Направляющий инструмент стана винтовой прокатки
Номер инновационного патента: 30776
Опубликовано: 25.12.2015
Авторы: Богомолов Алексей Витальевич, Жакупова Арай Толепбергеновна, Жакупов Алибек Ныгматуллович, Гаврилюк Максим Владимирович
Формула / Реферат
Изобретение относится к оборудованию станов винтовой прокатки, используемых для производства труб, трубчатых изделий и деформирования сплошной заготовки.
Направляющий инструмент стана винтовой прокатки, содержащий раму, с закрепленными на ней осями в подшипниках, на которых установлены неприводные ролики с целью обеспечения трения качения вместо трения скольжения, в результате которого происходит перегрев и преждевременный износ инструмента. Кроме того, для обеспечения качества прошиваемых заготовок, оси роликов наклонены по отношению к оси прокатки на угол а, равный углу подачи валков Д который составляет от 5° до 18° вследствие чего происходит совпадение вектора окружной скорости вращения гильзы с вектором окружной скорости вращения направляющего ролика, что исключает возможность торможения и схватывания металла о поверхность линеек, не ограничивая течения металла в осевом направлении.
Текст
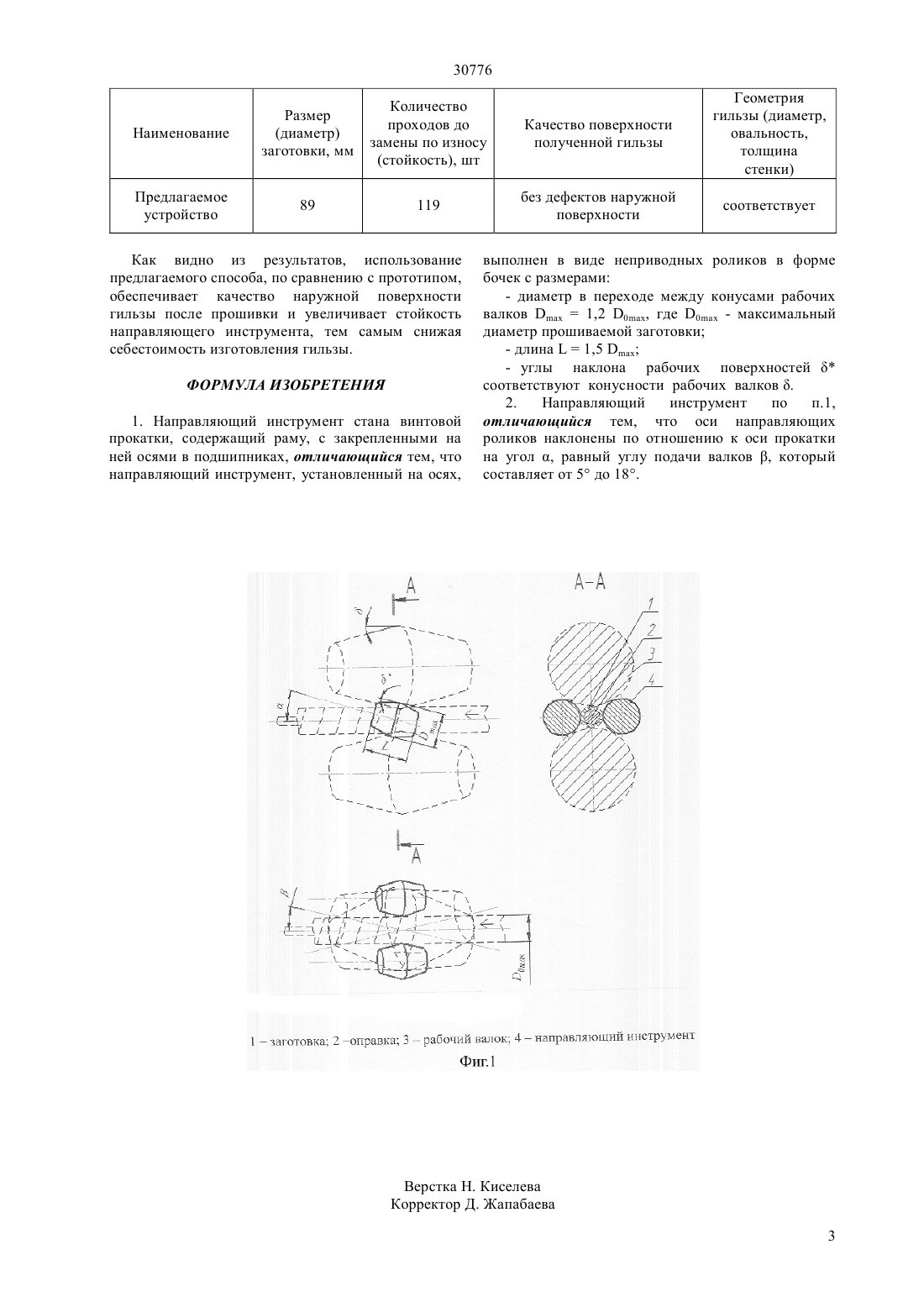
(51) 21 19/00 (2006.01) МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Направляющий инструмент стана винтовой прокатки, содержащий раму, с закрепленными на ней осями в подшипниках, на которых установлены неприводные ролики с целью обеспечения трения качения вместо трения скольжения. Кроме того, для обеспечения качества прошиваемых заготовок, оси роликов наклонены по отношению к оси прокатки на уголравный углу подачи валковкоторый составляет от 5 до 18 вследствие чего происходит совпадение вектора окружной скорости вращения гильзы с вектором окружной скорости вращения направляющего ролика, что исключает возможность торможения и схватывания металла о поверхность линеек, не ограничивая течения металла в осевом направлении.(72) Жакупов Алибек Ныгматуллович Богомолов Алексей Витальевич Гаврилюк Максим Владимирович Жакупова Арай Толепбергеновна(73) Республиканское государственное предприятие на праве хозяйственного ведения Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(54) НАПРАВЛЯЮЩИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ(57) Изобретение относится к оборудованию станов винтовой прокатки, используемых для производства труб, трубчатых изделий и деформирования сплошной заготовки. 30776 Изобретение относится к оборудованию станов винтовой прокатки, используемых для производства труб, трубчатых изделий и деформирования сплошной заготовки. Известна линейка прошивного стана,содержащая желобчатую выемку,рабочая поверхность которой составлена из входного и выходного полуконусов,симметричных относительно гребня линейки и соединенных меньшими основаниями (А.с. СССР 557831, кл. В 21 В 19/04, 1977). Недостатком данной линейки является ускоренный износ инструмента вследствие трения скольжения между ее поверхностью и поверхностью прошиваемой заготовки, а также сложность изготовления инструмента, имеющего сложный профиль поверхности. Известна также линейка стана поперечновинтовой прокатки, содержащая разделенные гребнем входную и выходную стороны, которые в продольном сечении наклонены к основанию на углы, соответствующие углам наклона образующих входного и выходного конусов валка (А.с. СССР 496056, кл. В 21 В 19/00, 1976). Недостатком данного устройства является большая контактная поверхность в процессе прошивки,ухудшающая качество наружной поверхности гильз. Наиболее близким техническим решением,взятым за прототип, является направляющий инструмент стана винтовой прокатки, содержащий раму, закрепленную на ней ось с подшипниками, на которых установлена с возможностью поворота ступица с бандажом, в виде сектора диска (Патент РФ 2476279, кл. В 21 В 19/00, 2013). Недостатком прототипа является ограничение длины прошиваемой заготовки из-за малой длины окружности сектора диска, а также налипание металла и механические дефекты на наружной поверхности гильзы, ввиду несовпадения вектора тангенциальной направляющей скорости вращения гильзы с направлением вектора окружной скорости направляющего диск - сектора, и как следствие преждевременный износ направляющего инструмента. Цель изобретения - увеличение износостойкости направляющего инструмента за счет уменьшения трения между его поверхностью и наружной поверхностью прошиваемой заготовки. Техническим результатом предлагаемого устройства является повышение стойкости технологического инструмента стана винтовой прокатки, а также улучшение качества поверхности деформируемых заготовок. Технический результат достигается за счет использования вместо направляющих линеек скольжения и секторов дисков неприводных свободно вращающихся роликов в форме бочек,изображенных на фиг.1, размеры которых составляют- диаметр в переходе между конусами рабочих валков 1,20,где 0 - максимальный диаметр прошиваемой заготовки- углы наклона рабочих поверхностейсоответствуют конусности рабочих валков . Устройство, изображенное на фиг.1, состоит из оправки 2, двух рабочих валков 3 и направляющего инструмента 4, ограничивающего с двух сторон смещение заготовки 1 во время прошивки. Устройство работает следующим образом,заготовка 1 поступает в очаг деформации между оправкой 2, вращающимися приводными валками 3 и неприводными свободно вращающимися роликами 4, которые используются в качестве направляющего инструмента. Оси роликов установлены на раме в подшипниковых подушках. В процессе прошивки происходит трение качения о поверхность роликов 4, обеспечивая лучшее качество прошивки гильз, по сравнению с прототипом, за счет отсутствия трения скольжения об направляющий инструмент, в результате которого происходит перегрев и преждевременный износ линеек. В сравнении с прототипом, для предотвращения налипания металла на направляющем инструменте и появления механических дефектов на наружной поверхности прошитой гильзы, оси роликов 4 устанавливают по отношению к оси прокатки на угол , равный по значению углу подачи валков ,который обеспечивает осевое перемещение прошиваемой заготовки и составляет для станов винтовой прокатки от 5 до 18. Таким образом,совпадение вектора окружной скорости вращения гильзы с вектором окружной скорости вращения направляющего ролика, вследствие наклона их оси,исключает возможность торможения и схватывания металла о поверхность линеек, не ограничивая течения металла в осевом направлении. Результаты опробования в лабораторных условиях предлагаемого устройства по сравнению с прототипом приведено ниже в таблице. Количество проходов до замены по износу Качество поверхности полученной гильзы имеются механические задиры и вдавливания глубиной до 3 мм по всей длине винтовой линии прокатки Количество проходов до замены по износу Качество поверхности полученной гильзы без дефектов наружной поверхности Как видно из результатов, использование предлагаемого способа, по сравнению с прототипом,обеспечивает качество наружной поверхности гильзы после прошивки и увеличивает стойкость направляющего инструмента, тем самым снижая себестоимость изготовления гильзы. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Направляющий инструмент стана винтовой прокатки, содержащий раму, с закрепленными на ней осями в подшипниках, отличающийся тем, что направляющий инструмент, установленный на осях, выполнен в виде неприводных роликов в форме бочек с размерами- диаметр в переходе между конусами рабочих валков 1,2 0, где 0 - максимальный диаметр прошиваемой заготовки- углы наклона рабочих поверхностейсоответствуют конусности рабочих валков . 2. Направляющий инструмент по п.1,отличающийся тем, что оси направляющих роликов наклонены по отношению к оси прокатки на угол , равный углу подачи валков , который составляет от 5 до 18.
МПК / Метки
МПК: B21B 19/00
Метки: направляющий, прокатки, инструмент, стана, винтовой
Код ссылки
<a href="https://kz.patents.su/3-ip30776-napravlyayushhijj-instrument-stana-vintovojj-prokatki.html" rel="bookmark" title="База патентов Казахстана">Направляющий инструмент стана винтовой прокатки</a>
Предыдущий патент: Автоматизированный складской комплекс
Следующий патент: Способ предотвращения роста трещин в корпусе тормозной балки шахтной подъемной установки
Случайный патент: Измельчитель-смеситель