Контактная плоская проволока
Формула / Реферат
Изобретение относится к оборудованию для шовной контактной сварки, в частности к сварочным машинам с электродами, выполненными в виде проволоки, и может быть использовано при сварке топливных баков из листов, которые с обеих сторон снабжены покрытием, плохо проводящим или непроводящим электрический ток. Цель изобретения - повышение надежности и качества сварки листов с покрытием с плохой электропроводностью или неэлектропроводным покрытием. Контактная проволока для шовной контактной сварки планированных листов имеет канавки на рабочей поверхности. Канавки выполнены продольными с глубиной 0,15-0,20 м, выступы между канавками выполнены острыми с расстоянием между вершинами 0,3-0,4 мм. Выступы выполняют в процессе сварки функцию режущих кромок, которые разрезают в направлении сварки оксидный слой или изолирующее покрытие и делают возможным контакт электрода со свариваемым листом.
Текст
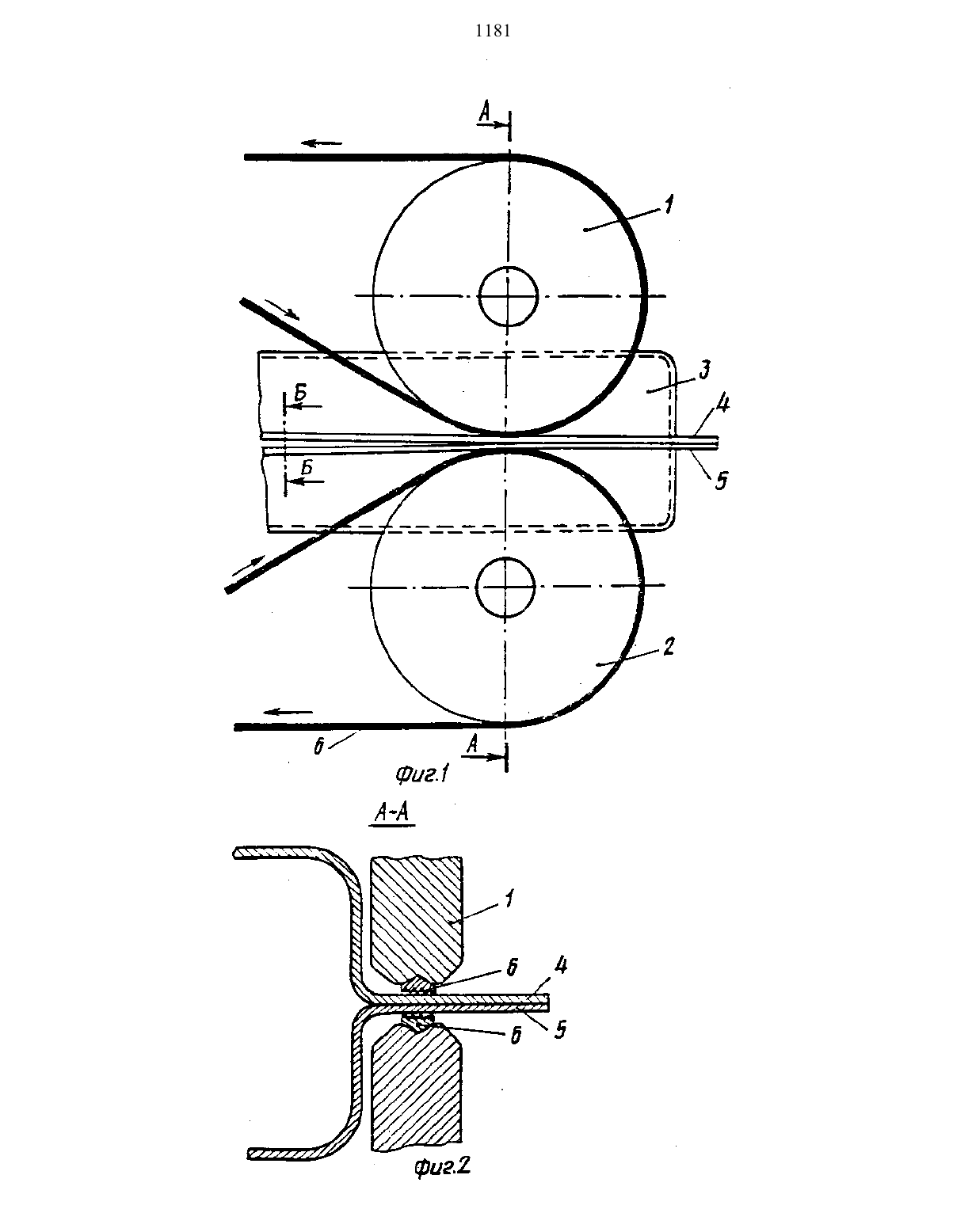
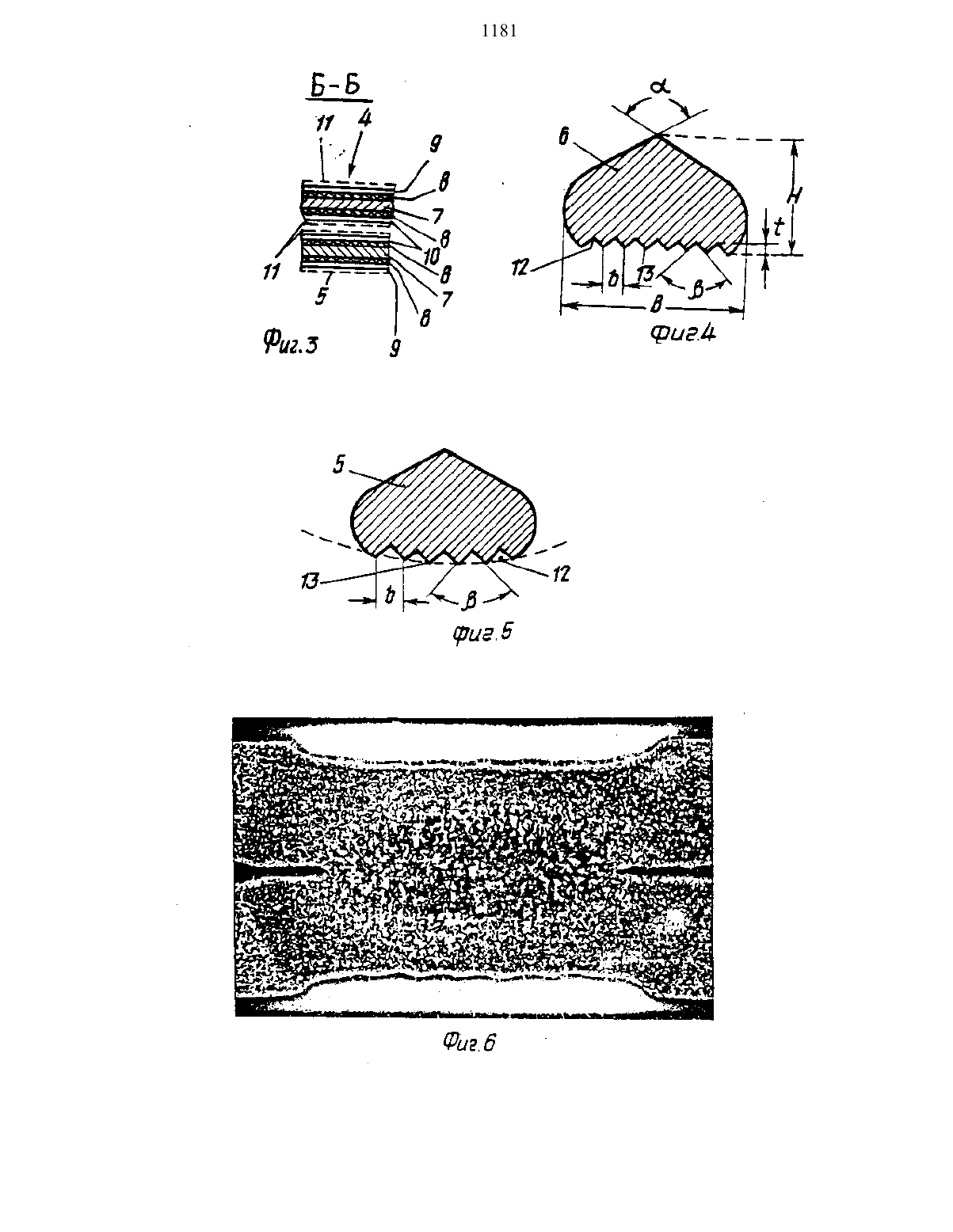
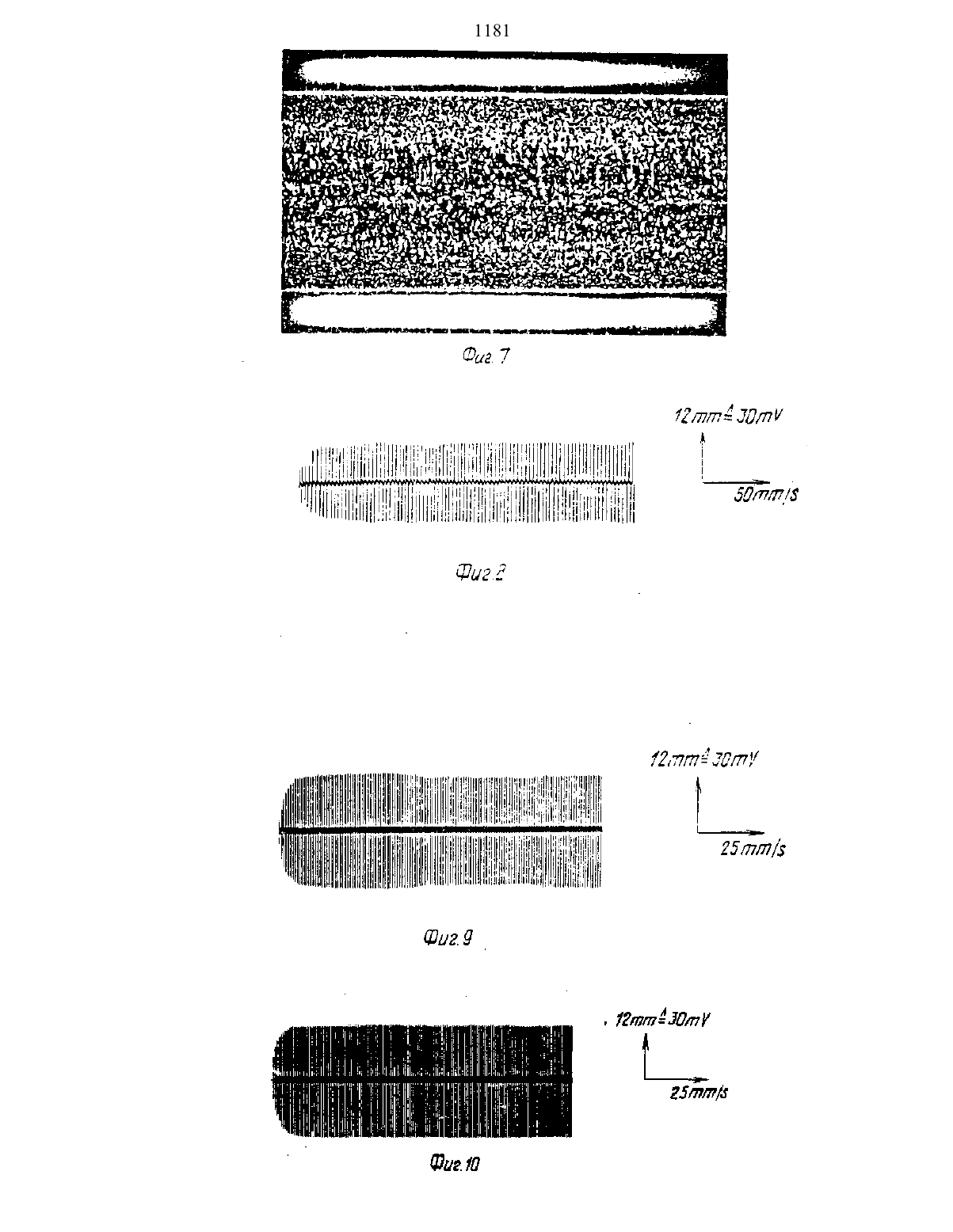
рот-паях горелок (фиг.9), трехэлшттти ческой проволоки, с продольными каиавкаъчн, но без предварительного наг греза сварного шва (фант).Листы, из которых выполняют заготовки топливных баков, имеют на внешнейштороие покрытие из свинца клановой краски из цинкового пигмент та, а на внутренней стороне имеют покрытие из свинца и лаковой краски нз алюминиевого пигмента и при известнык условиях на внешней сторот не слон воска. Когда из снабжент ного покрытием листа изготавливают того-дивный бак, обычно сваривают друг с другом два листовых фланца, перекрываюшх друг друга в средней плост кости топливного бака по его пери метру.Для шовной контактной сварки при ровняют так называемую ТВЕХЭЛЛНПТН ческую контактную проволоку, которая на задней стороне имеет Ч-образное поперечное сечение.Контактную поверхность проволоки наполняют с большим количеством расположенных рядоМдРУГ С другом про дельных режугшос кромок, которые во время процесса сварки разрезают В направлеъши сварки подлежавшие свар ке листы или их оксидный спой, или нзогпируюшее покрытие и делают поз можнъдн контакт ЭЛЕКТРОДЗ СО сварит ввез-едим листом. Машина для шовной кон тактной сварки работаепбез образования брызг. Небольшое контактное сопротивленне контактной проволоки н листа позволяет обеспечить такие ЗНаЧеШ-Я СЪЪЛЫ тока, прн КОТОВЫХ НЕ возможно их прогорание. Подвод тока ПОЛУЧЗЕТСЛ рБВНОМеВНЫМ И ОЕСПеЧЗНВЗ етсл качественная СБЗРКЗ- В СЛУЧае сварки листов, снабженных красочным покрытием (например. лаки с цинковым или алюминиевым пигментом). ПР ПРИ ненени контактной проволоки, соотт вето-грушей изобретению, не требует ся предварительное нагревание листа для размягченя покрытия. Продольныеканавки, выполненные на поверхности контактной проволоки посредствомпродольного профилирования. облегчают отвод вязких или парообразных материалов покрытий, вследствие чего надежно предотвращается всппьпвание контактной проволоки. Продольныекромки, беспрерывно Врезающиеся в покрытие н в лист в направлении движения контактной проволоки, способствут достижению не только меньшего контактного сопротивления и поэтому существенно улучшенного прохождении тока, но и существенно лучшей стабилнзацши направления контактной проволоки на листе. что препятствует отклонению сварного шва от проделыной есть Вследствие этого получается не только равномерное изменение тока во времени и попугая поверхность сварного шва, но и оказывается возножным выполнить сварной шов на сут шественно малом расстоянии от кромки пласта, что является важным при изгои товлении топливных баков, так как в топливных банан при этом можно ист пользовать для сварки более узкие фланцы заготовок. ЪСапавкъц могут быть выполнены на Передней и заднем сторонах контактной проволоки, что делает возможным двухразовое прохождет ние контактной проволоки по верхней и нижней стороне места сварки.Пнрпна канавок составляет 0,3 Ом мм при общей ширине поперечного сечения контактной проволоки из мет ЦН, равной приблизительно 2, гам.Угол вершины продольных канавок,ъоаешшк в поперечном сечении Ч-образт кую форму. составляющий 90 способствует во время процесса сварки в комбинации с глубиной канавок,составляющей 0,15 О.2 Нм, особенно хорошему отводу от места сварки по продольным канавкам в переднем направлении вязкого или испаренного материала покрытия или грязи.Ниже приведены примеры осуществпения изобретения.На Фнг.1 изображена часть навеет ной машины для шовной контактной сварки т верхний 1 и таянии 2 дисковые электроды. В представленном примере топливный бак 3 сваривается из листов Ь и 5, которые имеют структ туру, изображенную на фнгд 3. Между дисковыми электродами 1, 2 н наплавленным металлом протянута контактная проволока 6. Направление цветения контактной проволоки показано согрелнами. Дисковые электроды 1 и 2 на своей образующей поверхности имеют профиль (фпг.2) который повторяет обратную сторону подаваемой контактной проволоки. На листах заготовоктопливных баков выполнены фланцы,которые свариваются друг с другом неящу дисковым-с электродами 1 н 2На фнг.3 показана структура ггистов А и 5. Материал заготовки топливного бака представляет собой стальной лист 7 с толщиной, равной приблизит тельно 0,6-,2 т. Каждый лист на внутренней и внешней стороне снабжен покрытием. На внешней стороне покрыт тне состоит из слоя В свит-яда, на кон торый нанесен слой 9 из лаковой крае ки с цинковым пигментом. На внутрент ней стороне покрытие состоит из слоя 8 свинца, на который нанесен той 10 из лаковой краски с алюминиевым пигментом. На покрытия на каждой поверхности дополнительно нанесен слой 11 воска.Проволока для контактной сварки имеет поперечное сечение, сходное с треугольником с плоской передней стороной, повернутой к свариваемой детали при сварке (ситца). Сторона проволоки. обращенная к дисковому электрощ 1 или 2, имеет в поперечном сечет пни Ч-ооразную форму. Причем угол оЬ вершины Ч-образного поперечного сечения в представленном примере выполне ния составляет приблизительно 12 О. Представленная на фиги контактная проволока 6 предусмотрена для однократного ПРОХОЖДЕНИЯ МЕЖДУ ДПСКОВЫМ электродом и наш-карданным металлом. На своей плоской передней стороне(противоположной стороне, контактит РУЮщей с дисковым электродом) контактиан проволока 6 имеет продольные канавки 12. Последние в поперечном сечении выполнены Ч-образшш, причем угол р вершины в прецставленхзом примере исполнения составляет 90 . Вместе с тем продольные канавкимоПгт иметь в поперечном сечении при Моугольную, полукруглую, трапециедР-дную или другую форму. Более паж Щи, чем специальная форма поперечного сечения продольных канавок 12 яв мддются кромки 13, образованные междупродолжал-ими канавками, на которые вложена задача разрезать электриЧески изолирующие или плохо проводяНе покрытия 8 (на свинцовом покрыти обычно находится спой окиси свинд), 9 и 11 и сделать возможным кадпвеиньй электрический контакт ментд поисковым электродом и лисгомд. в зависли-гости от згштэчьп покрытии продольше кромки машу продольным канавками 12 могут быть более или менее острыми. Особенно хорошие результаты достигаются в случае выполнения про вольных кромок 13 острыми (финн).Трекэллиптическая проволока, показанная на фнг.5 отличается от кон тактной проволоки 6, показанной на фнгдъ, лишь тем, что ее передняя стороиа выполнена выпуклой и продольные канавки 12 имеют несколько большую ширину Ь. Ширина канавки Ь может составлять например, 0,3 нм (фиг-А) или 0,6 мм (фиги 5). Высота поперечного сечет-т 1-1 составляет приблизительно 1,6 мм, а цшрина поперечного сет чения В т приблизительно 2,7 нм(синь, 5). Глубина канавки 1 состав лнет приблизительно 0,15 мм. Продолгная канавка 12 и, шхеловательно,продольные кромки 13 проходят парадлельио продольному направлению прово-ч доки по всей ее длине.На внешнем контуре задней стороны,обращенном к дисковому электроду,могут быть выполнены продольные на навки. Профиль поперечного сечения проволоки может быть выполнен в виде прямоугольника с острыми кромками или прямоугольника с скругленными КрОМКНЬПЖ Н ПОПСБЕЧНОЧ СВЧЕННН, НЛН С плоской поверхностью с закругленными боковыми сторонами, а также бочкообразным, или Ч-образгоэгм. Причем угол о. вершины ч-образноъ форш сот ставляет 1200. Описанные профили лот леречиого сечения пригодны как для передней стороны, так и для задней стороны проволоки, не. они пригодны для контактной проволоки, которая должна использоваться с обеих сторон. Профили поперечного сечения с нет закругленной вершиной Ч-образной ФОР мы, пригодным лишь для задней сторона контактной проволоки и обеспечитвакът особенно хорошее ее направление в дисковом электроде 1 или 2. Угол ц вершины может составлять 90 илиНа еще и 7 показан результат сварки, который получен с помощью контактной проволоки Б. при этом покрытие имеет структуру, показанную на фиг.3 (включал слои 11 воска). Использованная при сварке контактнаяпроволока 6 имеет форму попеРЕЧНГ сечения, показанную на фигж. Пара метры сварки шедуюшие скорость дпение Ред-ДОП дан, число каскадов трансформатора Б, отсечка фаз 652.как видно на шпб 7-7 в сварном шве трешны отсутствуют. При сварке не наблюдалось никакого отклонения сварного шва от заданных требова кий, если наименьшие расстояния от кромок до сварочного шва вьщержнвадиез, равными 8-42 мм.На фвпг-Ю показаны результаты сравъштедтыоаш нспьнтаний, которые так же как в случае, описанном на фала и 7, были проведены на однофазной машине для шовной контактной сварки,ПРИЧЕМ В СЛУЧЗЯХ, ПОКЗЗЗННЫХ на фалов-Ю, сварены листы, имевшие структуру, показанную на фипЗ. но без слоев 11 воска. При этом нсполь-т зовалась контактная проволока типа,показанного на фнг.5. которая в оду чае, представленном на фнг,8 н 9, не имела продольных канавок, а в слу чае, представленном на фиг.10 имела форму поперечного сечения с продоль ньзш канавками 12.осциллограмма сварочного тока,представленная на фнг.8, показывает сварочный ток небольшой (которыи,тем не менее, вызвал большое шлепоние тепла между листом н контактной проволокой, вследствие наци-шин боль шого контактного сопротивления) не рЗВНОНЕРНОЕ ИЗМЕНЕНИЕ РОКЕ ВО гареме-т ЪШ ОПЛЗВЛЕННЕ СЛЕГКЗ ЗЗМЕЛЛЕННОЕ ВО ВРЕМЯ сварки ПрОНЗОЕЛ ПЕПЕГВЕН поеркностн шва и имела место спаскость обрыва контактной проволоки.В случае, представленном на фнг.9,проведено аналогичное испытание с аналогичной контактной проволокой,однако сварной шов предварительно нагрет с помощью двух сварочных горелок. Результат сварки отличался спедутгпш-гм нормаль-гимн кодом сварки, от сутствием образовании брызг колеб люогнмся сварочным током гладкой поверхностью сварного шва отсутствием перегрева контактной проволокнм снльшм увеличением сварочного тока по сравнению со сварочным током при сварке без предварительного нагрева вследствие меньшего контактного со противления.Ноты-такие согласно фигню проведет но с трекэллнптнческой контактной проволокой с выполнению-пи на ней канавками н без предварительного наггг ва сварного шва. Результат сварки отличается с-тешюшм большим свароч ним током (вследствие существенно меньшего контактного сопротивления) очень равномерным изменением тока во времени (по отношению к стучало, пред ставленному на фнг.9 несколько замешанное оплавление, но без отрицательных последствий для качества сваркн) безукоризненной поверхностью сварного шва, отсутствием брызг.Важной информацией, полученной из диаграммы тока на сиг.10, является РЗВНОМЕВНОе изменение тока во гареме ни, которое обеспечивает получение соответственно чистой поверхности сварного шва. Результат сварки показывает, что при использовании кол-г ТЗКТНОЙ ПРОВОЛОКИ с выполненными на ней канавками не требуется Провела вне предварительного нагрева листов.Сравнение шааграмм тока согласно фиг.8 Н 9 показывает, что даже при применении сварочных горелок для осуществления предварительного нагрева получается относительно сильно коп лебпюшйсл сварочный ток.ФОРМУЛа изобретения Контактная плоская проволока для шовной контактной сварки плакированиъъск листов, имеющая канавки на ратбочей поверхности, о т л и ч а ю Щ а Я С Я ТЕМ, ЧТО, С ЦЕЛЬЮ повышешя надежности и качества сварки листов с покрытием с низкой электРОПРОЕОШ-хостью и листов с незлектроПРО-штык покрытием, канавки вьщоп иены продольными с глубиной 0,150,20 ьсм, а выступы вежду-канавкаминаполнены острыми с расстоянием между вершаиамъ 030,1 о нм.
МПК / Метки
МПК: B23K 11/06
Метки: контактная, плоская, проволока
Код ссылки
<a href="https://kz.patents.su/7-1181-kontaktnaya-ploskaya-provoloka.html" rel="bookmark" title="База патентов Казахстана">Контактная плоская проволока</a>
Машина для роликовой сварки контактной проволокой

Номер патента: 1179
Опубликовано: 15.09.1994
Автор: Вернер Урех
МПК: B23K 11/06
Метки: роликовой, сварки, проволокой, машина, контактной
Формула / Реферат:
Изобретение относится к оборудованию для контактной роликовой сварки, в частности, к машинам для сварки контактной проволокой, и может быть использовано для сварки деталей из листовых материалов, имеющих узкие свариваемые фланцы, выполненные со свинцовыми или другими покрытиями. Цель изобретения - повышение качества сварки. Машина для роликовой сварки контактной проволокой включает контактный ролик 1 с V-образной кольцевой канавкой 3 на...
Устройство для сварки деталей из термопластичных материалов
Номер патента: 870
Опубликовано: 15.06.1994
Автор: Костоусов Николай Кузьмич
МПК: B29C 65/18
Метки: деталей, сварки, устройство, термопластичных, материалов
Формула / Реферат:
Изобретение относится к области сварки пластмасс и может быть использовано для теплоизоляции трубопроводов тепловых сетей, сетей водопровода и других трубопроводов при бесканальной прокладке. Цель - повышение качества сварного соединения при сварке трубчатых деталей. Для этого устройство для сварки деталей из термопластичных материалов снабжено зубчатым венцом, выполненным со съемным сегментом, и шестернями, оси которых закреплены на раме. Оси...
Агрегат для изготовления проволочной изгороди
Номер патента: 861
Опубликовано: 15.06.1994
Автор: Евтифеев Анатолий Геннадьевич
МПК: B21F 15/04
Метки: агрегат, проволочной, изготовления, изгороди
Формула / Реферат:
Изобретение относится к обработке металлов давлением, в частности, к устройствам для соединения концов проволоки, может быть использовано при производстве металлических сеток, ограждений на пастбищах и позволяет повысить надежность и качество и расширить технологические возможности. Устройство содержит раму, на которой установлены несколько механизмов закрутки проволоки. Механизм закрутки проволоки состоит из корпуса, установленного в него вала,...
Способ сварки разнотолщинных деталей из полиолефинов
Номер патента: 169
Опубликовано: 20.12.1993
Авторы: Силантьев Сергей Семенович, Солдатенко Леонид Анатольевич, Непомнящий Аркадий Самуилович, Побединский Сергей Алексеевич
МПК: B29C 65/02
Метки: разнотолщинных, деталей, сварки, способ, полиолефинов
Формула / Реферат:
Изобретение относится к области сварки пластмасс и может найти применение при производстве индивидуальных средств защиты. Способ сварки разнотолщинных деталей из полиолефинов заключается в размещении литой и пленочной детали на кондукторе внахлест, сдавливании деталей в кольцевой зоне соединения нагретым инструментом в направлении, перпендикулярном плоскости нахлеста и нагреве указанной зоны. Новым в способе сварки является то, что перед...
Радиальное уплотнение
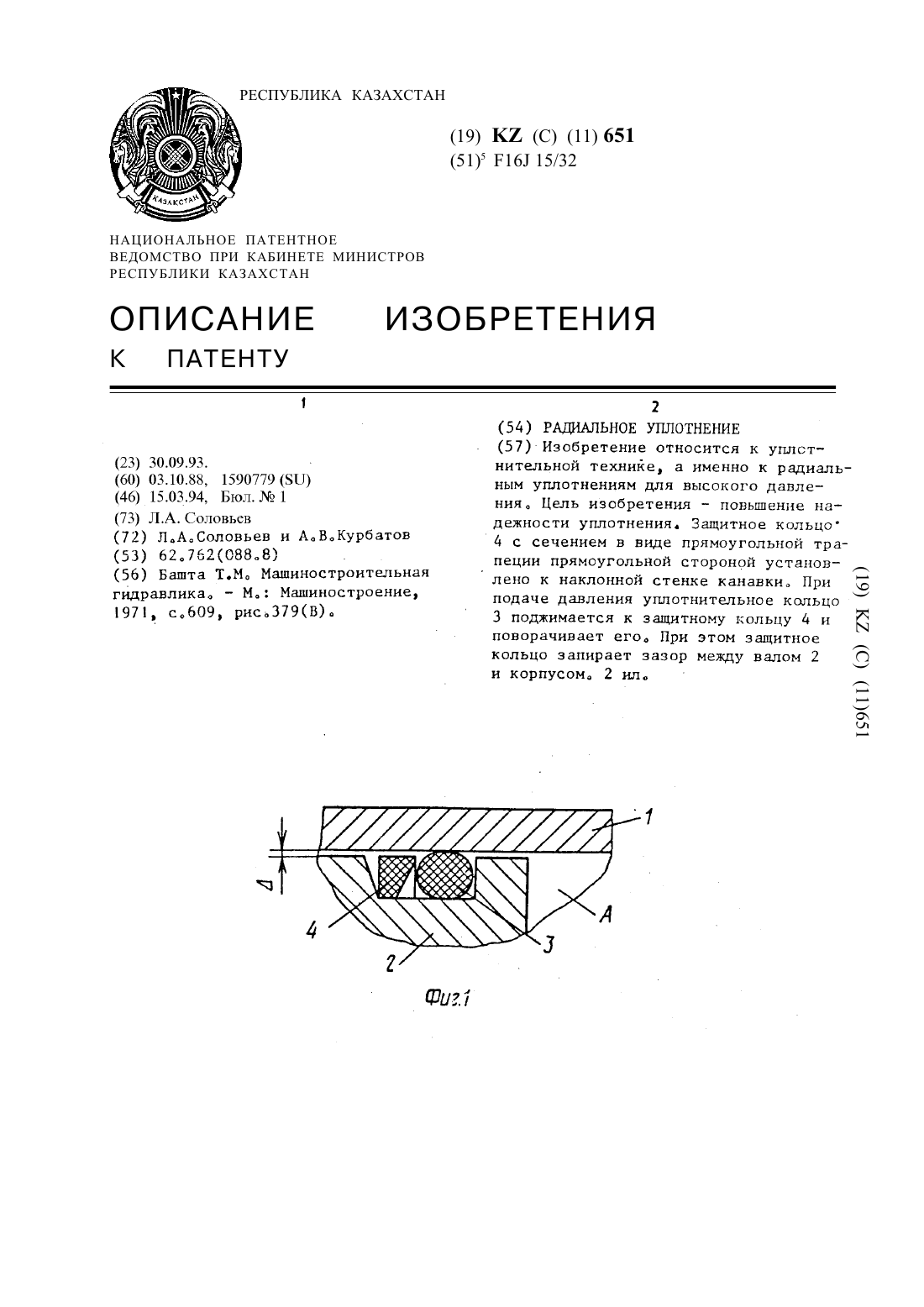
Номер патента: 651
Опубликовано: 15.03.1994
Автор: Курбатов Андрей Викторович
МПК: F16J 15/32
Метки: уплотнение, радиальное
Формула / Реферат:
Изобретение относится к уплотнительной технике, а именно к радиальным уплотнениям для высокого давления, Цель изобретения - повышение надежности уплотнения. Защитное кольцо 4 с сечением в виде прямоугольной трапеции прямоугольной стороной установлено к наклонной стенке канавки. При подаче давления уплотнительное кольцо 3 поджимается к защитному кольцу 4 и поворачивает его. При этом защитное кольцо запирает зазор между валом 2 и корпусом.
Предыдущий патент: Способ восстановления разъёмных корпусов подшипников
Следующий патент: Машина для продольной контактной роликовой сварки корпусов банок
Случайный патент: Нейтрализатор отработавших газов двигателя внутреннего сгорания