Проходной безвершинный сабельный токарный резец
Формула / Реферат
Проходной безвершинный сабельный токарный резец для высокопроизводительного обтачивания цилиндрических поверхностей в серийном и крупносерийном производствах по 11-12 квалитетам точности. Конструкция резца и способ обработки позволяют повысить стойкость резца, производительность и снизить шероховатость обрабатываемой поверхности. Технический результат достигается тем, что режущая кромка выполнена вдоль державки резца, потому режущая кромка равна длине резца. Резец не имеет главного конструкционного признака традиционного проходного резца-аналога - вершины, потому он назван безвершинным; одна режущая кромка выполняет роль режущей и вспомогательной; режущая кромка касается полупространства и лезвие подвержено меньшим механическим и термическим напряжениям, чем у традиционных проходных резцов, что позволяет увеличить стойкость резца. Режущая кромка расположена параллельно опорной плоскости резца (угол наклона режущей кромки λ равен нулю, главный и вспомогательный углы в плане в точке контакта с обработанной поверхностью равны нулю, а по мере удаления от неё приобретают положительное значение и возрастают). Резец имеет клиновидную закрепительную часть. Передняя поверхность резца имеет наклон к верхней плоскости резца или совпадает с ней. Увеличенный задний угол заточки резца при совпадении верхней плоскости резца и передней поверхности равен сумме нормативных заднего и переднего углов.
За счёт наклона оси заготовки в вертикальной плоскости при горизонтальной подаче точка контакта резца и детали перемещается вдоль лезвия, что также позволяет увеличить его стойкость и снизить шероховатость обрабатываемой поверхности.
Расположение лезвия резца при работе под углом ξ в пределах от 0 до 90 градусов к оси заготовки дополнительно снижает шероховатость обра-батываемой поверхности.
Текст
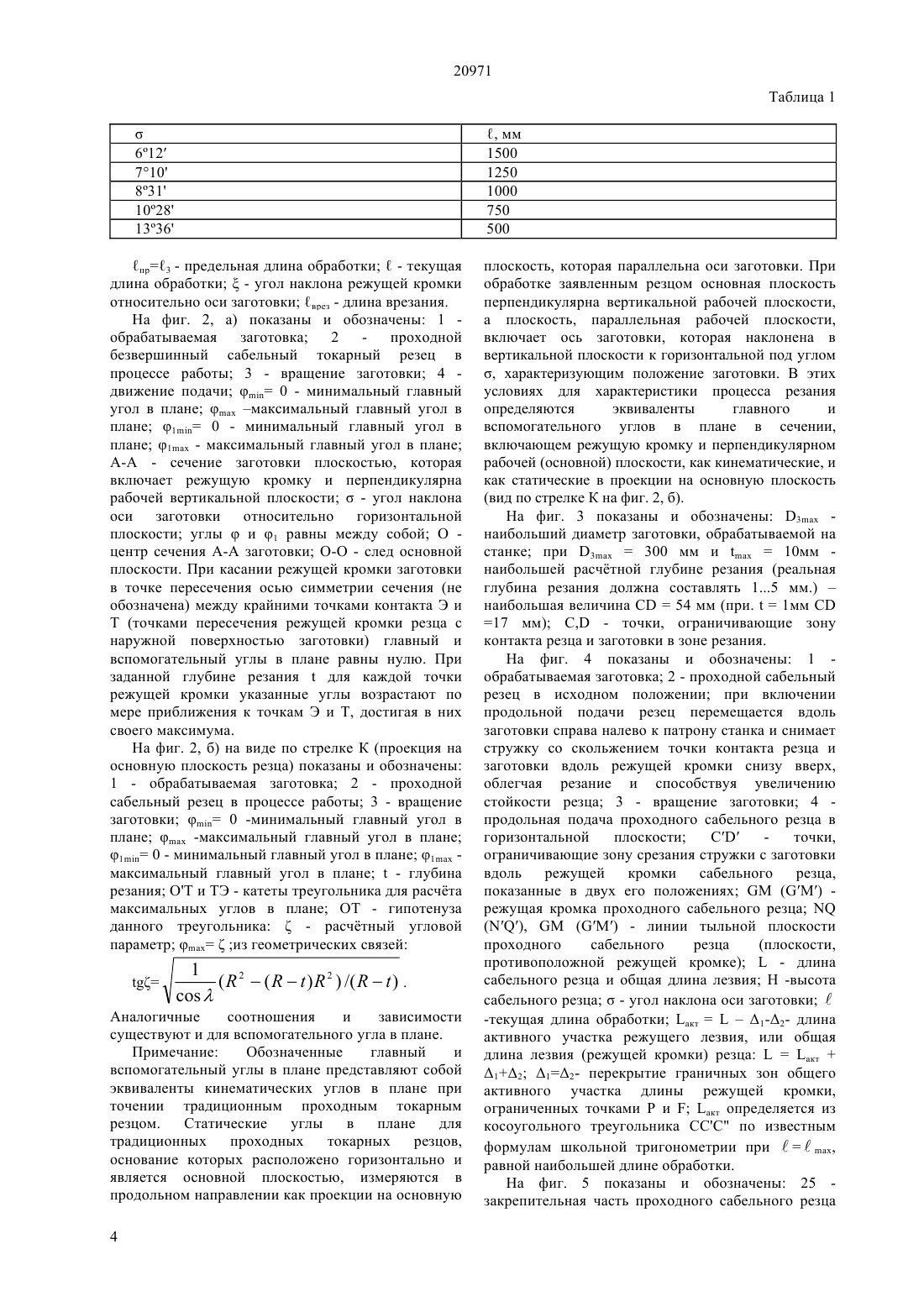
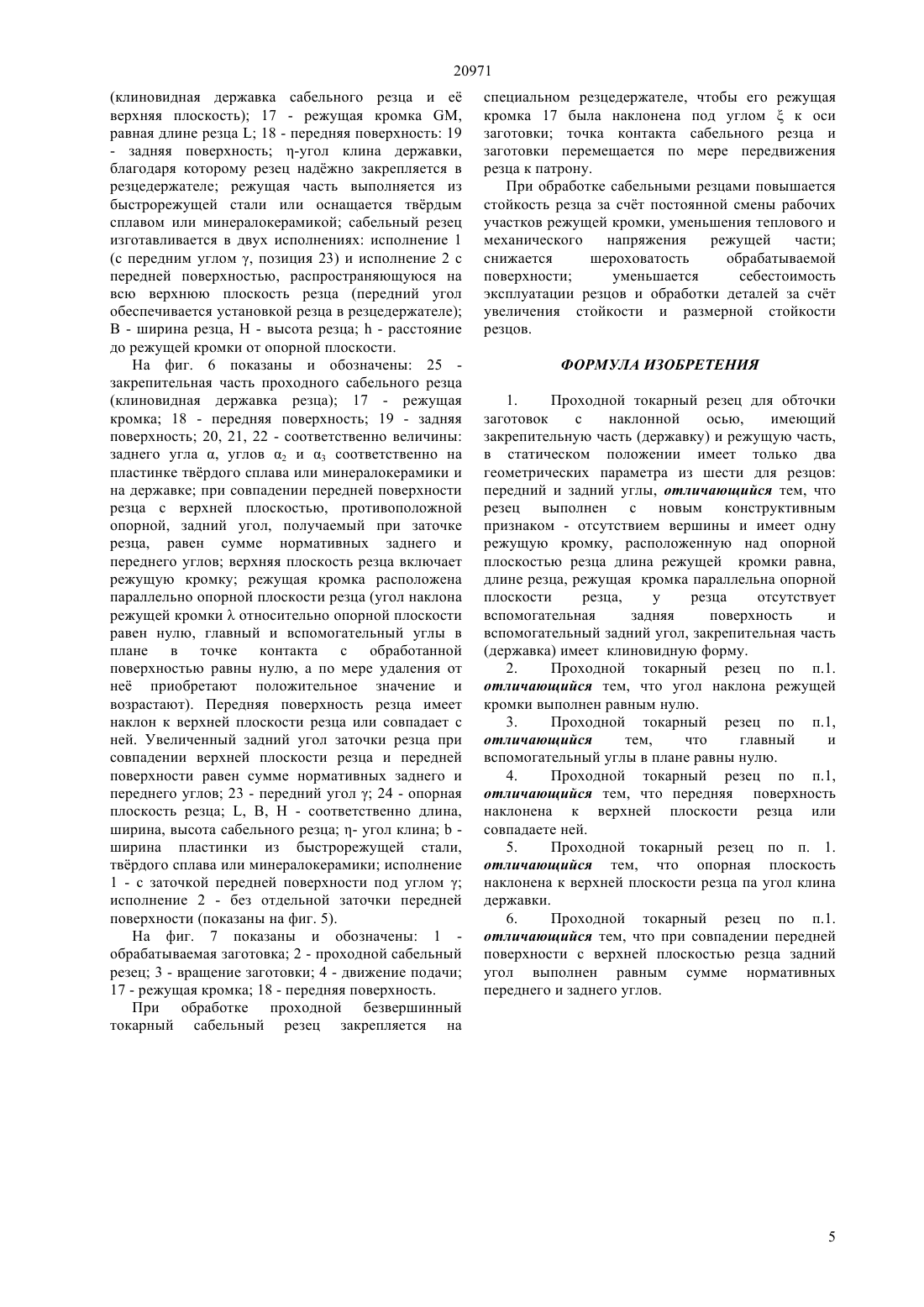
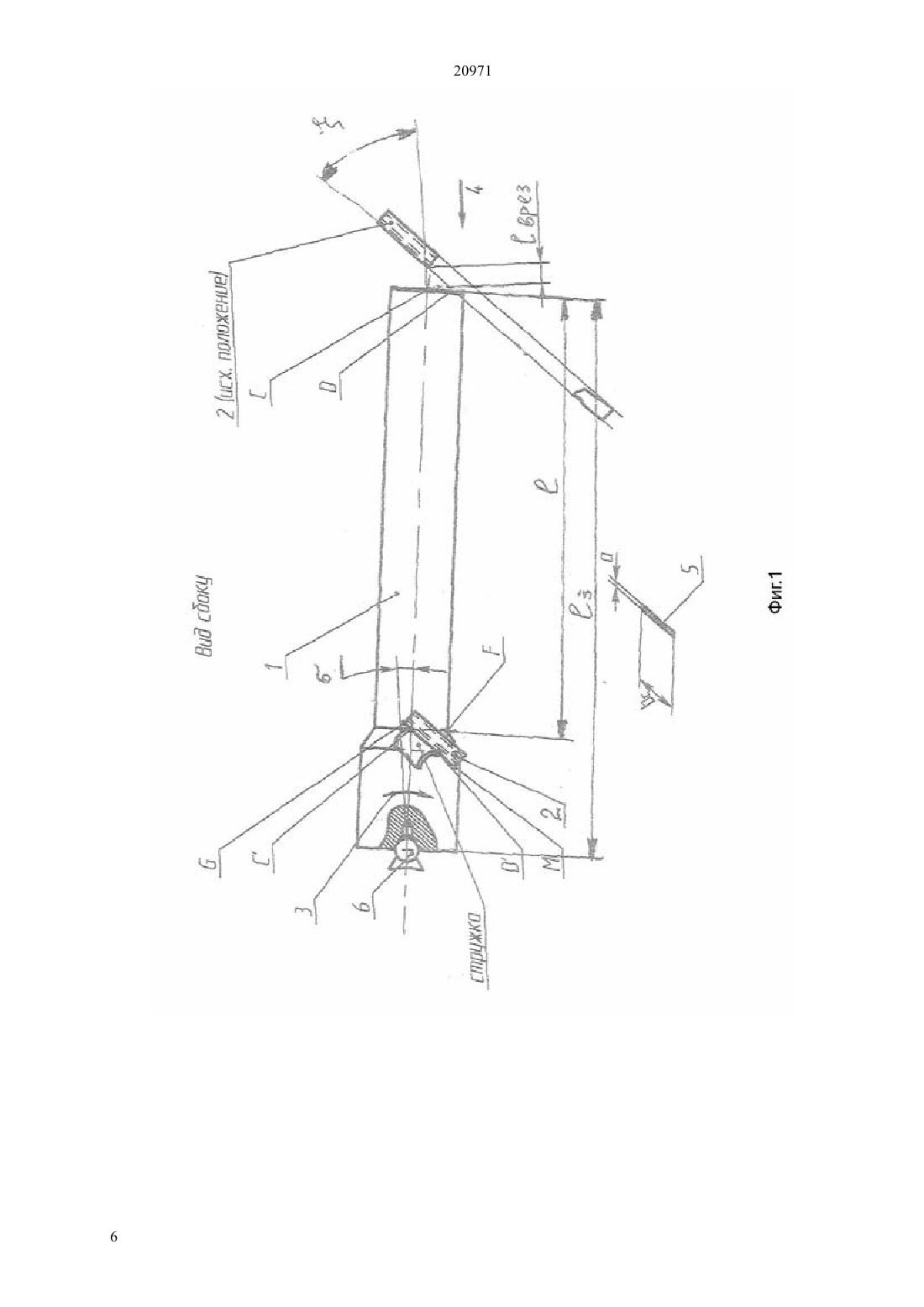
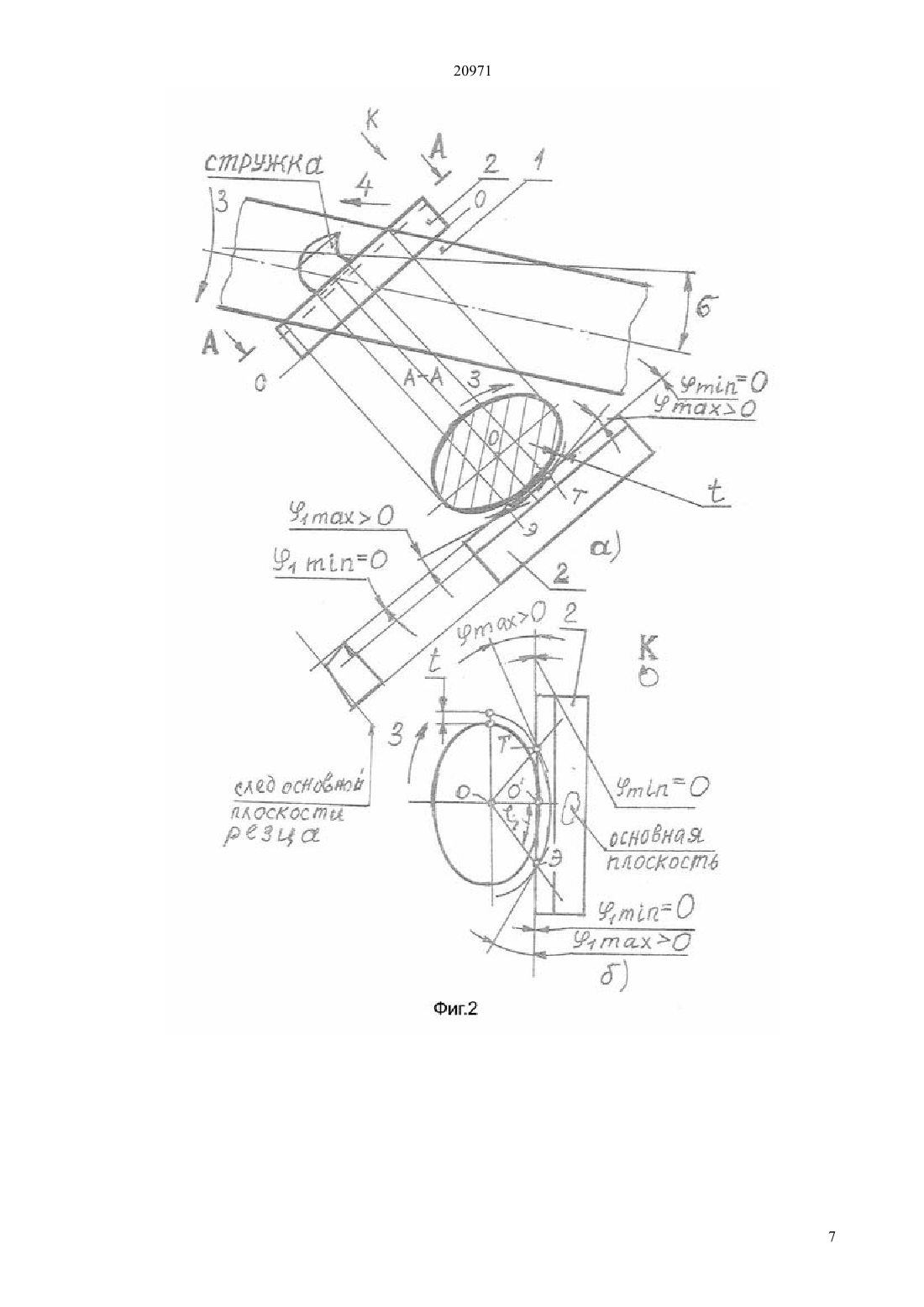
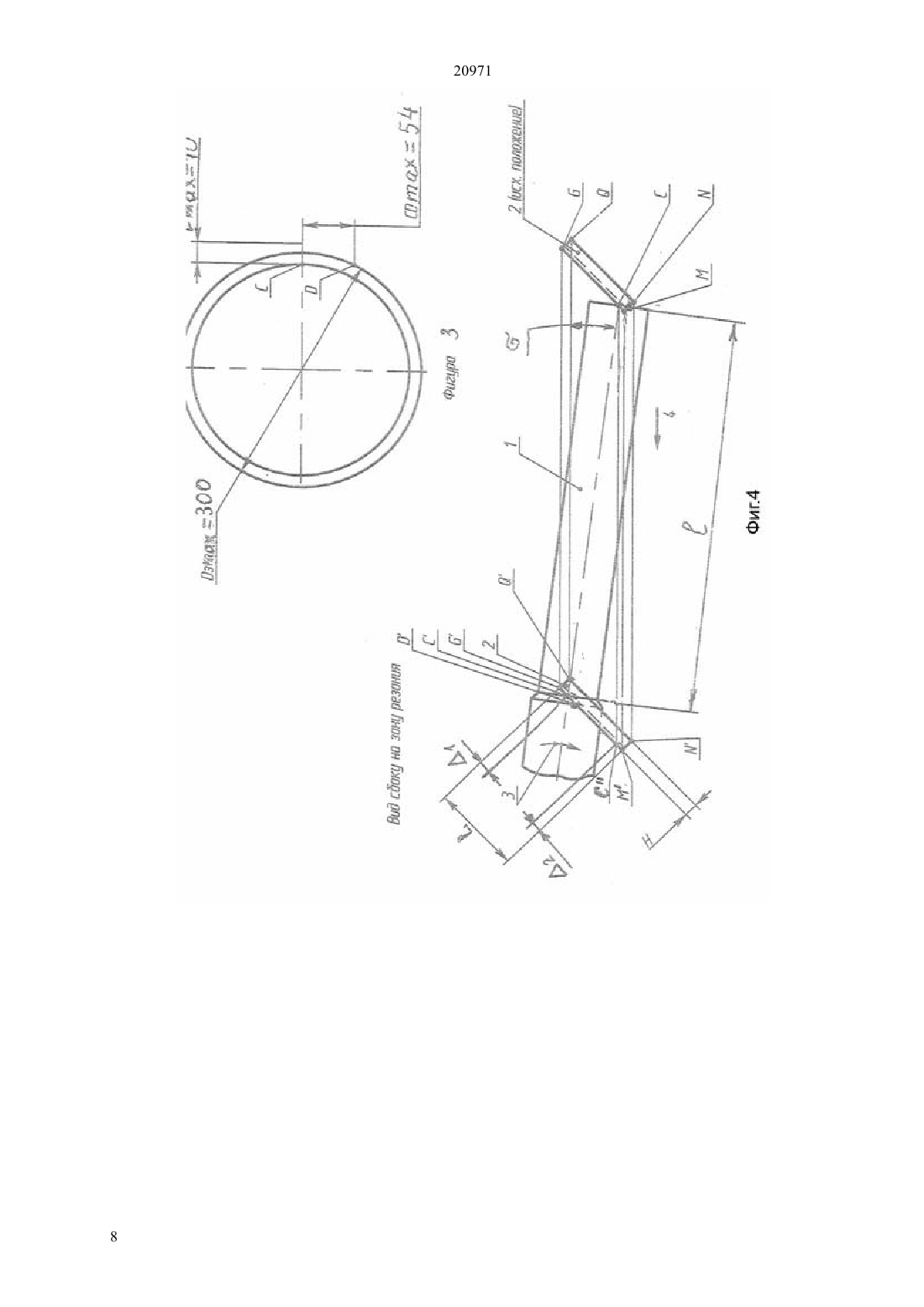
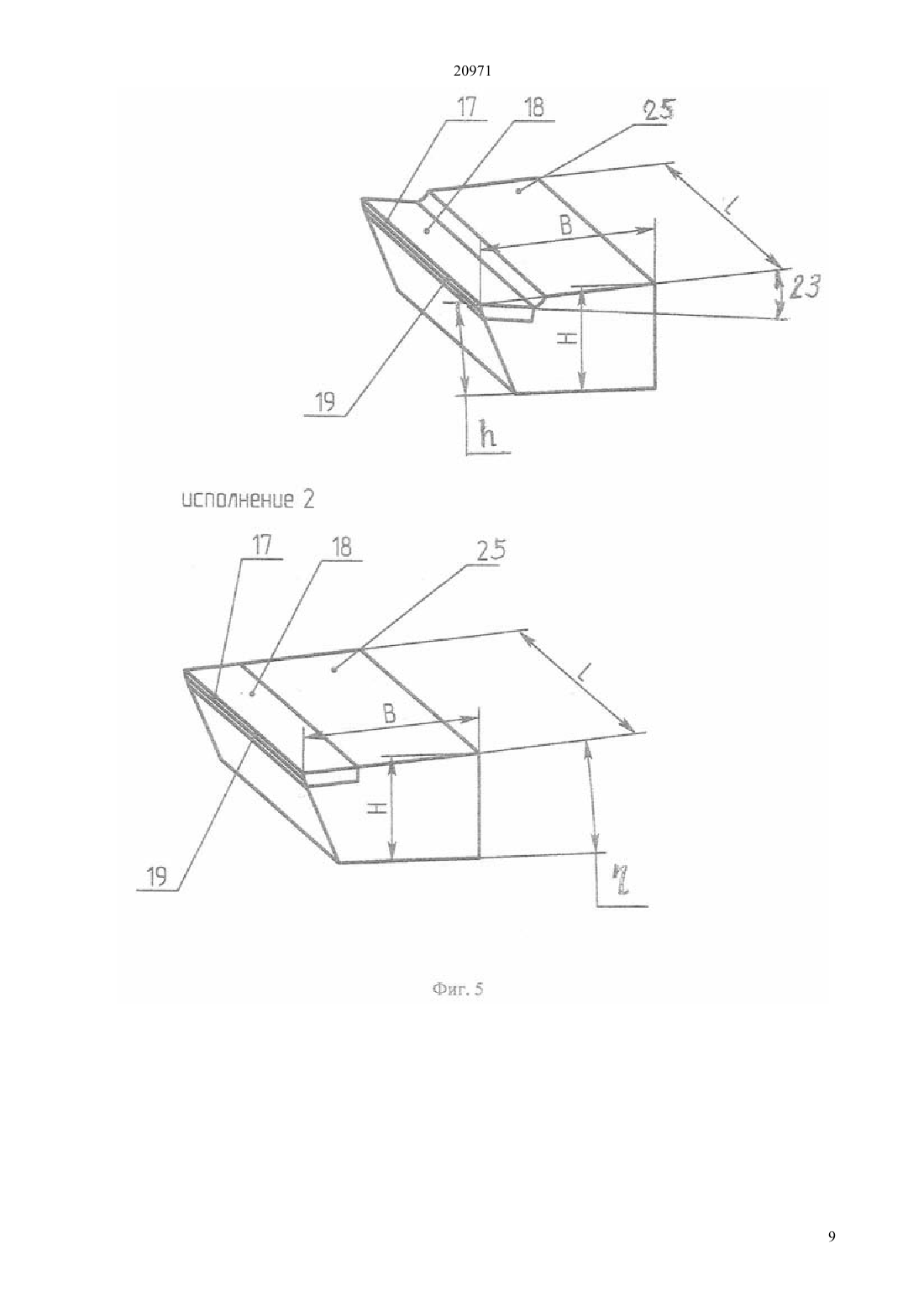
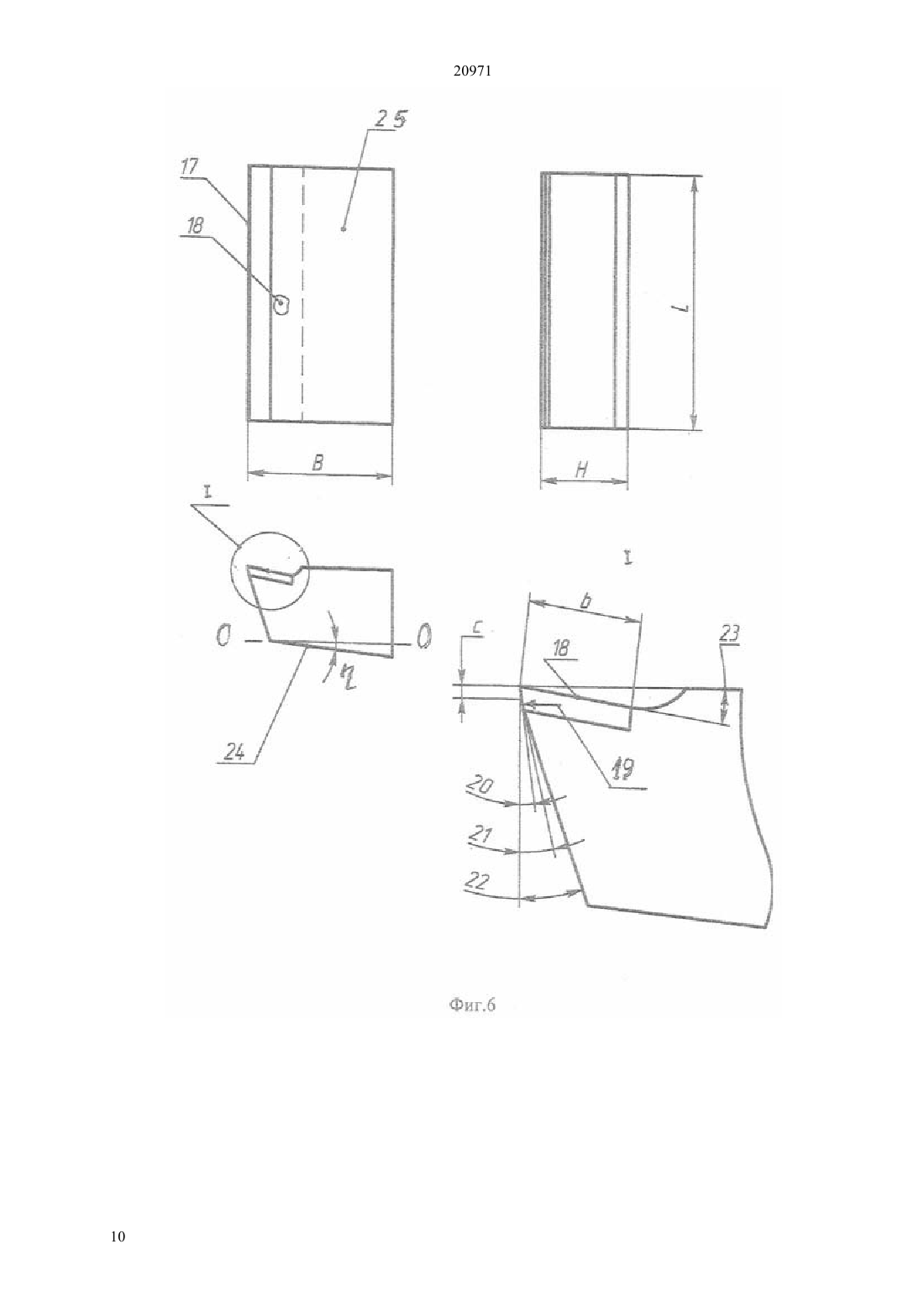
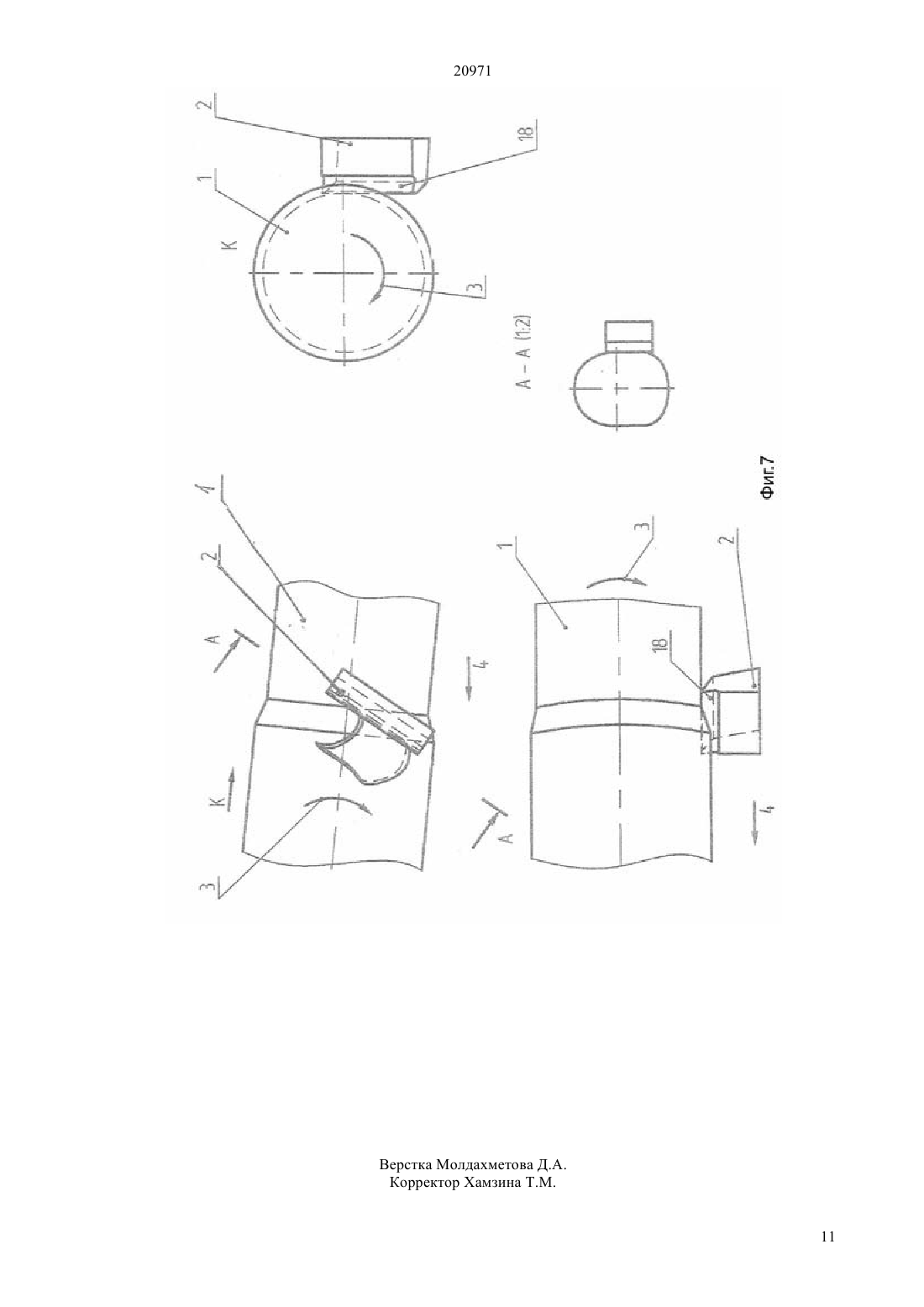
(51) 23 27/02 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ режущая кромка касается полупространства и лезвие подвержено меньшим механическим и термическим напряжениям, чем у традиционных проходных резцов, что позволяет увеличить стойкость резца. Режущая кромка расположена параллельно опорной плоскости резца (угол наклона режущей кромкиравен нулю, главный и вспомогательный углы в плане в точке контакта с обработанной поверхностью равны нулю, а по мере удаления от не приобретают положительное значение и возрастают). Резец имеет клиновидную закрепительную часть. Передняя поверхность резца имеет наклон к верхней плоскости резца или совпадает с ней. Увеличенный задний угол заточки резца при совпадении верхней плоскости резца и передней поверхности равен сумме нормативных заднего и переднего углов. За счт наклона оси заготовки в вертикальной плоскости при горизонтальной подаче точка контакта резца и детали перемещается вдоль лезвия,что также позволяет увеличить его стойкость и снизить шероховатость обрабатываемой поверхности. Расположение лезвия резца при работе под угломв пределах от 0 до 90 градусов к оси заготовки дополнительно снижает шероховатость обрабатываемой поверхности.(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(54) ПРОХОДНОЙ БЕЗВЕРШИННЫЙ САБЕЛЬНЫЙ ТОКАРНЫЙ РЕЗЕЦ(57) Проходной безвершинный сабельный токарный резец для высокопроизводительного обтачивания цилиндрических поверхностей в серийном и крупносерийном производствах по 1112 квалитетам точности. Конструкция резца и способ обработки позволяют повысить стойкость резца, производительность и снизить шероховатость обрабатываемой поверхности. Технический результат достигается тем, что режущая кромка выполнена вдоль державки резца, потому режущая кромка равна длине резца. Резец не имеет главного конструкционного признака традиционного проходного резца-аналога - вершины, потому он назван безвершинным одна режущая кромка выполняет роль режущей и вспомогательной 20971 Изобретение относится к металлорежущим инструментам и представляет собой проходной безвершинный сабельный токарный резец с единственной режущей кромкой для обработки(обтачивания) деталей типа вал с наклонной в вертикальной плоскости осью в серийном и крупносерийном производствах по 11-12 квалитетам точности. Резание совмещено с перемещением резца относительно заготовки вдоль лезвия, потому резец назван сабельным. Известен токарный проходной резец Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л., Гречишников В.А., Киселв А.С. Металлорежущие инструменты. М. Машиностроение. 1989. с. 328, стр.44, фиг. 2.1 а,б, в, г фиг. 2.2 а, б, в, г, имеющий, как и заявленный резец, державку и режущую часть державку квадратного,прямоугольного или круглого поперечного сечения для закрепления в резцедержателе и режущую часть (головку),образованную двумя пересекающимися режущими кромками, которые, в свою очередь, образованы пересечением передней поверхности с главной и вспомогательной задними поверхностями и образуют два режущих клина соответственно главного и вспомогательного режущих лезвий. Кромки главного и вспомогательного режущих лезвий называются соответственно главной и вспомогательной режущими кромками. Пересечение главной и вспомогательной режущих кромок образует точку, которая называется вершиной резца проекции главной и вспомогательной режущих кромок на основную плоскость (перпендикулярную вектору главного движения скорости резания при выключенной подаче) образуют с направлением подачи соответственно главный и вспомогательный углы в плане проходной резец имеет шесть геометрических параметров передний угол ,задний уголв пределах от 5 до 20 градусов,вспомогательный задний угол 1 (у заявленного резца задний угол 1 отсутствует), главный угол в плане , вспомогательный угол в плане 1, угол наклона главной режущей кромки . Указанные токарные проходные резцы однотипны в существующей учебной технической литературе и в государственных стандартах, потому в заявке приведены библиографические данные из одного источника информации. Все без исключения токарные проходные резцы имеют вершину как точку пересечения главной и вспомогательной режущих кромок, которая является наиболее слабым местом резца главная и вспомогательная режущие кромки имеют ограниченную длину и малое сечение головки вблизи вершины для отвода тепла, которое постепенно увеличивается по мере удаления от вершины. Резкое ослабление прочности клина у вершины приводит к повышенному механическому и тепловому напряжениям, увеличению температур в зоне резания, скорости изнашивания и величины износа, снижению стойкости, скорости резания и производительности, экономической эффективности угол в плане при вершине, образуемый пересечением проекций главной и вспомогательной режущей кромок на основную плоскость Сахаров 2 Г.Н., Арбузов О.Б., Боровой Ю.Л., Гречишников В.А., Киселв А.С. Металлорежущие инструменты. М., Машиностроение. 1989. с.328, стр. 45, фиг. 2.2 г,180, при этом в некоторых условиях обработки 180, что ограничивает размер сечения и площадки передней поверхности для отвода образующегося при резании тепла. В качестве аналога и прототипа выбран как наиболее близкий по всем конструктивным и геометрическим параметрам токарный проходной резец Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л.,Гречишников В.А., Киселв А.С. Металлорежущие инструменты. М. Машиностроение. 1989. с.328, стр. 44, фиг. 2.1 а, б, в, г. Предлагаемая конструкция резца и схема обработки обеспечивают значительное снижение нагрева резца в зоне резания, повышение стойкости резца и скорости резания. Конструктивные и геометрические элементы заявленного резца Проходной безвершинный сабельный токарный резец имеет конструктивные признаки,совпадающие с признаками прототипа и аналога режущую часть, режущую кромку, закрепительную часть (державку), нормативный передний угол,задний угол, - и признаки, не совпадающие с признаками прототипа и аналога державка имеет клиновидную форму для наджного закрепления в резцедержателе, резец имеет одну режущую кромку,увеличенный задний угол в пределах от 5 до 30 градусов проходной безвершинный сабельный токарный резец спроектирован так, что его режущая кромка расположена не в поперечном, а в продольном направлении, т.е. вдоль державки над опорной плоскостью резца (которой резец устанавливается в резцедержатель и которая воспринимает усилие резания) и равна длине резца такое расположение режущей кромки резко увеличивает площадь сечения для отвода тепла из зоны резания, что способствует снижению уровня теплового напряжения в рабочей зоне резца, а также повышает прочность режущего клина (снижает уровень механического напряжения) и наджность резца более низкий нагрев резца предлагаемой конструкции обеспечивается ещ и тем, что рабочий участок постоянно перемещается по длине режущей кромки за счт наклона оси заготовки относительно горизонтальной плоскости главная и вспомогательная режущие кромки касаются полупространства - расположены под углом 180 друг к другу, т.е. образуют одну линию - режущую кромку - и исключается вершина резца отсутствие вершины у безвершинного проходного сабельного токарного резца, в отличие от традиционных проходных резцов,является выгодным конструктивным признаком с вытекающими положительными перечисленными следствиями у традиционного токарного проходного резца 1180, но в данном случае у заявленного резца 10 равенство этих углов нулю имеет место теоретически только в точке контакта режущей кромки резца и эллипса в заданном сечении заготовки, а практически на заданной 20971 глубине резания главный и вспомогательный углы в плане непрерывно возрастают до определнного значения по мере приближения рабочих участков режущей кромки к точке пересечения с наружной поверхностью заготовки конструктивно углыи 1 равны нулю геометрические параметры инструмента(углы) всегда должны быть идентифицированы меньше нуля, равны нулю или больше нуля- угол в плане при вершине, у заявленного резца он равен 180 в процессе резания за счт кривизны (цилиндрической поверхности) обрабатываемого цилиндра режущая кромка на набегающем участке играет роль главной режущей,на нисходящем - вспомогательной режущей кромки(фиг. 2) и, таким образом, у сабельного резца есть одна режущая кромка, которую в дальнейшем будем называть просто режущей кромкой режущая кромка расположена в рабочей плоскости, которая при данной схеме обработки совпадает с плоскостью резания угол наклона режущей кромки ,измеряемый от горизонтальной плоскости, равен углу ( ) наклон режущей кромкив пределах от 0 до 90 в рабочей плоскости относительно горизонтальной плоскости позволяет уменьшить высоту микронеровностей на обрабатываемой поверхности за счт эффекта зачищающего лезвия опорная плоскость заявленного резца наклонена относительно верхней плоскости резца на угол клина державки при работе резца в случае наклона передней поверхности относительно верхней плоскости резца последняя располагается перпендикулярно вертикальной рабочей плоскости при совмещении передней поверхности резца и его верхней плоскости последняя устанавливается с наклоном на величину переднего угла относительно плоскости, перпендикулярной к рабочей плоскости опорная плоскость при этом занимает соответственное положение с учтом угла клина державки. Таким образом,заявленный проходной безвершинный сабельный токарный резец для обточки заготовок с наклонной осью имеет закрепительную часть (державку) и режущую часть,в статическом положении имеет только два геометрических параметра из шести для традиционных проходных резцов передний и задний углы, переднюю и заднюю поверхности, в отличие от аналога и прототипа имеет одну режущую кромку, расположенную над опорной плоскостью резца, длина режущей кромки равна длине резца, режущая кромка параллельна опорной плоскости резца, т. е. угол наклона режущей кромки равен нулю, у него отсутствует вспомогательная задняя поверхность и вспомогательный задний угол,закрепительная часть(державка) имеет клиновидную форму, указанные особенности позволили выполнить резец с новым конструктивным признаком - отсутствием вершины,главный и вспомогательный углы в плане равны нулю, передняя поверхность наклонена к верхней плоскости резца или совпадает с ней, опорная плоскость наклонена к верхней плоскости резца на угол клина державки, при совпадении передней поверхности с верхней плоскостью резца задний угол выполнен равным сумме нормативных переднего и заднего углов. Технический результат - повышение стойкости резца, увеличение скорости резания за счт снижения температуры в зоне резания, уменьшение шероховатости,повышение прочности и наджности резца. Технический результат достигается тем, что изменена принципиально конструкция токарного проходного резца, а именно единственная режущая кромка образована вдоль наибольшего габарита заявленного резца (его длины), а не в поперечном направлении, как у обычного токарного резца,изменена установка резца относительно заготовки с наклоном режущей кромки относительно горизонтали в рабочей плоскости (фиг. 1). На фиг. 1 показана схема обработки точением проходным сабельным резцом напроход с указанием необходимых позиций, размеров, обозначений. На фиг. 2 показано изменение главного и вспомогательного углов в плане от нуля в теоретической точке контакта режущей кромки с обработанной поверхностью до его наибольшего значения. На фиг. 3 показаны соотношения наибольшего диаметра заготовки 300 мм., наибольшей величины глубины резания 10 мм. , граничные точки контакта резца и заготовки вид сбоку на зону резания (реальная глубина резания значительно меньше). На фиг. 4 показано взаимное расположение обрабатываемой заготовки и проходного сабельного резца для графического и аналитического расчта длинысабельного резца в зависимости от длинызаготовки. На фиг. 5 показан общий вид проходного сабельного резца в диметрии с нанесением необходимых позиций, размеров, обозначений. На фиг. 6 показан чертж проходного сабельного резца с нанесением необходимых позиций,размеров, обозначений. На фиг. 7 показано в двух проекциях взаимное расположение заготовки и проходного сабельного резца, нанесены необходимые позиции, размеры,обозначения и разрез А-А. Ниже представлено описание конструкции и геометрии заявленного резца. На фиг. 1 показаны и обозначены 1 обрабатываемая заготовка 2 - проходной сабельный резец в процессе работы 3 - вращение заготовки 4 движение подачи 5 - параметры срезаемого слоя а толщина среза вс - ширина срезаемого слоя 6 сферическая твердосплавная головка установочного центра , - граничные точки контакта резца и заготовки на торце заготовки С,- длина активной текущей (режущей) части режущей кромки- угол наклона оси заготовки относительно горизонтали значение угловв зависимости от длины заготовки - в табл. 1 пр 3 - предельная длина обработки- текущая длина обработки- угол наклона режущей кромки относительно оси заготовки врез - длина врезания. На фиг. 2, а) показаны и обозначены 1 обрабатываемая заготовка 2 - проходной безвершинный сабельный токарный резец в процессе работы 3 - вращение заготовки 4 движение подачи 0 - минимальный главный угол в планемаксимальный главный угол в плане 1 0 - минимальный главный угол в плане 1 - максимальный главный угол в плане А-А - сечение заготовки плоскостью, которая включает режущую кромку и перпендикулярна рабочей вертикальной плоскости- угол наклона оси заготовки относительно горизонтальной плоскости углыи 1 равны между собой О центр сечения А-А заготовки О-О - след основной плоскости. При касании режущей кромки заготовки в точке пересечения осью симметрии сечения (не обозначена) между крайними точками контакта Э и Т (точками пересечения режущей кромки резца с наружной поверхностью заготовки) главный и вспомогательный углы в плане равны нулю. При заданной глубине резаниядля каждой точки режущей кромки указанные углы возрастают по мере приближения к точкам Э и Т, достигая в них своего максимума. На фиг. 2, б) на виде по стрелке К (проекция на основную плоскость резца) показаны и обозначены 1 - обрабатываемая заготовка 2 - проходной сабельный резец в процессе работы 3 - вращение заготовки 0 -минимальный главный угол в плане-максимальный главный угол в плане 1 0 - минимальный главный угол в плане 1 максимальный главный угол в плане- глубина резания ОТ и ТЭ - катеты треугольника для расчта максимальных углов в плане ОТ - гипотенуза данного треугольника- расчтный угловой параметриз геометрических связей Аналогичные соотношения и зависимости существуют и для вспомогательного угла в плане. Примечание Обозначенные главный и вспомогательный углы в плане представляют собой эквиваленты кинематических углов в плане при точении традиционным проходным токарным резцом. Статические углы в плане для традиционных проходных токарных резцов,основание которых расположено горизонтально и является основной плоскостью, измеряются в продольном направлении как проекции на основную 4 плоскость, которая параллельна оси заготовки. При обработке заявленным резцом основная плоскость перпендикулярна вертикальной рабочей плоскости,а плоскость, параллельная рабочей плоскости,включает ось заготовки, которая наклонена в вертикальной плоскости к горизонтальной под углом, характеризующим положение заготовки. В этих условиях для характеристики процесса резания определяются эквиваленты главного и вспомогательного углов в плане в сечении,включающем режущую кромку и перпендикулярном рабочей (основной) плоскости, как кинематические, и как статические в проекции на основную плоскость(вид по стрелке К на фиг. 2, б). На фиг. 3 показаны и обозначены 3 наибольший диаметр заготовки, обрабатываемой на станке при 3300 мм и 10 мм наибольшей расчтной глубине резания (реальная глубина резания должна составлять 15 мм.)наибольшая величина 54 мм (при.1 мм 17 мм) , - точки, ограничивающие зону контакта резца и заготовки в зоне резания. На фиг. 4 показаны и обозначены 1 обрабатываемая заготовка 2 - проходной сабельный резец в исходном положении при включении продольной подачи резец перемещается вдоль заготовки справа налево к патрону станка и снимает стружку со скольжением точки контакта резца и заготовки вдоль режущей кромки снизу вверх,облегчая резание и способствуя увеличению стойкости резца 3 - вращение заготовки 4 продольная подача проходного сабельного резца в горизонтальной плоскости С точки,ограничивающие зону срезания стружки с заготовки вдоль режущей кромки сабельного резца,показанные в двух его положенияхрежущая кромка проходного сабельного резца,- линии тыльной плоскости проходного сабельного резца(плоскости,противоположной режущей кромке)- длина сабельного резца и общая длина лезвия Н -высота сабельного резца- угол наклона оси заготовки-текущая длина обработки акт 1-2- длина активного участка режущего лезвия, или общая длина лезвия (режущей кромки) резцаакт 12 12- перекрытие граничных зон общего активного участка длины режущей кромки,ограниченных точками Р икт определяется из косоугольного треугольника ССС по известным формулам школьной тригонометрии при,равной наибольшей длине обработки. На фиг. 5 показаны и обозначены 25 закрепительная часть проходного сабельного резца(клиновидная державка сабельного резца и е верхняя плоскость) 17 - режущая кромка ,равная длине резца 18 - передняя поверхность 19- задняя поверхность -угол клина державки,благодаря которому резец наджно закрепляется в резцедержателе режущая часть выполняется из быстрорежущей стали или оснащается тврдым сплавом или минералокерамикой сабельный резец изготавливается в двух исполнениях исполнение 1(с передним углом , позиция 23) и исполнение 2 с передней поверхностью, распространяющуюся на всю верхнюю плоскость резца (передний угол обеспечивается установкой резца в резцедержателе) В - ширина резца, Н - высота резца- расстояние до режущей кромки от опорной плоскости. На фиг. 6 показаны и обозначены 25 закрепительная часть проходного сабельного резца(клиновидная державка резца) 17 - режущая кромка 18 - передняя поверхность 19 - задняя поверхность 20, 21, 22 - соответственно величины заднего угла , углов 2 и 3 соответственно на пластинке тврдого сплава или минералокерамики и на державке при совпадении передней поверхности резца с верхней плоскостью, противоположной опорной, задний угол, получаемый при заточке резца, равен сумме нормативных заднего и переднего углов верхняя плоскость резца включает режущую кромку режущая кромка расположена параллельно опорной плоскости резца (угол наклона режущей кромкиотносительно опорной плоскости равен нулю, главный и вспомогательный углы в плане в точке контакта с обработанной поверхностью равны нулю, а по мере удаления от не приобретают положительное значение и возрастают). Передняя поверхность резца имеет наклон к верхней плоскости резца или совпадает с ней. Увеличенный задний угол заточки резца при совпадении верхней плоскости резца и передней поверхности равен сумме нормативных заднего и переднего углов 23 - передний угол 24 - опорная плоскость резца , В, Н - соответственно длина,ширина, высота сабельного резца - угол клинаширина пластинки из быстрорежущей стали,тврдого сплава или минералокерамики исполнение 1 - с заточкой передней поверхности под угломисполнение 2 - без отдельной заточки передней поверхности (показаны на фиг. 5). На фиг. 7 показаны и обозначены 1 обрабатываемая заготовка 2 - проходной сабельный резец 3 - вращение заготовки 4 - движение подачи 17 - режущая кромка 18 - передняя поверхность. При обработке проходной безвершинный токарный сабельный резец закрепляется на специальном резцедержателе, чтобы его режущая кромка 17 была наклонена под угломк оси заготовки точка контакта сабельного резца и заготовки перемещается по мере передвижения резца к патрону. При обработке сабельными резцами повышается стойкость резца за счт постоянной смены рабочих участков режущей кромки, уменьшения теплового и механического напряжения режущей части снижается шероховатость обрабатываемой поверхности уменьшается себестоимость эксплуатации резцов и обработки деталей за счт увеличения стойкости и размерной стойкости резцов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Проходной токарный резец для обточки заготовок с наклонной осью,имеющий закрепительную часть (державку) и режущую часть,в статическом положении имеет только два геометрических параметра из шести для резцов передний и задний углы, отличающийся тем, что резец выполнен с новым конструктивным признаком - отсутствием вершины и имеет одну режущую кромку, расположенную над опорной плоскостью резца длина режущей кромки равна,длине резца, режущая кромка параллельна опорной плоскости резца,у резца отсутствует вспомогательная задняя поверхность и вспомогательный задний угол, закрепительная часть(державка) имеет клиновидную форму. 2. Проходной токарный резец по п.1. отличающийся тем, что угол наклона режущей кромки выполнен равным нулю. 3. Проходной токарный резец по п.1,отличающийся тем,что главный и вспомогательный углы в плане равны нулю. 4. Проходной токарный резец по п.1,отличающийся тем, что передняя поверхность наклонена к верхней плоскости резца или совпадаете ней. 5. Проходной токарный резец по п. 1. отличающийся тем, что опорная плоскость наклонена к верхней плоскости резца па угол клина державки. 6. Проходной токарный резец по п.1. отличающийся тем, что при совпадении передней поверхности с верхней плоскостью резца задний угол выполнен равным сумме нормативных переднего и заднего углов.
МПК / Метки
МПК: B23B 27/02
Метки: резец, сабельный, проходной, токарный, безвершинный
Код ссылки
<a href="https://kz.patents.su/11-ip20971-prohodnojj-bezvershinnyjj-sabelnyjj-tokarnyjj-rezec.html" rel="bookmark" title="База патентов Казахстана">Проходной безвершинный сабельный токарный резец</a>
Проходной сабельный резец для обточки заготовок с наклонной осью
Номер предварительного патента: 19411
Опубликовано: 15.05.2008
Авторы: Величко Александр Николаевич, Дудак Николай Степанович, Гемзен Максим Петрович
МПК: B23B 27/02
Метки: заготовок, наклонной, осью, резец, обточки, проходной, сабельный
Формула / Реферат:
Резец для высокопроизводительного обтачивания цилиндрических поверхностей в серийном и крупносерийном производствах по 10-11 квалитетам точности. Конструкция резца и способ обработки позволяют повысить стойкость резца, производительность и снизить шероховатость обрабатываемой поверхности.Технический результат достигается тем, что режущая кромка выполнена вдоль державки резца, потому удлинённая режущая кромка равна длине резца. Резец не имеет...
Резец угольного струга
Номер полезной модели: 255
Опубликовано: 16.10.2006
Авторы: ТИЛЛЕССЕН, Уве, ЗИПЕНКОРТ, Герхард, КЛАБИШ, Адам, ДУНКЕ, Клаус, ХЕССЕ, Норберт
МПК: E21C 27/44
Метки: угольного, струга, резец
Формула / Реферат:
Предложен резец угольного струга, содержащий образующее хвостовик основание и включающую в себя, по меньшей мере, одно лезвие со стороны очистного забоя головку, причем лезвие со стороны очистного забоя содержит, по меньшей мере, один закрепленный в выемке головки штифт из высокоизносостойкого материала в качестве режущего тела, причем штифт имеет конусообразную головку, боковая поверхность которой выполнена бочкообразно выпуклой, и/или при этом...
Нож для фризера
Номер предварительного патента: 13796
Опубликовано: 15.12.2003
Авторы: Азимханов Ануар Мухаметкалиевич, Акимов Мухаметкали Мансурович, Еренгалиев Амангельды
МПК: B26D 1/00
Формула / Реферат:
Изобретение относится к конструктивным элементам устройств для резания и может быть применено в пищевой промышленности, в частности, для срезания слоя замороженной смеси мороженого в рабочем цилиндре фризера. Техническим результатом изобретения является полное срезание замороженной смеси со стенок рабочего цилиндра фризера, снижение времени заморозки смеси, соприкасающейся с поверхностью рабочего цилиндра, снижение потребления хладагента,...
Нож к устройству для измельчения пищевых продуктов
Номер предварительного патента: 15276
Опубликовано: 17.01.2005
Авторы: Мустафаева Аяулым Какеновна, Лебедь Вячеслав Дмитриевич, Акимов Мухамедхали Мансурович
МПК: B02C 18/18
Метки: устройству, измельчения, продуктов, нож, пищевых
Формула / Реферат:
Изобретение относится к конструктивным элементам устройств для измельчения пищевых продуктов и может быть применено в пищевой и других отраслях промышленности, в частности, дляизмельчения мясо- и мясокостных продуктов.Техническим результатом изобретения являетсяповышение режущей способности режущего механизма, снижение технологических потерь, увеличение производительности при обеспечении сохранности качества измельчаемого сырья.Нож к устройству...
Способ и инструмент для изготовления отверстий в сплошном материале
Номер предварительного патента: 20211
Опубликовано: 17.11.2008
Авторы: Тастенов Ерлан Кайроллинович, Дудак Николай Степанович
МПК: B23D 77/12, B23D 43/08
Метки: сплошном, изготовления, способ, отверстий, материале, инструмент
Формула / Реферат:
Изобретение относится к обработке резанием и режущим инструментам и представляет собой способ изготовления отверстий в сплошном материале методом торцового точения с использованием резцовой головки, её осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикально-сверлильном станке. Режущая часть головки образована внешними и внутренними резцами, расположенными ассиметрично...
Предыдущий патент: Устройство для углового прессования
Следующий патент: Двухвершинное спиральное сверло без поперечной кромки с подточкой передней поверхности
Случайный патент: Устройство для преобразования формы распространения струи