Стан для прокатки бесшовных труб
Формула / Реферат
Изобретение относится к обработке металлов давлением, а именно прокатке труб, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях.
Стан для прокатки бесшовных труб содержит главный привод, рабочую клеть с вращающимся волокой и вталкивателя гильзы с оправкой. При этом волока и оправка имеют противоположно направленные гладкие и волнисто-конусообразные участки захвата и обжатия, соответственно и калибрующие цилиндрические участки. Выступы или впадины волоки, имеют одинаковую ширину и соответственно высоту или глубину. Они выполнены по винтовой линии. Причем поступательно двигающиеся оправка вращается против направления вращения волоки, а угол между касательной к винтовой линии и линией, проходящей через точку касания по образующей перпендикулярно основанием оправки, равняется от 45° до 60°.
Текст
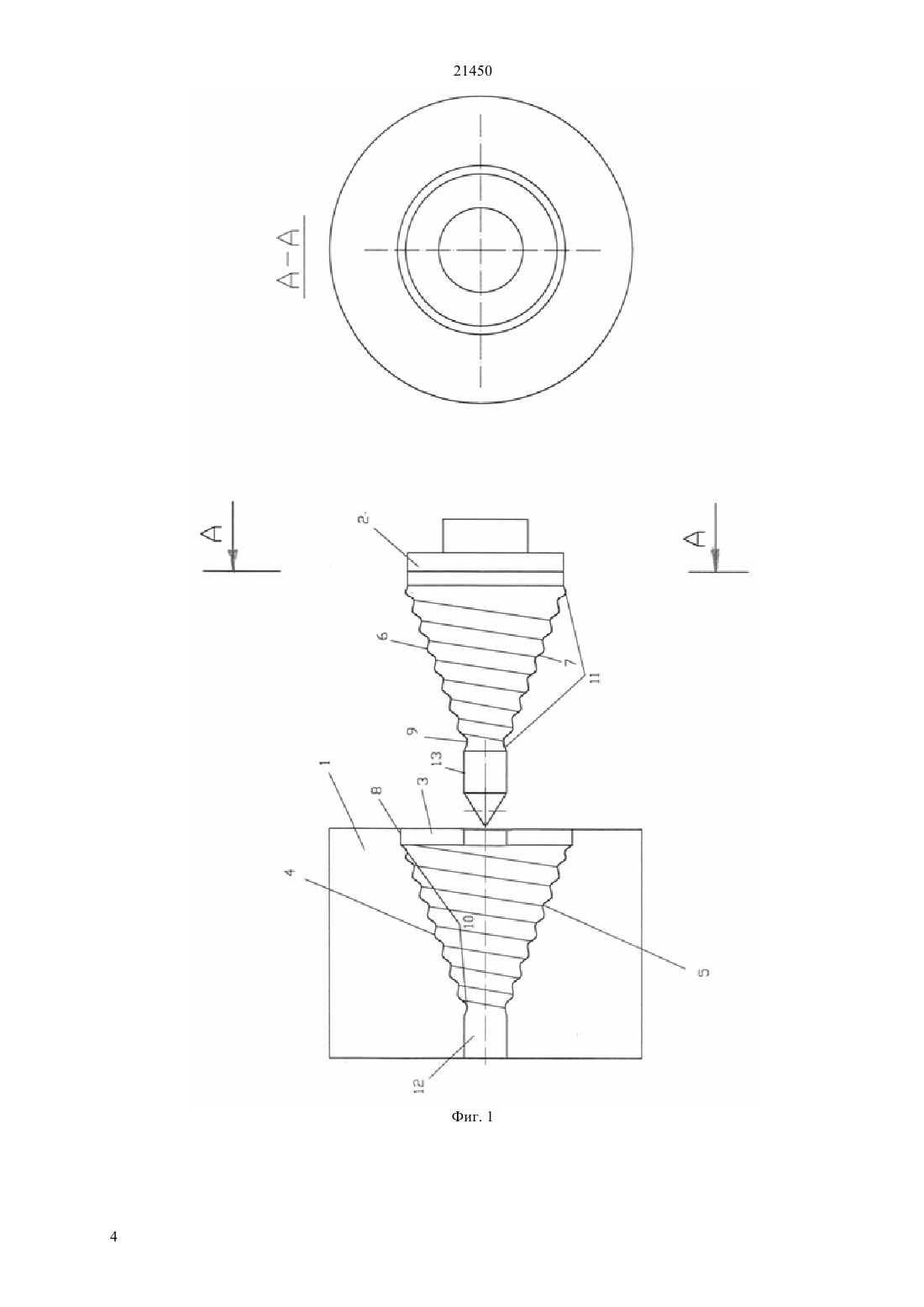
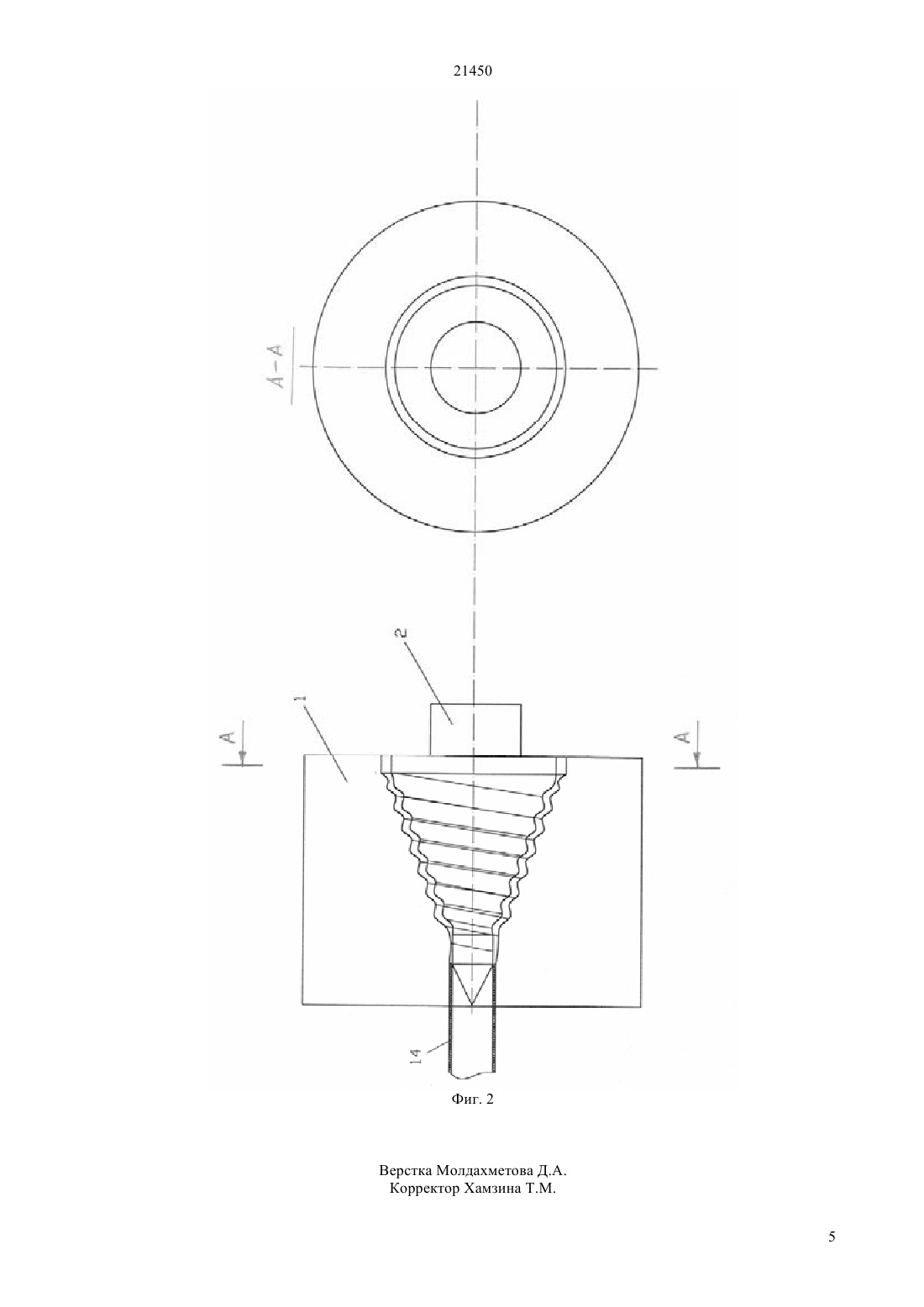
(51) 21 В 17/02 (2006.01) 21 В 25/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ использовано в прокатных цехах металлургических заводов и в малых предприятиях. Стан для прокатки бесшовных труб содержит главный привод, рабочую клеть с вращающимся волокой и вталкивателя гильзы с оправкой. При этом волока и оправка имеют противоположно направленные гладкие и волнисто-конусообразные участки захвата и обжатия, соответственно и калибрующие цилиндрические участки. Выступы или впадины волоки, имеют одинаковую ширину и соответственно высоту или глубину. Они выполнены по винтовой линии. Причем поступательно двигающиеся оправка вращается против направления вращения волоки, а угол между касательной к винтовой линии и линией,проходящей через точку касания по образующей перпендикулярно основанием оправки, равняется от 45 до 60.(72) Машеков Серик Акимович Машекова Айгерим Сериковна Ашкеев Жасулан Аманжолавич Нуртазаев Адилжан Елеуович Сенбаев Нурболат Сакенович Алимбетов Асылхан Бахрамович(73) Республиканское государственное предприятие на праве хозяйственного ведения Казахский национальный технический университет им. К.И. Сатпаева Министерства образования и науки Республики Казахстан(54) СТАН ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ТРУБ 21450 Изобретение относится к обработке металлов давлением, а именно прокатке труб, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях. Известен стан для прокатки бесшовных труб содержащий главный привод, рабочую клеть с вращающимися в одну сторону тремя валками и вталкивателя гильзы с оправкой ( ., .,.//. 1993,. 6,5, .90-94). Однако использование известного стана для прокатки бесшовных труб приводит к образованию поверхностных дефектов, особенно в случае прокатки малопластичных сталей. Это связано с тем, что при прокатке в трех валках сечение тонкостенной трубы получают треугольную форму,т.е. сечение трубы намного отличается от круга, а дальнейшая прокатка может привести к зажиму. Наиболее близким по технической сущности и достигаемому результату является стан для прокатки бесшовных труб содержащий главный привод, рабочую клеть с вращающимися в одну сторону четырьмя валками и вталкивателя гильзы с оправкой ( .-.,,..// . 2002.3. . 34-39.). Недостатком известного стана для прокатки бесшовных труб является то, что при прокатке гильз по сечению заготовки не развиваются сдвиговые деформации и тем самым качество получаемых труб снижается (известно, что развитие сдвиговой деформации по сечению заготовки способствует повышению качество получаемых изделий). При этом не вращение оправки при прокатке труб увеличивает шероховатость внутренней поверхности трубы и требуемое усилие прокатки. Технический результат изобретения заключается в повышения качества получаемых труб и снижение усилие деформирование. Технический результат достигается тем, что в стане для прокатки бесшовных труб содержащий главный привод, рабочую клеть с вращающимися в одну сторону четырьмя валками и вталкивателя гильзы с оправкой, внутреннее отверстие выполненного в виде одной волоки валков и оправка имеют противоположно направленные гладкие и волнисто-конусообразные участки захвата и обжатия, соответственно, и калибрующие цилиндрические участки, при этом выступы или впадины внутреннего отверстия волоки, имеющие одинаковую ширину и соответственно высоту или глубину, выполнены по винтовой линии с углом между касательной к винтовой линии и линией,проходящей через точку касания по образующей перпендикулярно основанием оправки, равным от 45 до 60, а поступательно двигающиеся оправка сделана вращающимся против направления вращения волоки. Изобретение поясняется фиг. 1 и 2, где 1 волока 2 - оправка 3 - гильза 4 и 5 - выступы и впадины волоки 6 и 7 - выступы и впадины оправки 8 и 9 участок захвата волоки и оправки,соответственно 10 и 11 - участок обжатия волоки и 2 оправки, соответственно 12 и 13 - участок калибровки волоки и оправки, соответственно. Стан для прокатки бесшовных труб состоит из главного привода, рабочей клети с вращающимися в одну сторону волоки 1 и вращающимися в другую сторону оправки 2. При этом волока и оправка снабжены противоположно направленными гладкими 8, 9 и волнисто-конусообразными 10, 11 участками захвата и обжатия, соответственно, и калибрующими цилиндрическими участками 12, 13. Имеющие одинаковые размеры выступы 4,6 и впадины 5, 7 волоки и оправки располагаются по винтовой линий. Угол между касательной к винтовой линий и линией, проходящей через точку касания по образующей перпендикулярно основанием оправки, равняется от 45 до 60. Прокатка труб осуществляется следующим образом. Гильза 3 подается в конусообразное отверстие волоки 1 и деформируется с выступами 4 и 6, а также впадинами 5 и 7 волнистоконусообразных участков волоки 10 и оправки 11 при вращение волоки в одном направлений, а поступательно двигающиеся оправки в другом направлений. Прокатка труб в волнисто-конусообразных участках волоки и оправки, при вращение волоки в одном направлении, а поступательно двигающейся оправки в другом направлении обеспечивает поступательное и вращательное движение заготовки в направлении прокатки, эффективное измельчение структуры по всему сечению гильзы за счет развития сдвиговых деформации и уменьшение усилие прокатки. Создание дополнительных сдвиговых деформации приводит к дополнительному измельчению структуры металлов и сплавов, т.е. создается дополнительные условия для получения качественной продукции. Необходимо отметить, что прокатка в предлагаемом стане, имеющим одинаковые размеры выступов и впадин рабочей поверхности волоки и оправки позволяет деформировать гильзу с поступательным и вращательным движением без образования поверхностных дефектов при прокатке. Этому способствует прокатка в конусообразных волоках. Так как конусообразная схема прокатки создает более закрытый калибр, в котором сечение трубы меньше отличается от круглого сечения. Прокатка в волнисто-конусообразных участках волоки и оправки, имеющих не одинаковые размеры выступов и впадин, приводит к образованию дефектов на поверхности гильзы. Все это ухудшает качество получаемых труб. Расположение выступов или впадин волнистой рабочей поверхности волоки и оправки по винтовой линий связано с необходимостью обеспечение вращательного и поступательного движения гильзы в направлении прокатки. При этом создается условия для появления дополнительных сдвиговых деформации, снижается анизотропия свойств прокатываемых труб и уменьшается усилие прокатки. Необходимо отметить, что этому также способствует выбор величины угла между касательным к винтовой линий и линией 21450 проходящей через точку касания по образующей перпендикулярно основанием оправки, равной от 45 до 60. Повышение угла наклона больше 60 приводит к увеличению усилия прокатки, а уменьшение угла наклона меньше 45 приводит к увеличения вращательного движения заготовки при уменьшение поступательного,что снижает производительность прокатки. ФОРМУЛА ИЗОБРЕТЕНИЯ Стан для прокатки бесшовных труб содержащий главный привод, рабочую клеть с вращающимися в одну сторону четырьмя валками и вталкивателя гильзы с оправкой отличающийся тем, что внутреннее отверстие выполненного в виде одной волоки валков и оправка имеют противоположно направленные гладкие и волнисто - конусообразные участки захвата и обжатия, соответственно,калибрирующие цилиндрические участки, при этом выступы или впадины внутреннего отверстия волоки,имеющие одинаковую ширину и соответственно высоту или глубину, выполнены по винтовой линии с углом между касательной к винтовой линии и линией, проходящей через точку касания по образующей перпендикулярно основанием оправки, равным от 45 до 60, а поступательно двигающиеся оправка сделана вращающимся против направления вращения волоки.
МПК / Метки
МПК: B21B 25/00, B21B 17/02
Метки: бесшовных, труб, прокатки, стан
Код ссылки
<a href="https://kz.patents.su/5-ip21450-stan-dlya-prokatki-besshovnyh-trub.html" rel="bookmark" title="База патентов Казахстана">Стан для прокатки бесшовных труб</a>
Стан для горячей прокатки труб
Номер инновационного патента: 21104
Опубликовано: 15.04.2009
Автор: Нуртазаев Адильжан Елеуович
МПК: B21J 1/04, B21J 5/12, B21J 5/02...
Метки: стан, прокатки, труб, горячей
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно прокатке труб, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях.Стан для горячей прокатки труб содержит главный привод, рабочую клеть с вращающимися в одну сторону четырьмя валками и вталкивателя гильзы с оправкой. При этом валки и оправка имеют противоположно направленные гладкие и волнисто-конусообразные участки захвата и обжатия,...
Планетарный стан периодической прокатки труб
Номер предварительного патента: 13538
Опубликовано: 15.10.2003
Авторы: Ухов Александр Васильевич, Кашуба Марина Владимировна, Мышкин Олег Николаевич, Креймер Эдуард Львович
МПК: B21B 21/00
Метки: стан, периодической, прокатки, труб, планетарный
Формула / Реферат:
Изобретение относится к трубопрокатному оборудованию и может быть использовано в станах холодной прокатки труб из цветных металлов. Планетарный стан периодической прокатки труб содержит станину с установленной в ней рабочей клетью, выполненной в виде вращающейся рамки, в которой имеется подвижный возвратно-поступательный корпус с парой профилированных калибров, и механизм подачи трубы с патроном подачи, при этом рабочая клеть дополнительно...
Стан непрерывного холодного волочения-прокатки труб
Номер патента: 13537
Опубликовано: 16.07.2007
Авторы: Большедворский Виктор Васильевич, Семененко Олег Петрович, Кельбах Сергей Владимирович, Креймер Эдуард Львович, Раушенбах Игорь Михайлович, Мышкин Олег Николаевич, Кашуба Марина Владимировна
МПК: B21B 21/00
Метки: стан, холодного, труб, волочения-прокатки, непрерывного
Формула / Реферат:
Изобретение относится к трубопрокатному производству и может быть использовано для изготовления труб из цветных металлов. Стан холодного волочения-прокатки на самоустанавливающейся оправке труб, преимущественно медных, из непрерывно литой заготовки, свернутой в бухты, содержит размоточное устройство, рабочий орган с размещенной в нем волокой, тянущий блок и приемное устройство. Рабочий орган выполнен в виде вращаемых от привода прокатных...
Стан холодной прокатки труб
Номер предварительного патента: 12365
Опубликовано: 17.12.2002
Авторы: Ухов Александр Васильевич, Раушенбах Игорь Михайлович, Жаниспаев Ешим Альвитович, Сульменев Виталий Сергеевич, Кузнецов Валерий Иванович, Панкеев Михаил Дмитриевич
МПК: B21B 21/00
Метки: стан, холодной, труб, прокатки
Формула / Реферат:
Изобретение относится к трубопрокатному оборудованию.Технический результат изобретения - повышение производительности, увеличение срока службы оборудования и возможность сворачивания длинномерных труб в бухту в процессе прокатки.Технический результат изобретения достигается тем, что в известном стане, содержащем рабочую клеть, привод ее возвратно-поступательного перемещения с кривошипными зубчатыми колесами и механизм подачи трубы, рабочая...
Способ холодной прокатки труб
Номер предварительного патента: 12366
Опубликовано: 17.12.2002
Авторы: Виноградов Анатолий Григорьевич, Кашуба Марина Владимировна, Сульменев Виталий Сергеевич, Ухов Александр Васильевич, Мышкин Олег Николаевич, Креймер Эдуард Львович
МПК: B21B 21/00
Метки: способ, холодной, труб, прокатки
Формула / Реферат:
Изобретение относится к трубопрокатному производству и может быть использовано при изготовлении труб на станах холодной периодической прокатки труб.Техническим результатом изобретения является повышение степени деформирования металла при прокатке труб.Для этого в способе холодной прокатки труб, включающем порционную подачу заготовки в очаг деформирования, образованный двумя парами валков, и деформирование поданной порции последовательно...
Предыдущий патент: Устройство для очистки нефтеотстойника
Следующий патент: Устройство для определения реологических свойств песчано-смоляных смесей
Случайный патент: Способ получения керамического строительного дорожного материала