Устройство для углового прессования
Номер инновационного патента: 20970
Опубликовано: 16.03.2009
Авторы: Лежнев Сергей Николаевич, Андреященко Виолетта Александровна, Найзабеков Абдрахман Батырбекович
Формула / Реферат
Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки.
Устройство для углового прессования, содержащее пуансон и матрицу с расположенными в ней двумя каналами пересекающимися под углом друг к другу, отличающееся тем, что выходной канал матрицы снабжен ступенью, сужающей данный канал.
Текст
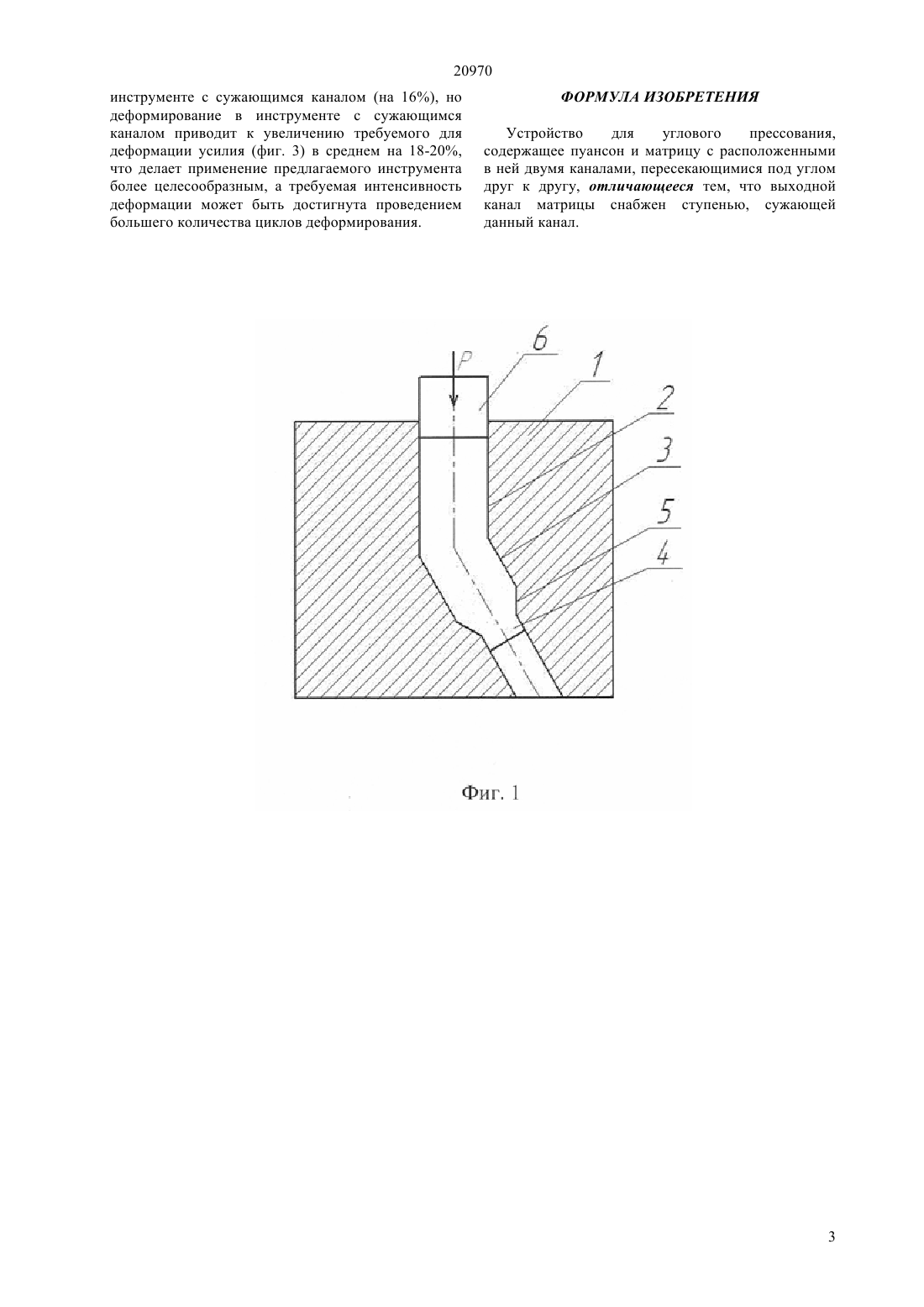
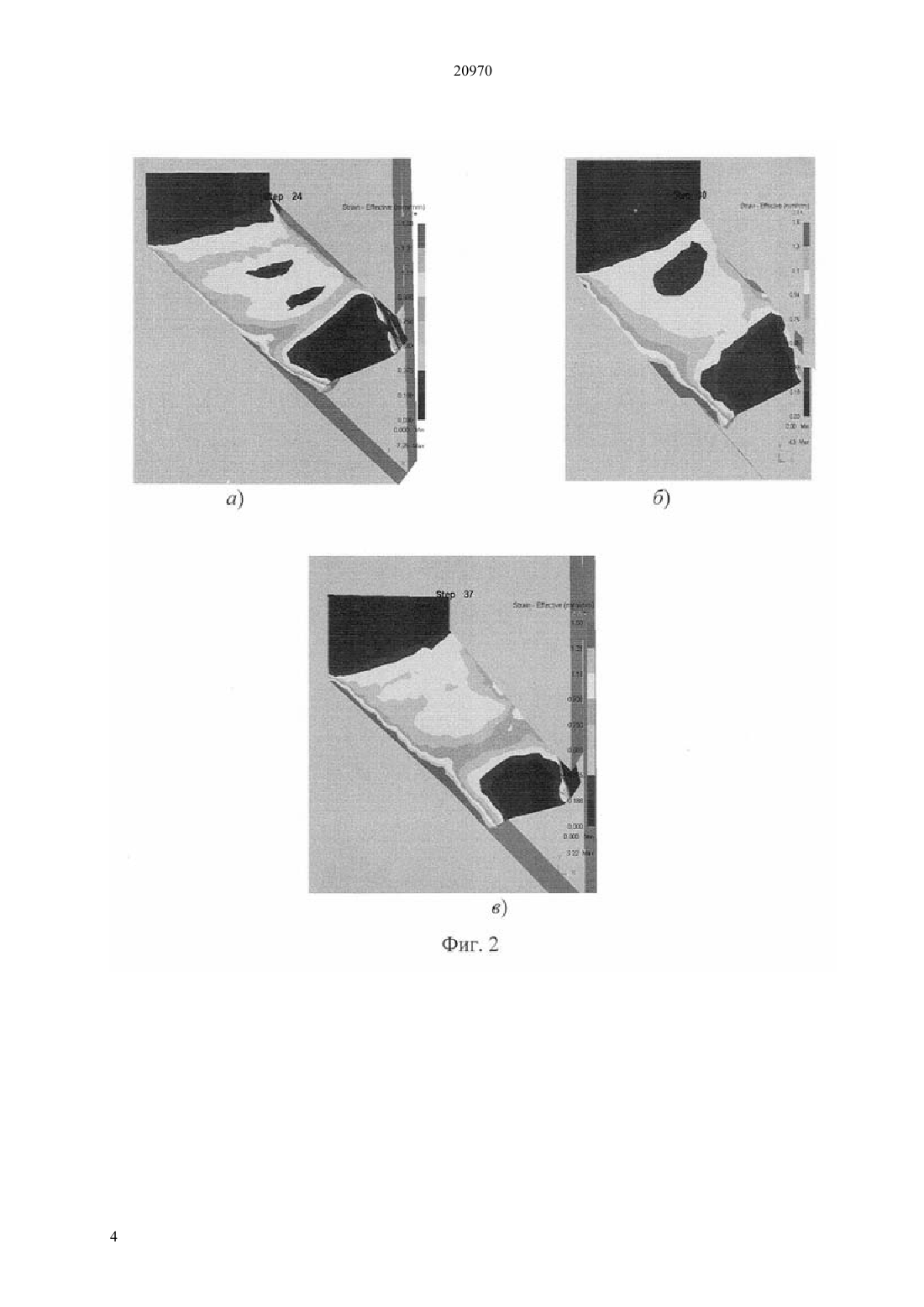
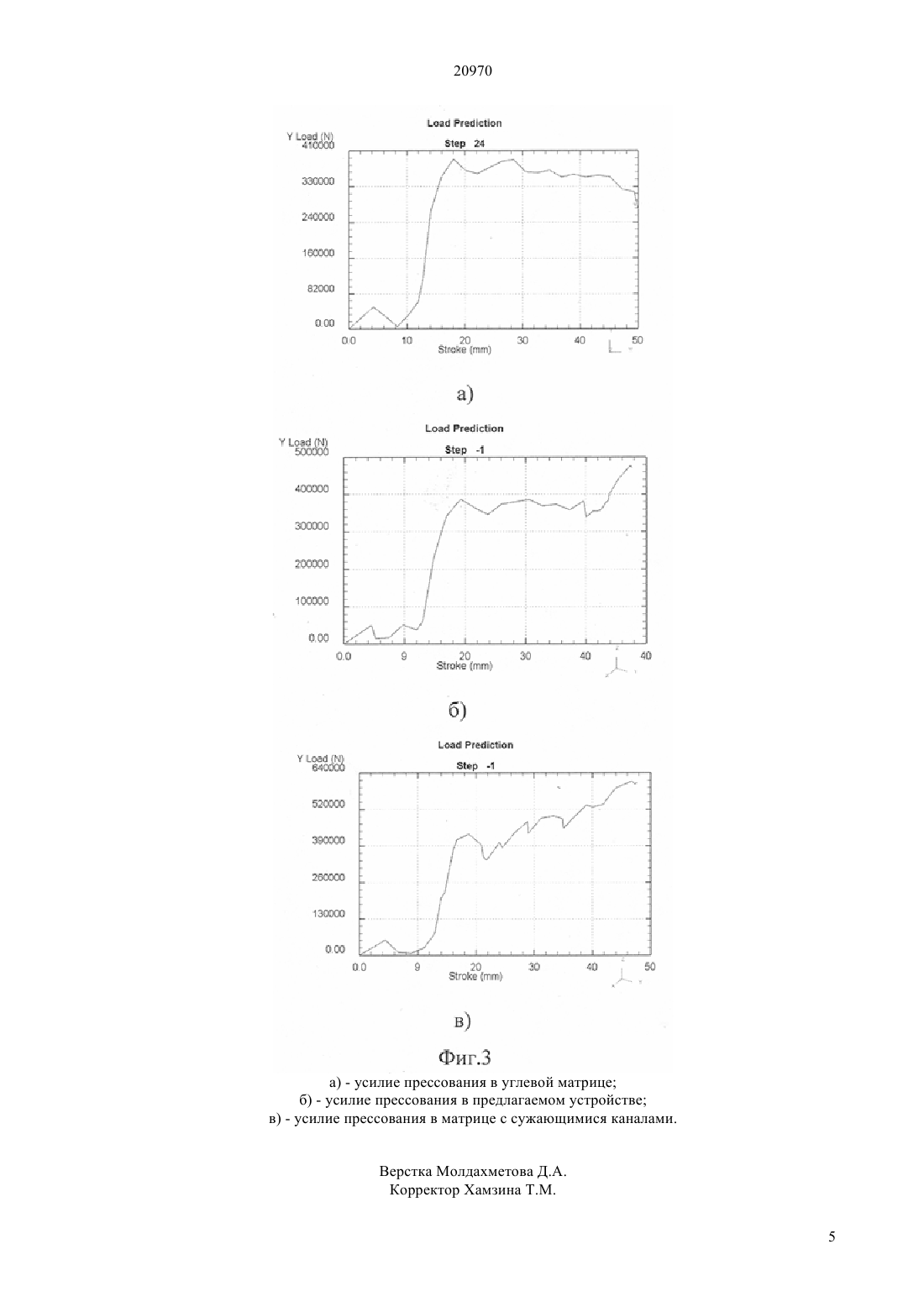
(51) 21 5/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ заготовки // Технология производства металлов и вторичных материалов. 2006,2(54) УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ(57) Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки. Устройство для углового прессования,содержащее пуансон и матрицу с расположенными в ней двумя каналами пересекающимися под углом друг к другу, отличающееся тем, что выходной канал матрицы снабжен ступенью, сужающей данный канал.(72) Найзабеков Абдрахман Батырбекович Лежнев Сергей Николаевич Андреященко Виолетта Александровна(73) Республиканское государственное предприятие на праве хозяйственного ведения Карагандинский государственный индустриальный университет Министерства образования и науки Республики Казахстан(56) Экк А.Е., Семашко М.Ю., Шеркунов В.Г. Формоизменение металла при непрерывном угловом прессовании в канал с сужением на выходе 20970 Изобретение относится к обработке металлов давлением, а именно к устройствам для упрочнения материала в процессе обработки, и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов. Известно устройство для углового прессования,содержащее матрицу с расположенными в ней двумя пересекающимися каналами Валиев Р.З.,Александров И.В. Наноструктурные материалы,полученные интенсивной пластической деформацией. - М. Логос, 2000. Однако известное устройство для углового прессования не обеспечивает повышение качества металла заготовок, причиной, которой является то,что в процессе деформирования заготовок в угловой матрице полного заполнения наклонного канала не происходит, а это в свою очередь вызывает наличие растягивающих напряжений на внутренней поверхности образца. Наиболее близким к заявленному техническому решению является специальное устройство для деформирования заготовок, состоящее из пуансона и матрицы с расположенными в ней двумя каналами пересекающимися под углом, выходной канал которой имеет сужение на выходе заготовки. Экк А.Е.,Семашко М.Ю.,Шеркунов В.Г. Формоизменение металла при непрерывном угловом прессовании в канал с сужением на выходе заготовки.// Технология производства металлов и вторичных материалов. 20062. Наличие сужения в выходном канале обеспечивает достаточную однородность деформации и полное заполнение наклонного выходного канала. Недостатком данного устройства является значительное усилие деформирования заготовок в данном устройстве для прессования. Задачей данного изобретения является повышение качества обрабатываемых заготовок за счет локализации сдвиговых деформаций во всем объеме деформируемого тела при незначительных энергозатратах. Технический результат, получаемый при использовании изобретения,заключается в возможности увеличения степени пластической деформации в материале заготовки по сравнению с обычной схемой углового прессования и снижении усилия прессования. Это достигается тем, что устройство для углового прессования, содержит матрицу с расположенными в ней двумя каналами пересекающимися под углом друг к другу,выходной канал которой снабжен ступенью, сужающей данный канал. Изобретение поясняется рисунком,представленным на фиг. 1, где 1 - матрица 2, 3 входной и выходной каналы соответственно 4 заготовка 5 - ступень, сужающая выходной канал 6 - пуансон. На фиг. 2 а изображено распределение интенсивности деформаций при РКУ-прессовании в угловой матрице на фиг. 2 б изображено распределение интенсивности деформаций при РКУ-прессовании в предлагаемом устройстве на фиг. 2 в изображено распределение интенсивности 2 деформаций при РКУ-прессовании в матрице с сужающимся выходным каналом. На фиг. 3 а изображено распределение усилия прессования в угловой матрице на фиг. 3 б изображено распределение усилия прессования в предлагаемом устройстве на фиг. 3 в изображено распределение усилия прессования в матрице с сужающимися каналами. Деформирование заготовок осуществляется следующим образом. Обрабатываемая заготовка 4 нагретая до температуры начала деформирования подается во входной канал 2 матрицы 1 и под действием силы, приложенной к пуансону 6 проталкивается в выходной канал 3 матрицы 1,имеющей сужающую ступень 5. При этом в месте стыка двух каналов матрицы материал подвергается сдвиговой деформации, кроме этого материал испытывает дополнительную деформацию в районе ступени, сужающей выходной канал. Пример. Было проведено моделирование процесса прессования заготовок в устройстве для углового прессования с сужающимся и не сужающимся выходным каналом и в предлагаемом устройстве для прессования, основной задачей которого являлось 1) получение равномерного распределения деформаций по сечению заготовки 2) увеличение степени деформации во всем объеме деформируемого тела 3) снижение усилия деформирования. Для исследования деформированного состояния при прессовании заготовок в предлагаемой и ранее известных матрицах было осуществлено моделирование процесса РКУ-прессования с использованием программного комплекса 3, для чего были построены модели инструментов и произведено моделирование процесса деформирования. Первую партию заготовок деформировали в угловой матрице, вторую партию в аналогичном устройстве с сужающимся каналом, а третью в предлагаемом устройстве со ступенью в выходном канале инструмента. Сравнительный анализ распределения деформаций при прессовании заготовок (фиг. 2) в ранее известной матрице, имеющей два канала расположенных под углом друг к другу, матрице с сужающимся выходным каналом и в предлагаемом устройстве показывает,что распределение деформаций при деформировании в предлагаемом устройстве более равномерное, чем при деформировании заготовок в ранее известных матрицах. Суммарная степень деформации в предлагаемом устройстве и инструменте с сужающимся каналом существенно выше по сравнению с угловой матрицей. Это объясняется тем, повышением среднего гидростатического давления за счет наличия противодавления со стороны ступени и сужения в выходных каналах инструментов, в отличие от ранее известной матрицы, где локализация деформации имеет место только на стыке каналов. Интенсивность деформации (фиг. 2) в предлагаемом устройстве несколько ниже, чем в 20970 инструменте с сужающимся каналом (на 16), но деформирование в инструменте с сужающимся каналом приводит к увеличению требуемого для деформации усилия (фиг. 3) в среднем на 18-20,что делает применение предлагаемого инструмента более целесообразным, а требуемая интенсивность деформации может быть достигнута проведением большего количества циклов деформирования. ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство для углового прессования,содержащее пуансон и матрицу с расположенными в ней двумя каналами, пересекающимися под углом друг к другу, отличающееся тем, что выходной канал матрицы снабжен ступенью, сужающей данный канал.
МПК / Метки
МПК: B21J 5/00
Метки: устройство, прессования, углового
Код ссылки
<a href="https://kz.patents.su/5-ip20970-ustrojjstvo-dlya-uglovogo-pressovaniya.html" rel="bookmark" title="База патентов Казахстана">Устройство для углового прессования</a>
Предыдущий патент: Непрерывный стан для прокатки полос из сталей и сплавов
Следующий патент: Проходной безвершинный сабельный токарный резец
Случайный патент: Способ оценки функциональной полноценности иммунитета