Способ эксплуатации эмульсии
Номер инновационного патента: 25565
Опубликовано: 15.03.2012
Авторы: Дорогая Наталья Ивановна, Левин Виталий Владимирович, Васькин Андрей Михайлович, Каскин Баглан Камарович, Пономарева Алла Геннадьевна
Формула / Реферат
Изобретение относится к области прокатного производства, а именно к производству холоднокатаного проката, в частности к технологии эксплуатации эмульсионных систем и использования эмульсии при холодной прокатке стали.
Цель изобретения - экономия эмульсии. Достигается это за счет изменения способа подпитки рабочей эмульсии, разработки режимов работы магнитных сепараторов и изменения схемы съема пенопродуктов с поверхности в эмульсионных баках.
Текст
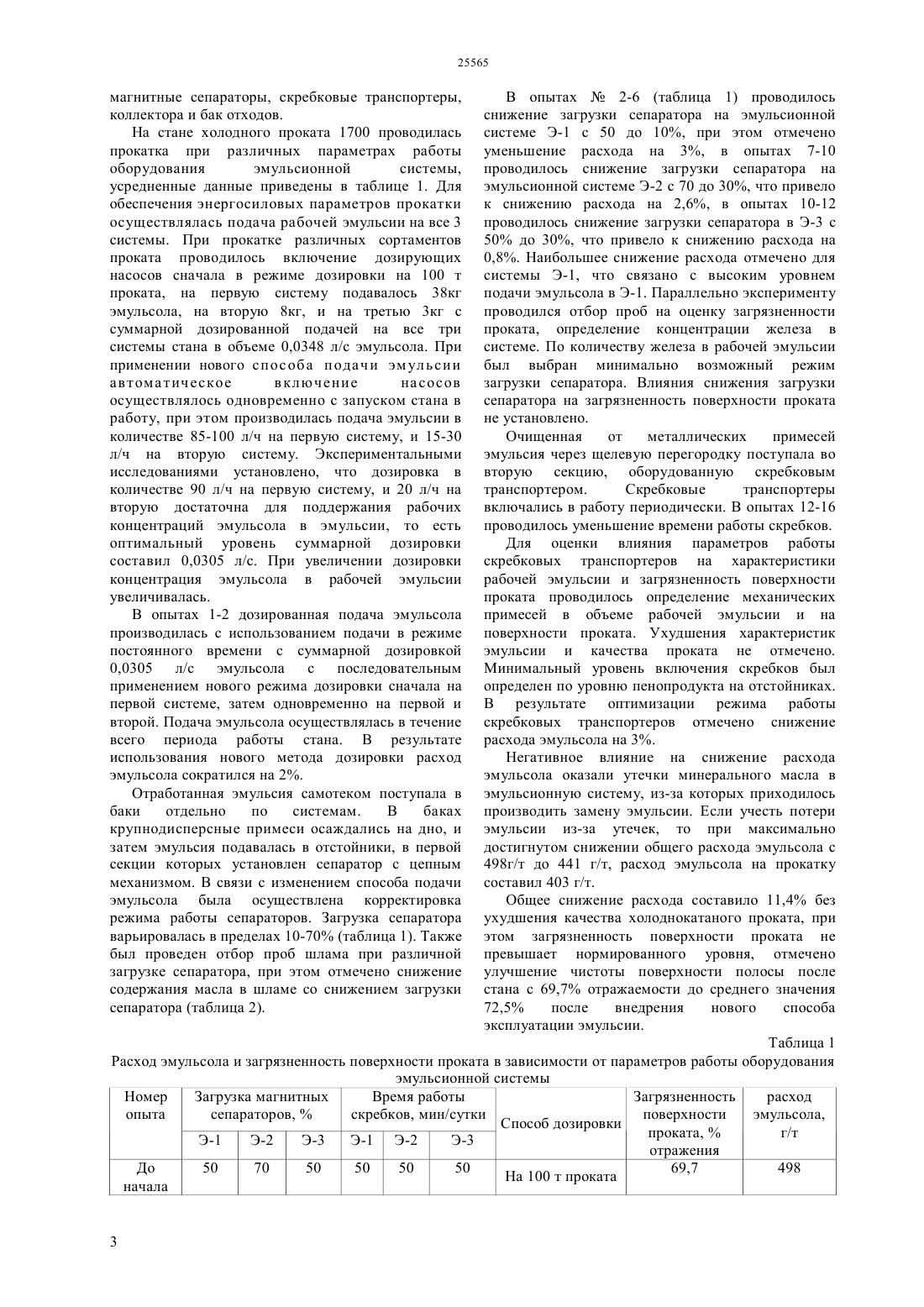
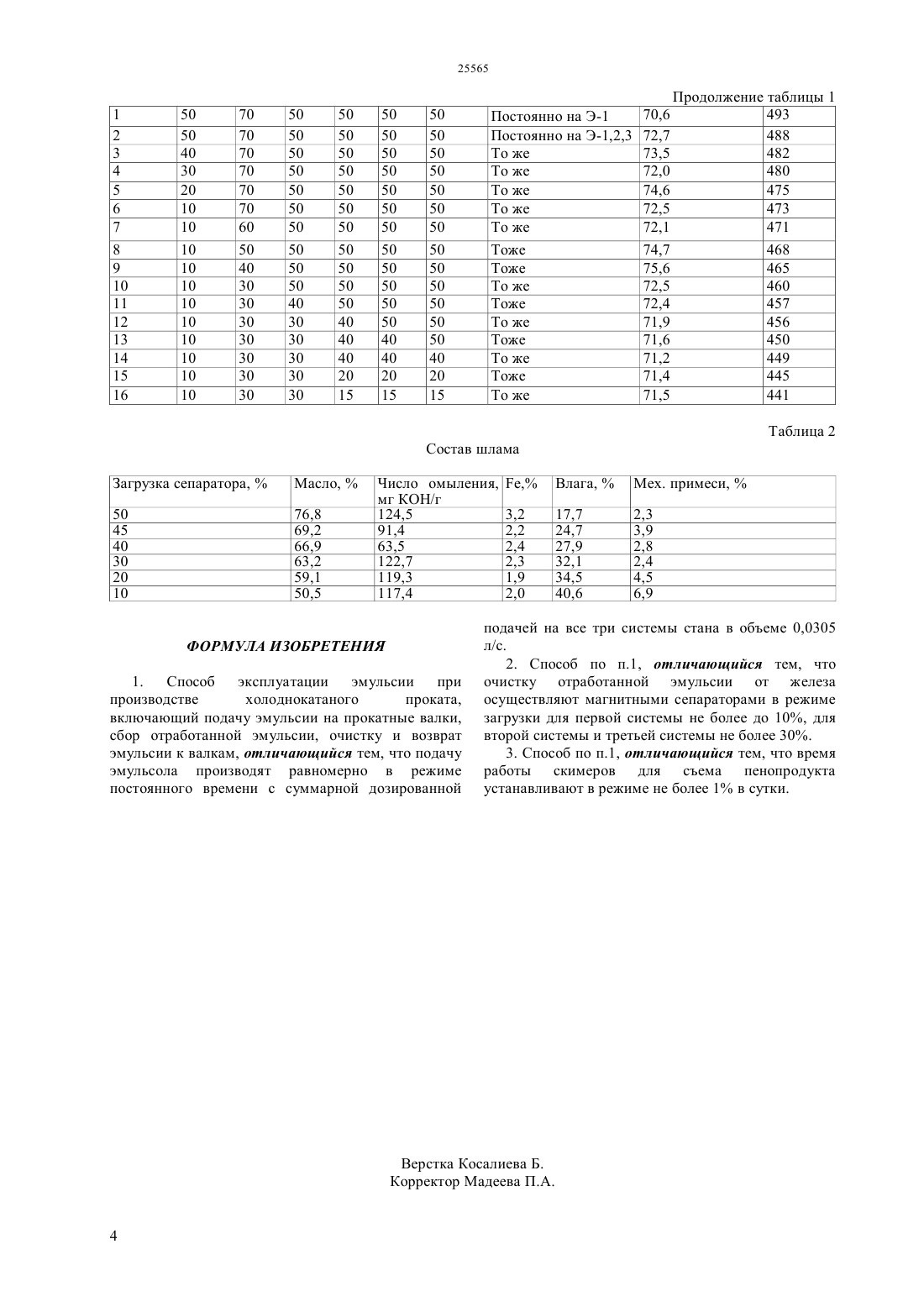
(51) 21 8/04 (2011.01) 21 9/48 (2011.01) 21 45/02 (2011.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Изобретение относится к области прокатного производства,а именно к производству холоднокатаного проката, в частности к технологии эксплуатации эмульсионных систем и использования эмульсии при холодной прокатке стали. Цель изобретения - экономия эмульсии. Достигается это за счет изменения способа подпитки рабочей эмульсии, разработки режимов работы магнитных сепараторов и изменения схемы съема пенопродуктов с поверхности в эмульсионных баках.(72) Каскин Баглан Камарович Пономарева Алла Геннадьевна Васькин Андрей Михайлович Левин Виталий Владимирович Дорогая Наталья Ивановна(73) Акционерное общество АрселорМиттал Темиртау(56) Степанов А.А., Павлов С.И. и др. Применение новых эмульсолов на стане 1700 для улучшения качества поверхности полос. Сталь 12, 2005, с.4041 Изобретение относится к области прокатного производства,а именно к производству холоднокатаного проката, в частности к технологии эксплуатации эмульсионных систем и использования эмульсии при холодной прокатке стали. Известен способ смазки и охлаждения при холодной прокатке, который с целью экономии эмульсии разделяет эмульсию на высококонцентрированную и малоконцентрированную и последующую подачу высококонцентрированной эмульсии на полосу, а малоконцентрированной - на валки Патент СССР 1369844, МПК В 21 В 45/02 30.01.1988 Недостатком данного изобретения является необходимость разделения эмульсии на высококонцентрированную и малоконцентрированную с помощью дополнительных роторных аппаратов для перемешивания эмульсии. Известен способ эксплуатации эмульсии с целью снижения расхода эмульсии, при уменьшении объема эмульсии на 5-20 в охлаждающую жидкость вводят 0,01-0,2 мас. тринатрийфосфата,после чего часть полученного раствора в количестве 20-90 об. от уменьшения объема эмульсии сначала смешивают с масляным компонентом, а затем полученную смесь добавляют в эмульсию Патент СССР 1650301, МПК В 21 В 45/02 23.05.1991. Недостатком данного способа является приобретение дополнительного химического реагента и отсутствие защиты от коррозии на прокате после последней клети стана. Наиболее близким по технической сущности и достигаемому результату,является способ Применение новых эмульсолов на стане 1700 для улучшения качества поверхности полос, А.А. Степанов, С.И. Павлов, В.В.Кузнецов, М.В. Шурыгин, Л.А. Аниськина / Сталь 12. 2005 г. С.40-41, заключающийся в оптимизации работы магнитных сепараторов, съема пенных продуктов с поверхности эмульсионных баков и корректировки скорости подпитки рабочей эмульсии, что позволило уменьшить удельный расход от 1 до 0,88 кг/т. Недостатком данного способа является проблемы с поддержанием концентрации в эмульсионной системе и ухудшение качества холоднокатаного проката. Техническим результатом предлагаемого изобретения является снижение расхода эмульсола на 11,4 за счет изменения способа подпитки рабочей эмульсии, разработки режимов работы магнитных сепараторов и изменения схемы съема пенопродуктов с поверхности в эмульсионных баках без ухудшения качества эмульсии и качества поверхности холоднокатаного проката. Указанная техническая задача достигается тем,что подачу эмульсола производят равномерно в режиме постоянного времени с суммарной дозированной подачей на все три системы стана в объеме 0,0305 л/с. Очистку отработанной эмульсии осуществляют магнитными сепараторами в режиме 2 загрузки для первой системы не более до 10, для второй и третьей системы не более 30. Время работы скребков для съема пенопродукта устанавливают в режиме не более 1 в сутки. Сущность изобретения состоит в следующем. На расход эмульсола влияет способ подачи эмульсола во время прокатки металла и режим работы магнитных сепараторов и скребков. Подача эмульсола производится дискретно в зависимости от производства на существующих станах холодной прокатки (на каждые 100 тонн проката), что приводит к подаче эмульсола большими порциями. Это снижает эффективность эмульгирования эмульсола в эмульсии, а при работающих скребковых транспортерах и сепараторах незаэмульгированные масла быстро удаляются из системы. При подаче эмульсола в режиме постоянного времени, отключение насоса подачи производится одновременно с остановкой стана дозировка осуществляется небольшими постоянными порциями, и производится весь период работы стана. Подача смазки начинается с началом вращения валков и увеличением скорости стана, и заканчивается сразу при остановке стана. Такой способ подачи увеличивает эффективность эмульгирования эмульсола, повышает прокатные свойства смазки, и снижает ее расход. Магнитные сепараторы служат для удаления металлических частиц (продуктов износа полосы и валков) под действием электромагнита. Одновременно с металлическими частицами удаляется и часть эмульсола. При загрузке магнитных сепараторов для первой системы более 10 , для второй и третьей более 30 происходит значительное удаление эмульсола совместно с металлическими частицами, особенно, при большой дозировке подачи эмульсола. Скребковые транспортеры служат для удаления пенопродукта, состоящего из маслоотходов и механических примесей. Необходимость его включения должна определяться уровнем полученного пенопродукта,однако,это проблематично в условиях технологического процесса, так как для этого требуется постоянное наблюдение. При времени работы скребков для съема пенопродукта в режиме более 1 в сутки, и при подаче эмульсола большими порциями в систему незаэмульгированные масла быстро удаляются из системы. При подаче эмульсола в режиме постоянного времени экспериментальным путем установлены режимы работы магнитных сепараторов и время съема пенопродуктов с поверхности эмульсионных баков. Примеры реализации способа. Эмульсионная система стана холодной прокатки состоит из трех систем 1-я система подает эмульсию на 1 клеть (Э-1), вторая - на клети 2-4 (Э 2), и третья - на 5-ю клеть (Э-3). Эмульсионная система включает баки для хранения эмульсола,баки на каждую систему, насосы, отстойники,теплообменники,фильтры грубой очистки, 25565 магнитные сепараторы, скребковые транспортеры,коллектора и бак отходов. На стане холодного проката 1700 проводилась прокатка при различных параметрах работы оборудования эмульсионной системы,усредненные данные приведены в таблице 1. Для обеспечения энергосиловых параметров прокатки осуществлялась подача рабочей эмульсии на все 3 системы. При прокатке различных сортаментов проката проводилось включение дозирующих насосов сначала в режиме дозировки на 100 т проката, на первую систему подавалось 38 кг эмульсола, на вторую 8 кг, и на третью 3 кг с суммарной дозированной подачей на все три системы стана в объеме 0,0348 л/с эмульсола. При применении нового спос оба пода чи эм ульсии автома тическое включение на сосов осуществлялось одновременно с запуском стана в работу, при этом производилась подача эмульсии в количестве 85-100 л/ч на первую систему, и 15-30 л/ч на вторую систему. Экспериментальными исследованиями установлено, что дозировка в количестве 90 л/ч на первую систему, и 20 л/ч на вторую достаточна для поддержания рабочих концентраций эмульсола в эмульсии, то есть оптимальный уровень суммарной дозировки составил 0,0305 л/с. При увеличении дозировки концентрация эмульсола в рабочей эмульсии увеличивалась. В опытах 1-2 дозированная подача эмульсола производилась с использованием подачи в режиме постоянного времени с суммарной дозировкой 0,0305 л/с эмульсола с последовательным применением нового режима дозировки сначала на первой системе, затем одновременно на первой и второй. Подача эмульсола осуществлялась в течение всего периода работы стана. В результате использования нового метода дозировки расход эмульсола сократился на 2. Отработанная эмульсия самотеком поступала в баки отдельно по системам. В баках крупнодисперсные примеси осаждались на дно, и затем эмульсия подавалась в отстойники, в первой секции которых установлен сепаратор с цепным механизмом. В связи с изменением способа подачи эмульсола была осуществлена корректировка режима работы сепараторов. Загрузка сепаратора варьировалась в пределах 10-70 (таблица 1). Также был проведен отбор проб шлама при различной загрузке сепаратора, при этом отмечено снижение содержания масла в шламе со снижением загрузки сепаратора (таблица 2). В опытах 2-6 (таблица 1) проводилось снижение загрузки сепаратора на эмульсионной системе Э-1 с 50 до 10, при этом отмечено уменьшение расхода на 3, в опытах 7-10 проводилось снижение загрузки сепаратора на эмульсионной системе Э-2 с 70 до 30, что привело к снижению расхода на 2,6, в опытах 10-12 проводилось снижение загрузки сепаратора в Э-3 с 50 до 30, что привело к снижению расхода на 0,8. Наибольшее снижение расхода отмечено для системы Э-1, что связано с высоким уровнем подачи эмульсола в Э-1. Параллельно эксперименту проводился отбор проб на оценку загрязненности проката, определение концентрации железа в системе. По количеству железа в рабочей эмульсии был выбран минимально возможный режим загрузки сепаратора. Влияния снижения загрузки сепаратора на загрязненность поверхности проката не установлено. Очищенная от металлических примесей эмульсия через щелевую перегородку поступала во вторую секцию, оборудованную скребковым транспортером. Скребковые транспортеры включались в работу периодически. В опытах 12-16 проводилось уменьшение времени работы скребков. Для оценки влияния параметров работы скребковых транспортеров на характеристики рабочей эмульсии и загрязненность поверхности проката проводилось определение механических примесей в объеме рабочей эмульсии и на поверхности проката. Ухудшения характеристик эмульсии и качества проката не отмечено. Минимальный уровень включения скребков был определен по уровню пенопродукта на отстойниках. В результате оптимизации режима работы скребковых транспортеров отмечено снижение расхода эмульсола на 3. Негативное влияние на снижение расхода эмульсола оказали утечки минерального масла в эмульсионную систему, из-за которых приходилось производить замену эмульсии. Если учесть потери эмульсии из-за утечек, то при максимально достигнутом снижении общего расхода эмульсола с 498 г/т до 441 г/т, расход эмульсола на прокатку составил 403 г/т. Общее снижение расхода составило 11,4 без ухудшения качества холоднокатаного проката, при этом загрязненность поверхности проката не превышает нормированного уровня, отмечено улучшение чистоты поверхности полосы после стана с 69,7 отражаемости до среднего значения 72,5 после внедрения нового способа эксплуатации эмульсии. Таблица 1 Расход эмульсола и загрязненность поверхности проката в зависимости от параметров работы оборудования эмульсионной системы Номер Загрузка магнитных Время работы Загрязненность расход опыта сепараторов,скребков, мин/сутки поверхности эмульсола,Способ дозировки проката,г/т Э-1 Э-2 Э-3 Э-1 Э-2 Э-3 отражения До 50 70 50 50 50 50 69,7 498 На 100 т проката начала Постоянно на Э-1 Постоянно на Э-1,2,3 То же То же То же То же То же Тоже Тоже То же Тоже То же Тоже То же Тоже То же Состав шлама Загрузка сепаратора,ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ эксплуатации эмульсии при производстве холоднокатаного проката,включающий подачу эмульсии на прокатные валки,сбор отработанной эмульсии, очистку и возврат эмульсии к валкам, отличающийся тем, что подачу эмульсола производят равномерно в режиме постоянного времени с суммарной дозированной подачей на все три системы стана в объеме 0,0305 л/с. 2. Способ по п.1, отличающийся тем, что очистку отработанной эмульсии от железа осуществляют магнитными сепараторами в режиме загрузки для первой системы не более до 10, для второй системы и третьей системы не более 30. 3. Способ по п.1, отличающийся тем, что время работы скимеров для съема пенопродукта устанавливают в режиме не более 1 в сутки.
МПК / Метки
МПК: B21B 45/02, C21D 8/04, C21D 9/48
Метки: эмульсии, эксплуатации, способ
Код ссылки
<a href="https://kz.patents.su/4-ip25565-sposob-ekspluatacii-emulsii.html" rel="bookmark" title="База патентов Казахстана">Способ эксплуатации эмульсии</a>
Способ получения костной эмульсии
Номер предварительного патента: 7899
Опубликовано: 16.08.1999
Авторы: Подковыров Игорь Владимирович, Кайранбаев Сактапберген Хамзинович
МПК: C09H 5/00
Метки: костной, эмульсии, способ, получения
Формула / Реферат:
Изобретение относится к технологии приготовления костной эмульсии (клея и желатины) из костного сырья и может быть использовано при производстве вяжущих веществ, применяемых в строительстве. Предлагаемый способ получения костной эмульсии заключается в экстрагировании костного сырья водой при нагревании до 150 °С при давлении от 0,15 до 0,4 МПа в течение 6-9 часов. Способ характеризуется простотой осуществления и позволяет получать костную...
Непрерывный способ разделения потока водной эмульсии и установка для его осуществления
Номер предварительного патента: 15130
Опубликовано: 15.12.2004
Авторы: ПАРАН, Жан-Пьер, БЕНАЧЕНУ, Амин
МПК: B01D 15/00
Метки: осуществления, эмульсии, способ, разделения, водной, непрерывный, потока, установка
Формула / Реферат:
Способ разделения водной эмульсии, содержащей водную фазу и безводную фазу, на раздельныеводную и безводную фазы с целью получения собранной безводной фазы и собранной водной фазы сприемлемым уровнем содержания безводной фазы.В ходе осуществления способа в системе очистки сгоризонтальным потоком для деэмульгации эмульсии и, тем самым, получения как водной, так и безводной фаз в виде двух раздельных потоков используют, по меньшей мере, одно...
Способ приготовления водомасляной аммиачно-селитренной эмульсии
Номер предварительного патента: 6702
Опубликовано: 16.11.1998
Авторы: Шайхутдинов Еренгаип Маликович, Бейсебаев Акылжан Масымханович, Ольшанский Евгений Николаевич, Долженко Владимир Анатольевич, Тамбиев Геннадий Иссаевич
МПК: C06B 21/00
Метки: водомасляной, эмульсии, аммиачно-селитренной, приготовления, способ
Формула / Реферат:
Изобретение относится к области взрывных работ и может быть использовано в горнодобывающей промышленности для изготовления водоустойчивых аммиачно-селитренных эмульсионных взрывчатых веществ (ВВ) на местах их потребления. Достигаемый технический результат - повышение водоустойчивости и стабильности аммиачно-селитренной водомасляной эмульсии. Способ включает смешение и диспергирование нефтепродукта с раствором аммиачной селитры с получением...
Способ получения водотопливной эмульсии и композиционного многокомпонентного топлива
Номер инновационного патента: 22398
Опубликовано: 15.03.2010
Авторы: Мащенко Виктор Викторович, Радаев Виктор Викторович, Дудко Анатолий Ильич
МПК: B01J 2/06, C10L 9/00, C10L 1/32...
Метки: многокомпонентного, композиционного, эмульсии, получения, способ, топлива, водотопливной
Формула / Реферат:
Изобретение относится к получению углеводородного топлива, применяемого в качестве технологического топлива на промышленных предприятиях, в частности теплоэлектростанциях, металлургических комбинатах, химических заводах и в других теплоэнергоемких структурах, и может быть использовано для получения топлива из обводненного мазута, печного топлива, нефтешламов, тяжелых остаточных фракций переработки нефти, а также каменноугольных масел и смол с...
Установка для производства водомасляной эмульсии
Номер предварительного патента: 13004
Опубликовано: 15.05.2003
Авторы: Ерофеев Иван Евгеньевич, Латыпов Авис Самигуллинович
МПК: B01F 13/06
Метки: эмульсии, установка, водомасляной, производства
Формула / Реферат:
Изобретение относится к области горного дела, в частности к установкам для приготовления водомасляной эмульсии - жидкого компонента простейшего взрывчатого вещества. Технический результат изобретения - повышение срока службы установки для приготовления водомасляной эмульсии. Для этого в установке для производства водомасляной эмульсии, содержащей накопительную емкость, баки для подготовки смешиваемых жидких компонентов, соединенные...
Следующий патент: Способ извлечения мелкого и тонкодисперсного золота
Случайный патент: Устройство для термического разрушения горных пород