Способ оптимизации технологии производства проката
Номер патента: 17861
Опубликовано: 15.01.2010
Авторы: Тахаутдинов Рафкат Спартакович, Муриков Сергей Анатольевич, Аникеев Сергей Николаевич, Капцан Анатолий Виленович, Хабибулин Дим Маратович, Морозов Андрей Андреевич, Сеничев Геннадий Сергеевич, Рашников Виктор Филиппович, Урцев Владимир Николаевич, Платов Сергей Иосифович, Капцан Феликс Виленович

Формула / Реферат
Способ предназначен для оптимизации процесса горячей и/или холодной прокатки полос.
Способ включает дискретное измерение технологических параметров прокатки полосы, угловых скоростей рабочих валков клетей и роликов рольгангов, определение линейной скорости движения полосы и выделение заданного числа равных по длине отрезков полосы для последующего усреднения не менее трех значений технологических параметров на каждом отрезке, установление нормативной доли длины полосы, разбитой на отрезки, для конкретного сортамента проката, определение потребительских свойств на каждом отрезке в зависимости от усредненных значений технологических параметров прокатки отрезка, сравнение потребительских свойств с заданными пределами, определение доли длины полосы, на которой значения потребительских свойств лежат в заданных пределах, и установление этих технологических параметров в качестве эталона при прокатке полос того же или близкого сортамента, если эта полученная доля длины полосы не ниже нормальной, или уточнение технологических параметров на новой полосе, если эта полученная доля ниже нормативной.
Текст
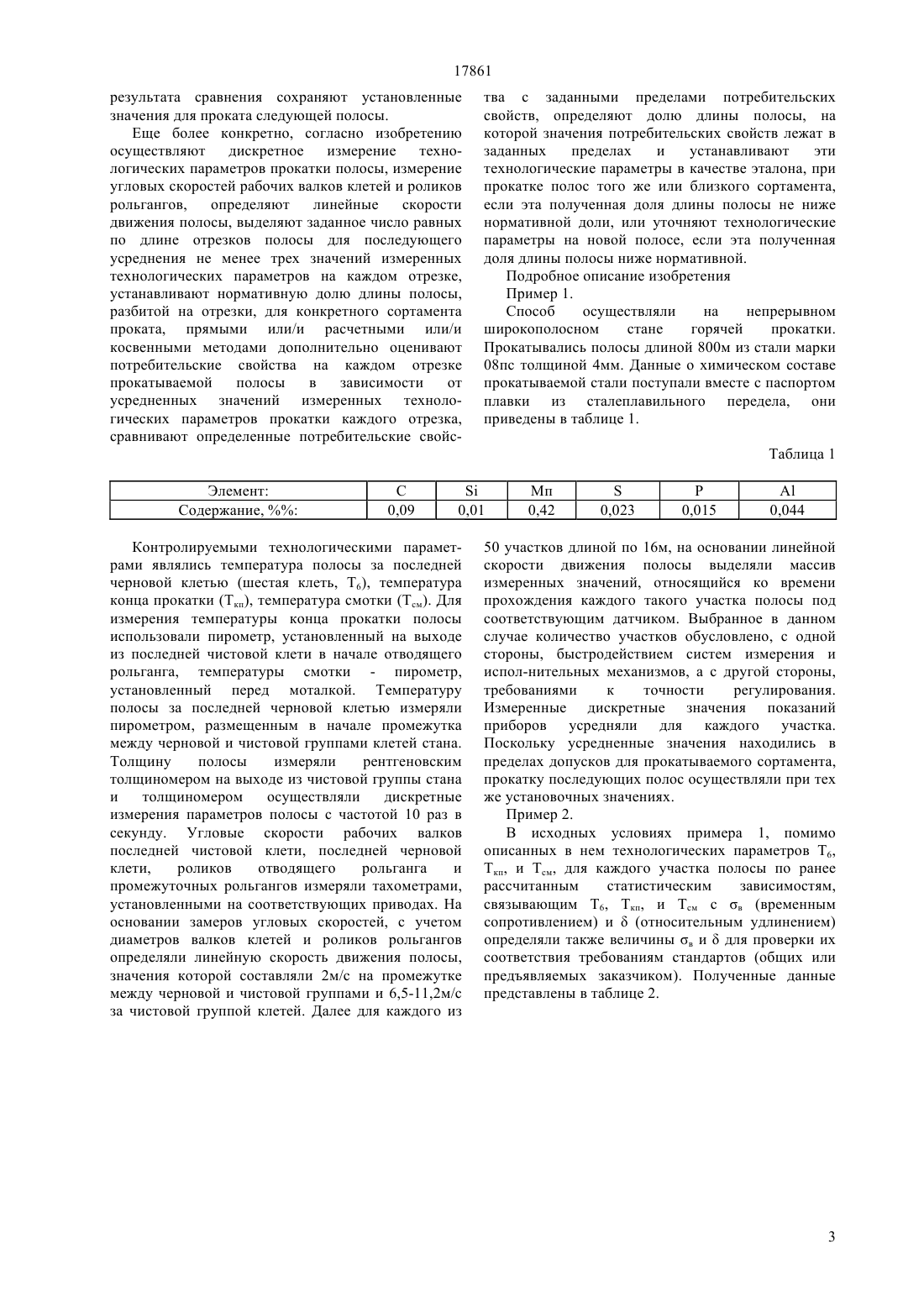
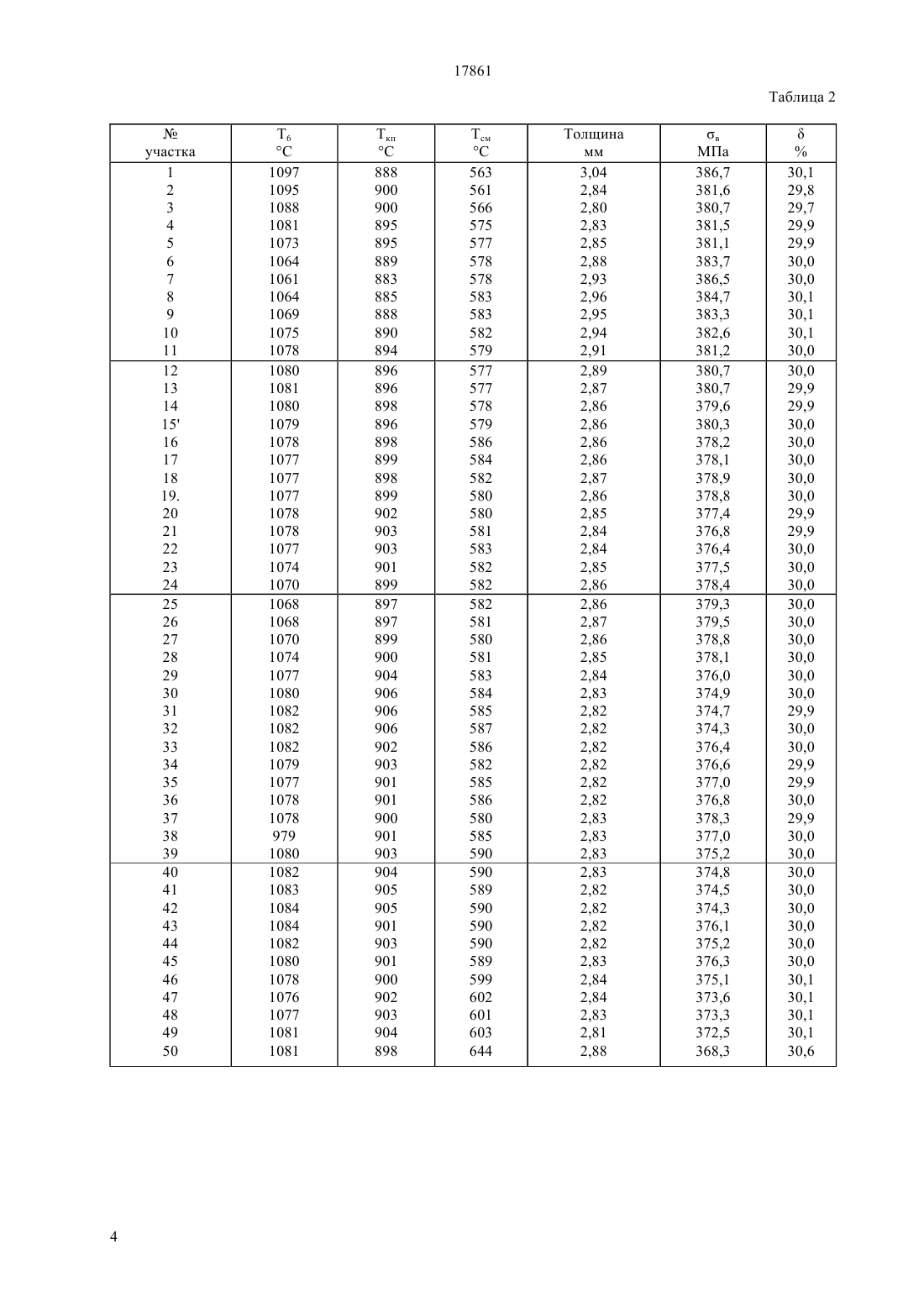
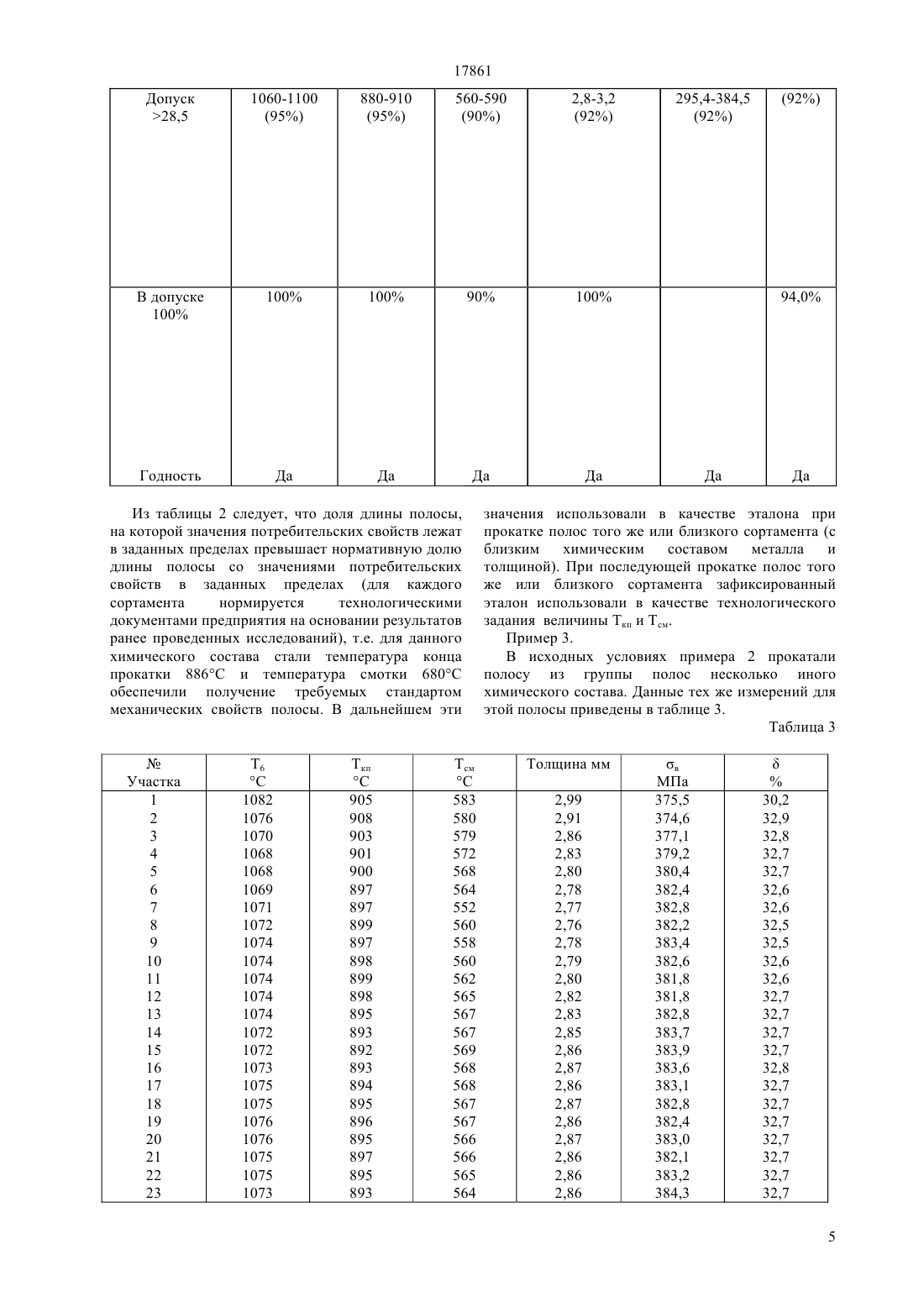
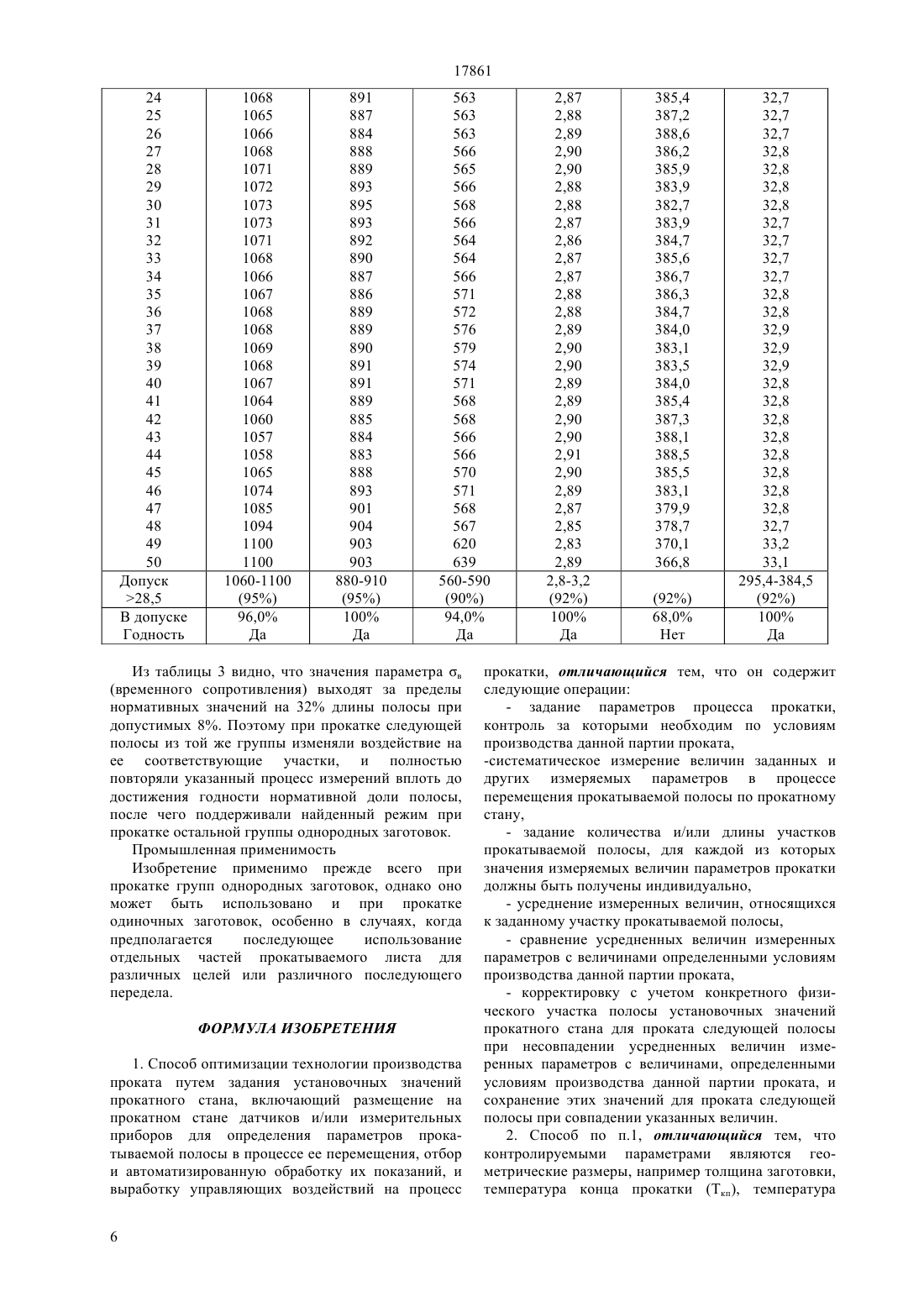
(51) 21 37/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(54) СПОСОБ ОПТИМИЗАЦИИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПРОКАТА(57) Способ предназначен для оптимизации процесса горячей и/или холодной прокатки полос. Способ включает дискретное измерение технологических параметров прокатки полосы,угловых скоростей рабочих валков клетей и роликов рольгангов, определение линейной скорости движения полосы и выделение заданного числа равных по длине отрезков полосы для последующего усреднения не менее трех значений технологических параметров на каждом отрезке,установление нормативной доли длины полосы,разбитой на отрезки, для конкретного сортамента проката, определение потребительских свойств на каждом отрезке в зависимости от усредненных значений технологических параметров прокатки отрезка, сравнение потребительских свойств с заданными пределами, определение доли длины полосы, на которой значения потребительских свойств лежат в заданных пределах, и установление этих технологических параметров в качестве эталона при прокатке полос того же или близкого сортамента, если эта полученная доля длины полосы не ниже нормальной,или уточнение технологических параметров на новой полосе, если эта полученная доля ниже нормативной.(72) Рашников Виктор ФилипповичМорозов Андрей АндреевичТахаутдинов Рафкат СпартаковичСеничев Геннадий Сергеевич Урцев Владимир НиколаевичКапцан Феликс ВиленовичКапцан Анатолий ВиленовичМуриков Сергей Анатольевич Хабибулин Дим МаратовичПлатов Сергей ИосифовичАникеев Сергей Николаевич(73) ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО МАГНИТОГОРСКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ИССЛЕДОВАТЕЛЬСКО-ТЕХНОЛОГИЧЕСКИЙ ЦЕНТР АУСФЕРР 17861 Изобретение относится к области обработки металла давлением, а именно, к прокатному производству,конкретнее,к управлению прокатными станами и манипулированию изделиями при их обработке, а именно, к контрольным и регулирующим устройствам прокатных станов, реагирующим на различные параметры прокатываемых листов. В известной мере,изобретение касается выполнения вспомогательных операций по обработке металла в процессе прокатки. Изобретение предназначено, в частности, для оптимизации процесса горячей и/или холодной прокатки полос. Предшествующий уровень техники Известен способ регулирования процесса прокатки, включающий измерение толщины прокатываемой полосы и введение корректирующих воздействий на исполнительные механизмы привода валков при отклонении толщины прокатываемой полосы от заданных значений (Российский патент 2125495, принадлежащийШлеманн-Зимаг АГ, МПК В 21 В 37/00, 1999). Данный способ предполагает измерение только одного параметра и не предполагает учет изменения скорости прокатываемой полосы. Известен способ регулирования процесса прокатки, согласно которому осуществляется измерение технологических параметров процесса прокатки полосы измерительными приборами в нескольких точках по длине стана и выдаются корректирующие воздействия на исполнительные механизмы (Российский патент 2078626,принадлежащий Сименс АГ, МПК В 21 В 37/00,1997). Данный способ не предполагает отслеживания взаимосвязи контролируемых технологических параметров с конкретными элементами длины прокатываемой полосы. Известен также способ регулирования процесса прокатки, включающий дискретное измерение контролируемых технологических параметров прокатки полосы в нескольких точках по длине стана, измерение угловых скоростей рабочих валков клетей и роликов рольгангов, на основании которых определяют линейную скорость движения полосы,выделение по полученным данным заданного числа равновеликих отрезков полосы для последующего усреднения не менее трех значений измеренных контролируемых параметров на каждом данном отрезке и определение необходимых корректирующих воздействий на исполнительные механизмы на основании усредненных значений контролируемых параметров для данного отрезка(Патент России 2177847, кл. В 21 В 37/00, 2002). По мнению заявителя, данный способ является наиболее близким аналогом к заявляемому изобретению. Краткое описание существа изобретения В основу изобретения положена идея непрерывного,точнее,квази-непрерывного измерения технологических параметров таких,например, как геометрические размеры, например толщина заготовки, температура конца прокатки 2(Ткп), температура смотки (Тсм), температура полосы за последней черновой клетью (Т 6) или их сочетание и потребительские свойства прокатываемой полосы по ее длине в процессе прокатки. Этими свойствами может быть предел прочности (временное сопротивление) (в), предел текучести (т), и/или относительное удлинениепрокатываемой полосы. Согласно изобретению,контролируемые параметры измеряют в процессе перемещения полосы под соответствующим датчиком и/или на соответствующей измерительной позиции, причем для исключения влияния на результаты измерений случайных флуктуаций измеренных величин,неизбежных в условиях высоких температур и значительных масс перемещаемого металла,усредняют не менее трех значений, полученных на соседних точках измерения,сравнивают полученные усредненные значения технологических параметров прокатываемого изделия с нормативными значениями, и при их несовпадении осуществляют корректирующее воздействие на соответствующих участках прокатного стана. Таким воздействием может быть изменение зазора между валками, или настроек охлаждающей установки. Конкретнее, согласно изобретению, осуществляют способ оптимизации технологии производства проката путем задания установочных значений прокатного стана, размещения на прокатном стане датчиков и измерительных приборов для определения параметров прокатываемой полосы в процессе ее перемещения, отбора и автоматизированной обработки показаний датчиков,и выработки управляющих воздействий на процесс прокатки. При этом задают параметры процесса прокатки, контроль за которыми необходим по условиям производства данной партии проката. Далее, изобретение предусматривает проведение систематических измерений величин заданных параметров в процессе перемещения прокатываемой полосы по прокатному стану. Здесь под систематическим понимается столь частое измерение параметров, насколько это позволяет используемая аппаратура, либо насколько это необходимо по условиям контроля. Далее, задают количество или длину участков прокатываемой полосы, для каждой из которых значения измеряемых величин параметров прокатки должны быть получены индивидуально. В конкретных условиях описанных ниже примеров количество участков восьмисотметровой (на выходе) полосы было 50 и, соответственно, длина участка составляла 16 м. Далее, производят усреднение измеренных величин, относящихся к заданному участку прокатываемой полосы, сравнивают усредненные величины измеренных параметров с величинами, определенными условиям производства данной партии проката. В случае несовпадения сравниваемых величин, выходящего за заданные допуски, осуществляют корректировку установочных значений прокатного стана для проката следующей полосы, на которой повторяют описанные операции. При положительном 17861 результата сравнения сохраняют установленные значения для проката следующей полосы. Еще более конкретно, согласно изобретению осуществляют дискретное измерение технологических параметров прокатки полосы, измерение угловых скоростей рабочих валков клетей и роликов рольгангов,определяют линейные скорости движения полосы, выделяют заданное число равных по длине отрезков полосы для последующего усреднения не менее трех значений измеренных технологических параметров на каждом отрезке,устанавливают нормативную долю длины полосы,разбитой на отрезки, для конкретного сортамента проката, прямыми или/и расчетными или/и косвенными методами дополнительно оценивают потребительские свойства на каждом отрезке прокатываемой полосы в зависимости от усредненных значений измеренных технологических параметров прокатки каждого отрезка,сравнивают определенные потребительские свойс тва с заданными пределами потребительских свойств, определяют долю длины полосы, на которой значения потребительских свойств лежат в заданных пределах и устанавливают эти технологические параметры в качестве эталона, при прокатке полос того же или близкого сортамента,если эта полученная доля длины полосы не ниже нормативной доли, или уточняют технологические параметры на новой полосе, если эта полученная доля длины полосы ниже нормативной. Подробное описание изобретения Пример 1. Способ осуществляли на непрерывном широкополосном стане горячей прокатки. Прокатывались полосы длиной 800 м из стали марки 08 пс толщиной 4 мм. Данные о химическом составе прокатываемой стали поступали вместе с паспортом плавки из сталеплавильного передела, они приведены в таблице 1. Таблица 1 Контролируемыми технологическими параметрами являлись температура полосы за последней черновой клетью (шестая клеть, Т 6), температура конца прокатки (Ткп), температура смотки (Тсм). Для измерения температуры конца прокатки полосы использовали пирометр, установленный на выходе из последней чистовой клети в начале отводящего рольганга, температуры смотки - пирометр,установленный перед моталкой. Температуру полосы за последней черновой клетью измеряли пирометром, размещенным в начале промежутка между черновой и чистовой группами клетей стана. Толщину полосы измеряли рентгеновским толщиномером на выходе из чистовой группы стана и толщиномером осуществляли дискретные измерения параметров полосы с частотой 10 раз в секунду. Угловые скорости рабочих валков последней чистовой клети, последней черновой клети,роликов отводящего рольганга и промежуточных рольгангов измеряли тахометрами,установленными на соответствующих приводах. На основании замеров угловых скоростей, с учетом диаметров валков клетей и роликов рольгангов определяли линейную скорость движения полосы,значения которой составляли 2 м/с на промежутке между черновой и чистовой группами и 6,5-11,2 м/с за чистовой группой клетей. Далее для каждого из 50 участков длиной по 16 м, на основании линейной скорости движения полосы выделяли массив измеренных значений, относящийся ко времени прохождения каждого такого участка полосы под соответствующим датчиком. Выбранное в данном случае количество участков обусловлено, с одной стороны, быстродействием систем измерения и испол-нительных механизмов, а с другой стороны,требованиями к точности регулирования. Измеренные дискретные значения показаний приборов усредняли для каждого участка. Поскольку усредненные значения находились в пределах допусков для прокатываемого сортамента,прокатку последующих полос осуществляли при тех же установочных значениях. Пример 2. В исходных условиях примера 1, помимо описанных в нем технологических параметров Т 6,Ткп, и Тсм, для каждого участка полосы по ранее рассчитанным статистическим зависимостям,связывающим Т 6, Ткп, и Тсм с в (временным сопротивлением) и(относительным удлинением) определяли также величины в идля проверки их соответствия требованиям стандартов (общих или предъявляемых заказчиком). Полученные данные представлены в таблице 2. Из таблицы 2 следует, что доля длины полосы,на которой значения потребительских свойств лежат в заданных пределах превышает нормативную долю длины полосы со значениями потребительских свойств в заданных пределах (для каждого сортамента нормируется технологическими документами предприятия на основании результатов ранее проведенных исследований), т.е. для данного химического состава стали температура конца прокатки 886 С и температура смотки 680 С обеспечили получение требуемых стандартом механических свойств полосы. В дальнейшем эти значения использовали в качестве эталона при прокатке полос того же или близкого сортамента (с близким химическим составом металла и толщиной). При последующей прокатке полос того же или близкого сортамента зафиксированный эталон использовали в качестве технологического задания величины Ткп и Тсм. Пример 3. В исходных условиях примера 2 прокатали полосу из группы полос несколько иного химического состава. Данные тех же измерений для этой полосы приведены в таблице 3. Таблица 3 Толщина мм 2,99 2,91 2,86 2,83 2,80 2,78 2,77 2,76 2,78 2,79 2,80 2,82 2,83 2,85 2,86 2,87 2,86 2,87 2,86 2,87 2,86 2,86 2,86 Из таблицы 3 видно, что значения параметра в(временного сопротивления) выходят за пределы нормативных значений на 32 длины полосы при допустимых 8. Поэтому при прокатке следующей полосы из той же группы изменяли воздействие на ее соответствующие участки, и полностью повторяли указанный процесс измерений вплоть до достижения годности нормативной доли полосы,после чего поддерживали найденный режим при прокатке остальной группы однородных заготовок. Промышленная применимость Изобретение применимо прежде всего при прокатке групп однородных заготовок, однако оно может быть использовано и при прокатке одиночных заготовок, особенно в случаях, когда предполагается последующее использование отдельных частей прокатываемого листа для различных целей или различного последующего передела. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ оптимизации технологии производства проката путем задания установочных значений прокатного стана, включающий размещение на прокатном стане датчиков и/или измерительных приборов для определения параметров прокатываемой полосы в процессе ее перемещения, отбор и автоматизированную обработку их показаний, и выработку управляющих воздействий на процесс 6 прокатки, отличающийся тем, что он содержит следующие операции- задание параметров процесса прокатки,контроль за которыми необходим по условиям производства данной партии проката,-систематическое измерение величин заданных и других измеряемых параметров в процессе перемещения прокатываемой полосы по прокатному стану,- задание количества и/или длины участков прокатываемой полосы, для каждой из которых значения измеряемых величин параметров прокатки должны быть получены индивидуально,- усреднение измеренных величин, относящихся к заданному участку прокатываемой полосы,- равнение усредненных величин измеренных параметров с величинами определенными условиям производства данной партии проката,- корректировку с учетом конкретного физического участка полосы установочных значений прокатного стана для проката следующей полосы при несовпадении усредненных величин измеренных параметров с величинами, определенными условиям производства данной партии проката, и сохранение этих значений для проката следующей полосы при совпадении указанных величин. 2. Способ по п.1, отличающийся тем, что контролируемыми параметрами являются геометрические размеры, например толщина заготовки,температура конца прокатки (Ткп), температура 17861 смотки (Тсм), температура полосы за последней черновой клетью (Т 6) или их сочетание. 3. Способ по п.п.1 или 2, отличающийся тем,что он включает дискретное измерение технологических параметров прокатки полосы,измерение угловых скоростей рабочих валков клетей и роликов рольгангов, определение линейной скорости движения полосы и выделение заданного числа равных по длине отрезков полосы для последующего усреднения не менее трех значений измеренных технологических параметров на каждом отрезке, причем устанавливают нормативную долю длины полосы, разбитой на отрезки, для конкретного сортамента проката, прямыми или/и расчетными,или/и косвенными методами, дополнительно оценивают потребительские свойства на каждом отрезке прокатываемой полосы в зависимости от усредненных значений измеренных технологических параметров прокатки каждого отрезка, сравнивают определенные потребительские свойства с заданными пределами потребительских свойств, определяют долю длины полосы, на которой значения потребительских свойств лежат в заданных пределах и устанавливают эти технологические параметры в качестве эталона при прокатке полос того же или близкого сортамента,если эта полученная доля длины полосы не ниже нормативной доли, или уточняют технологические параметры на новой полосе, если эта полученная доля длины полосы ниже нормативной.
МПК / Метки
МПК: B21B 37/00
Метки: технологии, оптимизации, проката, производства, способ
Код ссылки
<a href="https://kz.patents.su/7-17861-sposob-optimizacii-tehnologii-proizvodstva-prokata.html" rel="bookmark" title="База патентов Казахстана">Способ оптимизации технологии производства проката</a>
Предыдущий патент: Способ передачи данных в системе радиосвязи
Следующий патент: Установка для нанесения покрытия на металлическое изделие погружением в расплав
Случайный патент: Шахтная печь