Способ сварки разнотолщинных деталей из полиолефинов
Номер патента: 169
Опубликовано: 20.12.1993
Авторы: Силантьев Сергей Семенович, Солдатенко Леонид Анатольевич, Побединский Сергей Алексеевич, Непомнящий Аркадий Самуилович

Формула / Реферат
Изобретение относится к области сварки пластмасс и может найти применение при производстве индивидуальных средств защиты. Способ сварки разнотолщинных деталей из полиолефинов заключается в размещении литой и пленочной детали на кондукторе внахлест, сдавливании деталей в кольцевой зоне соединения нагретым инструментом в направлении, перпендикулярном плоскости нахлеста и нагреве указанной зоны. Новым в способе сварки является то, что перед размещением деталей внахлест соединяемую поверхность пленочной детали активируют коронным разрядом с напряжением 2,4-6 кВ и с частотой 15-20 кГц, а на внутреннем участке соединяемой поверхности литой детали выполняют выступ с высотой, равной 0,5-2 толщинам пленочной детали, и с углом наклона 10-15°, обращенным вершиной в сторону внешнего участка соединяемой поверхности литой детали, причем в процессе нагрева кольцевой зоны соединения деталей осуществляют подвод различных тепловых потоков к ее внутреннему и внешнему участкам, которые находятся в соотношении 3:1, соответственно, а при сдавливании деталей к внешнему участку кольцевой зоны соединения прикладывают усилие, равное 0,7-0,8 усилия сдавливания ее внутреннего участка.
Текст
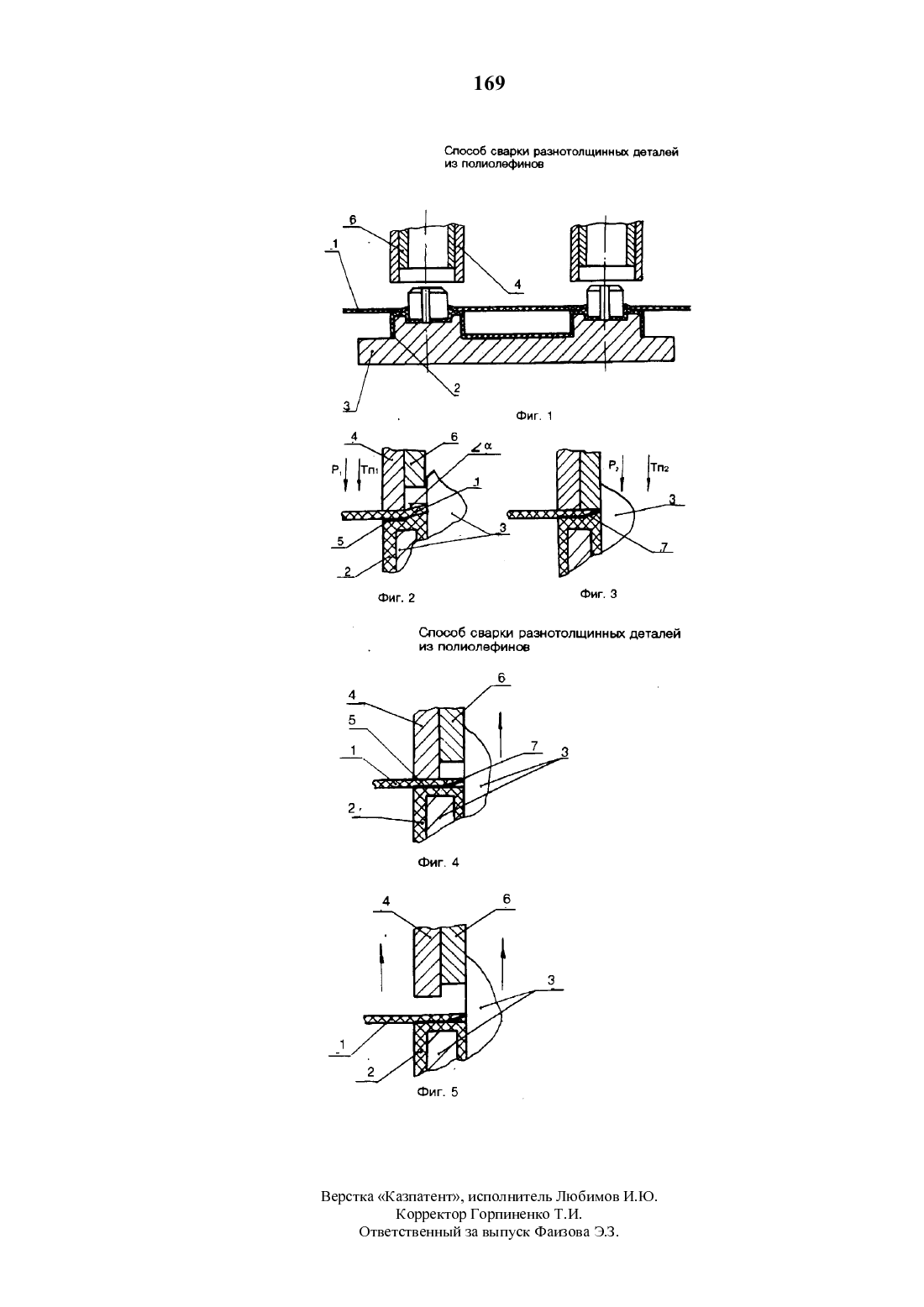
(73) Серебрянский завод неорганических материалов(54) СПОСОБ СВАРКИ РАЗНОТОЛЩИННЬТХ ДЕТАЛЕЙ ИЗ ПОЛИОЛЕФИНОВ(57) Изобретение относится к области сварки пластмасс и может найти применение при производстве индивидуальных средств защиты.Способ сварки разнотолщинных деталей из полиолефинов заключается в размещении литой и пленочной детали на кондукторе внахлест, сдавливании деталей в кольцевой зоне соединения нагретым инструментом в направлении, перпендикулярном плоскости нахлеста и нагреве указанной зоны.Новым в способе сварки является то, что перед размещением деталей внахлест соединяемую поверхность пленочной детали активируют коронным разрядом с напряжением 2,4-6 кВ и с частотой 15-20 кГц, а на внутреннем участке соединяемой поверхности литой детали выполняют выступ с высотой, равной 0,5-2 толщинам пленочной детали, и с углом наклона 10-15, обращенным верщиной в сторону внещнего участка соединяемой поверхности литой детали, причем в процессе нагрева кольцевой зоны соединения деталей осуществляют подвод различных тепловых потоков к ее внутреннему и внещнему участкам,которые находятся в соотнощении 31, соответственно, а при сдавливании деталей к внещнему участку кольцевой зоны соединения прикладывают усилие, равное 0,7-0,8 усилия сдавливания ее внутреннего участка.Изобретение относится к области сварки пластмасс и может найти применение при производстве индивидуальных средств защиты.Известен способ сварки полимерных материалов, заключающийся в нанесении промежуточного слоя на соединяемую поверхность одного из материалов, нагрев зоны соединения и сдавливание разнотолщинных материалов, при этом промежуточный слой в виде периодического по толщине профиля с постоянным периодом наносят на более тонкий материал (А. с. СССР Не 1497033, кл. В 29 С 65/40, 1989).Недостатком известного способа является то,что для нагрева промежуточного слоя, наносимого на соединяемую поверхность одного из материалов, требуется дополнительное время, причем при сварке кольцевого шва за счет неравномерности подачи дополнительного материала образуются гофры, что ведет к ослаблению оболочки.Наиболее близким по технической сущности к изобретению является способ сварки разнотолщинных деталей из полиолефинов, при котором литую и пленочную детали размещают внахлест,сдавливают детали в кольцевой зоне соединения нагретым инструментом в направлении, перпендикулярном плоскости нахлеста и нагревают указанную зону (а. с. СССР Не 1641637, кл. В 29 С 65/02, 1991).Недостаток известного способа заключается в невысокой герметичности и долговечности сварного соединения разнотолщинных деталей.Данный способ позволяет получить герметичное сварное соединение, повысить энергию движения микромолекул в зоне соединения.Это достигается тем, что в способе сварки разнотолщинных деталей из полиолефинов литую и пленочные детали размещают внахлест, сдавливают детали в кольцевой зоне соединения нагретым инструментом в направлении, перпендикулярном плоскости нахлеста и нагревают указанную зону, согласно изобретению, перед размещением деталей внахлест, соединяемую поверхность пленочной детали активируют коронньпи разрядом 2,4-6 кВ с частотой 15-20 кГц, а на внутреннем участке соединяемой поверхности литой детали выполняют выступ с высотой, равной 0,5-2 толщинам пленочной детали и с углом наклона 10-15, обращенным вершиной в сторону внешнего участка соединяемой поверхности литой детали, причем в процессе нагрева кольцевой зоны соединения деталей осуществляют подвод различных тепловых потоков к ее внутреннему и внешнему участкам, которые находятся в соотношении 31 соответственно, а при сдавливании деталей к внешнему участку кольцевой зоны соединения прикладывают усилие, равное 0,7-0,8 усилия сдавливания ее внутреннего участка.Описываемый способ сварки разнотолщинных деталей из полиолефинов за счет разделения зоны соединения на участки с разным профилем и технологическим режимом для каждого участка ипредварительной активизацией свариваемой поверхности пленочной детали позволяет повысить энергию движения микромолекул, что ведет к уменьшению усилия сдавливания на внешнем участке зоны соединения и в результате подвода меньшего теплового потока к внешнему участку зоны соединения не образуется гофр, что обеспечивает прочность пленки и долговечность сварного соединения, а за счет увеличенного теплового потока на внутреннем участке зоны соединения и наличия выступа с уклоном происходит ускоренное соединение с высокой герметичностью сварного соединения, что ведет к уменьшению трудоемкости и повышению производительности процесса. Сущность изобретения поясняется чертежами, где на фиг.1 изображен общий вид сварного соединения разнотолщинных деталей из полиолефинов, размещенных на кондукторе, начало цикла на фиг.2 - сжатие и начало сварки внешней зоны шва на фиг.3 - сварка внутренней и внешней зоны шва на фиг.4 - отвод нагревателя внутренней зоны шва на фиг.5 - отвод нагревателя внешней зоны,конец цикла. Способ сварки разнотолщинных деталей из полиолефинов заключается в следующем. Сваривают пленочную 1 и литую 2 детали, в частности, внутреннюю оболочку и седловину клапана кольцевым сварным швом. Для сварки используют кондуктор 3 для размещения деталей и нагретый инструмент, включающий кольцевой нагреватель 4 для нагрева внешнего участка 5 зоны соединения и кольцевой нагреватель 6 для нагрева внутреннего участка 7 зоны соединения. Детали, подлежащие сварке, поступают из литейного и штамповочного участков. При этом при изготовлении седловины клапана литой детали 2 на внутреннем участке соединяют поверхности,выполняют выступ с высотой, равной 0,5-2 толщинам оболочки (пленочной детали 1) и с углом наклона ос 10-15, обращенным вершиной в сторону внешнего участка соединяемой поверхности литой детали 2. Соединяемую поверхность оболочки (пленочной детали 1) предварительно активируют коронным разрядом 2,4-6 кВ с частотой 15-20 кГц в зависимости от толщины оболочки и вида полиолефина. Затем свариваемые детали 1, 2 устанавливают на кондукторе 3 внахлест, сдавливают их в кольцевой зоне нагретым инструментом в направлении, перпендикулярном плоскости нахлеста. При этом вначале нагреватель 4 сдавливает внешний участок 5 кольцевой зоны соединения с усилием Р 1, равным 0,7-0,8 усилия сдавливания Р 2 ее внутреннего участка. Величина усилия сдавливания зависит от толщины деталей. Одновременно со сдав-ливанием нагреватель 4нагревает активированную поверхность оболочки и соединяемую поверхность седловины клапана с подводом теплового потока Тп через торец нагревателя 4, имеющего температуру нижнего предела сварки данного вида полиолефина.Происходит поверхностное соединение деталей 1 и 2, с диффузией участков молекулярных цепей. После начала сварки начинает Двигаться нагреватель 6, производя одновременно контактирование, сдавливание и активизацию поверхностей деталей 1 и 2 на внутреннем участке зоны соединения деталей, за счет подвода теплового потока Тп 2 с температурой сварки данного вида полиолефина с глубоким прогревом до вязкого расплава и с давлением Р 2, обеспечивающим сближение микромолекул на расстояние взаимодействия сил межмолекулярного взаимодействия. При этом за счет наличия выступа на седловине клапана происходит глубокое проникновение и сдвиг микромолекул как по вертикали, так и горизонтали по всему внутреннему участку 7 зоны соединения. Это обеспечивает завихрение и перемещение микрообъема расплава, что устраняет в сварочном шве склонность к расслаиванию на границе соединения деталей 1 и 2. Тепловые потоки Тп 1 и Тп 2, подводимые к внутреннему и внешнему участкам кольцевой зоны соединения деталей, соответственно различны и находятся в соотношении 31, т. е. Тп 2 3 Тп 1.Нагреватель 6, произведя сварку внутреннего участка 7 зоны соединения 5 отводится при фиксированном внешнем участке 5 зоны соеди 169зоны соединения охлаждается за счет отвода теп ла кондуктором 3 и окружающей средой, послечего отводится от зоны соединения нагреватель 4. На этом цикл сварки закончен.Способ сварки разнотолщинных деталей из полиолефинов, при котором литую и пленочную детали размещают внахлест, сдавливают детали в кольцевой зоне соединения нагретым инструментом в направлении, перпендикулярном плоскости нахлеста, и нагревают указанную зону, отличающийся тем, что перед размещением деталей внахлест соединяемую поверхность пленочной детали активируют коронным разрядом с напряжением 2,4-6 кВ и с частотой 15-20 кГц, а на внутреннем участке соединяемой поверхности литой детали выполняют выступ с высотой, равной 0,5-2 толщинам пленочной детали, и с углом наклона 10-15, обращенным вершиной в сторону внешнего участка соединяемой поверхности литой детали, причем в процессе нагрева кольцевой зоны соединения деталей осуществляют подвод различных тепловых потоков к ее внутреннему и внешнему участкам, которые находятся в соотношении 31 соответственно, а при сдавливании деталей к внешнему участку кольцевой зоны соединения прикладывают усилие, равное 0,7-0,8 усилия сдавливания ее внутреннего участка.Способ сварки раэнотолщинных деталей из полиолефиновСпособ сварки разнотолщинньо деталейКорректор Горпиненко Т.И. Ответственный за выпуск Фаизова Э.3.
МПК / Метки
МПК: B29C 65/02
Метки: полиолефинов, способ, сварки, разнотолщинных, деталей
Код ссылки
<a href="https://kz.patents.su/4-169-sposob-svarki-raznotolshhinnyh-detalejj-iz-poliolefinov.html" rel="bookmark" title="База патентов Казахстана">Способ сварки разнотолщинных деталей из полиолефинов</a>
Устройство для формования объемных деталей
Номер предварительного патента: 11
Опубликовано: 10.12.1993
Авторы: Непомнящий Аркадий Самуилович, Сидоров Геннадий Михайлович, Колпаков Юрий Евгеньевич, Солдатенко Леонид Анатольевич
МПК: D06F 71/00
Метки: формования, устройство, объемных, деталей
Формула / Реферат:
1. Устройство сборно-разборное длявыращивания и транспортировки рассады,включающее контейнер со стойками, разделенный наячейки, отличающееся тем, что оно состоит изнескольких контейнеров, расположенных один наддругим на расстоянии, соответствующем высотерассады, и соединенных вертикальнорасположенными съемными стойками.
Способ извлечения съемного керноприемника из скважины
Номер патента: 165
Опубликовано: 20.12.1993
Автор: Мендыбаев Токтамыс Нусипхулович
МПК: E21B 25/00
Метки: съемного, способ, керноприемника, извлечения, скважины
Формула / Реферат:
Использование: извлечение съемных керноприемников из скважины. Сущность изобретения: подают в скважину промывочную жидкость. Создают разрежение в полости колонны труб под съемным керноприемником путем перекрытия движения промывочной жидкости и ее выброса в атмосферу. Перед подачей промывочной жидкости в скважину ее предварительно нагревают до температуры жидкости, находящейся в скважине. Осуществляют поочередное плавное перекрытие движения...
Предыдущий патент: Устройство для обработки материалов растворением
Следующий патент: Устройство для сварки деталей из полиолефинов
Случайный патент: Распределитель семян к сошникам для многострочного посева