Хлебопекарная печь для выпечки тонкостенных изделий
Номер инновационного патента: 19894
Опубликовано: 15.08.2008
Авторы: Имансаева Айжан Мейрхановна, Абдели Дайрабай Жумадилулы
Формула / Реферат
Изобретение относится к пищевой промышленности, а именно к хлебопекарным печам с транспортируемыми открывающимися и закрывающимися формами для выпечки, каждая из которых образована из двух полуформ.
Техническим результатом является увеличение площади взаимодействия нагревательного агента, например газа с внутренними нерабочими поверхностями полуформ, равномерный нагрев блоков листов и соответственно равномерная передача тепла к выпекаемому материалу, ускорение процесса испарения влаги из выпекаемых тонкостенных изделий.
Технический результат достигается тем, что хлебопекарная печь для выпечки тонкостенных изделий, состоящая из установленных с возможностью движения по замкнутому контуру, штабелируемых друг на друге блоков листов для выпечки, несущих на своих верхних сторонах нижние полуформы, а на нижних сторонах - верхние полуформы, образующие попарно прилегающие друг к другу закрытые формы для выпечки, паровыпускных каналов, выполненных в нижних полуформах, согласно изобретению внутренние нерабочие поверхности верхних и нижних полуформ выполнены сплошными и расположены друг от друга на расстоянии, определяемом высотой установленных с торцевых сторон полуформ металлических пластин, а паровыпускные каналы выполнены по всей площади каждой нижней полуформы, пронизывающими ее толщину.
Текст
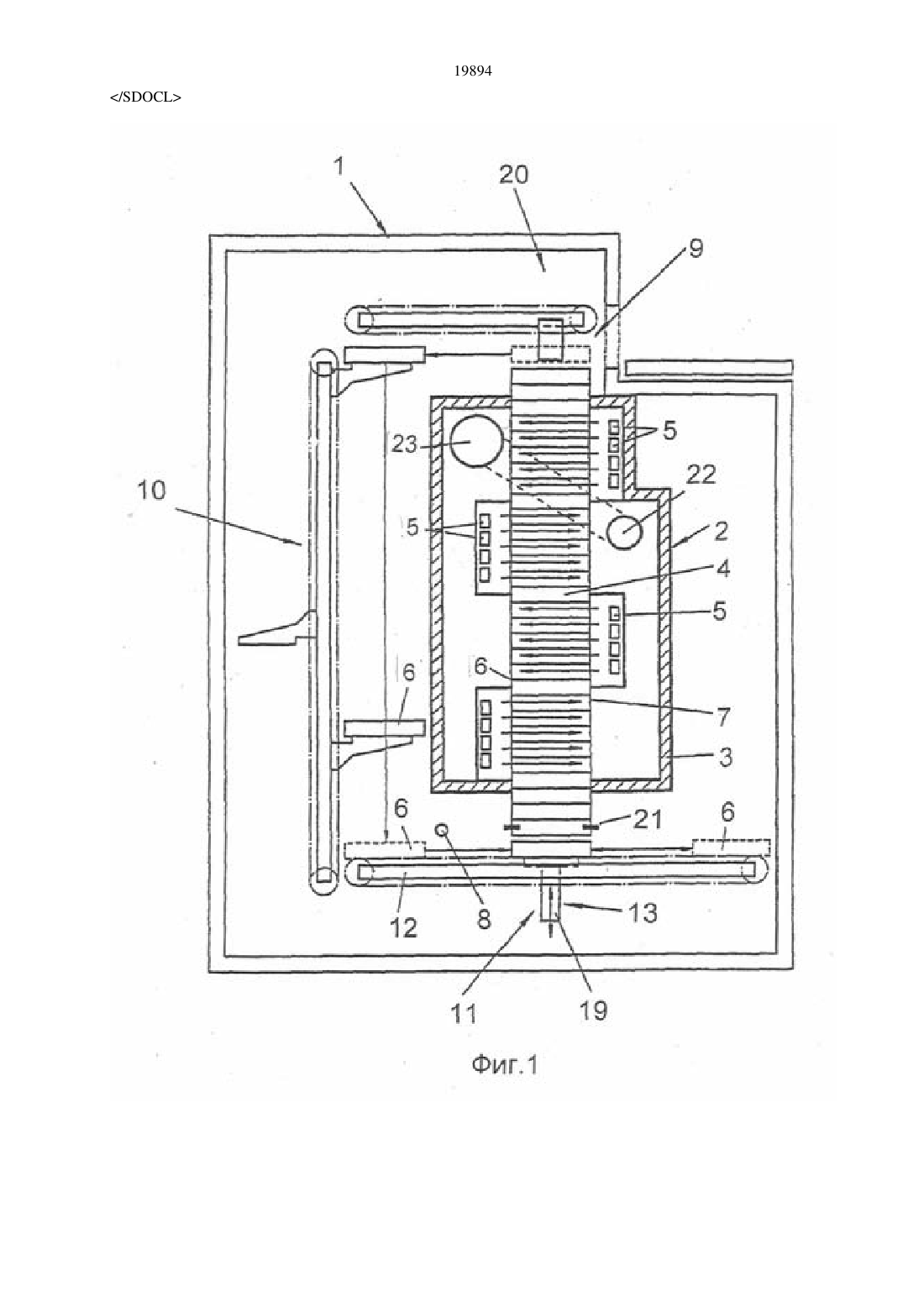
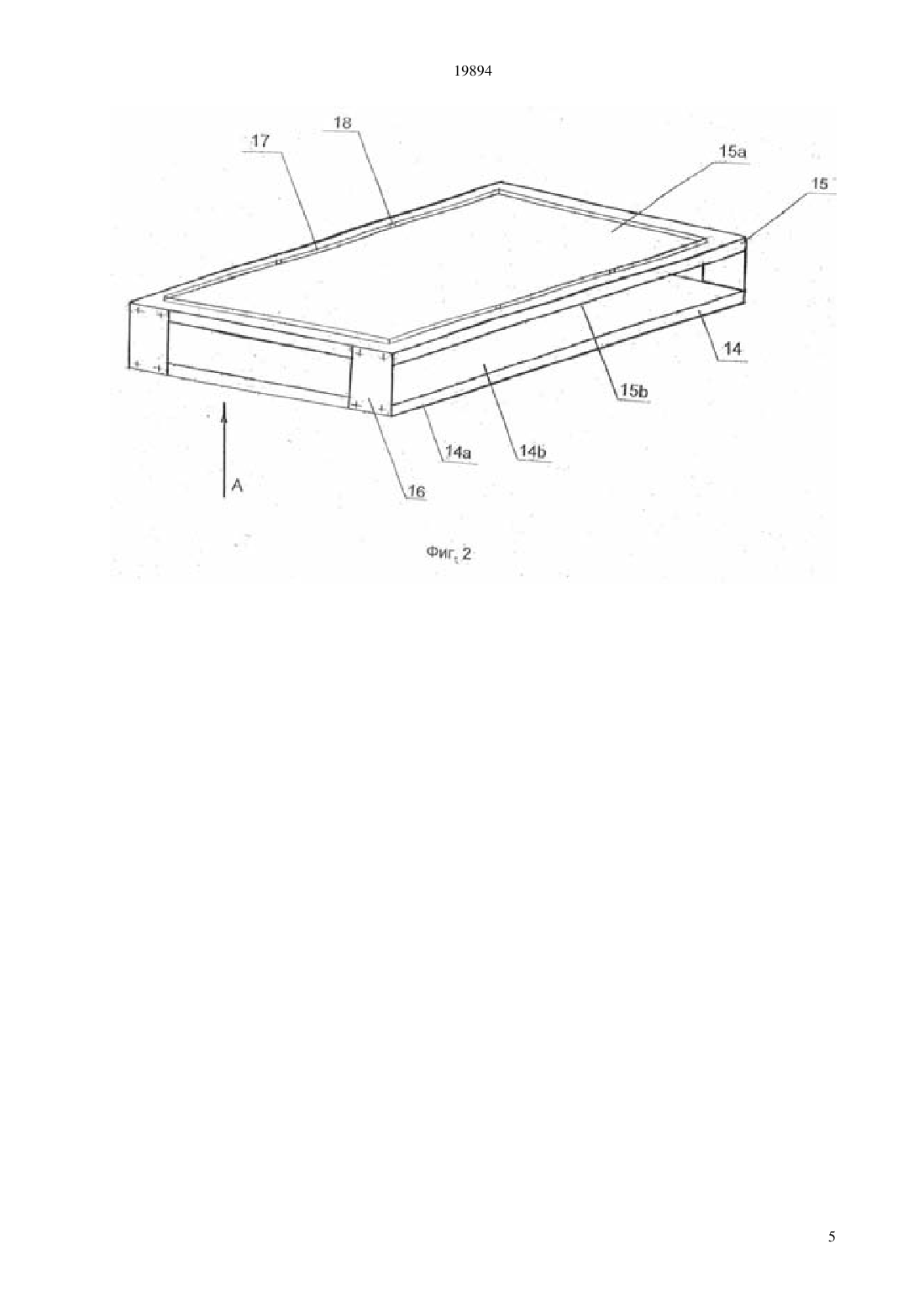
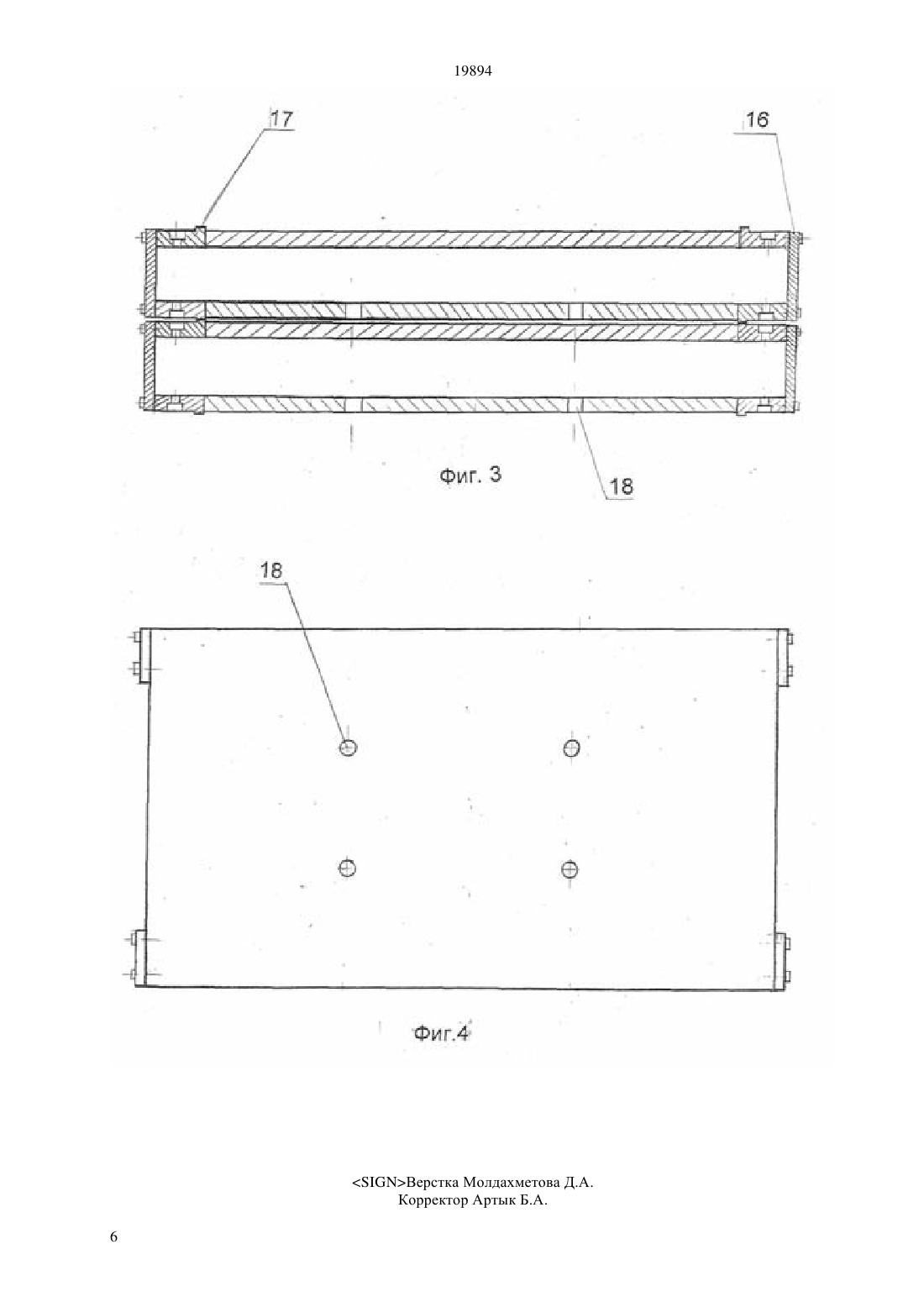
(51) 21 5/02 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(72) Абдели Дайрабай Жумадилулы Имансаева Айжан Мейрхановна (не упоминать)(54) ХЛЕБОПЕКАРНАЯ ПЕЧЬ ДЛЯ ВЫПЕЧКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ(57) Изобретение относится к пищевой промышленности, а именно к хлебопекарным печам с транспортируемыми открывающимися и закрывающимися формами для выпечки, каждая из которых образована из двух полуформ. Техническим результатом является увеличение площади взаимодействия нагревательного агента,например газа с внутренними нерабочими поверхностями полуформ, равномерный нагрев блоков листов и соответственно равномерная передача тепла к выпекаемому материалу, ускорение процесса испарения влаги из выпекаемых тонкостенных изделий. Технический результат достигается тем, что хлебопекарная печь для выпечки тонкостенных изделий,состоящая из установленных с возможностью движения по замкнутому контуру,штабелируемых друг на друге блоков листов для выпечки, несущих на своих верхних сторонах нижние полуформы, а на нижних сторонах - верхние полуформы, образующие попарно прилегающие друг к другу закрытые формы для выпечки,паровыпускных каналов, выполненных в нижних полуформах, согласно изобретению внутренние нерабочие поверхности верхних и нижних полуформ выполнены сплошными и расположены друг от друга на расстоянии, определяемом высотой установленных с торцевых сторон полуформ металлических пластин, а паровыпускные каналы выполнены по всей площади каждой нижней полуформы, пронизывающими ее толщину. 19894 Изобретение относится к пищевой промышленности, а именно к хлебопекарным печам с транспортируемыми открывающимися и закрывающимися формами для выпечки, каждая из которых образована из двух полуформ. Известна хлебопекарная печь с состоящими из двух полуформ, открываемыми и закрываемыми формами для выпечки тонкостенных формованных изделий. (Патент РФ 2193849, кл. А 21 В 5/02,2002.) В этой печи предусмотрены движущиеся по замкнутому контуру, штабелируемые друг на друге блоки листов для выпечки, несущие на своих верхних сторонах нижние полуформы, а на нижних сторонах верхние полуформы форм для выпечки и образующие попарно прилегающие друг к другу закрытые формы для выпечки. Каждый блок листов для выпечки на его верхней стороне в нижней позиции загрузки печи загружают исходным продуктом, а затем вводят в состоящий из блоков листов для выпечки, опирающийся на нижнее удерживающее устройство вертикальный штабель,проходящий через вертикальную пекарную шахту вверх к верхней позиции извлечения выпеченных формованных изделий и на его верхнем конце непрерывно разделяемый на отдельные блоки листов для выпечки. Во внутренних нерабочих поверхностях каждой верхней и нижней полуформы выполнены канавки, которые при соединении верхних и нижних полуформ образуют замкнутые каналы, через которые обогреваются блоки листов. При этом в нижней полуформе, в двух противоположных уплотнительных планках выполнено, по меньшей мере, по одному пронизывающему уплотнительную планку паровыпускному каналу. Недостатком известной печи является то, что процесс изготовления этой печи является очень металлоемким, т.к. основная часть металла,предназначенная для изготовления печи, уходит на заполнение пространства полуформ не занятого каналами. Выполнение канавок в металлических полуформах или выполнение полуформ с канавками литьем является очень трудоемким процессом. Кроме того, большая рабочая площадь полуформ не позволяет перемещаться влаге за короткое время от средней зоны к периферийным участкам полуформ,где находятся паровыпускные каналы и испаряться в окружающую среду. Медленное испарение влаги приводит к неравномерному выпеканию готового продукта и к нерациональному потреблению газа. Задачей изобретения является упрощение конструкции полуформ, рациональное потребление материала, предназначенного для изготовления печи,повышение производительности печи, улучшение качества готового продукта и более рациональное использование газа. Техническим результатом является увеличение площади взаимодействия нагревательного агента,например газа с внутренними нерабочими поверхностями полуформ, равномерный нагрев блоков листов и соответственно равномерная передача тепла к выпекаемому материалу, ускорение процесса испарения влаги из выпекаемых тонкостенных изделий. 2 Сущность изобретения заключается в том, что хлебопекарная печь для выпечки тонкостенных изделий,состоящая из установленных с возможностью движения по замкнутому контуру,штабелируемых друг на друге блоков листов для выпечки, несущих на своих верхних сторонах нижние полуформы, а на нижних сторонах - верхние полуформы, образующие попарно прилегающие друг к другу закрытые формы для выпечки,паровыпускных каналов, выполненных в нижних полуформах, согласно изобретению внутренние нерабочие поверхности верхних и нижних полуформ выполнены сплошными и расположены друг от друга на расстоянии,определяемом высотой установленных с торцевых сторон полуформ металлических пластин, а паровыпускные каналы выполнены сквозными по всей площади каждой нижней полуформы. Сущность изобретения поясняется чертежами Фиг. 1 - схематично в разрезе общий вид хлебопекарной печи Фиг. 2 - вид листа с верхней и нижней полуформами в аксонометрии Фиг. 3 - продольный разрез горизонтально штабелированных блоков листов Фиг. 4 - вид В на Фиг.2 На фиг. 1 изображена обогреваемая газом хлебопекарная печь 1 для изготовления тонкостенных формованных изделий,представляющие собой,например,плоские прямоугольные коржи, выпекаемые в открываемых и закрываемых формах, каждая из которых состоит из двух полуформ, определяющих внешний вид и толщину стенки тонкостенных формованных изделий. Пекарная шахта 2 ограничена наружу внутри печи 1 теплоизолирующей оболочкой 3. Внутри пекарной шахты 2 вдоль штабеля 4 вертикально друг над другом установлены газовые горелки 5. Вырабатываемые ими газы для обогрева проходят через пространство,образованное между внутренними нерабочими поверхностями верхних и нижних полуформ и нагревают таким образом содержащиеся в штабеле 4 закрытые формы для выпечки с заключенными в них исходными продуктами. Штабелируемые блоки 6 листов для выпечки транспортируют по замкнутому контуру. Этот контур включает в себя ведущий вертикально вверх транспортный тракт 7, в начале которого блоки 6 листов штабелируют друг на друге для образования закрытых форм для выпечки, а на концах снова разъединяют для разделения форм для выпечки. Вертикальный транспортный тракт 7 для закрытых форм ведет от нижней позиции 8 загрузки через выполненную в виде вертикальной пекарной шахты 2 пекарную камеру к верхней позиции 9 извлечения. От позиции 9 извлечения разделенные блоки 6 листов перемещаются на расположенный за пределами пекарной шахты 2 ведущий вертикально вниз транспортный тракт 10 и по отдельности опускаются в нем, прежде чем они будут снова направлены к 19894 ведущему вертикально вверх транспортному тракту 7. Штабель 4 непрерывно образуют заново под пекарной шахтой 2 с помощью штабелирующего устройства 11 из отдельных блоков 6 листов для выпечки, подаваемых нижним горизонтальным транспортером 12. Штабелирующее устройство 11 состоит из соответствующего нижнему концу штабеля 4 удерживающего устройства 21 и расположенного под штабелем подъемного устройства 13. Для образования открываемых и закрываемых форм при выпечке предусмотрены используемые с обеих сторон штабелируемые блоки 6 листов. Прямоугольные тела блоков листов обогреваются со стороны внутренних нерабочих поверхностей полуформ 14, 15 (Фиг. 2), выполненных сплошными и расположенных друг от друга на расстоянии, определяемом высотой установленных с торцевых сторон полуформ металлических пластин 16. В дополнении к паровыпускным каналам,выполненных в уплотнительных планках 17, по всей площади каждой нижней полуформы выполнены паровыпускные каналы 18, пронизывающие ее толщину. (Фиг. 3,4) Нижняя поверхность 14 а нижней полу формы 14 в процессе выпечки служит верхней поверхностью для выпечки. Соответственно верхняя поверхность 15 а верхней полуформы 15 служит в процессе выпечки нижней поверхностью, на которую укладывается выпекаемый материал. Два штабелированных один на другой блока 6 листов для выпечки своими обращенными друг к другу поверхностями для штабелирования прилегают друг к другу и образуют сообща закрытую форму для выпечки для соответственно изготовляемых тонкостенных формованных изделий. (Фиг. 4) Работа хлебопекарной печи состоит в следующем Штабелируемые блоки 6 листов для выпечки транспортируют нижним горизонтальным транспортером 12 через дозирующее устройство 8,расположенное перед вертикальным транспортным трактом 7 и нижним концом штабеля 4. На верхнюю сторону 15 а соответствующего блока 6 листов для выпечки наливают дозированное количество исходного продукта. Загруженный сырой материал выпекается между блоками листов 6, которые обогреваются от газовых горелок 5 газами, проходящими между внутренними поверхностями верхних и нижних полуформ. По мере транспортировки блоков листов вертикально вверх, сырой материал выпекается в готовый продукт. Находящаяся по всей площади сырого материала влага, в виде пара испаряется через паровыпускные каналы 18. Благодаря сокращению пути перемещения испаряющейся влаги,обеспечивается равномерность выпечки продукта. Блок 6 листов для выпечки, загруженный на верхней стороне 15 а исходным продуктом,транспортируют нижним горизонтальным транспортером 12 под штабель 4 и приподнимают посредством вертикально перемещаемого пуансона 19 подъемного устройства 13. Пуансон 19 прижимает заново интегрируемый в штабель 4 блок 6 листов снизу к самому нижнему блоку 6 листов штабеля 4,воспринимает весь его вес и интегрирует, тем самым,этот блок 6 листов в штабель 4 в качестве нового,самого нижнего блока 6 листов. После освобождения прежнего самого нижнего блока 6 листов штабеля 4 подъемным устройством 13 пуансон 19 поднимает весь штабель 4 на высоту одного блока 6 листов для выпечки. Штабель 4 непрерывно разделяют над пекарной шахтой 2 на отдельные блоки 6 листов для выпечки разделительным устройством 20. Испеченные в штабеле 4 формованные изделия снимают на позиции 9 извлечения с верхней стороны штабеля 4. Обогреваемые газы покидают пекарную шахту 2 вместе с газами, образующимися при выпечке и выходящими из закрытых форм штабеля 4, через верхние вытяжные отверстия 22, 23. Во время каждого процесса штабелирования новый блок 6 листов для выпечки, уже загруженный на своей верхней стороне 15 а исходным продуктом,вводят снизу в штабель 4. Новый блок 6 листов для выпечки транспортируют нижним горизонтальным транспортером 12 под нижний конец штабеля 4,приподнимают с нижнего горизонтального транспортера 12 посредством пуансона 19,установленного ниже подъемного устройства 13,поднимают к нижнему концу штабеля 4 и прижимают верхней поверхностью 15 а к нижней стороне штабеля 4. Таким образом, увеличение полезной площади,контактирующей с газом, за счет использования блоков листов, выполненных предложенным образом ускоряет процесс передачи тепловой энергии к сырому материалу и снижает потери газа,обеспечивая равномерность распределения тепловой энергии по поверхности полуформ. Выполнение сквозных паровыпускных каналов по всей площади каждой нижней полуформы позволяет обеспечить испарение влаги одновременно по всей площади тестовых заготовок и обеспечит равномерность выпечки готовых продуктов. ФОРМУЛА ИЗОБРЕТЕНИЯ Хлебопекарная печь для выпечки тонкостенных изделий,состоящая из установленных с возможностью движения по замкнутому контуру,штабелируемых друг на друге блоков листов для выпечки, несущих на своих верхних сторонах нижние полуформы, а па нижних сторонах - верхние полуформы, образующие попарно прилегающие друг к другу закрытые формы для выпечки,паровыпускных каналов, выполненных в нижних полуформах, отличающаяся тем, что внутренние нерабочие поверхности верхних и нижних полуформ выполнены сплошными и расположены друг от друга на расстоянии,определяемом высотой установленных с торцевых сторон полуформ металлических пластин, а паровыпускные каналы выполнены сквозными по всей площади каждой нижней полуформы. 3
МПК / Метки
МПК: A21B 5/02
Метки: изделий, хлебопекарная, тонкостенных, выпечки, печь
Код ссылки
<a href="https://kz.patents.su/6-ip19894-hlebopekarnaya-pech-dlya-vypechki-tonkostennyh-izdelijj.html" rel="bookmark" title="База патентов Казахстана">Хлебопекарная печь для выпечки тонкостенных изделий</a>
Предыдущий патент: Агрегат для посадки рассады овощных культур
Следующий патент: Способ получения зерненного творога
Случайный патент: Способ производства десерта "Желе по-казахски"