Способ охлаждения горячекатанных полос
Номер патента: 3092
Опубликовано: 15.03.1996
Авторы: Куликов Виктор Иванович, Калынюк Евгений Павлович, Руденко Евгений Алексеевич, Русинов Виктор Васильевич, Литвинова Таисия Серафимовна, Бурлаков Сергей Александрович, Свичинский Александр Григорьевич
Формула / Реферат
Изобретение относится к металлургии, в частности, к листопрокатному производству.
Способ охлаждения горячекатаных полос включает подачу воды на полосу в многоклетевых промежутках и на отводящем рольганге. Подачу воды производят только на среднюю часть полосы по ее длине, длину охлаждаемой средней части полосы увеличивают по межклетевым промежуткам от 0,75-0,85 обшей длины полосы в первом межклетевом промежутке до 0,85-0,95 общей длины полосы в последнем межклетевом промежутке по ходу прокатки, а отношение длины неохлажденного заднего конца полосы к длине неохлажденного переднего конца полосы в каждом межклетевом промежутке устанавливают равным 2:1.
Изобретение позволяет повысить качество полос за счет равномерности толщины, механических свойств и структуры по длине полосы.
Текст
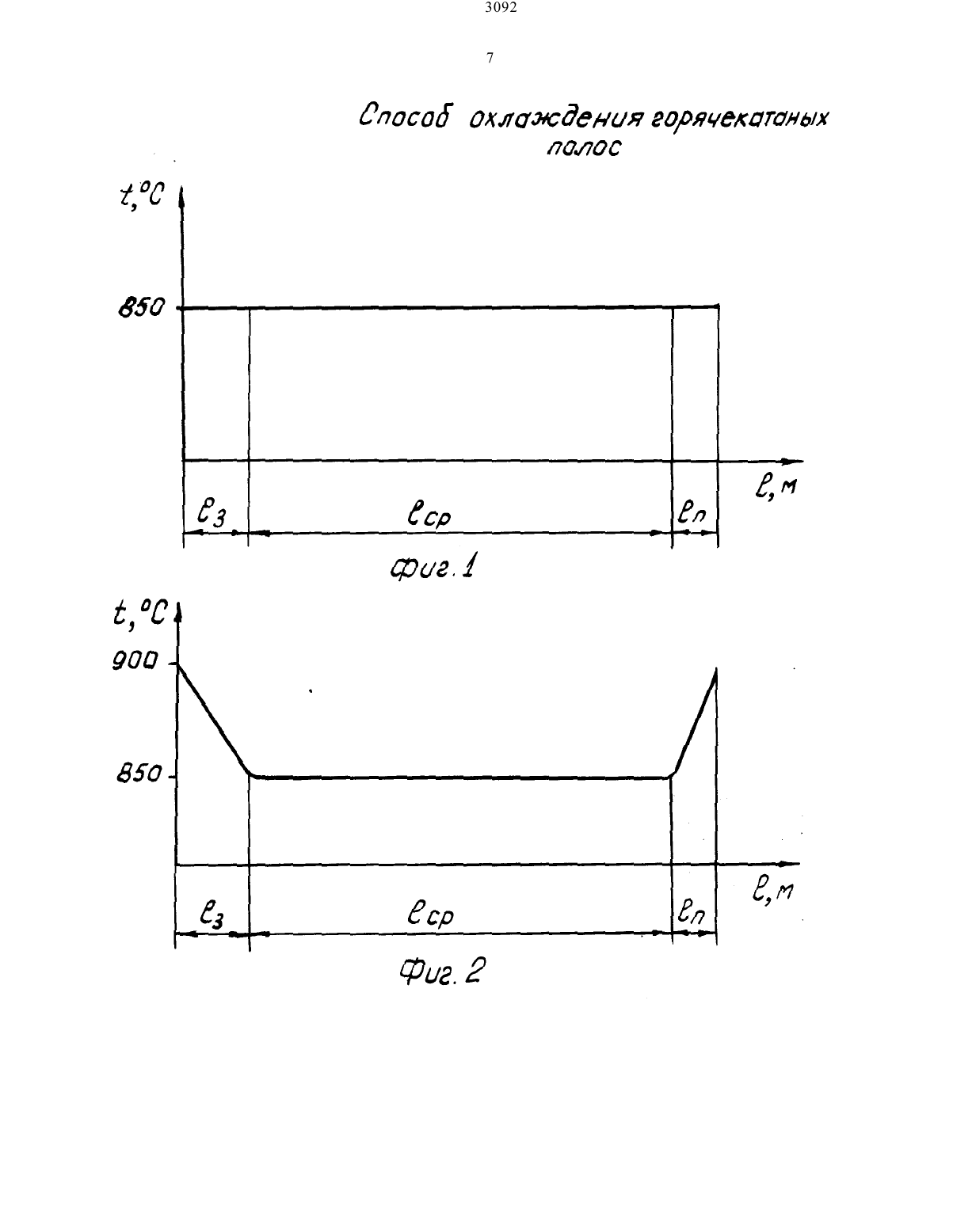
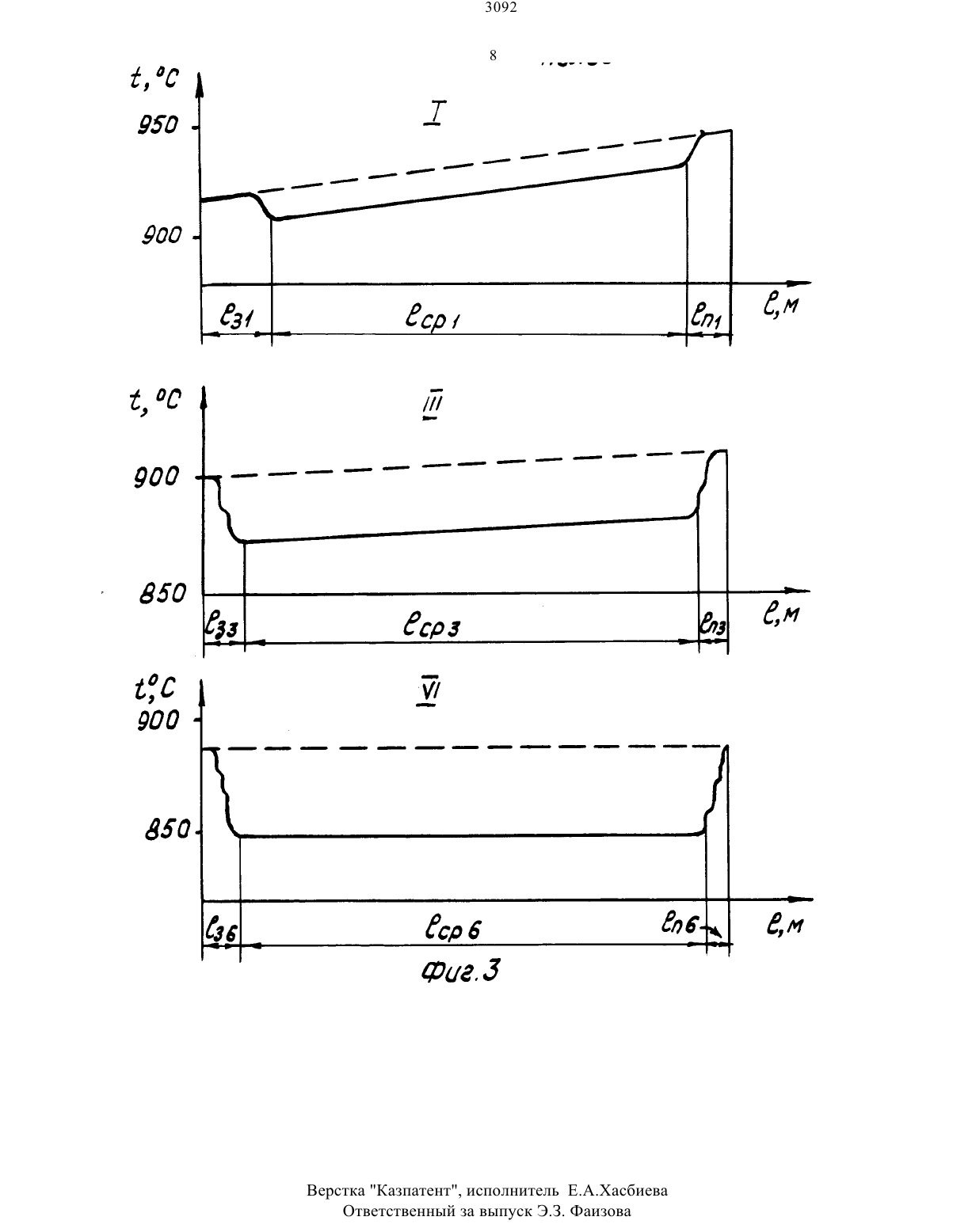
Изобретение относится н способам охладценъля листового проката и может быть использовано при охлаждении полосы в гиежнлетевьш промежутках на широкополосных стана .Наиболее близким изобретением является способ охлаждения горячекатаных полос,при котором полосы охланцатот водой в мехяьшетевьтх промежутках и на отводяцем рольганге, причем в последнем менянлетовохи гдюмежуггне по математической модели, а в каждом предьшщищегл промежутке скорость охлаждения уменьшают в 1.1-15 по сравнению со скоростью охлалщения в последующем промежутке.Способ позволяет повысить ттаьгпьгегиость поната путем увеличенгшч доли мелнодисперового перлита /1/.Недостатком известного способа, является то, что охлаждение водой в наддом меннлетевом промежутке по всей длине полосы снижает уровень средней телшературь по длине полосы на вьхходеиз стана при неизменной скорости прокатил и не влияет на ее продольный тештературътьл профиль.н Кроме того, недостатком влзвестного способа является увеличение загрузки чис- товых плетей, начиная со второй, а следовательно, разнотоллддшости по длине полосы.Техшшесьчий результат, занимающийся в стабилизации/х толщины полосы, механических характеристик и струнтурь металла по длине полосы при охлалдении, обеспечивается тем, что в способе охлаждения горячекатаных полос, внлточатощем подачу воды на полосу в упюгонлетевьж пооглежутвах и на отводяхцеъл рольганге, согласно изобретению подачу воды производят только на средние часть полосы по ее длине, при этом длину охлаждаемой средней части полосы увеличивают по меннлетевьлл промежуткам от О,5-О 85 общей длины полосы в первом глеэннлетевом промежутке, до О 85 О 95 Обклей длины полосы в последнем мелеалетевом проглелгутшсе по ходу прокатки, а отношение длины неохлалщенного заднего ноша полосы к длине неохлажденного переднего конца полосы в налщом межилетевола промежутке устанавливают равным 21.Сущность способа охлаждения хоряченатаньш полос в глежнлетевьш проъиехотнах заключается в создании норытообразного продольного температурного профиля по ЛОСЫ В КЗЩДОМ ГАЭНЧНПВТЭВОЪА промежутке С УМЭНЬШЭНИЭМ БЛИНЫ НЕЭОХЛДЕНЪЫХ переднегостана полоса будет иметь оптимальный корытообразный продольный температурный профиль, обеспечиваюшй стабилиашлло толщины, механических свойств и структуры по длине полосы при охлаждени в рулоне.На фиг. 1 и фиг. 2 приведены графики изменения температуры по длине полосы на выходе из стана по известному и предлагаемом способам охлаждения соответственно.График состоит из трех участков лд неохландаемне задний и передний конпы полосы, л - средняя охландаемая часть полосы. На фиг. 3 в начестве примераГр. приведены рафии изменения температуры по длине полосы в первом, третьем, шестом мелнлетевы промежутках /1, Ш, У 1/, причем сплошной линией показано изменение температуры по длине полосы по предлагаемому способу, а пунктиром -по известному. Также каждый график состоит из трех характернх участков, внлючаюших задний, передний неохланденнне концы полосы и средню охлащдаемую часть полосы. Соответственно в первом менклетевом промежутке характерньши участками являются Х , 2, ЧР 4 в третьем здгдъ 59,5 в шестом г, 3 а . идйиг. 3 и йиг. 2 видно,что в каждом межклетевом промежутке и на выходе из стана отношение длин неохлалдаемого заднего нонпа полосы к длине неохлалдаемого переднего конца полосы равно 21, а длина охлалдаелюй средней части полосы составляет О 75 ОЗ 5 В первом мемклетевом промежутке и растет до О 85 О,95 в последнем межклетевом промежутке по ходу прокатки.На полосе с равномерным продольнн температурным проилем фиг. 1 при охлаждении в рулоне происходит повышение прочностным характеристик к переднему и Зг нему концам по длине соответствующей примерно З-5 внутренним /1 О 15/ м и пятисеми наружным /2 ОЗО/ м виткам рулона, что составляет примерно для каждой готовой, полосы 0,2-0,1 всей длины полосы. Следовательно, корытообразный продольный тем пературный профиль полосы, соедаваемый предлагаемым способом обеспечит равномер ность механических характеристик по длине полосы при охлаждении в рулоне. Способ осуществляется следующим образом. При прокатке полосы в чистовой групе клетеи охлаждение осушествлшот во всехмежнлетевыи промежутках и только на.средне части вал ой попоет.4 Когда полоса заходит в первый межклетевой промежуток передний конец ее, длинойравной Й 1 (1-куу 3 Д Н/Н 17, проходит под выключенной управляемой установкой.ПИНмЦительного охлаждения, а потом установку включает на средней части полосы и снова отншочают на заднем конце полосы, длиной равной 6 21 . Следовательно, длина средней охлаждаемой части полосы равна д З Йдд . Во втором межклетевом промежутке и в каждом последующем сохраняют такой же характер работы управляемой установки принудительного охлаждения. Следовательно, для любого межклетевого промежутка длину переднего, заднего коншрв полосы и ее средней части можноНЕ, Н толщина полосы на выходе из любой нлети и чистовой группы клетей,соответственно,К - коедищиент учитывающий увеличение охлаждаемой средней части полосыпо межклетевым промежуткам от 0,75-0,85 всей длины в первом межклетевом промежутке до 0,85-0,95 по ходу прокатки в последнем межклетовом промежутке.Диапазоны изменения К зависит от толщины готовой полосы охлаждаемого проката. Для тонких полос значения коэффициентов приближаются к нижни пределам диапазонов, а для толстых полос к верхним пределам диапазона.Следовательно, в каждом межнлетевом промежутке и на выоде из стана создают оптимальный корытообразный продольный темературный профиль полосы. Температура на неохлажденных участнах переднего и заднего концов полосы выше, нем на средней охлажденной части полосы на 40-БООС.Таким образом, на отводящем рольганге можно исключить дорогостоящую систему управления установкой принудительного охлаждения по длине полосы, а Душиованием снизить темературу конца прокатки до температуры смотки при сохранении корытообразного продольного профиля, обеспечивающего стабилизацию толщин, механичес ких свойств и структуры металла по длине полосы при охлаждении в рулоне.На широкополосном стане 1700 горячей пронатни в чистовой группе плетей пронатывеют полосу 5 х 15 О 0 мм из стали Стзсп со скоростью 6,5 м/с. Чистовая труппа плетей содержит шесть одинаковых мевлнлетевьж промежутков длиной по 0 м. В начале каждогоэр п.1 сис 9. и пролаежутъса расположена угстановна ускоренного охлаждения путем душированхля водои. Плхлны полосы на входе в чистовую группу нлетей и готовой полосы соответственно ревны 40 м и 320 м. Толщины полос на входе в нападут) клеть чдтлстовой группы и готовой полосы на выходе из стана, соответственно, равны 40, 28, 19, 16, 10, 8, б, 5 илл. Длины переднего, заднего неохландаегльж концов полосы и охлаждает/кой средней части полосы для первого, третьего и шестого тоследнего/ глешдлетевых промежутков рассчитаем по выражениям 1, 2, 3. Принимая, что К равномерно распределен по менделетевым пролледутнала, начиная с первого по ходу прокатит/л н последнему и, соответственно, сосггавиъпет 0,8 0,82 0,84 0,6 0,88 0,9. Тогда в первом хиежгшетевохлпромежутке имеем следующие значения трех харантерньш участковВ ТЭВТЬЭМ МЭЖНЛЭТВВОМ ПВОМЭШУТКЗ ЗНЧ 6 НИН трех ХЭЮЭКТЭЮНЫХ УЧЗСТНОВ ЭЭВНЫЕВ ШЭСТОМ /последнем/ МЭЖНЛЭТЭВОМ ПЮОМЭЖУТКЭ ЗНЭЧЗНИЯ трех ХЭЮЗНТЭЮНЫ УЧЭСТНОВЗ б Таким образом, охлажденные по предложенному способу полосы имеют корытообраз ный продольный температурный профиль в нандом меннлетевовл проглеэхутне и на вьшоде из стана, обеспечивающий стабилизаш/по толщины, механических свойств и структуры элеталла по всей длине, а танке тенденцию н повышение общего уровня прочностных свойств на ТЕ-Г гс/вел /20-ЗО Ы паду. Шт реализации предложенного способа охлаждения необходимо оснастить чистовую группу плетей системой хленнлетевого охлажде НМЯ ПОЛОСЫ ВОДОЙ С ЗВТОМЭТИЧЭСКИМ УПЮЭБЛЭНИЭМ ВКЛЮЧЕНИЯ И ЕЫЛЮЧВНЙЯ ее В ЗВИСИ
МПК / Метки
МПК: C21D 1/02
Метки: охлаждения, способ, горячекатанных, полос
Код ссылки
<a href="https://kz.patents.su/8-3092-sposob-ohlazhdeniya-goryachekatannyh-polos.html" rel="bookmark" title="База патентов Казахстана">Способ охлаждения горячекатанных полос</a>
Способ коррекции начальной настройки вертикальных валков черновой группы клетей прокатного стана с чистовой группой клетей
Номер предварительного патента: 3066
Опубликовано: 15.03.1996
Авторы: Рутгайзер Олег Зиновьевич, Маслов Евгений Борисович
МПК: B21B 37/00
Метки: способ, клетей, коррекции, вертикальных, чистовой, группы, стана, валков, прокатного, группой, настройки, черновой, начальной
Формула / Реферат:
Изобретение относится к области автоматизации прокатных станов и может быть использовано для коррекции начальной настройки вертикальных валков черновой группы клетей.Способ заключается в измерении текущих отклонений ширины полосы за чистовой группой клетей, скорости прокатки в последнем межклетевом промежутке и отклонения толщины полосы за чистовой группой на участке настроечной полосы, прокатываемом с изменяемым натяжением в этом промежутке,...
Способ управления горячей прокаткой металлических полос в чистовой группе клетей непрерывного стана
Номер патента: 446
Опубликовано: 15.03.1994
Авторы: Куликов Виктор Иванович, Колынюк Евгений Павлович, Лозовой Владимир Николаевич, Бурлаков Сергей Александрович, Атряскин Валерий Федорович, Сейсимбинов Темир-Али Сейлханович
МПК: B21B 1/22, B21B 37/00
Метки: чистовой, горячей, группе, непрерывного, полос, стана, управления, металлических, клетей, прокаткой, способ
Формула / Реферат:
Использование: горячая прокатки полос на непрерывном стане. Сущность изобретения: в процессе прокатки полос в чистовой группе клетей непрерывного стана положение нажимных устройств изменяют в зависимости от отклонения температуры полосы от заданного значения перед чистовой группой клетей в соответствии с приведенной зависимостью.
Устройство для охлаждения движущейся горячекатаной полосы
Номер патента: 1798
Опубликовано: 15.03.1995
Авторы: Косыгин Александр Владимирович, Курапов Георгий Георгиевич, Клементьев Владислав Алексеевич, Сагымбаев Абсултан Сагымбаевич, Давильбеков Нариман Халбекович, Ескулов Серикжан Сагатович
МПК: B21B 39/00
Метки: устройство, движущейся, горячекатаной, полосы, охлаждения
Формула / Реферат:
Использование: изобретение относится к металлургии, преимущественно черных металлов, и может быть использовано на листопрокатных станах. Сущность изобретения: устройство содержит систему сопел для подачи охлаждающей жидкости под давлением, расположенных подлине и ширине зоны охлаждения полосы: оно расположено ниже плоскости транспортирования полосы и ограничено сверху параллельной ей опорной поверхностью, в которой расположена упомянутая система...
Способ получения стальных полос
Номер патента: 549
Опубликовано: 15.03.1994
Авторы: Сидоркин Валерий Иванович, Куликов Виктор Иванович, Лозовой Владимир Николаевич, Бенедикс Евгений Владимирович, Адякин Виктор Михайлович
МПК: C21D 8/12
Метки: способ, получения, полос, стальных
Формула / Реферат:
Изобретение относится к способам получения стальных полос, в частности, из электротехнической изотропной стали. Целью изобретения является улучшение геометрии и стабилизация физико-механических свойств полос. Способ включает горячую прокатку, холодную прокатку, рекристаллизационный отжиг и вторую холодную прокатку с деформацией 0,8-11%. которую ведут с рассогласованием окружных скоростей валков (DV/V) 10-100% от степени относительной деформации...
Способ изготовления холоднокатаных металлических полос углеродистой и малоуглеродистой стали
Номер патента: 2122
Опубликовано: 15.06.1995
Авторы: Сидоркин Валерий Иванович, Лозовой Владимир Николаевич, Адякин Виктор Михайлович, Добромилов Владимир Александрович, Куликов Виктор Иванович
МПК: C21D 8/12
Метки: малоуглеродистой, углеродистой, стали, полос, холоднокатаных, изготовления, способ, металлических
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к производству металлических полос из углеродистой и малоуглеродистой, предпочтительно динамной электротехнической стали. Цель - улучшение геометрических характеристик и физико-механических свойств холоднокатаных полос из углеродистой и малоуглеродистой стали. Степень деформации второй холодной прокатки от 0,8 до 11 % изменяют при постоянном усилении прокатки путем регулирования отношения...
Предыдущий патент: Способ получения гидрированного бутадиен-нитрильного каучука
Следующий патент: Устройство для передачи на подвесной путь грузов, закрепленных на троллеях
Случайный патент: Регулирующий клапан