Устройство для охлаждения движущейся горячекатаной полосы
Номер патента: 1798
Опубликовано: 15.03.1995
Авторы: Клементьев Владислав Алексеевич, Давильбеков Нариман Халбекович, Ескулов Серикжан Сагатович, Курапов Георгий Георгиевич, Косыгин Александр Владимирович, Сагымбаев Абсултан Сагымбаевич
Формула / Реферат
Использование: изобретение относится к металлургии, преимущественно черных металлов, и может быть использовано на листопрокатных станах. Сущность изобретения: устройство содержит систему сопел для подачи охлаждающей жидкости под давлением, расположенных подлине и ширине зоны охлаждения полосы: оно расположено ниже плоскости транспортирования полосы и ограничено сверху параллельной ей опорной поверхностью, в которой расположена упомянутая система сопел.
.
Текст
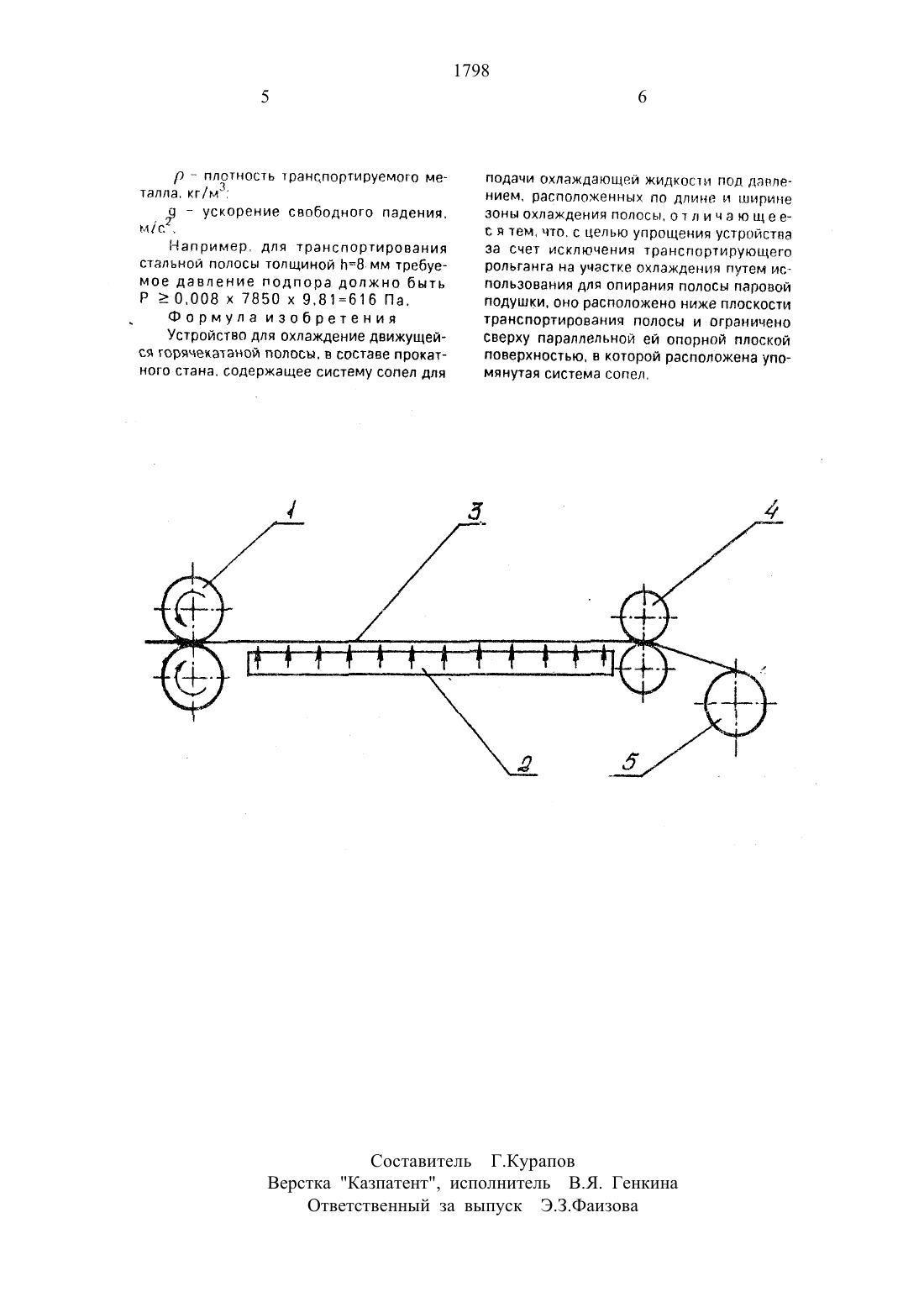
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(73) Казахский национальный технический университетИзобретение относится к металлургии,преимущественно черных металлов. и может быть использовано на листопрокатных станах.Известен способ транспортирования горячекатаной полосы, включгпощкиай продольное продвижение раската за счет клети листового стана и плоскости транспортирования и жидкостное охлаждение перемещаемого металла. Плоскость трансПОРТИПОВЭНИЯ ВЫПОЛНЯЕЗТСЯ В ВИДЕ ОТВОДЯ Щего рольганга. отводящий рольганг непрерывного широкополосного стана содержит большое количество роликов с чугунной бочкой и с индивидуальным приводом, установленных посекционно. Выбор чугуна в качестве материала бочки роликов связан с повышенными требованиями к качеству поверхности транспортируемого металла для исключения задиров и Царапин.кПроцесс транспортирования полосы осуществляется следующим образом. Рас 2(54) УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕЙСЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ(57) Испольаование изобретение относится к металлургии, преимущественно черных металлов, и может быть использовано на пистопрокатных станах. Сущность изобретения устройство содержит систему сопел для подачи охлаждающей жидкости под давлением. расположенных по длине и ширине зоны охлаждения полосы оно расположено ниже плоскости транспортирования полосы и ограничено сверху параллельной ей опорной поверкностьто, в которой расположена упомянутая система сопел. 1 ил.кат выходит из последней клети прокатного стана со скоростью порядка 10 м/с и персмещается по отводящему рольгангу к тянущим роликам моталок. После захвата полосы барабаном моталки скорость прокатки увеличивается до 15-20 м/с и более. При этом линейная скорость роликов роль, ганга превышает скорость перемещения по лосы. задаваемой клетью стана. примерно на 10 74,. Это связано с необходимостью исключения образования петель и учета изменения диаметров роликов из-за их износа. . у Основное назначение отводящего рольганга заключается в охлаждении полосы на нем от 85 О 90 ОС на выходе из последней клети до температуры 5 О 0 ч 7 ООС обеспечивающей высокое качество металла после смотки в рулоны. Дополнительным условием является максимальное завершение перлитного превращения в стали при охлаждении на рольганге до их смотки. Для охлаждения полосы используют жидкост аНЫС СИСТЕВАЬЪ ВЫПОЛНЕННЫЕ В виде ДУШИПУющих устройств. После захвата переднего конца полосы барабаном моталки полоса находится под натяжением между клетью стана и моталкой.Недостатками данного способа являются низкая надежность и высокие затраты на изготовление и эксплуатацию рольганга связанные с незначительным сроком службы роликов. В течение года заменяют до 75 роликов, Из-за несоответствия линейных скоростей полосы и роликов рольганга ухудшается качество поверхности транспортируемого металла.Известен способ транспортирования полосы отводящим рольгангом листопрокатного стана. включающий продольное продвижение раската за счет клети стана над плоскостью перемещения в виде отводящего рольганга и жидкостное охлаждение транспортируемого металла. Отрыв полосы от плоскости транспортирования осуществляется с помощью подъемных роликов после захвата начала полосы барабаном моталки. Перед выходом конца полосы из посгедней клети стана подъемные ролики возвращают в исходное положение (прототип)Недостатком этого способа является снижение надежности работы из-за сложности конструктивных решений. Это приводит к повышению простоев стана связанных с устранением неисправностей на отводящем ропьганге. Отсутствие привода подъемных роликов заранее предполагает разность скоростей полосы и роликов. что способствует ускоренному износу роликов и ухудшению качества поверхности транспортируемого металла.Целью изобретения является упрощение устройства. При этом достигается повышение надежности работы. снижение эксплуатационных затрат и улучшение качества проката.Указанная цель достигается тем. что устройство для охлаждения движущейся горячекатаной полосы в составе прокатного стана, содержащее систему сопел для подачи охлаждающей жидкости под давлением. расположенных по длине и ширине зоны охлаждения полосы путем использования для опирания полосы паровой подушки. расположено ниже плоскости транспортирования полосы и ограничено сверху параллельной ей опорной плоской поверхностью. в которой расположена упомянутая система сопел.При подаче жидкостного охладителя происходит одновременно охлаждение полосы и образование пара при кипении охла 4дителя. Избыточное давление образующегося пара и струи жидкостного охладителя. например воды. осуществляет отрыв полосы от плоскости транспортирования. служащей в то же время для подачи охладителя. Таким образом. обеспечивается транспортирование полосы без непосредственного контакта с плоскостью транспортирования.Использование предлагаемого устройства позволяет существенно снизить эксплуатационные расходы. так как достигается значительное упрощение устройства - отпадает необходимость в использовании на участке охлаждения рольганга. являющегося сложным техническим устройством, требующим высокой степени автоматизации и квалифицированного обслуживания. Устранение непосредственного контакта транспортируемой полосы с плоскостью транспортирования позволяет повысить надежность работы и улучшить качество проката.На чертеже показана схема устройства для охлаждения движущейся горячекатаной полосы в составе прокатного стана.Устройство осуществимо при наличии клети прокатного стана 1 и совмещенной с плоскостью транспортирования жидкостной системы 2 охлаждения. транспортируемой полосы 3 тянущих роликов 4 и моталки 5.Устройство работает следующим образом.Горячекатаная полоса 3 движется за счет клети стана 1 и совмещенной с плоскостью транспортирования системы 2 охлаждения к тянущим роликам 4 и моталке 5.Отсутствие контакта полосы с плоскостью транспортирования (совмещенной с системой охлаждения) обеспечивается за счет давления струи охладителя и пара. образующегося при попадании охладителя на полосу. имеющую температуру от 500 до 9005113.Избыточное давление должно быть не менеегде Р необходимое давление подпора, Па О вес ПОЛОСЬЦ Н Р площадь проекций полосы на гори зонтальную плоскость. м ь - толщина полосы, мр и плотность транспортируемого металла. кг/МЗ ускорение свободного падения. м/с . Например, для транспортирования стальной полосы толщиной НВ. мм требуемое Давпение подпора должно быть Р 20.008 х 7850 х 9,81616 Па. Формула изобретения Устройство для охлаждение движущейся горячекатаной полосы. в составе прокатного стана. содержащее систему сопел дляподачи охлаждающей жидкости под давлением, расположенных по длине и ширине зоны охлаждения полосы. о т л и ч а ю щ е ес я тем, что. с целью упрощения устройства за счет исключения транспортирующего рольганга на участке охлаждения путем истпользования для опирания полосы паровой подушки. оно расположено ниже плоскости транспортирования полосы и ограничено сверху параллельной ей опорной плоской поверхностью, в которой расположена упомянутая система сопел.Верстка Казпатент, Исполнитель В.Я. Генкина Ответственный за выпуск Э.3.ФаИзова
МПК / Метки
МПК: B21B 39/00
Метки: устройство, полосы, горячекатаной, охлаждения, движущейся
Код ссылки
<a href="https://kz.patents.su/3-1798-ustrojjstvo-dlya-ohlazhdeniya-dvizhushhejjsya-goryachekatanojj-polosy.html" rel="bookmark" title="База патентов Казахстана">Устройство для охлаждения движущейся горячекатаной полосы</a>
Способ охлаждения сыпучего материала в нисходящем слое
Номер патента: 110
Опубликовано: 10.12.1993
Авторы: Маков Евгений Павлович, Дробин Сергей Анатольевич, Евсеев Георгий Алексеевич, Аниськин Сергей Федорович
МПК: F27B 7/38
Метки: материала, охлаждения, нисходящем, способ, слое, сыпучего
Формула / Реферат:
Изобретение относится к способам охлаждения минерального материала кускового или гранулированного, например: фосфоритов, цементного клинкера, извести, и может быть использовано в промышленности строительных материалов, мин-удобрений, металлургии. Целью изобретения является снижение энергетических затрат. Термообработанный материал охлаждают в перекрестном токе с воздухом, а затем в процессе охлаждения разделяют на ряд потоков, и охлажденный...
Установка для охлаждения и хранения продуктов
Номер патента: 160
Опубликовано: 20.12.1993
Авторы: Тыныбеков Эрлан Калымович, Мартаков Аркадий Алексеевич
МПК: A23L 3/36
Метки: охлаждения, хранения, продуктов, установка
Формула / Реферат:
Изобретение относится к пищевой промышленности, в частности к установкам для охлаждения и хранения консервированных пищевых продуктов. Холодильная установка содержит охлаждаемую емкость, устройство для создания вакуума, средство распыления хладоносителя. Кроме того, установка снабжена нагнетательным насосом и сообщенной с устройством для создания вакуума камерой испарения хладоносителя, расположенной вне охлаждаемой емкости и сообщенными с ней...
Способ управления горячей прокаткой металлических полос в чистовой группе клетей непрерывного стана
Номер патента: 446
Опубликовано: 15.03.1994
Авторы: Лозовой Владимир Николаевич, Бурлаков Сергей Александрович, Куликов Виктор Иванович, Колынюк Евгений Павлович, Сейсимбинов Темир-Али Сейлханович, Атряскин Валерий Федорович
МПК: B21B 1/22, B21B 37/00
Метки: способ, металлических, управления, группе, чистовой, горячей, полос, непрерывного, прокаткой, стана, клетей
Формула / Реферат:
Использование: горячая прокатки полос на непрерывном стане. Сущность изобретения: в процессе прокатки полос в чистовой группе клетей непрерывного стана положение нажимных устройств изменяют в зависимости от отклонения температуры полосы от заданного значения перед чистовой группой клетей в соответствии с приведенной зависимостью.
Устройство для возделывания пропашных культур
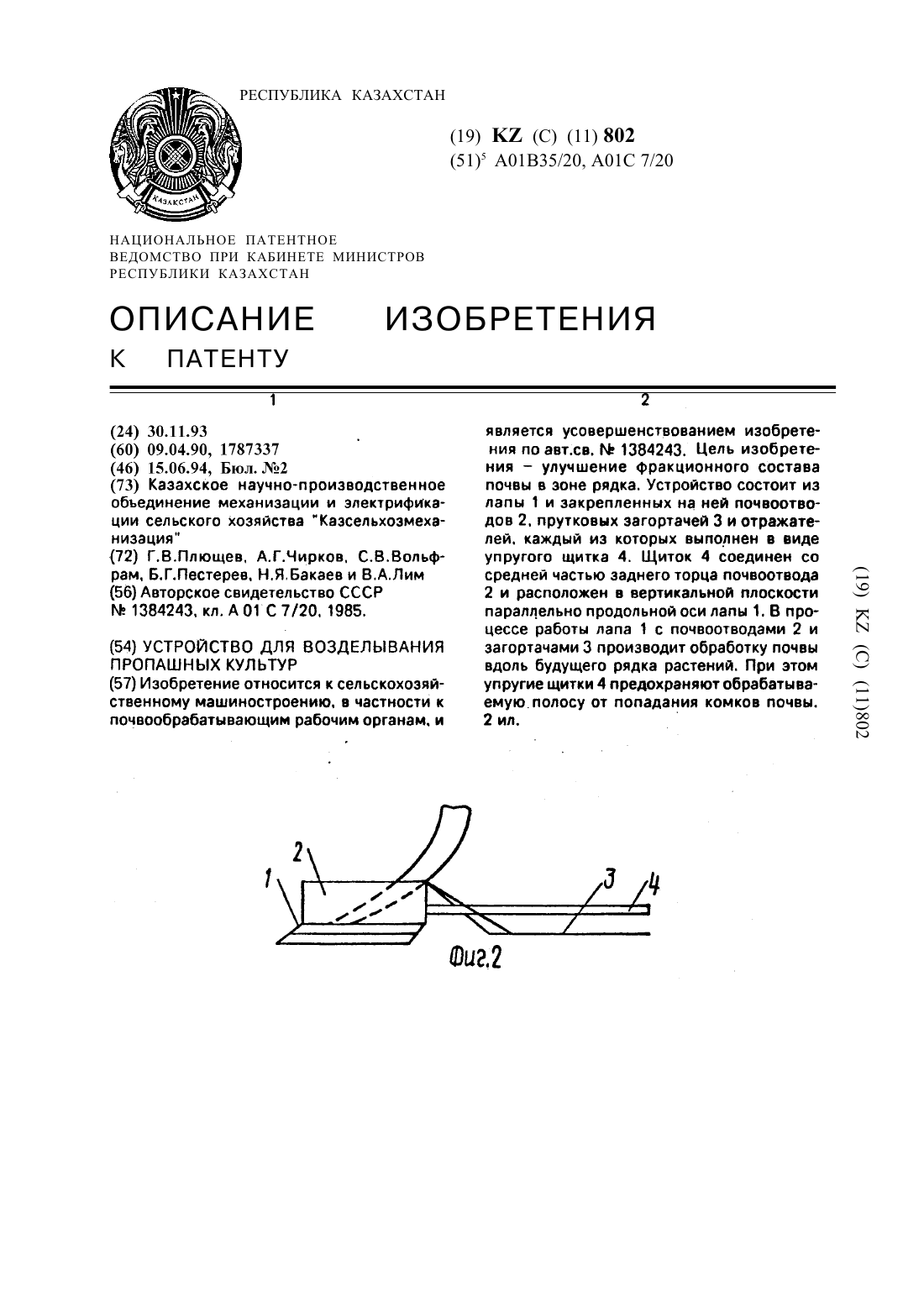
Номер патента: 802
Опубликовано: 15.06.1994
Авторы: Лим Владимир Алексеевич, Вольфрам Станислав Викторович, Чирков Александр Григорьевич, Плющев Геннадий Всеволодович, Пестерев Борис Георгиевич, Бакаев Николай Яковлевич
МПК: A01C 7/20, A01B 35/20
Метки: устройство, пропашных, культур, возделывания
Формула / Реферат:
Изобретение относится к сельскохозяйственному машиностроению, в частности к почвообрабатывающим рабочим органам, и является усовершенствованием изобретения по авт.св. № 1384243. Цель изобретения - улучшение фракционного состава почвы в зоне рядка. Устройство состоит из лапы 1 и закрепленных на ней почвоотводов 2, прутковых загортачей 3 и отражателей, каждый из которых выполнен в виде упругого щитка 4, Щиток 4 соединен со средней частью заднего...
Устройство для укупорки стеклянных банок металлическими крышками

Номер патента: 886
Опубликовано: 15.06.1994
Автор: Акылбеков Ануарбек
МПК: B67B 3/02
Метки: крышками, стеклянных, металлическими, банок, устройство, укупорки
Формула / Реферат:
Изобретение относится к укупорочной технике, а именно, к оборудованию для укупорки стеклянной тары, и может найти применение при домашнем консервировании продуктов питания, Целью изобретения является повышение качества укупорки, а также повышение удобства эксплуатации. Изменение направления прижимающих усилий для закаточных роликов обеспечивает повышение качества укупорки и удобство эксплуатации. Устройство для укупорки стеклянных банок...
Предыдущий патент: Автоколебательный вибровозбудитель.
Следующий патент: Отводящий рольганг листопрокатного стана
Случайный патент: Способ разработки карьера