВ ХОЛОДНОЙ ПРОКАТКИ ДЛЯ ПОЛУЧЕНИЯ МАТОВОЙ ПОВЕРХНОСТИ ПРОКАТА НА ДРЕССИРОВОЧНЫХ СТАНАХ(57) Изобретение относится к технологии лазерной обработки материалов и может быть использовано для придания шероховатости поверхности валка холодной прокатки с высокой плотностью 23611 Изобретение относится к технологии лазерной обработки материалов. Может быть использовано для придания шероховатости поверхности валка холодной прокатки с высокой плотностью микронеровностей для получения матовой отделки проката. Шероховатость (текстура поверхности) представляет собой микрорельеф, образованный,распределенными на рабочей поверхности валка,микровпадинами. Известен способ образования износоустойчивой поверхности скольжения (ЗБП, патент 4.774.393,класс В 23 26/14, Бюллетень изобретения стран мира, ИСМ 6, 1989 г., стр.57). По нему на рабочую поверхность детали гальваническим способом наносят слой твердого хрома. Затем хромированной поверхности придается шероховатость лазерным излучением,микровпадины которой будут удерживать при трении смазку. При этом внутренняя поверхность микровпадин имеет пониженную твердость. Тогда как, рабочая поверхность скольжения имеет высокую твердость и износостойкость. Недостаток способа в том, что предварительное нанесение твердого покрытия существенно увеличивает время и стоимость обработки детали. Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению является способ обработки ролика вальцовки с применением импульсного лазера(Бюллетень ИСМ 9, 1994 г., стр. 32, заявка Японии 4 - 69517, класс В 23 26/00, В 01 В 27/00). Согласно этому способу шероховатость,соответствующая матовой отделке, создается модулированным лазерным излучением с энергией импульсов 10-2-10-3 Дж, длительностью импульсов 10-510-6 с. Высокая плотность мощности при данных режимах (порядка 107 Вт/см 2), вносимая в металл,обеспечивает возникновение, после охлаждения,структур закалки в зоне облучения, имеющих высокую микротвердость. Недостаток способа состоит в следующем. При матовой отделке поверхности валка весьма важным является количество пиков микронеровностей на единицу длины(плотность пиков). При необходимости получения высокой плотности в 50100 пиков/см, соседние микровпадины должны будут располагаться вплотную друг к другу. При указанных режимах, будет происходить локальный неравномерный разогрев участков поверхности вокруг создаваемых микровпадин, которые будут перекрывать друг друга. Это вызовет в них местное отпускное разупрочнение. Кроме того, при плавлении металла в зоне облучения, без ее защиты,будет достаточно интенсивно выгорать углерод, что также уменьшит микротвердость закаленного слоя. Вследствие этого,усилится интенсивность изменения (износ) приданной шероховатости, что отрицательно повлияет на качество поверхности прокатываемой полосы. Задачей изобретения является разработка способа, позволяющего улучшить качество матовой отделки поверхности холодного проката, путем 2 создания на поверхности валка шероховатости с увеличенной плотностью пиков,имеющей повышенную износостойкость. Это достигается тем, что в способе текстурирования рабочих поверхностей (бочек) валков холодной прокатки получение шероховатости с высокой плотностью пиков происходит нанесением микрорельефа на поверхность бочки валка обрабатывающим устройством, включающим вращение валка вокруг оси и осевое перемещение обрабатывающего устройства. В качестве обрабатывающего устройства используют лазерную излучательную головку, а микрорельеф на поверхности бочки валка получают импульсным модулированным излучением. Режимы излучения энергия импульсов 10-3- 10-2 Дж, длительность импульсов 810-8210-7 с, плотность мощности излучения 108- 109 Вт/см 2. Пример 1. Для достижения результата валок закрепляют в станке, придают ему осевое вращение, фокусируют на его поверхность лазерный импульсный луч из сопла излучательной головки и одновременно включают ее систему перемещения вдоль бочки валка. При этом шероховатость наносится отдельными импульсами по винтовой траектории. Через сопло в фокус луча направляются под давлением защитные газы - , , 2, 2 Для цели предлагаемого изобретения, средние диаметры микровпадин шероховатости 100 мкм,расстояния между их центрами 100 - 200 мкм. Для создания шероховатости применяется лазер с модуляцией добротности излучения со следующими диапазонами рабочих режимов энергия импульсов 10-3- 10-2 Дж, длительность импульсов 810-8210-7 с, плотность мощности излучения 108-109 Вт/см 2. Необходимая для получения матовой поверхности валка шероховатость 2,5-3,2 мкм. с высокой плотностью пиков создается за счет регулирования следующих параметров. Плотность пиков,определяемая расстояниями между микровпадинами, регулируется вдоль продольной оси валка - линейной скоростью движения излучающей головки (5 - 50 мм/мин.), в радиальном направлении - угловой скоростью вращения валка(60 - 180 об/мин.), а также частотой следования лазерных импульсов (5 - 50 КГц). Глубина микровпадин регулируется энергией и длительностью импульсов. Их диаметр плотностью мощности, определяемой положением фокуса лазерного луча относительно поверхности валка. В результате осуществления предлагаемого способа на поверхности бочки валка получают шероховатость с высокой плотностью пиков (50 100 пиков/см). Указанные режимы обеспечивают резкое сокращение зоны термического влияния лазерных импульсов, ограничивая ее, практически,стенками и дном микровпадин. Это устраняет разогрев, примыкающих к ним, образующих поверхностей соседних микровпадин и, тем, самым,структурных изменений в них, вызывающих отпускное разупрочнение. Защитная газовая среда 23611 устраняет опасность обезуглероживания зоны облучения, что сохраняет, возросшую в ней в результате закалки, микротвердость. Кроме того,воздействие импульсов с указанными параметрами вызывает в металле ударные волны, которые обеспечивают дополнительное механическое деформационное упрочнение поверхностного слоя металла. Совместное воздействие указанных факторов увеличивает твердость и прочность слоя текстуры и, как следствие, существенно снижает интенсивность изменения шероховатости при прокатке, сохраняя качественную матовую отделку проката длительное время. Проводилась опытная обработка валков стана 200 лазерным излучением. Шероховатость придавалась импульсным модулированным лазерным излучением с указанными выше режимами для известного и предлагаемого способов. При этом варьировалась плотность пиков. Обработанные валки прокатывали полосы из стали 08 кп на режиме дрессировки без смазки с величинами обжатия 1-1,5. Каждым валком был прокатан объем металла, по рабочим циклам примерно равный прокату 250 - 300 т. стальной полосы, в период наиболее интенсивного износа шероховатость на дрессировочном стане. Это соответствует начальному периоду прокатной кампании с наиболее интенсивным изменением шероховатости. При дрессировке профилометром определялось изменение шероховатости валка и полосы. Результаты опытной прокатки показали, что предлагаемый способ улучшает качество матовой отделки проката за счет создания шероховатости с высокой плотностью пиков, повышая при этом ее износостойкость. При этом износостойкость по предлагаемому способу оказалась сопоставима с износостойкостью наиболее близкого известного способа с меньшей плотностью пиков (Таблица 1). Таблица 1. Текстурирование валка дробью Известный наиболее близкий способ Известный наиболее близкий способ Предлагаемый способ Диапазон исходной шероховатости ,мкм. 3,2 Передача шероховатости от валков полосе(относительно значениявалка) составляла около 50, то есть шероховатость полосы составляла 1,25-1,6 мкм, что соответствует матовой отделке. Технико-экономическое преимущество предлагаемого способа по сравнению с известным способом заключается в том, что он позволяет улучшить качество матовой отделки проката за счет увеличения плотности пиков микрорельефа,повысив при этом износостойкость приданной валку шероховатости. Уменьшение (износ) шероховатостиза период кампании прокатки,30-35 ФОРМУЛА ИЗОБРЕТЕНИЯ Способ импульсного нанесения шероховатости на рабочую поверхность валков холодной прокатки для получения матовой поверхности проката на дрессировочных станах, включающий вращения валка вокруг продольной оси и получение на его поверхности шероховатости с высокой плотностью пиков для получения матовой отделки проката,отличающийся тем,что для повышения износотойкости шероховатости с высокой плотностью пиков ее наносят на поверхность валка импульсным модулированным лазерным излучением со следующими режимами энергия импульсов 10-310-2 Дж, длительность импульсов- 810-8 - 210-7 с, плотность мощности излучения 108
МПК / Метки
МПК: B23K 26/00, B21B 28/02
Метки: поверхность, прокатки, холодной, матовой, нанесения, импульсного, проката, поверхности, шероховатости, валков, рабочую, способ, станах, получения, дрессировочных
Код ссылки
<a href="https://kz.patents.su/3-23611-sposob-impulsnogo-naneseniya-sherohovatosti-na-rabochuyu-poverhnost-valkov-holodnojj-prokatki-dlya-polucheniya-matovojj-poverhnosti-prokata-na-dressirovochnyh-stanah.html" rel="bookmark" title="База патентов Казахстана">Способ импульсного нанесения шероховатости на рабочую поверхность валков холодной прокатки для получения матовой поверхности проката на дрессировочных станах</a>
Способ повышения износостойкости рабочей поверхности валков холодной прокатки, посредством воздействия на нее лазерного излучения
Номер предварительного патента: 18694
Опубликовано: 15.08.2007
Авторы: Раимбеков Аскар Мухтарович, Сулейменов Марат Сейтханович, Стародубцев Владимир Валерьевич, Винокуров Олег Валерьевич, Виноградов Виктор Иванович, Климушкин Анатолий Николаевич, Сосулин Александр Павлович
МПК: C21D 9/38, B23K 26/00, C21D 1/09...
Метки: повышения, воздействия, холодной, нее, износостойкости, прокатки, лазерного, способ, поверхности, валков, излучения, рабочей, посредством
Формула / Реферат:
Изобретение относится к прокатному производству и может быть использовано при подготовке к эксплуатации валков станов холодной прокатки.Для достижения результата стальной валок закрепляют в станке, придают осевое ему вращение, фокусируют на его поверхности лазерный луч из сопла излучательной головки, и одновременно включают ее систему перемещения вдоль бочки валка. При этом шероховатость наносится по винтовой троектории. Через сопло в фокус луча...
Способ текстурирования поверхностей валков холодной прокатки
Номер патента: 17540
Опубликовано: 15.01.2010
Авторы: Бактыбеков Казбек Сулейменович, Сулейменов Марат Сейтжанович, Винокуров Олег Валерьевич, Виноградов Виктор Иванович, Раимбеков Аскар Мухтарович, Сосулин Александр Павлович, Вертягина Елена Николаевна
МПК: B23K 26/00, B21B 28/00
Метки: холодной, поверхностей, прокатки, текстурирования, валков, способ
Формула / Реферат:
Изобретение относится к технологии лазерной обработки металлов и может быть использовано для нанесения требуемой микро-геометрии на поверхность валка холодной прокатки лазерным излучением.Техническим результатом изобретения является улучшение плоскостности проката путем повышения износостойкости микрогеометрической насечки на поверхности валка.Это достигается тем, что в способе текстурирования поверхностей валков холодной прокатки, для получения...
Способ подготовки опорных валков клети двухклетевых дрессировочных станов типа “кварто”
Номер патента: 18979
Опубликовано: 15.01.2010
Авторы: Кузьминов Игорь Иванович, Сергеева Светлана Витальевна, Бондаренко Юрий Владимирович, Долженко Александр Васильевич, Сабельников Юрий Анатольевич
МПК: B21B 28/02
Метки: станов, кварто, дрессировочных, подготовки, опорных, валков, способ, клети, типа, двухклетевых
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к производству листового проката и совершенствует процесс дрессировки тонколистового холоднокатаного проката.Сущность изобретения заключается в снижении в 4 раза проскальзывания между бочками опорных и рабочих валков клети № 2, позволившим значительно улучшить товарный вид продукции за счет уменьшения «разнотонности» на продрессированной жести.Техническим результатом данного изобретения...
Способ определения шероховатости поверхности
Номер патента: 11549
Опубликовано: 17.03.2003
Авторы: Горлачев Игорь Дмитриевич, Тулеушев Адил Жианшахович, Володин Валерий Николаевич
МПК: G01N 23/204, G01N 23/20, G01B 7/34...
Метки: определения, способ, поверхности, шероховатости
Формула / Реферат:
Изобретение относится к области контрольно-измерительной техники и может быть использовано в машиностроении для контроля состояния и класса обработки поверхности изделий.Способ определения шероховатости поверхности заключается в физическом воздействии на поверхность облучением, измерении контролируемого параметра и определении на его основании степени шероховатости, при этом предварительно на поверхность наносят слой материала таким образом,...
Способ повышения эксплуатационной стойкости опорных валков клети № 1 дрессировочных станов типа “кварто”
Номер патента: 18117
Опубликовано: 15.04.2010
Авторы: Долженко Александр Васильевич, Кузьминов Игорь Иванович, Сабельников Юрий Анатольевич, Сергеева Светлана Витальевна, Бондаренко Юрий Владимирович
МПК: B21B 28/02
Метки: стойкости, способ, повышения, опорных, кварто, валков, станов, дрессировочных, эксплуатационной, клети, типа
Формула / Реферат:
Изобретение относится к черной металлургии, в частности, к производству листового проката, и совершенствует процесс дрессировки тонколистового холоднокатаного проката.Техническим результатом изобретения является достижение более равномерной выработки опорных валков, что позволяет обеспечить одинаковую деформацию по всей ширине полосы на протяжении времени их эксплуатации за одну установку в клеть.Это достигается тем, что в способе...
Предыдущий патент: Способ получения порошков вентильных металлов, танталовый порошок для изготовления конденсаторов (варианты)
Следующий патент: Аппарат и способ непрерывного производства трубной секции из минеральной ваты, предназначенной для изоляционных целей и трубная секция
Случайный патент: Способ лечения гигантоклеточной опухоли и энхондромы длинных трубчатых костей