Вставка в пневмолинейки моталок стана горячей прокатки
Номер инновационного патента: 25412
Опубликовано: 16.01.2012
Авторы: Шайдулов Борис Равильевич, Коноваленко Михаил Владимирович, Цимбал Константин Георгиевич, Шайдулов Руслан Равильевич, Войтеховский Дмитрий Анатольевич
Формула / Реферат
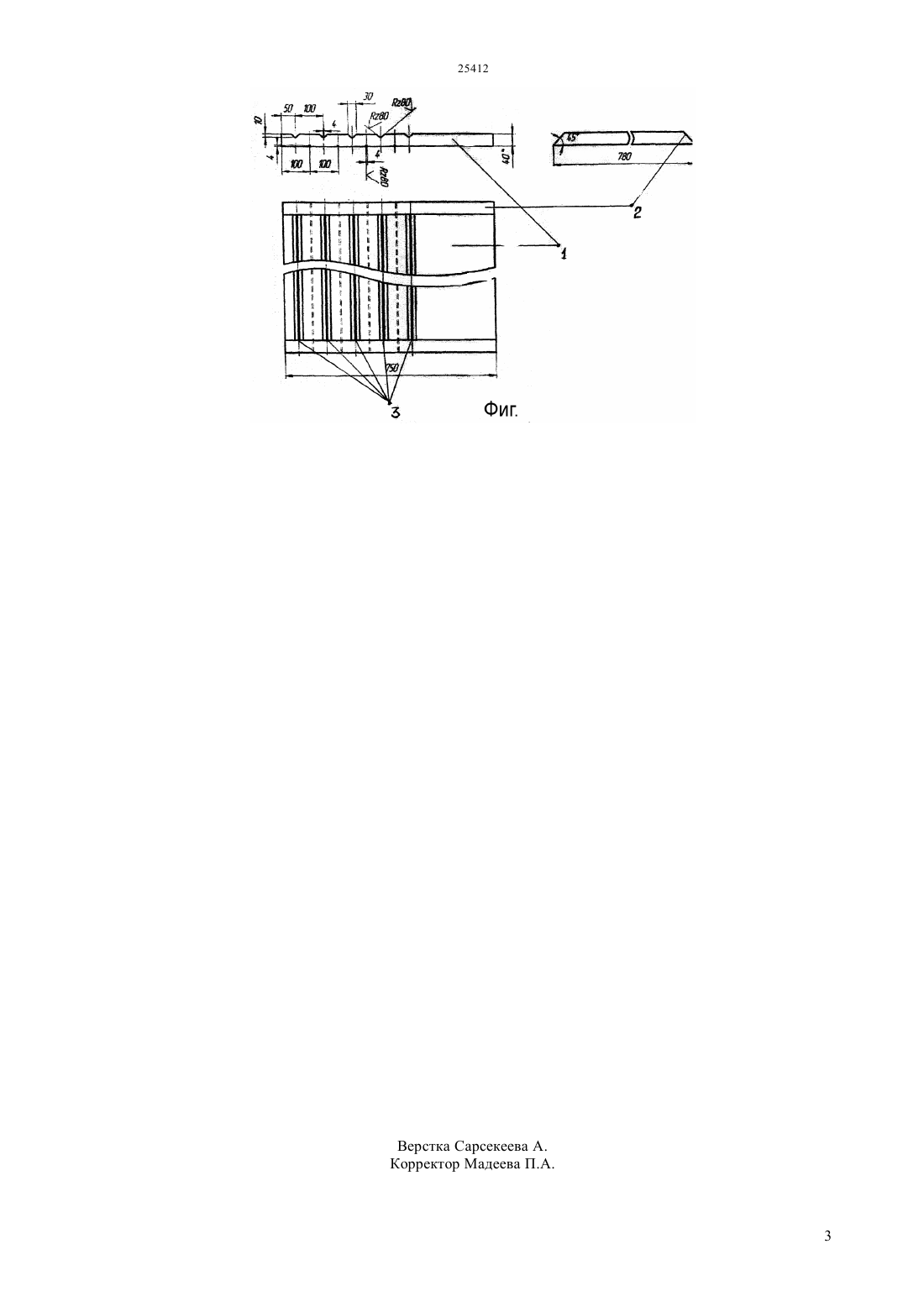
Изобретение относится к прокатному производству и может быть использовано при смотке горячекатаной полосы на моталку в рулоны. На стальной заготовке «вставке» размером 780*750*40мм фрезеруются пазы «продольные ручьи» размером 10*30*780мм. Затем вставка устанавливается в держатели пневмолинейки типа «ласточкин хвост». При смотке горячекатаной полосы кромка полосы попадает в «продольные ручьи», тем самым удерживаясь в створе пневмолинеек не сдвигаясь и не заминая кромки. При смотке полосы на моталку количество выступающих и запавших витков значительно снизилось.
Использование данного устройства позволяет повысить качество металла за счет уменьшения в 2 раза металла 2-го сорта по дефектам смотки «телескоп», «замятые витки», «рваная кромка».
Текст
(51) 21 39/16 (2010.01) 21 37/54 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ На стальной заготовке вставке размером 78075040 мм фрезеруются пазы продольные ручьи размером 1030780 мм. Затем вставка устанавливается в держатели пневмолинейки типа ласточкин хвост. При смотке горячекатаной полосы кромка полосы попадает в продольные ручьи, тем самым удерживаясь в створе пневмолинеек не сдвигаясь и не заминая кромки. При смотке полосы на моталку количество выступающих и запавших витков значительно снизилось. Использование данного устройства позволяет повысить качество металла за счет уменьшения в 2 раза металла 2-го сорта по дефектам смотки телескоп, замятые витки, рваная кромка.(72) Войтеховский Дмитрий Анатольевич Цимбал Константин Георгиевич Шайдулов Борис Равильевич Шайдулов Руслан Равильевич Коноваленко Михаил Владимирович(73) Акционерное общество АрселорМиттал Темиртау(54) ВСТАВКА В ПНЕВМОЛИНЕЙКИ МОТАЛОК СТАНА ГОРЯЧЕЙ ПРОКАТКИ(57) Изобретение относится к прокатному производству и может быть использовано при смотке горячекатаной полосы на моталку в рулоны. Изобретение относится к прокатному производству и предназначено для контроля горячекатаной полосы при смотке на моталку. Известна вводная роликовая проводка рабочей клети прокатного стана, в корпусе которой установлены роликодержатели, выполненные в виде двуплечих рычагов, одно плечо которых снабжено направляющими роликами,калибр которых соответствует профилю направляемого проката(А.с. СССР 724079, В 21 В 39/16, Б.И. 11, 1980 г.) Недостатком данного изобретения является то, что для работы этого механизма необходима аккумуляторная батарея, которая заряжается ручным насосом и сжатым азотом. Известно устройство для задачи проката,содержащее два задающих ролика, в ручьях которых размещен прокат, зажимающийся между ними с помощью эксцентрикового кулачка и подпружиненной опоры. Затем включают электродвигатель а ролики, вращаясь за счет сил контактного трения, приводят в поступательное движение прокат и задают его в прокатную клеть(А.с. СССР 969347, В 21 В 39/00, Б.И. 40, 1982 г). Недостатком этого устройства является сложность конструкции и затруднение в регулирование прижатия роликов. Наиболее близким к предполагаемому решению по технической сущности и достигаемому результату является Проводковая арматура прокатной клети, состоящая из направляющих линеек, опирающихся на горизонтальный упор и имеющие внутренние продольные ребра,стыкующиеся при минимальном растворе линеек(А.с. СССР 863041, в 21 В 39/16, Б.И. 34, 1981 г.) Недостатком этого изобретения является то, что для перемещения направляющих линеек поперек оси прокатки требуется винт с правой и левой резьбой, гайки и механизм откидывания. Все перечисленные решения по контролю горячекатаной полосы при смотке на моталку на стане горячей прокатки не нашли широкого применения и имеют ряд недостатков из-за сложной конструкции установок с использованием подшипников и роликов а также их технической эксплуатацией при смотке горячей полосы в рулон. Технической задачей настоящего изобретения является полный контроль горячекатаной полосы при смотке на моталку за счет правильного контакта металла с материалом вставки и направлением его на моталку. Технический результат достигается за счет установки вставок с направляющими ручьями,которые полностью контролируют горячекатаную полосу при смотке и не дают ей возможности гулять, тем самым образовывая неровную смотку на рулонах. Вставка размером 78075040 мм устанавливается в пневмолинейки и эксплуатируется. Из-за простоты конструкции при выработке ручья размером 3010780 мм вставка просто меняется на аналогичную, а у предыдущей вставки отрезается выработанный ручей и эта вставка снова готова к эксплуатации, что не маловажно так как замена вставок по опыту работы происходит один раз в сутки. Использование вставки с нарезанными пазами позволило удерживать полосу для ровной смотки, а ручьи исключили случаи замятия кромки ее подгибке при смотке на моталку. Пример выполнения. На фиг. 1 изображена описываемая вставка . стальной заготовке вставке -1, размером 78075040 мм фрезеруются пазы продольные ручьи -3, размером 1030780.3 атем вставка -1 устанавливается в пневмолинейки с помощью скоса -2 и механизма крепления типа ласточкин хвост. При смотке горячекатаной полосы кромка полосы попадает в продольные ручьи -3, тем самым удерживаясь в створе пневмолинеек, не сдвигаясь и не заминая кромки. Испытания проводились на стане горячей прокатки 1700 в Листопрокатном цехе -1 АО АрселорМитталТемиртау. До внедрения вставка не имела направляющих пазов продольных ручьев и при смотке горячекатаной полосы на моталку рулон наматывался с выступающими и запавшими витками. Благодаря продольным ручьям при смотке горячекатаной полосы на моталку,происходит полный контроль полосы в пазах с материалом вставки. Простота конструкции позволяет без проблем иметь запасной комплект вставок а при выработке одного ручья,деформированная часть вставки просто обрезается и эта же вставка может использоваться повторно, до пяти раз. Использование данного устройства позволяет повысить качество металла за счет уменьшения в 2 раза металла 2-го сорта по дефектам смотки телескоп, замятые витки, рваная кромка. ФОРМУЛА ИЗОБРЕТЕНИЯ Вставка в пневмолинейки моталок стана горячей прокатки,содержащая пневмолинейки,отличающаяся тем, что с помощью скоса и механизма крепления типа ласточкин хвост дополнительно установлены вставки размерами 78075040 мм, с нарезанными пазамипродольные ручьиразмерами 1030780 мм, с возможностью использования их до 5 раз повторно.
МПК / Метки
МПК: B21B 39/16, B21B 37/54
Метки: моталок, пневмолинейки, вставка, прокатки, стана, горячей
Код ссылки
<a href="https://kz.patents.su/3-ip25412-vstavka-v-pnevmolinejjki-motalok-stana-goryachejj-prokatki.html" rel="bookmark" title="База патентов Казахстана">Вставка в пневмолинейки моталок стана горячей прокатки</a>
Способ регулирования толщины прокатываемой полосы непрерывного стана горячей прокатки
Номер предварительного патента: 7109
Опубликовано: 15.02.1999
Авторы: Ма Сяо, Рутгайзер Олег Зиновьевич
МПК: B21B 37/00
Метки: регулирования, прокатки, полосы, прокатываемой, способ, стана, толщины, горячей, непрерывного
Формула / Реферат:
Изобретение относится к области автоматизации прокатных станов и может быть использовано для повышения стабильности толщины прокатываемой полосы.Техническим результатом изобретения является повышение точности получения информации об изменении толщины прокатываемой полосы.Он достигается тем, что в способе, включающем задание модуля жесткости последней клети, измерение усилия прокатки в этой клети и толщины полосы за клетью, определение величины...
Способ намотки полосы на барабан моталки стана холодной прокатки
Номер патента: 2768
Опубликовано: 15.12.1995
Авторы: Тикоцкий Александр Ерахмилевич, Козлов Леонард Николаевич, Дралюк Борис Наумович, Артемьев Олег Федорович
МПК: B21C 47/00
Метки: прокатки, барабан, холодной, моталки, способ, намотки, стана, полосы
Формула / Реферат:
Изобретение относится к прокатному производству, в частности к способам намотки полосы на барабан моталки. Цель изобретения - повышение выхода годного и производительности стана за счет устранения спекания витков при отжиге рулона после его намотки. В процессе намотки изменяют величину натяжения полосы, которую определяют по зависимости F=Fо(K1+K2Rо/R), где F - текущая величинанатяжения полосы; Fо - начальная величина натяжения полосы; Rо -...
Способ управления горячей прокаткой металлических полос в чистовой группе клетей непрерывного стана
Номер патента: 446
Опубликовано: 15.03.1994
Авторы: Атряскин Валерий Федорович, Куликов Виктор Иванович, Лозовой Владимир Николаевич, Колынюк Евгений Павлович, Сейсимбинов Темир-Али Сейлханович, Бурлаков Сергей Александрович
МПК: B21B 37/00, B21B 1/22
Метки: группе, клетей, стана, полос, металлических, непрерывного, способ, горячей, управления, чистовой, прокаткой
Формула / Реферат:
Использование: горячая прокатки полос на непрерывном стане. Сущность изобретения: в процессе прокатки полос в чистовой группе клетей непрерывного стана положение нажимных устройств изменяют в зависимости от отклонения температуры полосы от заданного значения перед чистовой группой клетей в соответствии с приведенной зависимостью.
Стан для горячей прокатки труб
Номер инновационного патента: 21104
Опубликовано: 15.04.2009
Автор: Нуртазаев Адильжан Елеуович
МПК: B21J 1/04, B21J 5/02, B21J 5/12...
Метки: прокатки, горячей, труб, стан
Формула / Реферат:
Изобретение относится к обработке металлов давлением, а именно прокатке труб, и может быть использовано в прокатных цехах металлургических заводов и в малых предприятиях.Стан для горячей прокатки труб содержит главный привод, рабочую клеть с вращающимися в одну сторону четырьмя валками и вталкивателя гильзы с оправкой. При этом валки и оправка имеют противоположно направленные гладкие и волнисто-конусообразные участки захвата и обжатия,...
Вставка теплообменной трубы радиатора водяного охлаждения
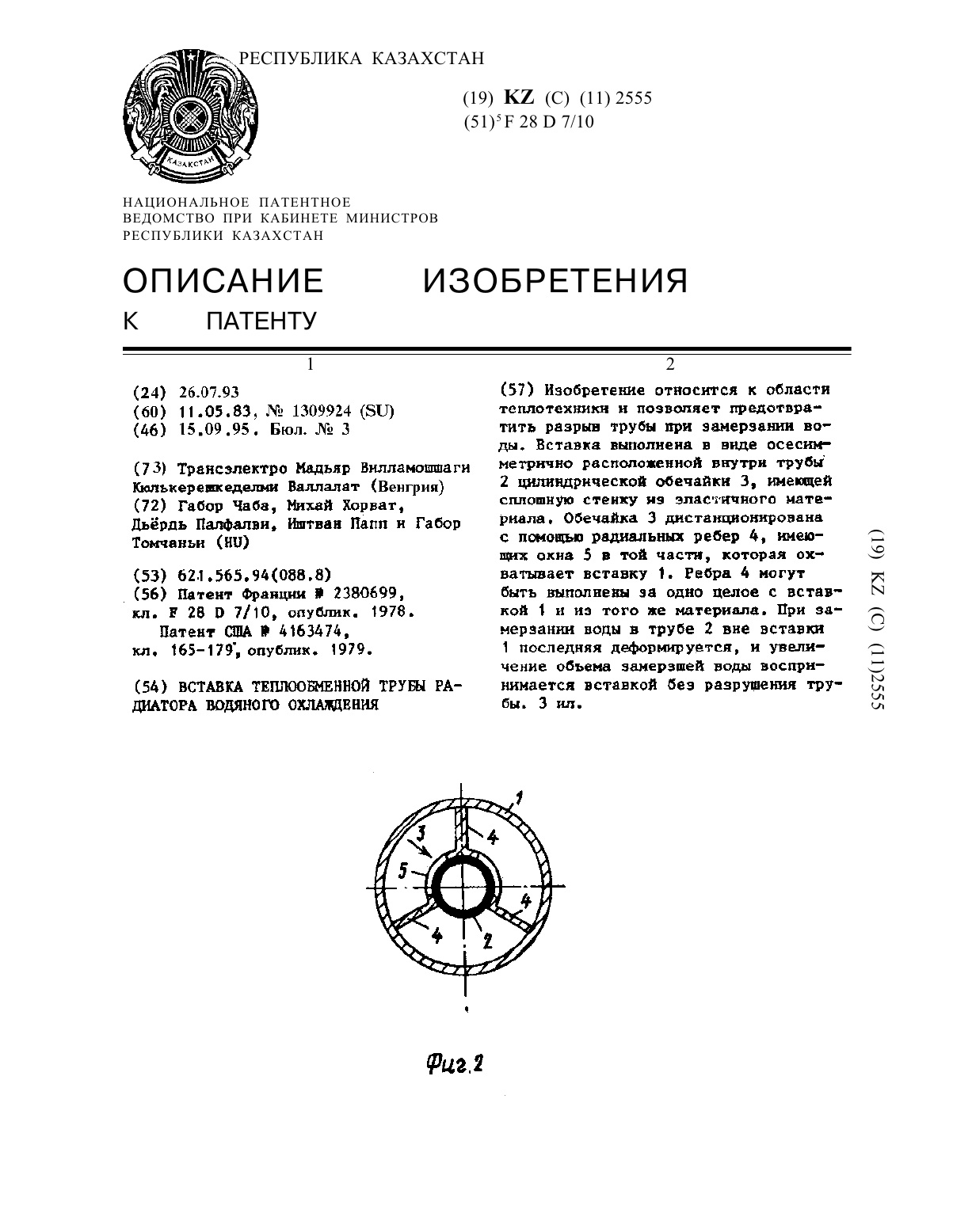
Номер патента: 2555
Опубликовано: 15.09.1995
Авторы: Габор Томчаньи, Михай Хорват, Иштван Папп, Дьердь Палфалви, Габор Чаба
МПК: F27D 7/10
Метки: теплообменной, трубы, охлаждения, водяного, радиатора, вставка
Формула / Реферат:
Изобретение относится к области теплотехники и позволяет предотвратить разрыв трубы при замерзании воды. Вставка выполнена в виде осесимметрично расположенной внутри трубы 2 цилиндрической обечайки 3, имеющей сплошную стенку из эластичного материала. Обечайка 3 дистанцнонирована с помощью радиальных ребер 4, имеющих окна 5 в той части, которая охватывает вставку 1. Ребра 4 могут быть выполнены за одно целое с вставкой 1 и из того же материала....
Предыдущий патент: Устройство для очистки выхлопных газов (варианты)
Следующий патент: Способ извлечения фосфора из шламов
Случайный патент: Устройство для замера расхода воды при откачках из скважин, имеющих большие фактические дебиты