Непрерывный стан для прокатки полос из сталей и сплавов
Номер инновационного патента: 20969
Опубликовано: 16.03.2009
Авторы: Ашкеев Жасулан Аманжолович, Биякаева Нургуль Темиргалиевна, Сейдвалиева Айжан Рафаельевна, Нугман Ерик Зейнелович, Машеков Серик Акимович, Машекова Айгерим Сериковна, Смаилова Гульбаршын Абылкасымовна
Формула / Реферат
Изобретение относится к обработке металлов давлением, а именно прокатке полос, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях.
Непрерывный стан для прокатки полос из стали и сплавов содержит рабочие клети, универсальные шпиндели, электродвигатель, шестеренные клети, редуктор с коническими шестернями, моторную муфту, коренные муфты, пружинные уравновешивающие устройства шпинделей, опорные неприводные валки, рабочие приводные валки, станину, опорную плиту, анкерные болты. Имеющие от одного двигателя переменного тока привод клети содержат рабочие и опорные валки постоянного диаметра, а в последовательно расположенных клетях диаметр валков уменьшается в направлении прокатки, соответственно диаметр опорных валков увеличивается. При этом диаметры рабочих и опорных валков определяются по формуле, соответственно:
при
где hi - толщина прокатываемой полосы; n - число оборот за проход; N- порядковый номер клети. Необходимо отметить, что расстояние между рабочими валками от одной клети к другой против направлений прокатки увеличиваются на величину khk., hk - конечная толщина прокатываемой полосы; k - порядковый номер клети в обратном направлении прокатки.
Текст
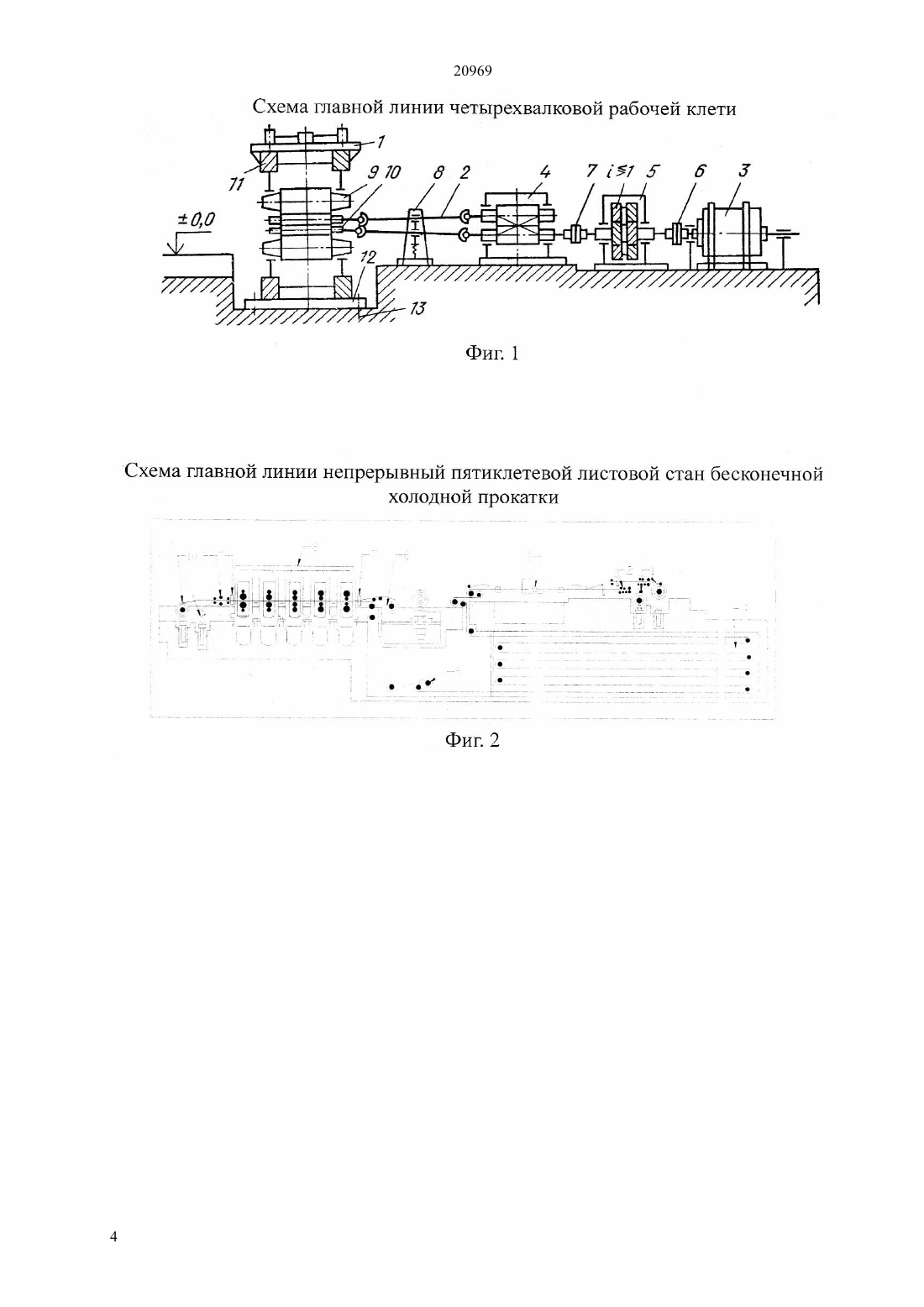
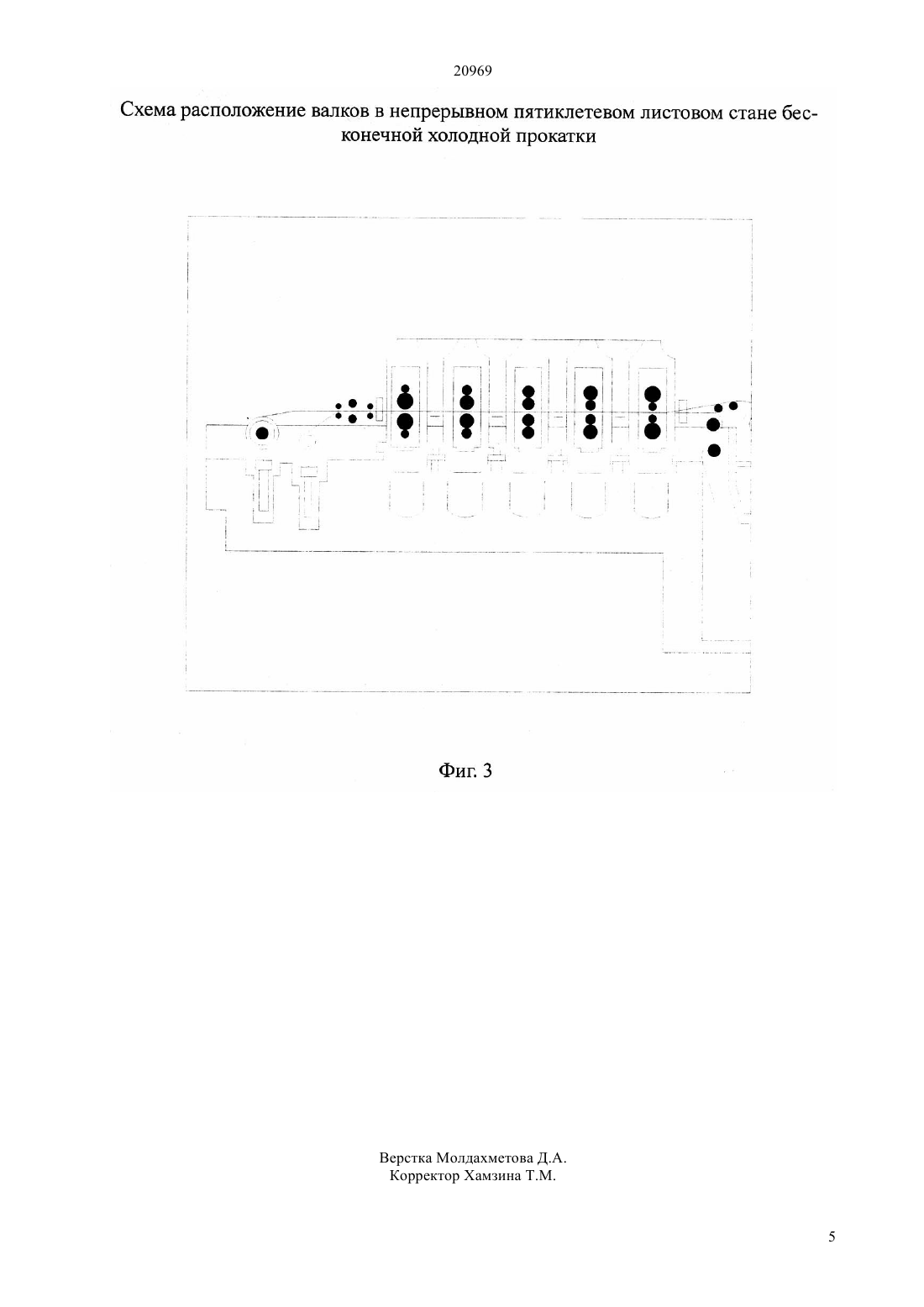
(51) 21 1/04 (2006.01) 21 5/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ муфту,коренные муфты,пружинные уравновешивающие устройства шпинделей,опорные неприводные валки, рабочие приводные валки, станину, опорную плиту, анкерные болты. Имеющие от одного двигателя переменного тока привод клети содержат рабочие и опорные валки постоянного диаметра, а в последовательно расположенных клетях диаметр валков уменьшается в направлении прокатки, соответственно диаметр опорных валков увеличивается. При этом диаметры рабочих и опорных валков определяются по формуле, соответственно где- толщина прокатываемой полосы- число оборот за проход - порядковый номер клети. Необходимо отметить, что расстояние между рабочими валками от одной клети к другой против направлений прокатки увеличиваются на величину.,- конечная толщина прокатываемой полосы- порядковый номер клети в обратном направлении прокатки.(72) Машеков Серик Акимович Ашкеев Жасулан Аманжолович Биякаева Нургуль Темиргалиевна Смаилова Гульбаршын Абылкасымовна Машекова Айгерим Сериковна Сейдвалиева Айжан Рафаельевна Нугман Ерик Зейнелович(73) Республиканское государственное предприятие на праве хозяйственного ведения Казахский национальный технический университет им. К.И. Сатпаева Министерства образования и науки Республики Казахстан(56) Мастеров Б.А., Берковский Теория пластической деформации и обработка металлов давлением. М. Металлургия 1989, с.400(54) НЕПРЕРЫВНЫЙ СТАН ДЛЯ ПРОКАТКИ ПОЛОС ИЗ СТАЛЕЙ И СПЛАВОВ(57) Изобретение относится к обработке металлов давлением, а именно прокатке полос, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях. Непрерывный стан для прокатки полос из стали и сплавов содержит рабочие клети, универсальные шпиндели, электродвигатель, шестеренные клети,редуктор с коническими шестернями, моторную 20969 Изобретение относится к обработке металлов давлением, а именно прокатке полос, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях. Известен стан для прокатки полос из сталей и сплавов с последовательным расположением клетей содержащий рабочие клети,универсальные шпиндели, электродвигатели, шестеренные клети,редукторы, моторные муфты, коренные муфты,пружинные уравновешивающие устройства шпинделей, опорные неприводные валки, рабочие приводные валки, станину, опорную плиту,анкерные болты Теория пластической деформации и обработка металлов давлением. Мастеров Б.А.,Берковский М. Металлургия, 1989, .400. Однако известный стан с последовательным расположением клетей не обеспечивает оптимальных условий для комплексного автоматического управления процессом, имеют большое количество вспомогательного механического оборудования, а самое главное длительный цикл прокатки, что вызывает значительное снижение температуры раската и в конечном счете препятствует получению тонкостенных полос. Известен непрерывный стан для прокатки полос из сталей и сплавов держащий рабочие клети,универсальные шпиндели,электродвигатели,шестеренные клети, редукторы, моторные муфты,коренные муфты, пружинные уравновешивающие устройства шпинделей, опорные неприводные валки, рабочие приводные валки, станину, опорную плиту, анкерные болты (Теория пластической деформации и обработка металлов давлением. Мастеров Б.А., Берковский - . Металлургия,1989, с.400). Недостатком известного непрерывного стана для прокатки стали и сплавов является то, что для устранения межклетевого натяжения требуется точная регулировка скорости прокатки путем установки электродвигателя постоянного тока или использования индивидуального привода для каждой отдельной клети. Так как произвести точную регулировку трудно, прокатка ведется с небольшим натяжением, что может привести к разрыву полосы, а использование индивидуального привода усложняет конструкцию оборудования. Необходимо отметить, что из-за возникающего большого усилия при прокатке стали и сплавов жесткость существующего стана низкая, поэтому для прокатки полос с одинаковой толщиной по всей длине и ширине требуется жесткий нажимной механизм. Технической задачей является точная регулировка межклетевого натяжения и на основе этого разработка нового стана. Технический результат изобретения заключается в повышения качества получаемых полос. Это достигается тем, что непрерывный стан для прокатки полос из стали и сплавов содержащий рабочие клети,универсальные шпиндели,электродвигатель, шестеренные клети, редуктор с коническими шестернями, моторную муфту,2 коренные муфты, пружинные уравновешивающие устройства шпинделей, опорные неприводные валки, рабочие приводные валки, станину, опорную плиту, анкерные болты, имеющие от одного двигателя переменного тока привод клети содержат рабочие и опорные валки постоянного диаметра, а в последовательно расположенных клетях диаметр валков уменьшается в направлении прокатки,соответственно диаметр опорных валков увеличивается, при этом диаметры рабочих и опорных валков определяются по формуле,соответственно где- толщина прокатываемой полосычисло оборотов валков за проход прокаткипорядковый номер клети, а расстояние между рабочими валками от одной клети к другой против направлений прокатки увеличиваются на величину,- конечная толщина прокатываемой полосы- порядковый номер клети в обратном направлении прокатки. Изобретение поясняется чертежом, где на фиг. 1 и 2 изображена схема главной линии четырехвалковой рабочей клети и непрерывный пятиклетевой листовой стан бесконечной холодной прокатки на фиг. 3 схема расположение валков в непрерывном пятиклетевом листовом стане бесконечной холодной прокатки. Непрерывный стан для прокатки полос из стали и сплавов состоит из рабочих клетей 1,универсальных шпинделей 2, электродвигатели 3,шестеренных клетей 4, редуктора с коническими шестернями 5, моторной муфты 6, коренных муфт 7,пружинных уравновешивающих устройств шпинделей 8, опорных неприводных валков 9,рабочих приводных валков 10, станин 11, опорной плиты 12,анкерных болтов 13,групп разматывателей 14, тянущих и правильных роликов 15, сварочной машины 16, накопителя полосы с четырьмя петлевыми тележками 17, натяжных роликов 18, входной части для порулонной прокатки 19, устройства для измерения толщины 20,пятиклетевой непрерывной группы 21, ротационных ножниц 22, группы моталок 23. Прокатку полос из стали и сплавов на непрерывном стане осуществляют следующим образом. Смотанные толстолистовые стали или сплавы поступает в разматыватели 14 или входную часть для порулонной прокатки 19. Начала смотанных полос через тянущие и правильные ролики 15, сварочной машины 16, накопителя полосы с четырьмя петлевыми тележками 17,натяжных роликов 18, а так же или только через устройства для измерения толщины 20 поступает на прокатку в пятиклетевую непрерывную группу 21. При движении полосы через последовательно расположенные в направлении прокатки клетях, у которых расстояние между рабочими валками от одной клети к другой против направлений прокатки увеличиваются на величину , ( - конечная 20969 толщина прокатываемой полосы к - порядковый номер клети в обратном направлении), происходит уменьшение высоты и достижение требуемой толщины полосы. Необходимо отметить, что рабочие валки в каждой клети имеют постоянный диаметр, а в последовательно расположенных клетях диаметр валков уменьшается в направлении прокатки, соответственно диаметр опорных валков увеличивается. На выходе происходит разрезка полосы и смотка в рулоны прокатанной полосы. Выполнение диаметров рабочих валков уменьшающим, а опорных валков увеличивающим в направлении прокатки позволяет значительно уменьшит давление металла на валки в клетях расположенных в конце прокатного стана и повысить жесткость данного стана. Снижение усилия, действующих на валки, а так же повышение жесткости стана позволяет уменьшить размеры клетей и мощность привода с одной стороны, и повысит точность прокатываемой полосы с другой стороны. Использование рабочих и опорных валков,диаметры которых определяются по формуле,соответственно где- диаметр рабочих валков- диаметр опорных валков- толщина прокатываемой полосы- число оборот за проход, позволяет уменьшить до нуля межклетевое натяжение, за счет строго выполнения постоянства секундных объемов при прокатке в различных клетях. Уменьшение до нуля межклетевых натяжений позволяют избежать разрыв полос в процессе прокатки. Увеличение расстояния между рабочими валками, от одной клети к другой против направлений прокатки на величину , также уменьшает межклетевое натяжение. Таким образом, использование предлагаемого непрерывного стана для прокатки полос позволяет повысить качества получаемых полос. ФОРМУЛА ИЗОБРЕТЕНИЯ Непрерывный стан для прокатки полос из стали и сплавов,содержащий рабочие клети,универсальные шпиндели,электродвигатель,шестеренные клети, редуктор с коническими шестернями, моторную муфту, коренные муфты,пружинные уравновешивающие устройства шпинделей, опорные неприводные валки, рабочие приводные валки, станину, опорную плиту,анкерные болты, отличающийся тем, что клети снабженные приводом от одного двигателя переменного тока, содержат рабочие и опорные валки постоянного диаметра, а в последовательно расположенных клетях диаметр валков уменьшается в направлении прокатки, соответственно диаметр опорных валков увеличивается, при этом диаметры рабочих и опорных валков определяются по формуле, соответственно гдетолщина прокатываемой полосычисло оборотов валков за один проход прокаткипорядковый номер клети, а расстояние между рабочими валками от одной клети к другой против направлений прокатки увеличиваются на величину,- конечная толщина прокатываемой полосы- порядковый номер клети в обратном направлении прокатки.
МПК / Метки
Метки: полос, непрерывный, стан, сталей, прокатки, сплавов
Код ссылки
<a href="https://kz.patents.su/5-ip20969-nepreryvnyjj-stan-dlya-prokatki-polos-iz-stalejj-i-splavov.html" rel="bookmark" title="База патентов Казахстана">Непрерывный стан для прокатки полос из сталей и сплавов</a>
Предыдущий патент: Технологическая камера с “чистой стенкой”
Следующий патент: Устройство для углового прессования
Случайный патент: Способ управления арматурой для трубопроводов текучей среды и устройство для его осуществления