Технологическая линия для изготовления композитной арматуры “БКТ-2013″
Номер полезной модели: 1170
Опубликовано: 15.10.2014
Авторы: Тукенов Марат Нурлыгаинович, Баширов Рашит Мутыгуллаевич
Формула / Реферат
Технологическая линия для изготовления композитной арматуры
«БКТ-2013»
Полезная модель относится к технологическим линиям для изготовления арматурных элементов для армирования обычных и предварительно напряженных строительных конструкций.
Технологическая линия для изготовления композитной арматуры, включающая шпулярник с бобинами ровингов, выравнивающее устройство, пропиточную ванну, отжимное устройство, формовочный узел, устройство спиральной намотки, полимеризационные камеры, узел водяного охлаждения, тянущее устройство и узел резки. Линия снабжена калорифером, установленным между выравнивающим устройством и пропиточной ванной, пропиточная ванна снабжена герметичным колпаком с прозрачной крышкой. Пропиточная ванна, формовочный узел, узел спиральной намотки и блок управления технологической линии смонтированы на одной раме, а перед узлом водяного охлаждения установлен узел первичного воздушного охлаждения композитной арматуры. Повышена эффективность технологической линии для изготовления композитной арматуры с обеспечением ее высокого качества.
Текст
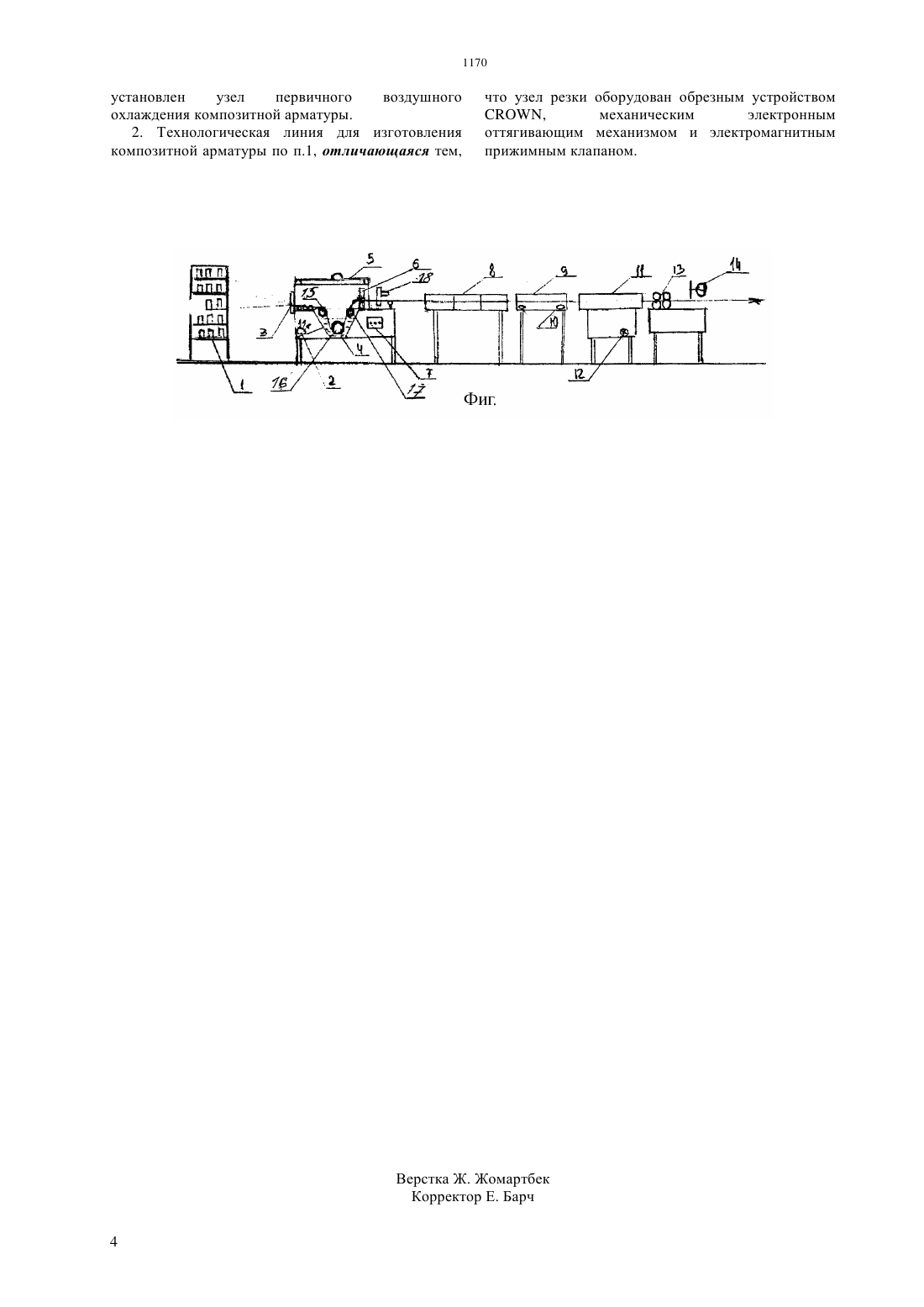
(51) 04 5/07 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ формовочный узел,устройство спиральной намотки,полимеризационные камеры,узел водяного охлаждения, тянущее устройство и узел резки. Линия снабжена калорифером,установленным между выравнивающим устройством и пропиточной ванной, пропиточная ванна снабжена герметичным колпаком с прозрачной крышкой. Пропиточная ванна,формовочный узел, узел спиральной намотки и блок управления технологической линии смонтированы на одной раме, а перед узлом водяного охлаждения установлен узел первичного воздушного охлаждения композитной арматуры. Повышена эффективность технологической линии для изготовления композитной арматуры с обеспечением ее высокого качества.(76) Баширов Рашит Мутыгуллаевич Тукенов Марат Нурлыгаинович(54) ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ БКТ-2013(57) Полезная модель относится к технологическим линиям для изготовления арматурных элементов для армирования обычных и предварительно напряженных строительных конструкций. Технологическая линия для изготовления композитной арматуры, включающая шпулярник с бобинами ровингов, выравнивающее устройство,пропиточную ванну,отжимное устройство, 1170 Полезная модель относится к технологическим линиям для изготовления арматурных элементов для армирования обычных и предварительно напряженных строительных конструкций. Известна технологическая линия для изготовления композитной арматуры, включающая последовательно установленные шпулярник с бобинами ровингов, выравнивающее устройство,камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел,устройство спиральной намотки,полимеризационные камеры, тянущее устройство,узлы резки и сматывания. Формовочный узел выполнен в виде матрицы с продольными каналами,которая установлена непосредственно перед зоной спиральной намотки, а отжимное устройство выполнено из эластичного упругого материала и установлено перед матрицей (Пат. 2287646, кл. Е 04 С 5/07, оп. 20.11.2006 г.). Известна также технологическая линия для изготовления композитной арматуры, включающая шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство,формовочный узел, выполненный из 2-х частей,первая из которых представляет собой матрицу со щелевым каналом, за которой размещена вторая часть - с круглым каналом, два устройства спиральной намотки,размещенные последовательно,полимеризационные камеры,тянущее устройство, узлы резки и сматывания(Патент на полезную модель 76659, кл. Е 04 С 5/07 оп. 27.09.2008 г.). Наиболее близкой к предлагаемому техническому решению является технологическая линия для изготовления композитной арматуры,включающая последовательно установленные шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство,установленные отдельно формовочный узел и устройство спиральной намотки,а также полимеризационные камеры,узел водяного охлаждения,тянущее устройство,смотчик обмоточного жгута, узел резки и сматывания, при этом длина полимеризационной камеры увеличена,а формовочный узел состоит из формовочного диска,выполненного с равномерно расположенными по периферии сквозными отверстиями и соединенного кронштейнами с формовочной цилиндрической трубкой, на конце которой установлен сменный полый наконечник(Патент на полезную модель 90470, кл. Е 04 С 5/07 оп. 10.01.2010 г.). Данное устройство, как и указанные выше,предназначено для использования в производственных помещениях, где необходимо поддержание постоянной температуры не ниже 20 С,что связано с технологической необходимостью, так как основной процесс пропитки ровингов осуществляется в открытой пропиточной ванне, где стекловолоконные нити непосредственно соприкасаются с наружным 2 воздухом цеха. При температуре ниже 20 С, что возможно в производственном цикле, снижается качество арматуры. Осуществление водяного охлаждения арматуры после полимеризации приводит к снижению качества арматуры,вследствие резкого перепада температур. Наличие энергоемкой камеры отжига для удаления влаги из ровингов существенно увеличивает энергопотребление. Указанные недостатки снижают эффективность технологической линии. Задачей полезной модели является повышение эффективности технологической линии для изготовления композитной арматуры с обеспечением ее высокого качества,с возможностью работы в производственных условиях при локальном поддержании температуры в пропиточной ванне, что позволяет работать при любых температурных перепадах. Дополнительный технический результат заключается в снижении энергоемкости оборудования. Для этого технологическая линия для изготовления композитной арматуры, включающая шпулярник с бобинами ровингов, выравнивающее устройство,пропиточную ванну,отжимное устройство,формовочный узел,устройство спиральной намотки, полимеризационные камеры,узел водяного охлаждения, тянущее устройство и узел резки, согласно полезной модели снабжена калорифером,установленным между выравнивающим устройством и пропиточной ванной, пропиточная ванна снабжена герметичным колпаком с прозрачной крышкой, при этом пропиточная ванна с формовочным узлом, узлом спиральной намотки и блоком управления технологической линии смонтированы на одной раме, перед узлом водяного охлаждения установлен узел первичного воздушного охлаждения композитной арматуры. В указанной технологической линии для изготовления композитной арматуры узел резки оборудован обрезным устройством , механическим электронным оттягивающим механизмом и электромагнитным прижимным клапаном. На фиг. показана схема предлагаемой технологической линии для изготовления композитной арматуры. Технологическая линия состоит из последовательно установленных шпулярника 1 с бобинами ровингов, калорифера 2,выравнивающего устройства 3, пропиточной ванны 4 и установленных в ней направляющего вала 15,вала пропитки ровингов 16 и отжимного устройства 17. Калорифер 2 установлен между выравнивающим устройством 3 и пропиточной ванной 4. Пропиточная ванна 4 имеет герметичный колпак 5 с шарнирно установленной прозрачной крышкой. Пропиточная ванна 4, формовочный узел 6,устройство спиральной намотки 18 и блок управления технологической линией 7 для пускаостановки, изменения скорости протяжки арматуры смонтированы на одной раме. Далее установлены полимеризационные камеры 8 - три секции,оборудованные термоэлектронагревателями и инфракрасными промышленными нагревателями излучателями,узел первичного воздушного охлаждения 9 композитной арматуры с вмонтированными вентиляторами обдува 10, затем узел вторичного водяного охлаждения 11,состоящий из отдельной камеры, где вода принудительно циркулирует водяным насосом 12,далее тянущее устройство 13 состоящее из 4-х прорезиненных валов, оборудованное электронным измерителем длины,и узел резки 14,оборудованный обрезным устройством ,механическим электронным оттягивающим механизмом(МЭО) и электромагнитным прижимным клапаном Предлагаемая технологическая линия работает следующим образом предварительно просушенные на складе бобины ровингов устанавливают на шпулярник 1, затем нити пропускают через выравнивающее устройство 3, не позволяя при этом спутываться нитям, с помощью калорифера 2 горячим воздухом с температурой 90-100 С производят обдув нитей для окончательного удаления влаги. Затем нити по направляющему валу 15 пропускают через пропиточную ванну 4, где нити смачиваются раствором эпоксидной смолы с помощью вала пропитки ровингов 16, затем нити ровинг пропускают через отжимное устройство 17 и формовочный узел 6, после чего сформировавшийся стержень проходит устройство спиральной намотки 18. Блок управления 7 расположен в начале технологической линии и смонтирован на одной раме с пропиточной ванной 4. формовочным узлом 6 и узлом спиральной намотки 18, что позволяет контролировать одновременно намотку и протяжку арматуры, а также управлять технологической линией,кнопками пуск,остановка и изменение скорости протяжки арматуры. Далее сформировавшуюся арматуру пропускают через 3-х секционную полимеризационную камеру 8, где под воздействием инфракрасных промышленных нагревателей излучателей и термоэлектронагревателей создается высокая температура 180-200 С, происходит отвердение и принятие окончательной формы композитной арматуры. После этого арматура проходит через узел первичного воздушного охлаждения 9, где под воздействием вентиляторов обдува 10 происходит первичное застывание, что позволяет арматуре принять отличную эластичность, не подвергаясь микротрещинам. Затем арматура проходит через узел вторичного водяного охлаждения 11, где под воздействием водяного насоса 12 нагнетают воду из резервуара на арматуру для придания ей окончательной формы и застывания. Далее арматура проходит через тянущее устройство 13, в котором тяга происходит под воздействием 2-х прижимных резиновых валов, 2-х ведущих нижних валов и цепной передачи. Затем арматура проходит отрезное устройство 14, которое отрезает заданную длину арматуры. Использование в предлагаемой технологической линии калорифера вместо камеры отжига в известной установке, позволяет существенно снизить энергозатраты при обеспечении достаточного температурного режима. Герметичное исполнение пропиточной ванны позволяет эксплуатировать технологическую линию в производственных помещениях, не требующих поддержания постоянной температуры 20 С,возможный диапазон работы линии от -15 до 45 С. Установка на одной раме совместно с пропиточной ванной формовочного узла, узла спиральной намотки и блока управления облегчает оператору возможность осуществлять своевременный контроль работы технологической линии,соблюдения технологического режима,что приводит к поддержанию высокого качества арматуры. Установка перед узлом водяного охлаждения узла первичного воздушного охлаждения композитной арматуры повышает ее качество. С помощью нашего оборудования возможен выпуск композитной арматуры с любым типом армирующих волокон стекловолокна,базальтоволокна и углеволокна. В производстве используются два компонента армирующий материал - ровинг и связующий материал эпоксидная смола. Соотношение компонентов составляет 7030 соответственно. В композитной арматуре ровинг принимает на себя механические нагрузки, а смола выступает, как матрица,равномерно распределяющая нагрузки по всей длине стержня и защищая от воздействия внешней среды. Таким образом, предлагаемая технологическая линия для производства композитной арматуры позволяет повысить надежность работы технологической линии в любых климатических условиях, упростить техническое обслуживание основных узлов линии, получить композитную арматуру с четко выраженным периодическим профилем и высокими физико-механическими характеристиками, обладающей высокой степенью сцепления с бетоном. Линия не требует дорогостоящего оборудования,проста в обслуживании. Ежедневная производительность линии от 12420 м и выше. ФОРМУЛА ПОЛЕЗНОЙ МОДЕЛИ 1. Технологическая линия для изготовления композитной арматуры, включающая шпулярник с бобинами ровингов, выравнивающее устройство,пропиточную ванну,отжимное устройство,формовочный узел,устройство спиральной намотки,полимеризационные камеры,узел водяного охлаждения, тянущее устройство и узел резки, отличающаяся тем, что она снабжена калорифером,установленным между выравнивающим устройством и пропиточной ванной, пропиточная ванна снабжена герметичным колпаком с прозрачной крышкой, при этом пропиточная ванна, формовочный узел, узел спиральной намотки и блок управления технологической линии смонтированы на одной раме, а перед узлом водяного охлаждения 3 установлен узел первичного воздушного охлаждения композитной арматуры. 2. Технологическая линия для изготовления композитной арматуры по п.1, отличающаяся тем, что узел резки оборудован обрезным устройством,механическим электронным оттягивающим механизмом и электромагнитным прижимным клапаном.
МПК / Метки
МПК: E04C 5/07
Метки: изготовления, композитной, линия, бкт-2013, технологическая, арматуры
Код ссылки
<a href="https://kz.patents.su/4-u1170-tehnologicheskaya-liniya-dlya-izgotovleniya-kompozitnojj-armatury-bkt-2013.html" rel="bookmark" title="База патентов Казахстана">Технологическая линия для изготовления композитной арматуры “БКТ-2013″</a>
Технологическая линия для изготовления патронированных взрывчатых веществ
Номер предварительного патента: 18772
Опубликовано: 17.09.2007
Авторы: Тамбиев Петр Геннадиевич, Попов Вадим Николаевич
МПК: C06B 21/00
Метки: взрывчатых, патронированных, изготовления, веществ, технологическая, линия
Формула / Реферат:
Изобретение относится к изготовлению промышленных патронированных взрывчатых веществ (ВВ).Техническим результатом является получение патронированных ВВ с высокими детонационными показателями на минизаводах и снижение потерь ВВ при снаряжении патронов.Это достигается тем, что технологическая линия изготовления патронов включает размещенные последовательно по ходу технологического процесса и технологически связанные между собой узел подачи...
Технологическая линия приготовления короткорезаных макаронных изделий
Номер предварительного патента: 10154
Опубликовано: 15.05.2001
Автор: Бектев Михаил Александрович
МПК: A23L 1/16
Метки: приготовления, линия, технологическая, изделий, макаронных, короткорезаных
Формула / Реферат:
Изобретение относится к области пищевой промышленности, в частности, к изготовлению короткорезаных макаронных изделий.Техническим результатом изобретения является интенсивное снижение влажности продукции в процессе ее подготовки к сушке и создание режима сушки, обеспечивающего сохранение ее товарного вида.Это достигается тем, что в технологической линии приготовления короткорезаных макаронных изделий, включающей пресс, транспортер приема сырой...
Технологическая линия по производству гомогенных композиций
Номер инновационного патента: 23154
Опубликовано: 15.11.2010
Авторы: Журавлев Александр Порфирьевич, Кайтуков Алан Агубеевич, Есауленко Светлана Ивановна, Татаринов Алексей Андреевич
МПК: C04B 28/36
Метки: линия, композиций, технологическая, гомогенных, производству
Формула / Реферат:
Изобретение относится к области производства композиций, которые могут найти применение в промышленно-гражданском и дорожном строительстве, в резинотехнической и шинной промышленности, модификации моторных топлив и мазута, получении сырья для изготовления битумов, дегазации серы, получении минеральных серосодержащих удобрений.Технический результат - снижение энергоемкости, повышение качества продукта и улучшение условий при его использовании за...
Технологическая линия для производства зерновой массы из пророщенного зерна
Номер инновационного патента: 28804
Опубликовано: 15.08.2014
Авторы: Круглов Юрий Анатольевич, Аспандияров Камбар Булатович, Усибалиев Нурсултан Ералыевич
МПК: B02C 9/04
Метки: зерна, массы, технологическая, линия, зерновой, производства, пророщенного
Формула / Реферат:
Технологическая линия для производства зерновой массы из пророщенного зернаИзобретение относится к пищевой промышленности, к оборудованию для производства зерновой массы из пророщенного зерна, и может быть использовано при производстве диетического сорта хлеба, а также хлебобулочных изделий с повышенной биологической активностью.В технологической линии для производства зерновой массы из пророщенного зерна, включающей устройство гидроочистки,...
Способ получения кормовых добавок из органических отходов и технологическая линия для его осуществления
Номер предварительного патента: 6419
Опубликовано: 15.07.1998
Автор: Галкин Василий Тимофеевич
МПК: F26B 17/10, A23K 1/20
Метки: добавок, осуществления, способ, линия, технологическая, отходов, кормовых, получения, органических
Формула / Реферат:
Изобретение относится к производству кормовых добавок для сельскохозяйственных животных и птицы путем переработки органических отходов, например, куриного помета.Способ включает следующие технологические операции: измельчение исходного сырья до порошкообразного состояния, сушка измельченных частиц встречным потоком теплоносителя в течение 2...3с при температуре 900...1300°С, охлаждение до температуры 100...150°С, сепарация и удаление...
Предыдущий патент: Бескаркасное сооружение
Следующий патент: Памятник
Случайный патент: Передвижная модульная установка кавитационного действия для освоения и очистки скважин