Цементное изделие, особенно подходящее в качестве подложки для тонкопленочного фотоэлектрического модуля и способ его изготовления
Номер патента: 29081
Опубликовано: 15.10.2014
Авторы: КАПОНЕ, Клаудиа, АЛФАНИ, Роберта, ПЛЕБАНИ, Марко

Текст
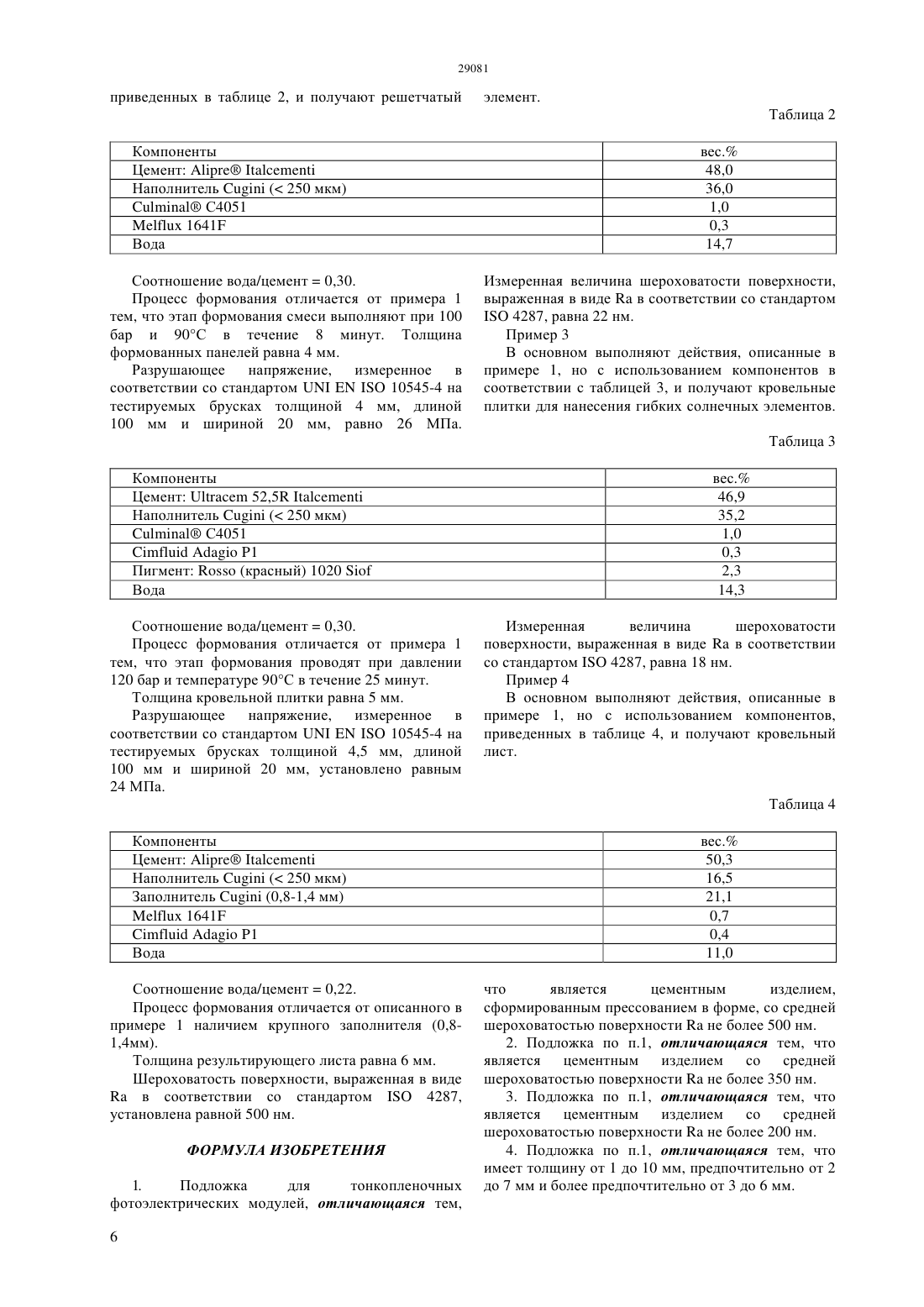
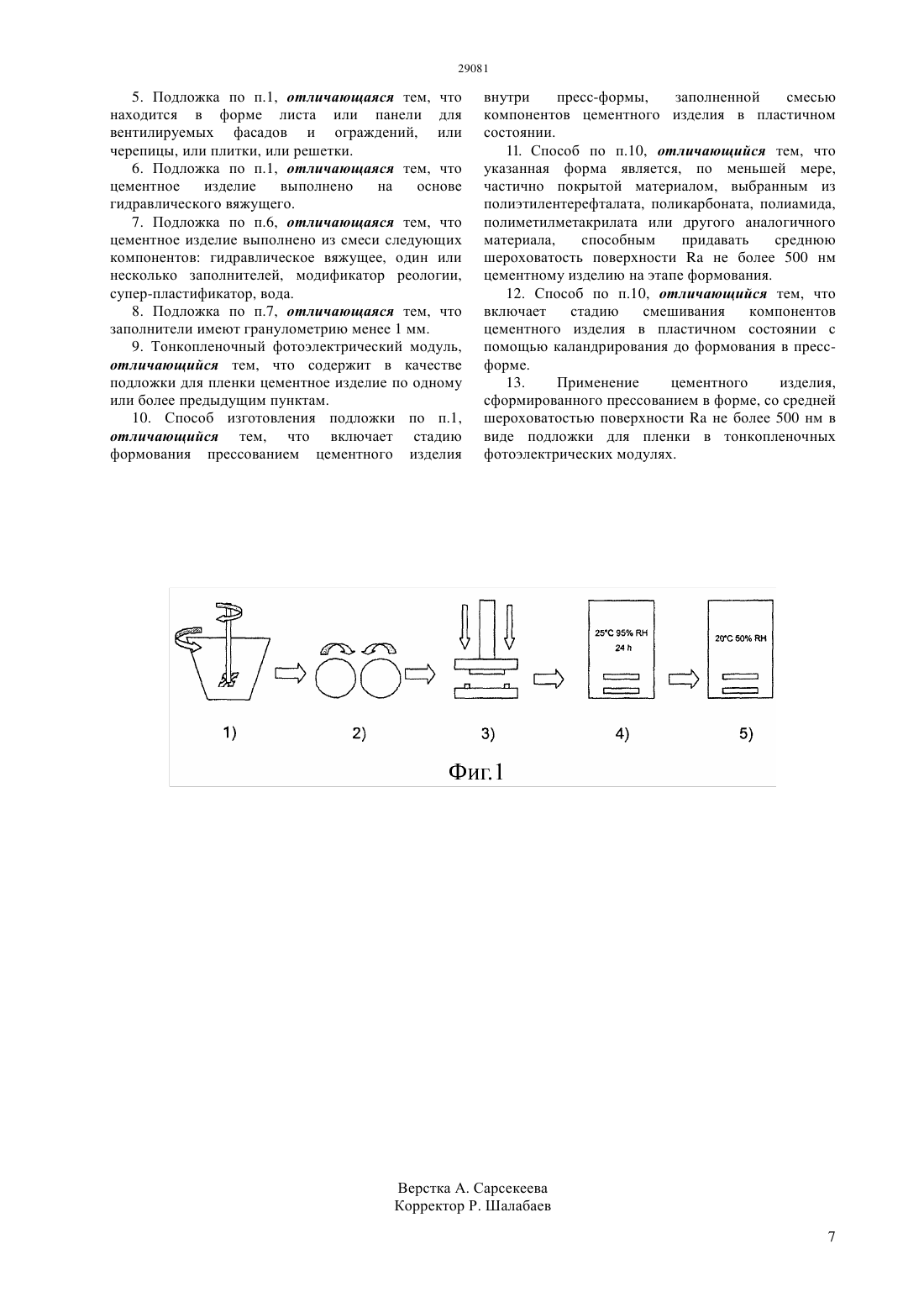
(51) 01 31/0392 (2006.01) 04 28/04 (2006.01) 04 13/18 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(54) ЦЕМЕНТНОЕ ИЗДЕЛИЕ, ОСОБЕННО ПОДХОДЯЩЕЕ В КАЧЕСТВЕ ПОДЛОЖКИ ДЛЯ ТОНКОПЛЕНОЧНОГО ФОТОЭЛЕКТРИЧЕСКОГО МОДУЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ(57) Настоящее изобретение относится к подложкам для тонкопленочных фотогальванических модулей, отличающихся тем,что они являются цементными изделиями со средней шероховатостью поверхностине более 500 нм. Изобретение также относится к цементным изделиям, тонкопленочному фотогальваническому модулю, содержащему подложку, и к способам их изготовления.(74) Тагбергенова Модангуль Маруповна Тагбергенова Алма Таишевна Касабекова Найля Ертисовна Настоящее изобретение относится к изделиям,особенно подходящим для покрытия тонкой пленкой с целью получения фотоэлектрических модулей. Уровень техники Тонкопленочные фотоэлектрические модули,нанесенные на подложки, преобразуют солнечную энергию в электрическую посредством фотогальванического эффекта. В частности, и,например, представляет собой тонкопленочную фотоэлектрическую технологию,которая использует диселениды меди, индия и галлия и считается весьма перспективной с точки зрения эффективности. Для целей качественного нанесения фотоэлектрической пленки типа , подложки,изготавливаемые, как правило, из пластика или стекловидного материала,должны иметь подходящие для этого свойства, особенно в случае применения методики нанесения пленки под вакуумом и при высокой температуре. Необходимым условием достижения хороших результатов является нанесение пленки в виде сплошного, однородного слоя, который к тому же должен быть как можно более тонким для экономичного использования материала с фотоэлектрическими свойствами, учитывая его очень высокую стоимость. Сущность изобретения Основной целью настоящего изобретения является создание подложки, пригодной для покрытия тонкой пленкой с фотоэлектрическими свойствами так, чтобы можно было изготовить фотоэлектрический модуль с пленкой, которая является непрерывной, однородной и как можно более тонкой, идеально совместимой, как функционально, так и эстетически, с архитектурным контекстом, в котором она используется. Для этого, настоящее изобретение предлагает подложку,подходящую для изготовления тонкопленочного фотоэлектрического модуля,отличающуюся тем, что она является изделием из цемента, в частности листом или пластиной,поверхность которой должна быть покрыта тонкой пленкой, имеющей среднюю шероховатостьне более 500 нм (нанометров). Предпочтительно средняя шероховатость поверхностисоставляет не более 350 нм и более предпочтительно - не более 200 нм. Изобретение также относится к тонкопленочному фотоэлектрическому модулю,отличающемуся тем, что он содержит в качестве подложки для нанесения указанной пленки,цементное изделие, в частности лист или пластину со средней шероховатостью поверхностине более 500 нм. Для целей настоящего изобретения,критическая средняя шероховатость основания или подложки, как она определена выше, является таким образом, как правило, меньше средней толщины тонкой пленки с фотоэлектрическими свойствами,нанесенной на указанную подложку, и составляет примерно несколько микрон, что дает возможность 2 производить тонкопленочные фотоэлектрические модули, такие как , которые являются непрерывными и однородными, с низким расходом материала с фотоэлектрическими свойствами. Описание изобретения В соответствии с изобретением тонкопленочный фотоэлектрический модуль означает любой модуль, изготовленный при помощи тонкопленочной технологии, например, на основе аморфного кремния,(диселенид меди и индия) илииили компонентов органической природы или органо-неорганической гибридной природы. Предпочтительный вариант осуществления изобретения предусматривает применение цементного изделия в качестве подложки для технологии . Упомянутая подложка относится, в частности, к цементным полуфабрикатам, используемым в строительном секторе, предпочтительно для ненесущих конструкций, таких как покрытия и кровельные элементы,горизонтального или вертикального типа, такие как листы или пластины небольшой толщины. Эти цементные подложки являются особенно подходящими в области интегрируемых строительных фотоэлектрических модулей ,для идеальной интеграции фотоэлектрических модулей в городское архитектурное оформление. Примерами применения продуктов, изделий,пластин, панелей и листов для фотоэлектрических систем являются облицовочные панели для фасадов зданий и сооружений, ограждающие панели, навесы,пластины и плитки для полов, жалюзи и другие системы защиты от солнечных лучей. В рамках настоящего изобретения, следующие продукты являются особенно подходящими в качестве подложек сборные трехмерные объекты,используемые в области строительства, состоящие из твердого материала, полученного гидратацией цементных смесей, т.е. смесей, содержащих следующие компоненты. один или несколько заполнителей. вода. В соответствии с изобретением, цементные изделия получают способом формования,включающим фазы тщательного перемешивания вышеуказанных компонентов -, предпочтительно посредством каландрирования, и последующего формования указанных смесей в готовую продукцию небольшой толщины и незначительного веса. Формовка может быть осуществлена любыми подходящими средствами формования материала для получения цементных продуктов, строго определенной формы, применяя давление и температуру в разное время в зависимости от параметров процесса, уплотнением при прессовании смеси в пластическом состоянии в форме или опалубке, что позволяет получить конечный продукт желаемой геометрии и профиля шероховатости поверхности. Предпочтительно используют прессование. Таким образом получают цементные продукты толщины обычно от 1 до 10 мм, предпочтительно от 2 до 7 мм и более предпочтительно от 3 до 6 мм. Настоящее изобретение также относится к тонкопленочному фотоэлектрическому модулю,нанесенному на подложку, состоящую из указанного цементного изделия со средней шероховатостью поверхностине более 500 нм,как описано выше. Таким образом, чтобы обеспечить правильное нанесение фотоэлектрической пленки, полученное как описано выше цементное изделие подвергают испытанию на прочность в условиях вакуума, что требуется для надлежащего выполнения описанного выше процесса нанесения. Далее,в соответствии с настоящим изобретением, подробно описаны вышеуказанные компоненты -.. гидравлическое вяжущее означает пылевидный материал в сухом твердом состоянии,который при смешивании с водой, дает пластическую массу, которую можно использовать и которая может затвердевать даже под водой, такая как цемент. Клинкером, используемым для приготовления вяжущего для настоящего изобретения, является любой портландцементный клинкер, как это определено в соответствии со стандартом 197.1, т.е. гидравлический материал, состоящий из не менее двух третей по весу силикатов кальция (32) и (2 Са 2), а остальное составляют 23, 2 О 3 и другие оксиды. Широкое определение гидравлического вяжущего в соответствии с настоящим изобретением включает в себя как белый, серый или пигментированные цементы, определенные в соответствии с вышеупомянутым стандартным 197.1, так и так называемые цементы для подводных плотин, цементные вяжущие материалы и гидравлическую известь, как определено в итальянском Законе 595 от 26 мая 1965 г., и неорганические силикаты. Для формирования подложки в соответствии с настоящим изобретением можно использовать вяжущие на основе сульфоалюминатов кальция,такие как соединения, описанные в патентах и/или патентных заявках О 2006/18569, ЕР-А-1306356 и ЕР-А- 0181739, такие как полученные из кальций сульфо-алюминатного клинкера, описанные в обзоре.,., 2006,8, 763-780, в частности в главе 5.3 на стр. 776, а также из кальций сульфоалюминатного клинкера,описанного в статье и соавт.-,,, 1999, 11,1, стр. 3-13. Кроме того, могут быть использованы глиноземистый и сульфо-ферро-глиноземистый цемент, как описано в,1999, 11, 1, январь, 15-21. В предпочтительном варианте осуществления изобретения в качестве вяжущего вещества используются сульфоглиноземистый цементфирмыи портландцемент 52,5 фирмы .. Заполнителями или инертными материалами,которые также называются инертными заполнителями в соответствии с настоящим изобретением, могут быть мелкие заполнители,такие как песок, и наполнители, определенные в стандарте 206. Гранулометрия, т.е. максимальный диаметр заполнителей, должна быть меньше конечной толщины изделия для целей критической(необходимой) шероховатости поверхности формуемой подложки гранулометрия должна быть меньше 1 мм, предпочтительно менее 500 мкм и более предпочтительно менее 250 мкм. Заполнители могут быть соответствующим образом выбраны из известковых, кварцевых или кремний-известковых заполнителей, в любой форме(измельченные, сферические), а также облегченного вида для снижения конечной массы продукта. Необязательно, смесь также может содержать один или более вспомогательных веществ, которые являются приемлемыми в этой области, такие как наполнители минерального или пуццоланового происхождения, пигменты органической и/или неорганической природы и т.д. Минеральные или пуццолановые наполнители означают микрокремнезем, белую сажу, шлак, летучую золу,метакаолин, природные пуццоланы, природные известняки и нанесенные карбонаты кальция. В предпочтительном варианте изобретения в качестве компонентаиспользуются наполнитель(250 мкм), мельчайший(250 мкм) и заполнитель(0,8-1,4 мм).. Для целей создания продукта в соответствии с настоящим изобретением, цементная смесь должна содержать, по меньшей мере, один модификатор реологии, что придает пластичность массе во время каландрирования и формования. Эти модификаторы реологии включают в себя различные производные крахмала, белков и простых эфиров целлюлозы в соответствии с настоящим изобретением,модифицированные и немодифицированные эфиры целлюлозы с вязкостью в пределах от 500 мПас до 120000 мПас, предпочтительно используются. В предпочтительном варианте изобретения в качестве компонентаиспользуетсяС 4051 фирмы .. Для целей создания продукта в соответствии с настоящим изобретением, цементная смесь должна содержать в качестве супер-пластификатора, по меньшей мере, одну добавку, предпочтительно поликарбоновые соединения, добавляемую или в твердом виде или в виде водного раствора. В предпочтительном варианте изобретения в качестве компонентаиспользуетсяР 1 фирмыи 1641 фирмы . Описание чертежей Для лучшего понимания особенностей и преимуществ изобретения ниже представлены неограничивающие примеры реализации на практике способа формования цементного изделия по изобретению, со ссылкой на приложенные чертежи. На фиг.1 схематично изображена последовательность операций предпочтительного варианта способа изготовления изделий из цементного материала в соответствии с изобретением. В смеситель интенсивного типа (1) загружают- смесь твердых веществ на цементной основе,содержащую один или более компонентов,выбранных из цемента, песка, заполнителей,наполнителей минерального или пуццоланового происхождения, модификаторов реологии, суперпластификаторов, пигментов,- воду, находящуюся в дозаторе жидкостей,- необязательно добавки, в жидкой форме. Твердофазные компоненты смешивают в смесителе (1) в течение предпочтительно от 30 секунд до 15 минут, в зависимости от характеристик смесителя и температуры окружающей среды, до получения однородной смеси. Затем добавляют жидкие компоненты,включая воду,и перемешивание продолжают в течение от 30 секунд до 10 минут, также в зависимости от характеристик смесителя и температуры окружающей среды. По завершении операции смешивания, смесь может находиться в различных полутвердых формах, от влажного порошка с небольшими гранулированными агломератами до когезионной,однородной пасты. Полученную таким образом смесь направляют в смеситель или гомогенизатор (2), который является предпочтительно высоко разрушающим каландрирующим смесителем, который позволяет получить пластичный, когезионный ламинарный материал тонкой и равномерной толщины. Затем материал подают на операцию формования(опалубках),имеющих микрометрическую шероховатость поверхности,предпочтительно металлические формы используемого для цементов типа, покрытые, по меньшей мере, частично материалом, таким как полиэтилентерефталат, такой каки т.п.,поликарбонат, полиамид, полиметилметакрилат,такие каки т.п., которые могут, на операции формования,придать цементному изделию необходимые в соответствии с настоящим изобретением характеристики поверхности и шероховатости. Операцию формования осуществляют в условиях регулирования температуры от 25 до 150 С,предпочтительно от 50 до 120 С, более предпочтительно от 70 до 100 С. Давление на стадии формования составляет от 1 до 200 бар (от 1105 до 200105 Па), предпочтительно от 40 до 150 бар (от 40105 до 150105 Па), более предпочтительно от 60 бар и 120 бар. Время формования зависит от условий температуры и давления и от цементного состава и составляет от 1 до 60 минут. Таким образом полученные цементные изделия имеют толщину от 1 до 10 мм, предпочтительно от 2 до 7 мм и более предпочтительно от 3 до 6 мм. Формованные изделия, после извлечения из формы 3,подвергают отверждению и выдерживанию (созреванию), которые показаны на фиг.1 позициями 4 и 5, соответственно, при этом изделия выдерживают в климатической камере,внутри перфорированного корпуса, чтобы избежать прямого контакта с водой или другими материалами, которые могут нанести существенный ущерб характеристикам получаемых поверхностей. Оптимальные условия отверждения предпочтительно означают температуру 25 С и относительную влажность воздуха 95 в течение 24 часов. Затем изделие выдерживают в камере при 20 С и относительной влажности 50. В соответствии с настоящим изобретением,среднюю шероховатость поверхностиизделий измеряют с помощью бесконтактного оптического профилометра, такого как 3(-), с автоматическим выполнением действий и автофокусом. Эта система использует сканирование интерферометрии в зеленом свете для получения изображений и измерений анализируемая деталей в виде количественной информации о структуре поверхности без физического контакта с ней. Световой луч, пройдя через оптический путь микроскопа, делится на два луча внутри объекта интерферометрии. Один луч отражается от образца,в то время как другой отражается от высококачественной реперной(упомянутой) поверхности внутри объекта. Два луча воссоединяются, и результирующий свет направляется на твердотельные камеры. Интерференция между двумя волновыми фронтами создает изображение, формируемое из светлых и темных полос, называемых интерференционными полосами, которые показывают поверхностную структуру анализируемых частей. Поскольку интерференционные полосы производятся только тогда, когда анализируемая поверхность находится в центре, должно быть выполнено вертикальное сканирование для того, чтобы можно было получить интерферограммы,характеризующие уровень каждого пикселя,составляющих матрицу полупроводниковой камеры на приборах с зарядовой связью (ПЗС-камеры ( . Сканирование осуществляют с помощью пьезоэлектрического преобразователя,размещенного в основании оптической головки микроскопа. Система снабжается различными типами объективов (50 х, 20 х, 10 х, 5 х, 2,5 х),использование которых зависит от характеристик поверхности анализируемого образца. Пока объект подвергается сканированию, камера записывает изображения интенсивности интерференционных полос. Анализ спектра частот позволяет установить уровень для каждого пикселя однозначно и очень точно. Полученные результаты измерений являются трехмерными (3) и двумерными(перпендикулярно к анализируемой поверхности) получают интерферометрией, в то время как боковые измерения (в плоскости образца) получают калибровкой увеличенного изображения,генерируемого объектом. Характеризующие поверхность 3-данные,получаемые по описанной методике, являются следующими параметры высот неровностей поверхности , , , , , определенные в соответствии со стандартом 25178 параметры плоскостности поверхности , , определенные в соответствии со стандартом 12781. Характеризующие поверхность 2-данные,получаемые по описанной методике, являются следующими параметры высот неровностей поверхности профиль шероховатости поверхности , , , , , , , определенные в соответствии со стандартом 4287 параметры расстояния по вертикали/по горизонтали - профиль шероховатости поверхности, , определенные в соответствии со стандартом 4287 параметры пиков (плотность пиков) - профиль шероховатости , определенный в соответствии со стандартом 4287. Компоненты ЦементНаполнитель( 250 мкм)С 40511 Вода Соотношение вода/цемент 0,30. По завершении операции смешивания,добавляют воду и перемешивание продолжают еще в течение 3 минут. По завершении перемешивания смесь находится в форме влажных гранул. Твердую массу смешивают в каландр месилке в течение 5 минут. Далее материал прессуют в квадратных формах,выполненных из стали с покрытием , с размерами 2525 см и толщиной 3 мм, при давлении 80 бар и температуре 80 С в течение 10 минут. Отверждение формованного изделия осуществляют в климатической камере внутри перфорированного корпуса, чтобы избежать прямого контакта с водой или другими веществами, которые могут нанести ущерб окончательным характеристикам поверхности изделия. Условия отверждения составляют 25 С, относительную влажность 95 в течение 24 часов. После этого, изделие хранят в камере, в которой поддерживают температуру 20 С и относительную влажность 50. Разрушающее напряжение, измеренное в соответствии со стандартом 10545-4 на тестируемых брусках толщиной 3 мм, длиной 100 мм и шириной 20 мм, установлено равным 25 МПа. Для перехода к нанесению фотоэлектрической пленки,лист подложки,сформованный в соответствии с настоящим изобретением, является предпочтительно испытанным на прочность в условиях вакуума, что необходимо для процесса нанесения пленки. В частности лист помещают в вакуумную камеру для постепенного изменения давления до 3,210-5 мбар. Зарегистрированные изменения шероховатости поверхности показывают совместимость цементной подложки с моделируемыми условиями процесса нанесения слоя фотоэлектрической пленки на основе . Кроме того, тест с образцом, выдерживаемым при 500 С в течение одного часа, не должен привести к изменению профиля шероховатости, что является существенным для целей нанесения тонкой пленки типа . Следующие примеры изготовления цементных изделий в соответствии с изобретением предназначены для иллюстрации изобретения, но ни коем случае не должны рассматриваться как ограничивающие его объем. Пример 1 Твердые компоненты, приведенные в таблице 1,смешивают в смесителе интенсивного типа фирмыв течение 3 минут. Таблица 1 вес. 48,0 36,0 1,0 0,3 14,7 Измерение шероховатости поверхностив соответствии со стандартом 4287 показывает значение 16 нм. Изготавливают лист с составом примера 1 для наложения тонкопленочных фотоэлектрических модулей на основе . Для того чтобы приступить к нанесению фотоэлектрической пленки, сформированный как описано выше лист подвергают тестированию на прочность в условиях вакуума, требуемому для процесса нанесения. В ходе испытаний, лист помещают в вакуумную камеру для постепенного изменения давления до 3,210-5 мбар. В конце этого испытания образцы листа не показали существенных изменений требуемой для нанесенияшероховатости поверхности, которые могли бы повлиять на эффективность процесса,фактически значение , измеренное после теста,составляет 20 нм. Тест с выдерживанием образца при 500 С в течение одного часа не приводит к изменению профиля шероховатости,что является существенным для целей применения технологии Компоненты ЦементНаполнитель( 250 мкм)С 40511641 Вода Соотношение вода/цемент 0,30. Процесс формования отличается от примера 1 тем, что этап формования смеси выполняют при 100 бар и 90 С в течение 8 минут. Толщина формованных панелей равна 4 мм. Разрушающее напряжение, измеренное в соответствии со стандартом 10545-4 на тестируемых брусках толщиной 4 мм, длиной 100 мм и шириной 20 мм, равно 26 МПа. вес. 48,0 36,0 1,0 0,3 14,7 Измеренная величина шероховатости поверхности,выраженная в видев соответствии со стандартом 4287, равна 22 нм. Пример 3 В основном выполняют действия, описанные в примере 1, но с использованием компонентов в соответствии с таблицей 3, и получают кровельные плитки для нанесения гибких солнечных элементов. Таблица 3 Компоненты Цемент 52,5 Наполнитель( 250 мкм)С 40511 Пигмент(красный) 1020 Вода Соотношение вода/цемент 0,30. Процесс формования отличается от примера 1 тем, что этап формования проводят при давлении 120 бар и температуре 90 С в течение 25 минут. Толщина кровельной плитки равна 5 мм. Разрушающее напряжение, измеренное в соответствии со стандартом 10545-4 на тестируемых брусках толщиной 4,5 мм, длиной 100 мм и шириной 20 мм, установлено равным 24 МПа. вес. 46,9 35,2 1,0 0,3 2,3 14,3 Измеренная величина шероховатости поверхности, выраженная в видев соответствии со стандартом 4287, равна 18 нм. Пример 4 В основном выполняют действия, описанные в примере 1, но с использованием компонентов,приведенных в таблице 4, и получают кровельный лист. Таблица 4 Компоненты ЦементНаполнитель( 250 мкм) Заполнитель(0,8-1,4 мм)16411 Вода Соотношение вода/цемент 0,22. Процесс формования отличается от описанного в примере 1 наличием крупного заполнителя (0,81,4 мм). Толщина результирующего листа равна 6 мм. Шероховатость поверхности, выраженная в видев соответствии со стандартом 4287,установлена равной 500 нм. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Подложка для тонкопленочных фотоэлектрических модулей, отличающаяся тем,6 вес. 50,3 16,5 21,1 0,7 0,4 11,0 что является цементным изделием,сформированным прессованием в форме, со средней шероховатостью поверхностине более 500 нм. 2. Подложка по п.1, отличающаяся тем, что является цементным изделием со средней шероховатостью поверхностине более 350 нм. 3. Подложка по п.1, отличающаяся тем, что является цементным изделием со средней шероховатостью поверхностине более 200 нм. 4. Подложка по п.1, отличающаяся тем, что имеет толщину от 1 до 10 мм, предпочтительно от 2 до 7 мм и более предпочтительно от 3 до 6 мм. 5. Подложка по п.1, отличающаяся тем, что находится в форме листа или панели для вентилируемых фасадов и ограждений, или черепицы, или плитки, или решетки. 6. Подложка по п.1, отличающаяся тем, что цементное изделие выполнено на основе гидравлического вяжущего. 7. Подложка по п.6, отличающаяся тем, что цементное изделие выполнено из смеси следующих компонентов гидравлическое вяжущее, один или несколько заполнителей, модификатор реологии,супер-пластификатор, вода. 8. Подложка по п.7, отличающаяся тем, что заполнители имеют гранулометрию менее 1 мм. 9. Тонкопленочный фотоэлектрический модуль,отличающийся тем, что содержит в качестве подложки для пленки цементное изделие по одному или более предыдущим пунктам. 10. Способ изготовления подложки по п.1,отличающийся тем, что включает стадию формования прессованием цементного изделия внутри пресс-формы,заполненной смесью компонентов цементного изделия в пластичном состоянии. 11. Способ по п.10, отличающийся тем, что указанная форма является, по меньшей мере,частично покрытой материалом, выбранным из полиэтилентерефталата, поликарбоната, полиамида,полиметилметакрилата или другого аналогичного материала,способным придавать среднюю шероховатость поверхностине более 500 нм цементному изделию на этапе формования. 12. Способ по п.10, отличающийся тем, что включает стадию смешивания компонентов цементного изделия в пластичном состоянии с помощью каландрирования до формования в прессформе. 13. Применение цементного изделия,сформированного прессованием в форме, со средней шероховатостью поверхностине более 500 нм в виде подложки для пленки в тонкопленочных фотоэлектрических модулях.
МПК / Метки
МПК: E04D 13/18, C04B 28/04, H01L 31/0392
Метки: цементное, подложки, тонкопленочного, модуля, фотоэлектрического, особенно, изделие, способ, подходящее, изготовления, качестве
Код ссылки
<a href="https://kz.patents.su/7-29081-cementnoe-izdelie-osobenno-podhodyashhee-v-kachestve-podlozhki-dlya-tonkoplenochnogo-fotoelektricheskogo-modulya-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Казахстана">Цементное изделие, особенно подходящее в качестве подложки для тонкопленочного фотоэлектрического модуля и способ его изготовления</a>
Устройство для удаления поверхностных загрязнений с подложки (варианты)
Номер патента: 8090
Опубликовано: 15.10.1999
Авторы: Джозеф А. Дехайз, Одри К. Энгелсберг
МПК: H01L 21/268
Метки: варианты, устройство, загрязнений, подложки, поверхностных, удаления
Формула / Реферат:
Изобретение относится к устройствам для удаления нежелательных поверхностных примесей с плоской или имеющей нерегулярную форму поверхности подложки 12 высокоэнергетическим излучением. Изобретение позволяет удалять нежелательные поверхностные примеси без изменения подложки, расположенной ниже молекулярной кристаллической структуры подложки 12. Источник высокоэнергетического излучения содержит импульсный или непрерывного действия лазер 14 или...
Способ удаления материала с подложки без воздействия на физические свойства остающегося материала (варианты) и устройство для удаления материала с подложки
Номер предварительного патента: 7294
Опубликовано: 15.03.1999
Авторы: Бетелл, Энджелсберг Одри С.
МПК: B23K 26/00, B08B 7/00
Метки: подложки, варианты, материала, воздействия, удаления, свойства, остающегося, физические, устройство, способ
Формула / Реферат:
Изобретение относится к технологии производства полупроводниковых приборов и интегральных микросхем.Достигаемый технический результат - повышение производительности и качества продукции.Устройство и способ выборочного удаления нежелательного материала с поверхности подложки обеспечивает поток инертного газа над поверхностью нежелательного материала в то время, как происходит облучение нежелательного материала энергетическими фотонами....
Способ отделения полимерного материала от подложки и устройство для его осуществления
Номер предварительного патента: 3804
Опубликовано: 16.09.1996
Авторы: Зыбин Юрий Васильевич, Шиповалова Марина Алексеевна
МПК: B29B 17/02
Метки: полимерного, осуществления, материала, устройство, отделения, способ, подложки
Формула / Реферат:
Изобретение относится к обработке слоистых материалов, состоящих из металлической фольги, покрытой полимерной пленкой, и может быть использовано для утилизации отработанных печатных плат или утилизации технологических отходов в производстве печатных плат и слоистых пластиков.Техническим результатом от применения изобретения является упрощение способа, снижение энергоемкости и повышение надежности устройства. Это достигается тем, что способ...
Сырьевая смесь для изготовления теплоизоляционного материала и способ изготовления теплоизоляционного модуля
Номер предварительного патента: 19167
Опубликовано: 14.03.2008
Автор: Ремезков Владимир Геннадиевич
МПК: C04B 38/08, C04B 38/10
Метки: смесь, изготовления, материала, теплоизоляционного, сырьевая, модуля, способ
Формула / Реферат:
Изобретение относится к производству строительных материалов и может быть использовано в качестве теплоизоляционных материалов в строительстве промышленных и гражданских зданий, а также в теплотехнике в качестве тепловой изоляции сооружений и агрегатов.Технический результат - упрощение изготовления теплоизоляционного модуля и создание модуля и штукатурного покрытия за один технологический цикл, сокращение сроков строительства - достигается тем,...
Устройство и способ механического текстурирования кремниевой пластины, предназначенной для составления фотоэлектрического элемента, и получающаяся в результате кремниевая пластина

Номер патента: 28277
Опубликовано: 17.03.2014
Авторы: ПИРО, Марк, ФЕДЕРЗОНИ, Люк, БАНСИЛЛОН, Жаки, ГАРАНДЕ, Жан-Поль
МПК: H01L 31/18, H01L 31/0236, H01L 21/00...
Метки: фотоэлектрического, устройство, пластины, кремниевой, элемента, механического, составления, текстурирования, результате, способ, кремниевая, предназначенной, получающаяся, пластина
Текст:
...сть силы давления резца генерируется давлением газа, прилагаемым к резцу. 10. Способ по одному из п.п.7-9, в соответствии с которым основание перемещается со скоростью между 5 и 100 мм/с. 11. Поликристаллическая кремниевая пластина(4), получаемая в соответствии со способом по одному из п.п.7-10,предназначенная для составления фотоэлектрического элемента,поверхность которой включает в себя однородные рисунки гравирования глубиной между 5 и 50...
Предыдущий патент: Устройство, инициирующее принудительный сход лавины
Следующий патент: Электродная паста с углеводородной основой для электродов в графите без связующего вещества
Случайный патент: Способ приготовления хромосомных препаратов для цитогенетического анализа