Валки для прокатки толстых листов
Номер патента: 14791
Опубликовано: 15.11.2007
Авторы: Найзабеков Абдрахман Батырбекович, Лежнев Сергей Николаевич
Формула / Реферат
Изобретение относится к обработке металлов давлением и может бытьиспользовано при деформировании заготовок прямоугольного сечения.
Текст
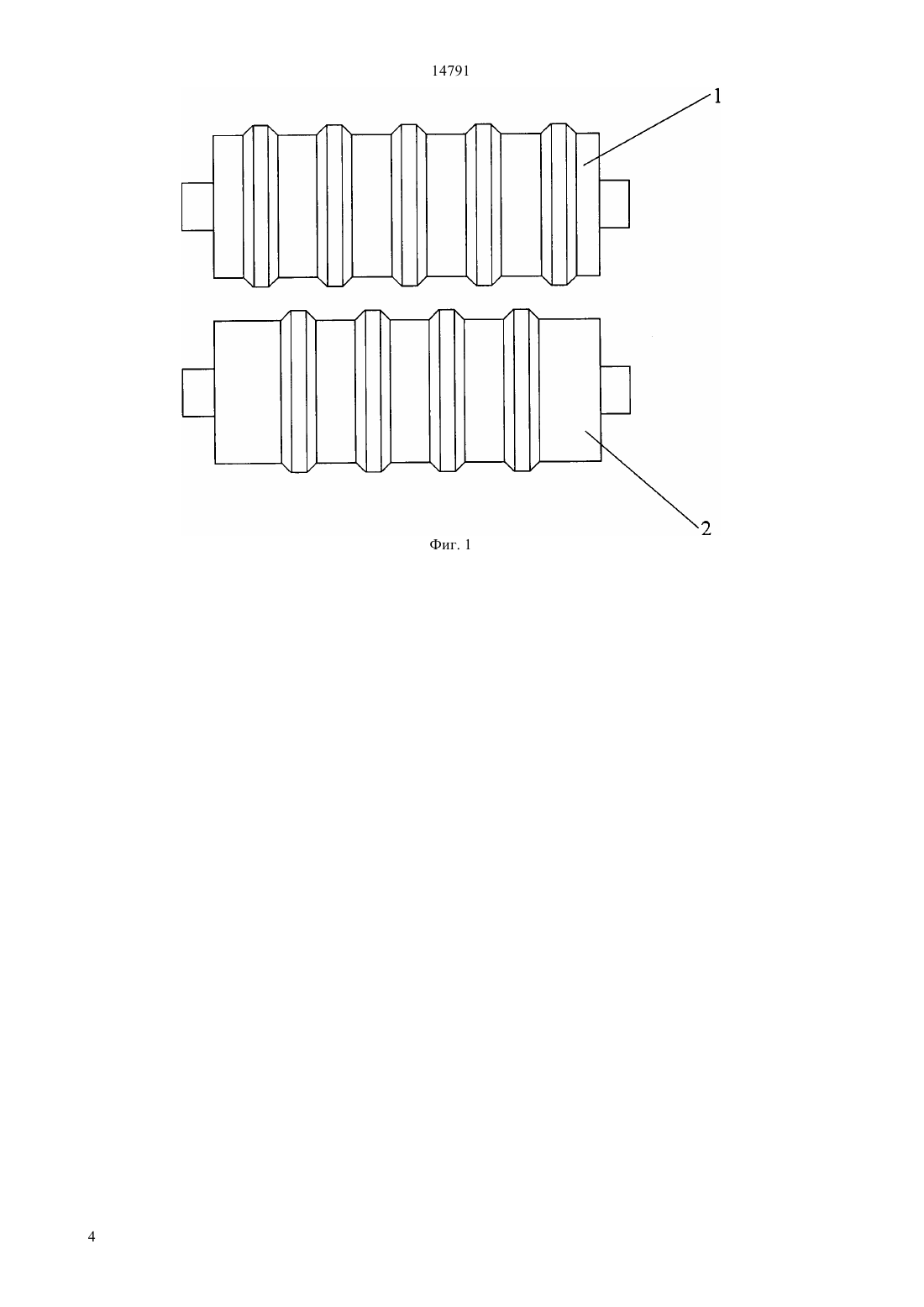
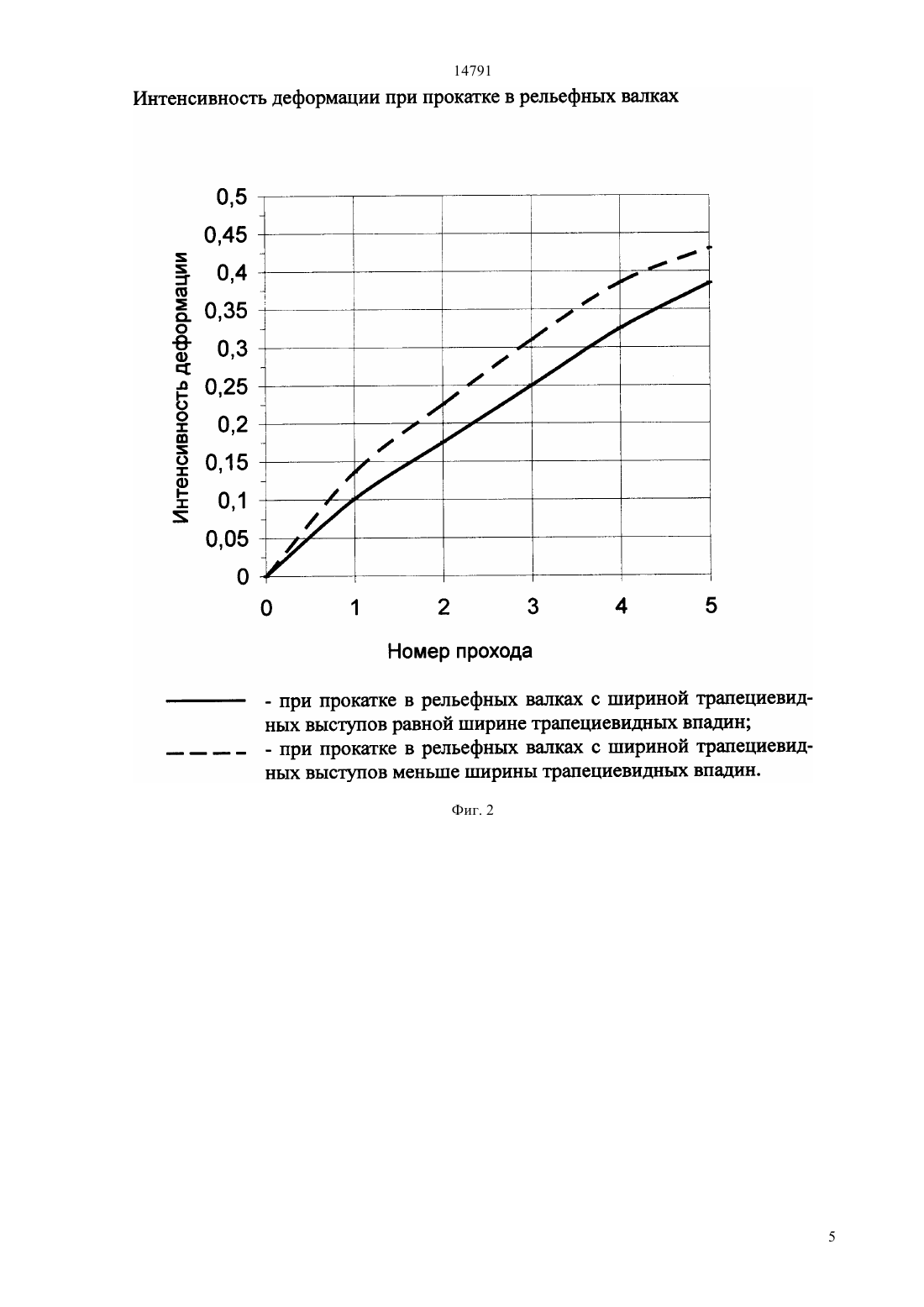
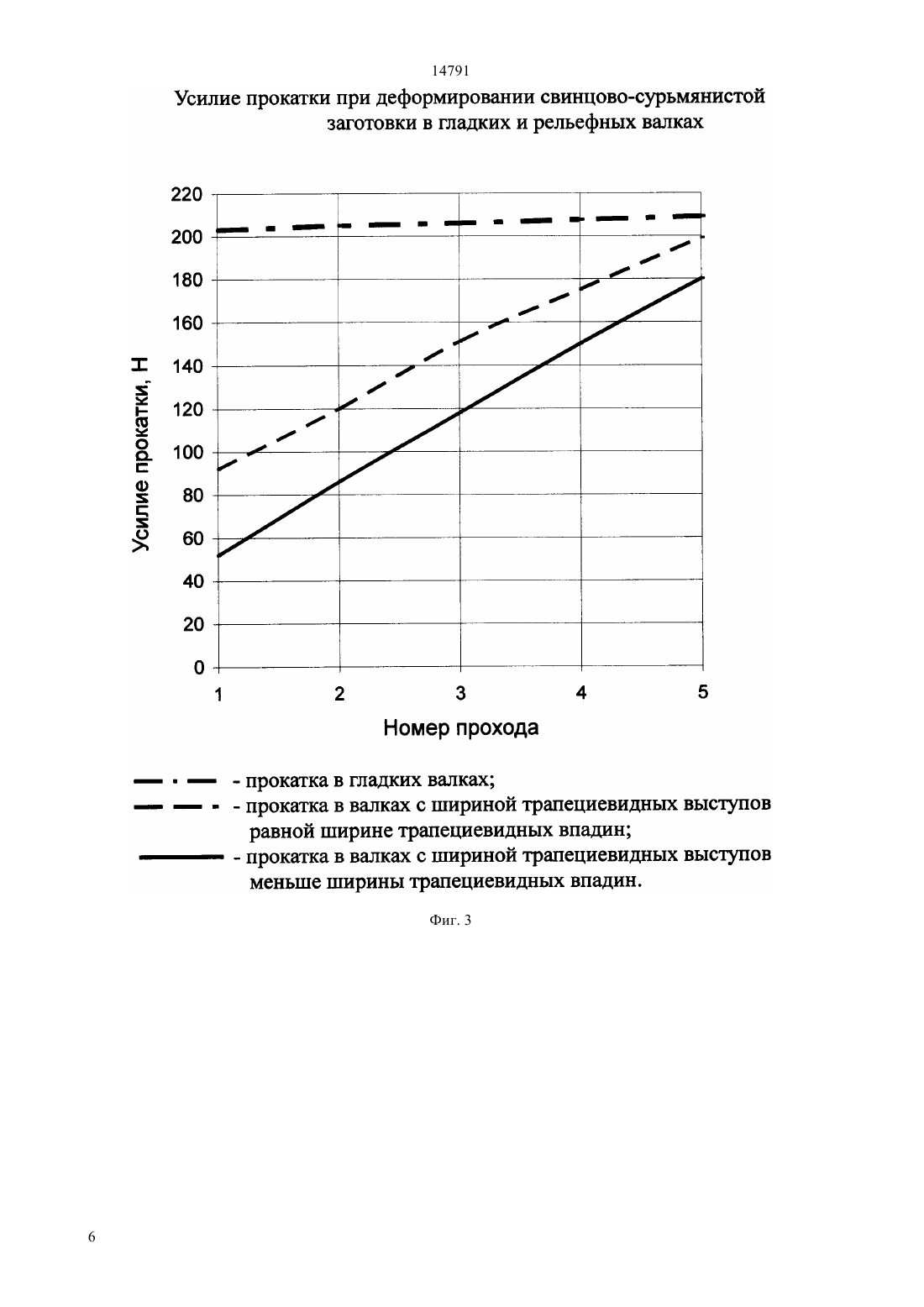
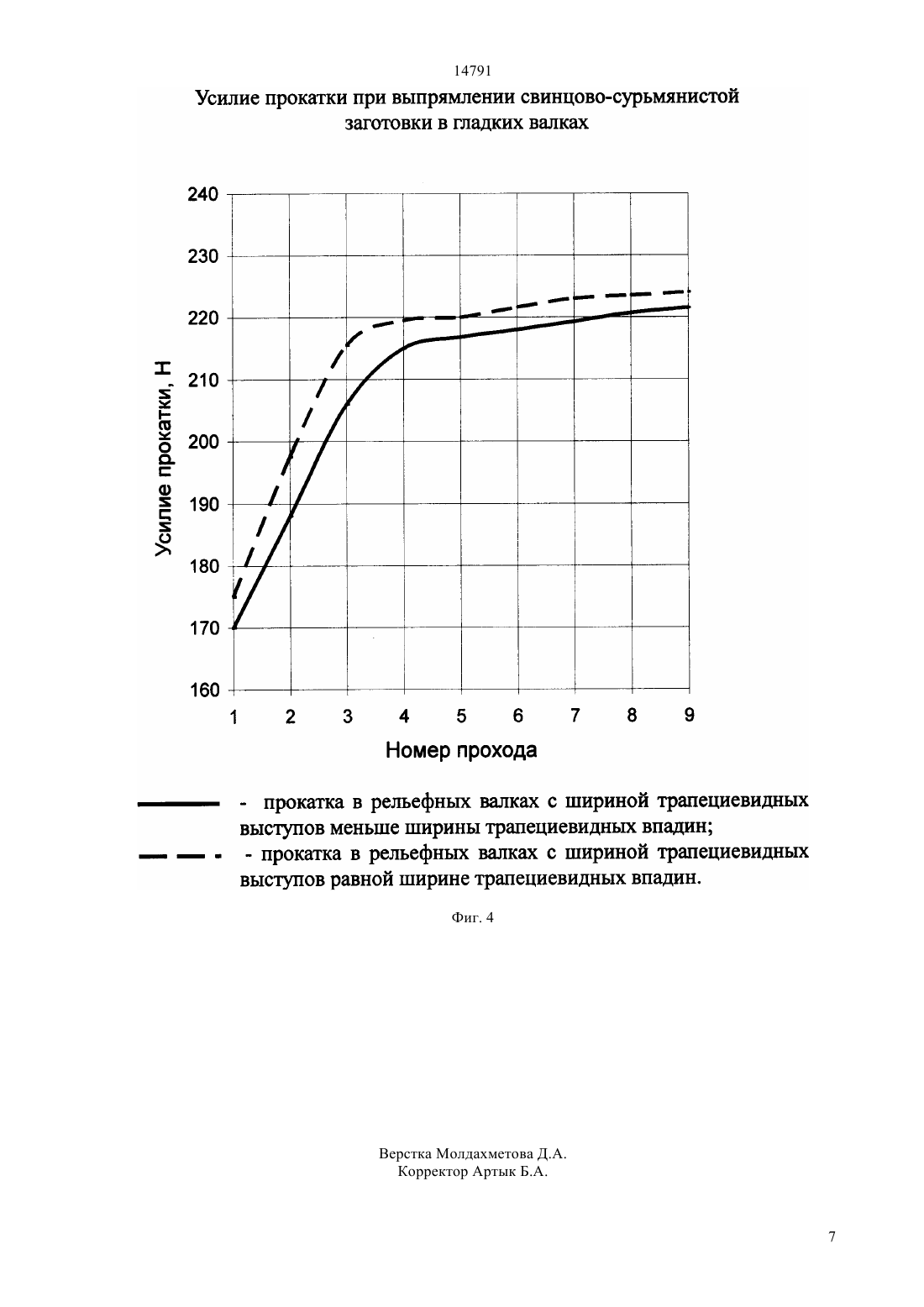
КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(54) ВАЛКИ ДЛЯ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ(57) Изобретение относится к обработке металлов давлением и может быть использовано при деформировании заготовок прямоугольного сечения. Повышение качества металла толстолистовой стали при незначительном изменении размеров исходной заготовки достигается тем, что валки для прокатки толстых листов, включающие верхний и нижний валки с рельефной поверхностью в виде кольцевых проточек, образующих выступы и впадины трапециевидной формы, чередующиеся друг за другом по всей длине бочки валка с шириной трапециевидных выступов меньше ширины трапециевидных впадин.(72) Найзабеков Абдрахман Батырбекович Лежнев Сергей Николаевич(73) Республиканское государственное предприятие на праве хозяйственного ведения Карагандинский государственный индустриальный университет Министерства образования и науки Республики Казахстан 14791 Изобретение относится к обработке металлов давлением, а именно к прокатке толстолистовой стали, и может быть использовано в прокатных цехах металлургических заводов. Известны валки, содержащие верхний и нижний валки с гладкой бочкой. Однако известные валки не обеспечивают повышение качества толстолистовой стали. Причиной этого является то, что при прокатке в гладких валках локализация преимущественного течения металла в очаге деформации происходит в высотном и продольном направлениях, в поперечном же направлении деформация практически отсутствует, а это приводит к анизотропии механических свойств и структуры (Бахтинов В.Б. Технология прокатного производства. М. Металлургия, 1970, с. 359). Наиболее близким к заявленному техническому решению являются валки для прокатки толстых листов, содержащие верхний и нижний валки с рельефной поверхностью в виде кольцевых проточек, образующих равные по размеру выступы и впадины трапециевидной формы, чередующиеся друг за другом по всей длине бочки валка (Остапенко А.Л., Сосковец О.Н., Анохина И.Ю. Валки с кольцевыми проточками // Металлург, 1985,6, с. 3940). Недостатком известных валков является то, что при выпрямлении в гладких валках заготовки, ранее прокатанной в предложенных валках, происходит существенное изменение начальных размеров исходного материала. Задачей данного изобретения является повышение качества металла толстолистовой стали при незначительном изменении размеров исходной заготовки. Технический результат, получаемый при использовании изобретения, заключается в способности осуществить в материале заготовки деформацию сдвига и возможности выравнивать прокатанную заготовку в гладких валках при незначительном обжатии. Это достигается тем, что валки для прокатки толстых листов включают верхний и нижний валки с рельефной поверхностью в виде кольцевых проточек, образующих выступы и впадины, чередующиеся друг за другом по всей длине бочки валка, с шириной трапециевидных выступов меньше ширины трапециевидных впадин. Изобретение поясняется чертежами, где на фиг. 1 верхний валок, нижний валок, на фиг. 2 - график зависимости интенсивности деформации, фиг. 3, 4 графики зависимости усилия от количества проходов. Деформирование осуществляется следующим способом. Из нагревательных печей заготовку подают в рельефные валки, которые вращаются в разные стороны. Заготовка втягивается в зазор между валками и обжимается по высоте. После прокатки ее по всей длине заготовка прокатывается в гладких валках до получения гладкой поверхности. На фиг. 1 показаны поз. 1 - верхний валок, поз. 2 - нижний валок. 2 Пример был проведен эксперимент, основной задачей которого является повышение качества металла толстых листов при незначительном изменении размеров поперечного сечения исходной заготовки, что в свою очередь позволит сэкономить металл, уменьшить требуемое усилие деформирования и затраты труда и энергии вследствие сокращенного числа проходов металла через рабочие клети. Первая часть эксперимента проводилась на свинцово-сурьмянистых образцах прямоугольной формы с размерамихх 25 х 100 х 150 мм, на малые боковые грани которых была нанесена координатная сетка с шагом 5 мм. Деформирование заготовок производили в рельефных валках с шириной трапециевидных выступов меньше ширины трапециевидных впадин и рельефных валках с шириной трапециевидных выступов, равной ширине трапециевидных впадин. Деформирование заготовок проводили в пять проходов как в первой паре валков, так и во второй,с обжатием в каждом проходе 1 мм. После чего на лабораторный стан установили гладкие валки и произвели деформирование заготовок для выпрямления их поверхности. Выпрямление заготовок производили также поэтапно с обжатием на каждом проходе 1 мм. При этом выпрямление заготовок, прокатанных в валках с шириной трапециевидных выступов меньше ширины трапециевидных впадин, произошло после седьмого прохода, тогда как заготовку, прокатанную ранее в рельефных валках с шириной трапециевидных выступов, равной ширине трапециевидных впадин, выпрямили полностью только после девятого прохода. Контрольные замеры продеформированных (выровненных) заготовок показали следующее а) образец, продеформированный в валках с шириной трапециевидных выступов, равной ширине трапециевидных впадин, после выравнивания имеет размеры 17,5 х 105 х 280 мм б) образец, продеформированный в валках с шириной трапециевидных выступов меньше ширины трапециевидных впадин, после выравнивания имеет размерых 20 х 105 х 245 мм. Как видно из вышеприведенных результатов эксперимента,изменение размеров продеформированного образца в валках с шириной трапециевидных выступов меньше ширины трапециевидных впадин произошло меньше, чем при использовании валков с шириной ширине трапециевидных выступов,равной Но остается впадин. трапециевидныхвопрос, применение рельефных валков с шириной трапециевидных выступов меньше ширины трапециевидных впадин позволяет ли получать качественную проработку литой структуры по сравнению с рельефными валками с шириной трапециевидных выступов, равной ширине трапециевидных впадин и по сравнению с гладкими валками. Для отыскания ответа на этот вопрос был проведен эксперимент на алюминиевых образцах марки Д 16 размерамих 25 х 101,3 х 200,8 мм. Пред 14791 варительно был определен балл зерна, который лежал в интервале 5-6. После чего первые две партии образцов были прокатаны в рельефных валках с шириной трапециевидных выступов, равной и неравной ширине трапециевидных впадин, и выровнены в гладких валках. Для создания одинаковых условий деформирования в рельефных и гладких валках образцы после выравнивания были измерены,после чего третью партию образцов прокатывали в гладких валках с тем же обжатием, что и первые две партии. Суммарное обжатие при этом составило 5,3 мм. Из этих образцов были подготовлены микрошлифы и был определен балл зерна в продольном и поперечном направлении. Результаты определения балла зерна после прокатки были следующие балл зерна после прокатки в рельефных валках с шириной трапециевидных выступов, равной и неравной ширине трапециевидных впадин как в поперечном, так и в продольном направлении, лежит в интервале 6-7, а балл зерна после прокатки в гладких валках в продольном направлении лежит в интервале 6-7, а в поперечном направлении балл зерна не изменился, т.е. остался 5-6 балл. На третьем этапе эксперимента с помощью координатной сетки был произведен анализ деформированного состояния, который показал, что интенсивность деформации, определяемая, как Г,(1) где- угол наклона координатной сетки после деформирования, в случае применения рельефных валков с шириной трапециевидных выступов меньше ширины трапециевидных впадин, больше, чем при использовании рельефных валков с шириной трапециевидных выступов, равной ширине трапециевидных впадин. Так, интенсивность деформации после первого прохода при использовании рельефных валков с шириной трапециевидных выступов,равной ширине трапециевидных впадин, составила Г 0,101, а при использовании рельефных валков с шириной трапециевидных выступов меньше ширины трапециевидных впадин составила Г 0,146. А после пятого прохода интенсивность деформации в валках с шириной трапециевидных выступов, равной ширине трапециевидных впадин, составила Г 0,384 и Г 0,430 при использовании рельефных валков с шириной трапециевидных выступов, меньше ширины трапециевидных впадин больше, т.е. на 20 больше, чем при использовании рельефных валков с шириной трапециевидных выступов равной ширине трапециевидных впадин (фиг. 2). Помимо основных задач данного эксперимента был проведен расчет усилия деформирования в валках с шириной трапециевидных выступов, равной и неравной ширине трапециевидных впадин, и в гладких валках после каждого прохода, и усилие деформирования при выравнивании заготовки после прокатки ее в рельефных валках. По результатам расчета были построены графики зависимости усилия от количества проходов(фиг. 3 и 4), из которых видно, что усилие прокатки в валках с шириной трапециевидных выступов меньше ширины трапециевидных впадин в среднем на 30 меньше усилия прокатки в валках с шириной трапециевидных выступов, равной ширине трапециевидных впадин, и значительно меньше усилия прокатки в гладких валках. Такая же зависимость наблюдается и при выравнивании заготовок после прокатки их в рельефных валках. Также из графиков зависимости усилия от количества проходов видно,что при использовании рельефных валков на первых этапах деформирования усилие имеет маленькие значения, т.к. площадь контакта на этом этапе незначительна как при деформировании заготовки в рельефных валках, так и при выравнивании ее в гладких валках. Результаты расчетов были подтверждены измерениями усилия в ходе эксперимента на свинцовосурьмянистых образцах. Измерения усилия в ходе эксперимента производили с помощью месдоз с кольцевыми упругими элементами, установленными между подушками валков и нажимными винтами. Месдозы были оснащены проволочными тензодатчиками сопротивления с базой 20 мм, собранными по мостовой схеме (Касаткин , Кудрин А.Б.,Лобанов Л.М. / Экспериментальные методы исследования деформации и напряжений. и др. // Киев Наукова думка, 1981, . 584). Тензодатчики наклеивались попарно в диаметрально противоположных плоскостях и включались в соответствующие плечи моста. Усиление сигнала осуществлялось с помощью тензометрического десятиканального усилителя марки ТОПАЗ с питанием от стабилизированного блока марки АГАТ. Усиленные сигналы подавались на вход светолучевого осциллографа марки Н-107. Запись усилия производилась с 2-х месдоз по отдельным каналам. ФОРМУЛА ИЗОБРЕТЕНИЯ Валки для прокатки толстых листов, включающие верхний и нижний валки с рельефной поверхностью в виде кольцевых проточек, образующих выступы и впадины трапециевидной формы, чередующиеся по всей длине бочки валка, отличающиеся тем, что ширина трапециевидных выступов меньше ширины трапециевидных впадин.
МПК / Метки
МПК: B21B 27/02
Метки: листов, валки, прокатки, толстых
Код ссылки
<a href="https://kz.patents.su/7-14791-valki-dlya-prokatki-tolstyh-listov.html" rel="bookmark" title="База патентов Казахстана">Валки для прокатки толстых листов</a>
Предыдущий патент: Способ диагностики и лечения фасциолеза и гепатитов C и D
Следующий патент: Способ обжига карбонатных материалов
Случайный патент: Способ разделения потока газа (варианты) и устройство для его осуществления (варианты)