Способ непрерывной горячей прокатки непрерывнолитых слябов
Номер инновационного патента: 26445
Опубликовано: 14.12.2012
Авторы: Азбанбаев Эльдар Муратович, Абильмажинова Анель Бахтияровна, Ашкеев Жасулан Аманжолович, Смагулова Назгул Кусеновна, Жакупова Арайлым Рымбековна, Машеков Серик Акимович
Формула / Реферат
Изобретение относится к обработке металлов давлением, в частности к прокатному производству и может быть использовано при прокатке плоских слитков и непрерывнолитых слябов на толстолистовых станах и черновых клетях широкополосных станов горячей прокатки.
Способ непрерывной горячей прокатки непрерывнолитых слябов включает прокатку в асимметричные цилиндрические валки имеющих черновых клетях с чередующимся верхними валками с большим и меньшим диаметром и нижними валками с меньшим и большим диаметром. Дальнейшую прокатку осуществляют чистовых клетях с верхним и нижним цилиндрическим валком одинакового диаметра. При этом прокатку в первой клети черновой группы осуществляют в конических верхних и нижних валках с шахматным расположением максимальных и минимальных диаметров валков, а прокатку во второй клети осуществляют в конических верхних и нижних валках сравнительно с обратным шахматным расположением максимальных и минимальных диаметров валков.
Текст
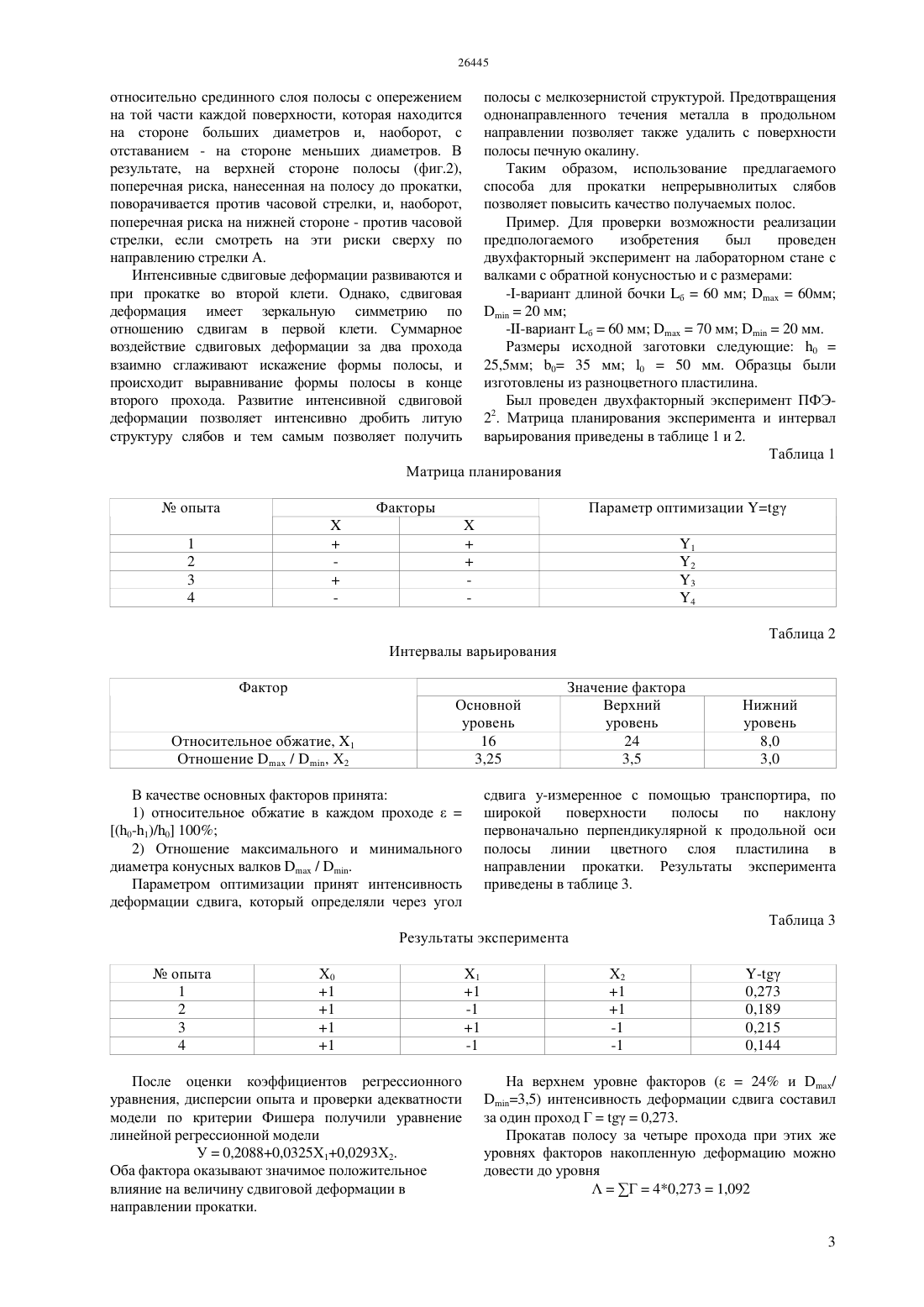
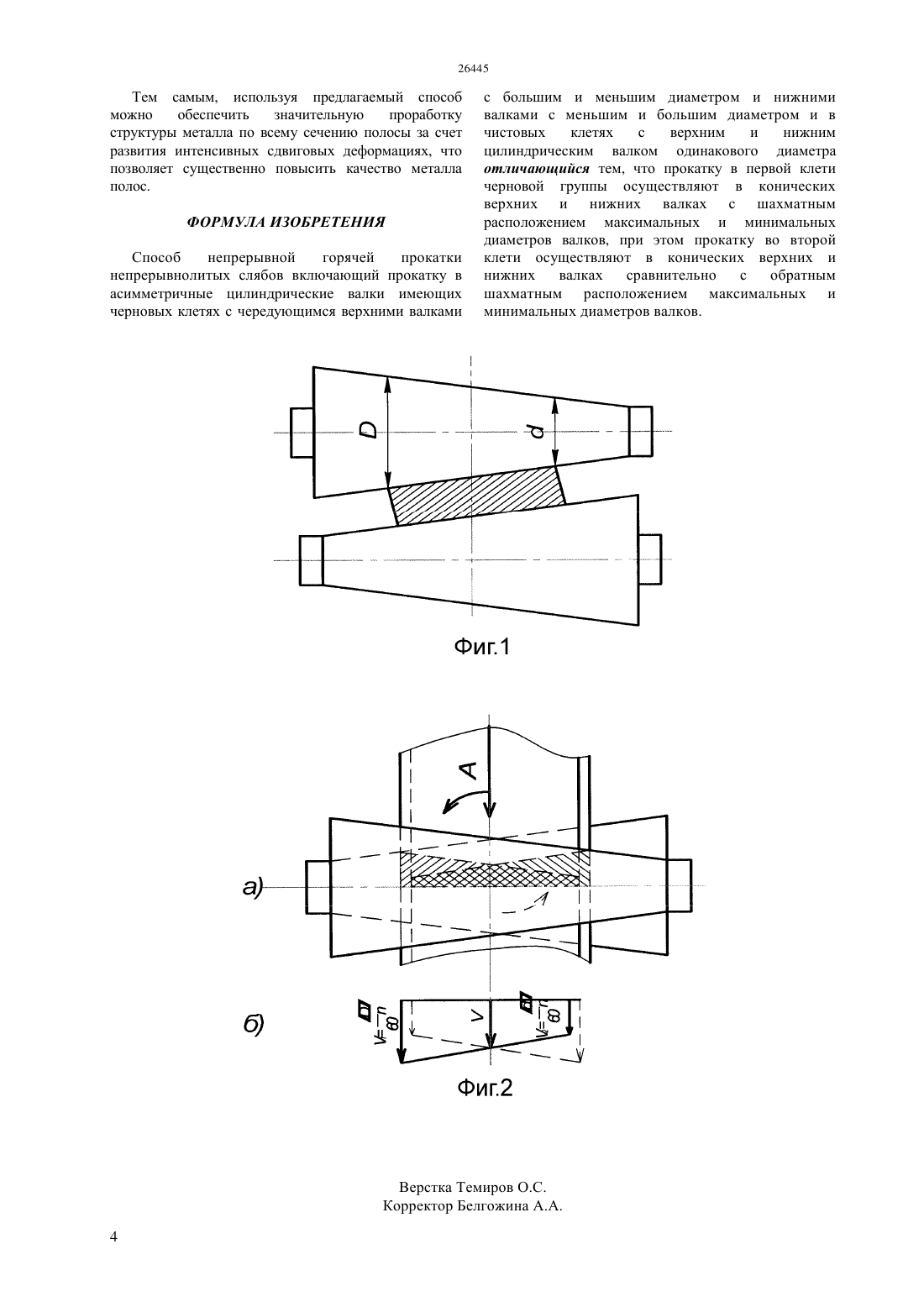
(51) 21 1/04 (2012.01) 21 5/00 (2012.01) 21 1/22 (2012.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ слитков и непрерывнолитых слябов на толстолистовых станах и черновых клетях широкополосных станов горячей прокатки. Способ непрерывной горячей прокатки непрерывнолитых слябов включает прокатку в асимметричные цилиндрические валки имеющих черновых клетях с чередующимся верхними валками с большим и меньшим диаметром и нижними валками с меньшим и большим диаметром. Дальнейшую прокатку осуществляют в чистовых клетях с верхним и нижним цилиндрическим валком одинакового диаметра. При этом прокатку в первой клети черновой группы осуществляют в конических верхних и нижних валках с шахматным расположением максимальных и минимальных диаметров валков, а прокатку во второй клети осуществляют в конических верхних и нижних валках сравнительно с обратным шахматным расположением максимальных и минимальных диаметров валков.(72) Машеков Серик АкимовичАшкеев Жасулан Аманжолович Абильмажинова Анель Бахтияровна Азбанбаев Эльдар МуратовичЖакупова Арайлым Рымбековна Смагулова Назгул Кусеновна(73) Республиканское государственное предприятие на праве хозяйственного ведения Казахский национальный технический университет им. К.И.Сатпаева Министерства образования и науки Республики Казахстан(56) Бровман М.Я. Применение теории пластичности в прокатке -М. Металлургия, 1991, с. 254(54) СПОСОБ НЕПРЕРЫВНОЙ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ(57) Изобретение относится к обработке металлов давлением, в частности к прокатному производству и может быть использовано при прокатке плоских Изобретение относится к обработке металлов давлением, в частности к прокатному производству и может быть использовано при прокатке плоских слитков и непрерывнолитых слябов на толстолистовых станах и черновых клетях широкополосных станов горячей прокатки. Известен способ Обработка металлов давлением / Шевакин Ю.Ф., Чернышев В.Н., Шаталов Р.Н., и др. М Инетрмет инжиниринг, 2005, с. 51 - 64 непрерывной горячей прокатки непрерывнолитых слябов вклющающий прокатку в черновых и чистовых клетях с цилиндрическими валками одинакового диаметра. Однако, для известного способа прокатки характерна значительная неравномерность деформации металла, которая приводит к появлению вытянутых в направлении прокатки зерен и волокнистой макроструктуре. Все это приводит к получению готовой продукции с различными механическими свойствами вдоль и поперек направления прокатки (анизотропия механических свойств). Кроме того, известный способ не обеспечивает полной проработки структуры и заваривания осевой рыхлости - дефектов литого состояния, что не позволяет получить готовый прокат с приемлемым уровнем свойств. Наиболее близким по технической сущности и достигаемому результату является способ Применение теории пластичности в прокатке / Бровман М.Я. М. Металлургия, 1991, с. 254 непрерывной горячей прокатки непрерывнолитых слябов включающий прокатку в асимметричные цилиндрические валки имеющих черновых клетях с чередующимся верхними валками с большим и меньшим диаметром и нижними валками с меньшим и большим диаметром и в чистовых клетях с верхним и нижним цилиндрическим валком одинакового диаметра. Однако,данный способ,хотя нарушает однонаправленное течение металла в направлении прокатки, снижает усилие прокатки, а также решает проблему проработки структуры и заваривания осевой рыхлости литого металла, но при деформировании раската приводит к появлению дополнительных продольных растягивающих напряжений по сечению прокатываемой заготовки. Дополнительные растягивающие напряжения могут привести к разрывам, трещинам и разрушению металла раската,что особенно вероятно при прокатке полос из легированных малопластичных металлов и сплавов. Необходимо отметить, что использование в черновом проходе цилиндрических валков с разными диаметрами,приводит к неравномерности деформации, а неравномерность деформации в свою очередь - изгибу полосы в вверх или вниз на выходе из очага деформации в зависимости от изменения условий прокатки (обжатия, коэффициент трения,температура), что ухудшает качество металла полосы. Технической задачей является получение полос с заданной структурой и механическими свойствами. Технический результат изобретения заключается в повышении качества получаемых полос. 2 Это достигается тем, что в способе непрерывной горячей прокатки непрерывнолитых слябов включающий прокатку в асимметричные цилиндрические валки имеющих черновых клетях с чередующимся верхними валками с большим и меньшим диаметром и нижними валками с меньшим и большим диаметром и в чистовых клетях с верхними и нижними цилиндрическими валком одинакового диаметра, прокатку в первой клети черновой группы осуществляют в конических верхних и нижних валках с шахматным расположением максимальных и минимальных диаметров валков, при этом прокатку во второй клети осуществляют в конических верхних и нижних валках сравнительно с обратным шахматным расположением максимальных и минимальных диаметров валков. Изобретение поясняется чертежом, где на фиг.1 изображена схема деформирования металла в конических валках в первом черновом проходе на фиг.2, а,б схема очага деформации в продольновертикальном сечении (на фиг.2 показано график изменения окружных скоростей верхнего (сплошная наклонная линия) и нижнего (прерывистая наклонная линия) валков по длине бочки заштрихованная площадь - форма очага деформации, образованная действием валков разного диаметра (малый диаметр верхнего валка приводит к образованию малой длины очага на контактной поверхности с металлом, а большой диаметр нижнего валка наоборот - большой длины очага деформации на контактной поверхности с металлом) схема направления движения металла относительно рабочих валков (по стрелке А) скорость движения полосы на выходе из очага деформации . Способ непрерывной горячей прокатки непрерывнолитых слябов осуществляют следующим образом. Исходные непрерывнолитые заготовки(слябы) загружают в нагревательную печь, где нагревают до температуры 1100 - 1300 С в зависимости от марки сталей. Нагретые до необходимой температуры слябы по одному выдаются из печи и по рольгангу поступают в первую черновую двухвалковую клеть, имеющий конические валки с шахматным расположением максимальных и минимальных диаметров валков, где прокатывают с относительным обжатием(0-1)/010 - 20, где 0 - исходная высота полосы, 1- высота после первого прохода. Далее промежуточную заготовку прокатывают во второй двухвалковой клети, имеющий конические валки с обратным (по сравнению с первой клетью) шахматным расположением максимальных и минимальных диаметров валков, с относительным обжатием(0 - 1)/010 - 20. После этого,подкат далее прокатывается в оставшихся черновых и чистовых клетях с цилиндрическими валками до получения конечных размеров листа. Использование конических валков с шахматным расположением максимальных и минимальных диаметров валков позволяет интенсивно развивать по сечению прокатываемых полос сдвиговые деформации. Потому, что на полосу асимметрично воздействует верхний и нижний конические валки,имеющий взаимно-обратный конусность (фиг.1). При этом сдвиги получают обе поверхности полосы относительно срединного слоя полосы с опережением на той части каждой поверхности, которая находится на стороне больших диаметров и, наоборот, с отставанием - на стороне меньших диаметров. В результате, на верхней стороне полосы (фиг.2),поперечная риска, нанесенная на полосу до прокатки,поворачивается против часовой стрелки, и, наоборот,поперечная риска на нижней стороне - против часовой стрелки, если смотреть на эти риски сверху по направлению стрелки А. Интенсивные сдвиговые деформации развиваются и при прокатке во второй клети. Однако, сдвиговая деформация имеет зеркальную симметрию по отношению сдвигам в первой клети. Суммарное воздействие сдвиговых деформации за два прохода взаимно сглаживают искажение формы полосы, и происходит выравнивание формы полосы в конце второго прохода. Развитие интенсивной сдвиговой деформации позволяет интенсивно дробить литую структуру слябов и тем самым позволяет получить полосы с мелкозернистой структурой. Предотвращения однонаправленного течения металла в продольном направлении позволяет также удалить с поверхности полосы печную окалину. Таким образом, использование предлагаемого способа для прокатки непрерывнолитых слябов позволяет повысить качество получаемых полос. Пример. Для проверки возможности реализации предпологаемого изобретения был проведен двухфакторный эксперимент на лабораторном стане с валками с обратной конусностью и с размерами вариант б 60 мм 70 мм 20 мм. Размеры исходной заготовки следующие 025,5 мм 0 35 мм 050 мм. Образцы были изготовлены из разноцветного пластилина. Был проведен двухфакторный эксперимент ПФЭ 22. Матрица планирования эксперимента и интервал варьирования приведены в таблице 1 и 2. Таблица 1 Матрица планирования В качестве основных факторов принята 1) относительное обжатие в каждом проходе(0-1)/0 100 2) Отношение максимального и минимального диаметра конусных валков/ . Параметром оптимизации принят интенсивность деформации сдвига, который определяли через угол Значение фактора Верхний уровень 24 3,5 сдвига у-измеренное с помощью транспортира, по широкой поверхности полосы по наклону первоначально перпендикулярной к продольной оси полосы линии цветного слоя пластилина в направлении прокатки. Результаты эксперимента приведены в таблице 3. Таблица 3 После оценки коэффициентов регрессионного уравнения, дисперсии опыта и проверки адекватности модели по критерии Фишера получили уравнение линейной регрессионной модели У 0,20880,0325 Х 10,0293 Х 2. Оба фактора оказывают значимое положительное влияние на величину сдвиговой деформации в направлении прокатки. На верхнем уровне факторов (24 и / 3,5) интенсивность деформации сдвига составил за один проход Г 0,273. Прокатав полосу за четыре прохода при этих же уровнях факторов накопленную деформацию можно довести до уровняГ 40,2731,092 Тем самым, используя предлагаемый способ можно обеспечить значительную проработку структуры металла по всему сечению полосы за счет развития интенсивных сдвиговых деформациях, что позволяет существенно повысить качество металла полос. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ непрерывной горячей прокатки непрерывнолитых слябов включающий прокатку в асимметричные цилиндрические валки имеющих черновых клетях с чередующимся верхними валками с большим и меньшим диаметром и нижними валками с меньшим и большим диаметром и в чистовых клетях с верхним и нижним цилиндрическим валком одинакового диаметра отличающийся тем, что прокатку в первой клети черновой группы осуществляют в конических верхних и нижних валках с шахматным расположением максимальных и минимальных диаметров валков, при этом прокатку во второй клети осуществляют в конических верхних и нижних валках сравнительно с обратным шахматным расположением максимальных и минимальных диаметров валков.
МПК / Метки
МПК: B21J 1/04, B21J 5/00, B21B 1/22
Метки: способ, слябов, прокатки, непрерывной, непрерывнолитых, горячей
Код ссылки
<a href="https://kz.patents.su/4-ip26445-sposob-nepreryvnojj-goryachejj-prokatki-nepreryvnolityh-slyabov.html" rel="bookmark" title="База патентов Казахстана">Способ непрерывной горячей прокатки непрерывнолитых слябов</a>
Способ горячей прокатки широкополосной стали
Номер предварительного патента: 7108
Опубликовано: 15.02.1999
Авторы: Левченко Геннадий Васильевич, Дахно Лариса Антоновна, Воробей Сергей Александрович
МПК: B21B 1/22
Метки: широкополосной, стали, горячей, способ, прокатки
Формула / Реферат:
Изобретение относится к обработке металлов давлением, в частности к листопрокатному производству, и может быть использовано при производстве полос на широкополосных станах горячей прокатки.Для уменьшения вероятности перегрузки рабочих клетей при горячей прокатке слябов без дополнительного нагрева при снижении температуры слябов уменьшают суммарную деформацию в черновой группе клетей, устанавливая толщину раскатов перед чистовой группой клетей в...
Способ регулирования толщины прокатываемой полосы непрерывного стана горячей прокатки
Номер предварительного патента: 7109
Опубликовано: 15.02.1999
Авторы: Ма Сяо, Рутгайзер Олег Зиновьевич
МПК: B21B 37/00
Метки: непрерывного, способ, горячей, толщины, полосы, регулирования, прокатываемой, стана, прокатки
Формула / Реферат:
Изобретение относится к области автоматизации прокатных станов и может быть использовано для повышения стабильности толщины прокатываемой полосы.Техническим результатом изобретения является повышение точности получения информации об изменении толщины прокатываемой полосы.Он достигается тем, что в способе, включающем задание модуля жесткости последней клети, измерение усилия прокатки в этой клети и толщины полосы за клетью, определение величины...
Стан для горячей прокатки труб
Номер инновационного патента: 21104
Опубликовано: 15.04.2009
Автор: Нуртазаев Адильжан Елеуович
МПК: B21J 5/12, B21J 1/04, B21J 5/02...
Метки: труб, стан, горячей, прокатки
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно прокатке труб, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях.Стан для горячей прокатки труб содержит главный привод, рабочую клеть с вращающимися в одну сторону четырьмя валками и вталкивателя гильзы с оправкой. При этом валки и оправка имеют противоположно направленные гладкие и волнисто-конусообразные участки захвата и обжатия,...
Инструмент для горячей прокатки металлов и сплавов
Номер предварительного патента: 16804
Опубликовано: 16.01.2006
Авторы: Абсадыков Бахыт Нарикбаевич, Курмангалиева Лаззат Амановна, Биякаева Нургуль Темиргалиевна, Секербек Аймагуль Мейрамкызы, Машеков Серик Акимович
МПК: B21B 1/22
Метки: инструмент, горячей, прокатки, металлов, сплавов
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке слябов, непрерывно литых заготовок из сталей и сплавов. Инструмент для горячей прокатки металлов и сплавов содержит верхний и нижний валки с волнистыми рабочими поверхностями, выступы и впадины верхнего валка выполнены по винтовой линии противоположно впадинам и выступам нижнего валка, при этом угол между касательной к винтовой линии и линией, проходящей...
Непрерывный стан для прокатки полос из сталей и сплавов
Номер инновационного патента: 20969
Опубликовано: 16.03.2009
Авторы: Сейдвалиева Айжан Рафаельевна, Машеков Серик Акимович, Биякаева Нургуль Темиргалиевна, Ашкеев Жасулан Аманжолович, Смаилова Гульбаршын Абылкасымовна, Машекова Айгерим Сериковна, Нугман Ерик Зейнелович
Метки: прокатки, сталей, непрерывный, сплавов, стан, полос
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно прокатке полос, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях.Непрерывный стан для прокатки полос из стали и сплавов содержит рабочие клети, универсальные шпиндели, электродвигатель, шестеренные клети, редуктор с коническими шестернями, моторную муфту, коренные муфты, пружинные уравновешивающие устройства шпинделей, опорные неприводные...
Предыдущий патент: Способ штамповки деталей на листоштамповочных многопозиционных автоматах
Следующий патент: Литейно-прокатный агрегат продольно-клиновой прокатки
Случайный патент: Устройство для обработки копыт животных