Способ упаковывания жидких продуктов в рукав из термопластичного материала
Формула / Реферат
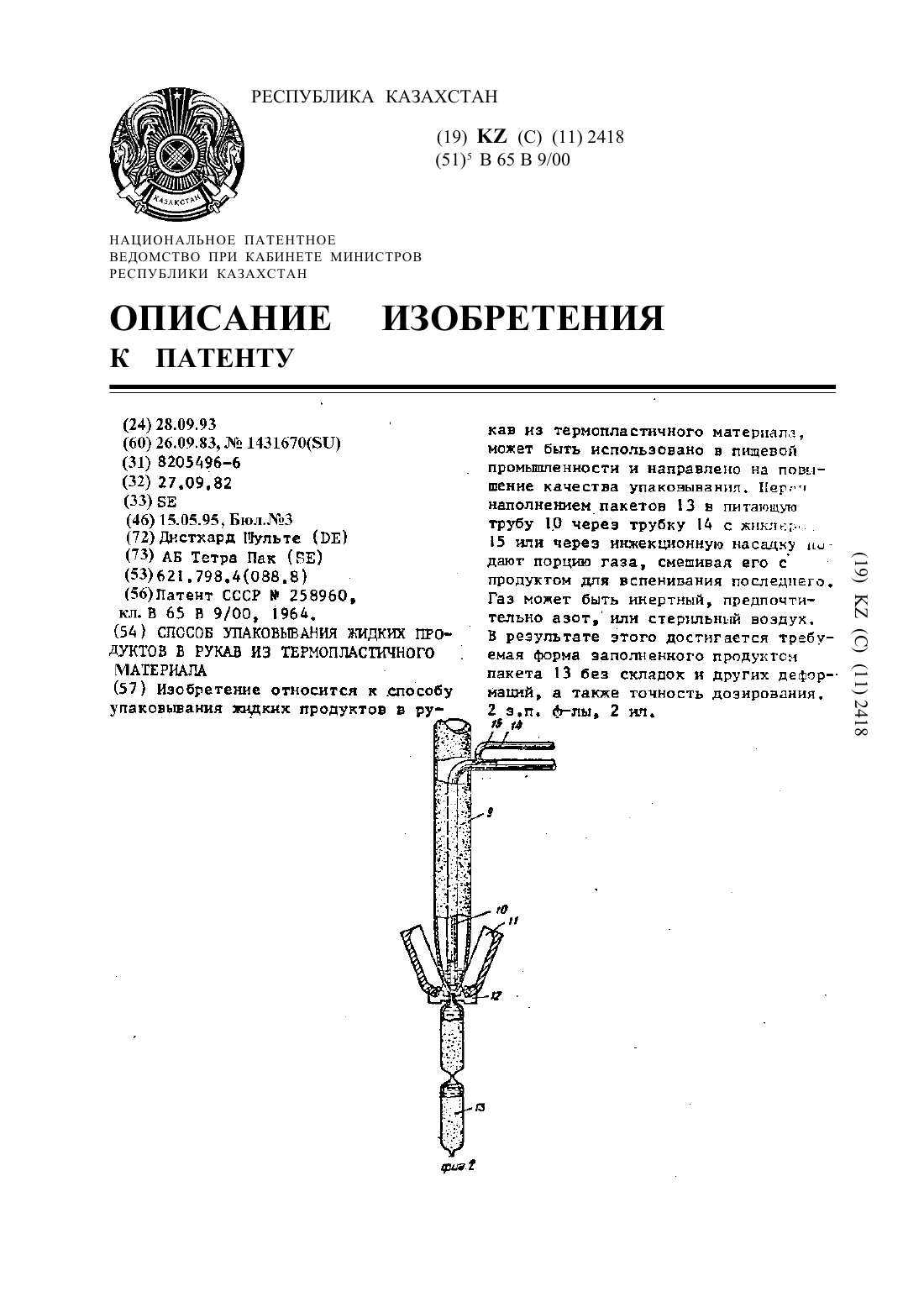
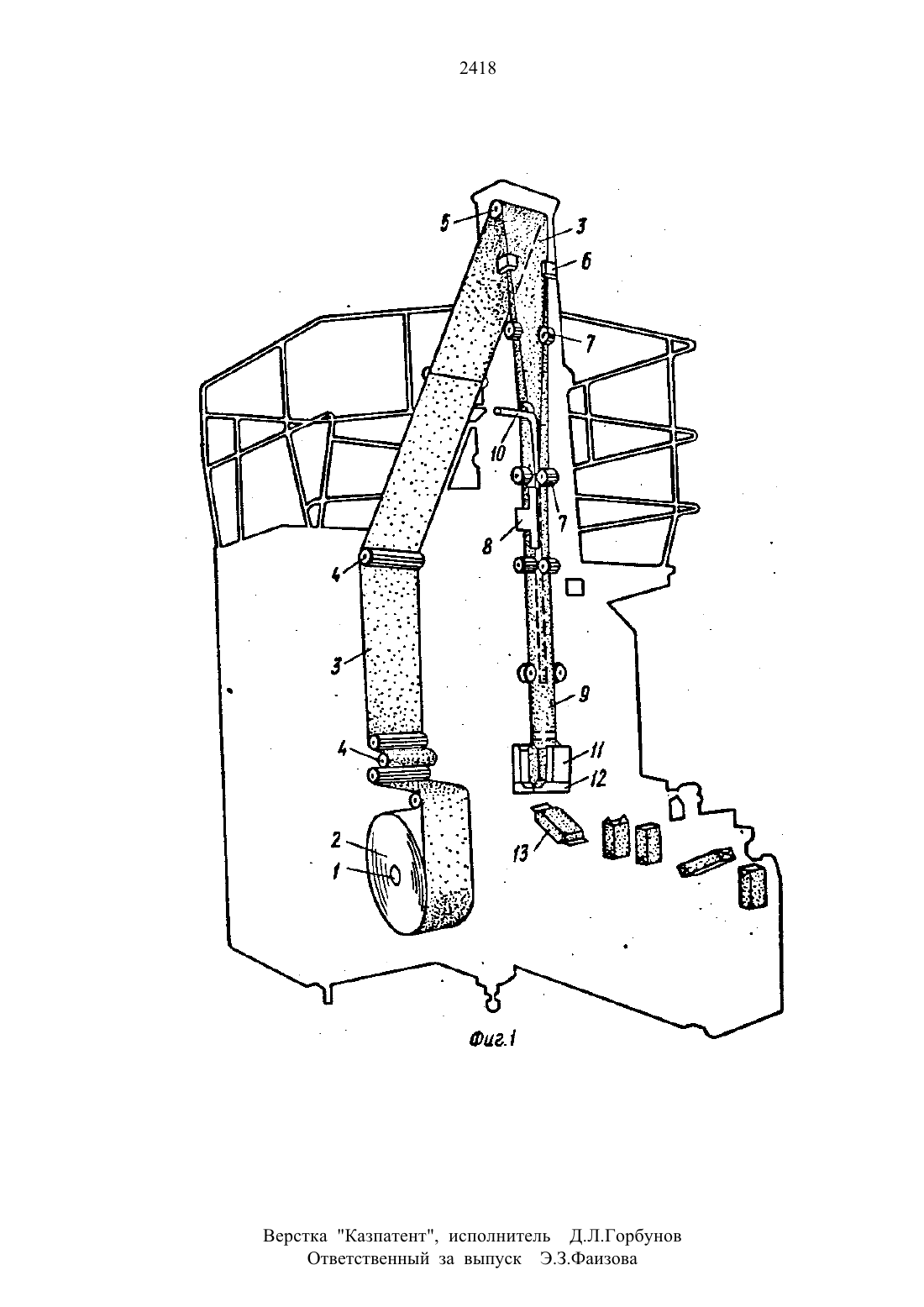
Изобретение относится к способу упаковывания жидких продуктов в рукав из термопластичного материала, может быть использовано в пищевой промышленности и направлено на повышение качества упаковывания. Перед наполнением пакетов 13 в питающую трубу 10 через трубку 14 с жиклером 15 или через инжекционную насадку подают порцию газа, смешивая его с продуктом для вспенивания последнего. Газ может быть инертный, предпочтительно азот, или стерильный воздух. В результате этого достигается требуемая форма заполненного продуктом пакета 13 без складок и других деформаций, а также точность дозирования.
Текст
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(79 АН Тетра Пак (ВЕ)(за) спссов птнковывннъш жидких пго-ДУКТОВ В РУКАВ ИЗ ТЕРНОППАСТЪТЧНОГО МАТЕРИАЛА(57) Изобретение относится к способу упаковывания жцдкнк продуктов в ру кав из термопластнчного материала,может быть использовано в пиевой промьшленностн и направлено на повышение качества упаковывания. Пергч наполнененпакетов 13 в питающую трубу 10 через трубку д с жиклер15 или через ннжекцнонную насадку по дают порци газа, смешивая его 6 продуктов для вспенивания последнего. Газ может быть инертный, предпочтительно азотнлн стерильный воздух.В результате этого достигается требуемая форма заполненного продуктомИзобретение относится к способу упаковьшанин жидких продуктов в рукав из термопластичного материала н может быть использовано в пищевой промышленности.На фиг. 1 схематично изображено устройство для упаковывания жидких продуктов в рукав из термопластнчного материала (упаковочная машина) на фиг. 2 - питающая труба с трубкой подачи газа.Устройство содержит рулонодержатель 1 для рулона 2 упаковочного натернала 3, направляюще ролики 4, реверснрующий вали 5, складывающе н формующие элементы 6 н 7, сопло В подачи горячего воздуха для сваривания материала в.продольном направлении с образованием трубки 9, питающую трубу 10, сплющивакщне.и уплотняющие важнные приспособления 11 и 12 для образования заполненнын пакетов 13 и трубку Пд подачи газа с жиклером 15Способ осуществляют следующ образом. .Упаковочны слоистьй материалсодержит центральны подложечный слой бумаги, покрытьпй с двух сторон тонкими непроницаемых для ш-шкостн слоями термопластнчного материала, например полиэтилена На упаковочный слонстъйэматернал нанесены линии сгиба,чтобы облегчить образование-сгибов и преобразования в готовую тару расфасованным продуктов (наполненный пакет 13). Слоистьйматернал подается К УСТ ройству (упаковочной машине) с рулона 2, который подвешен на рулонодержателе с возможностью вращения в магазине упаковочной машины. Из магазина полотно 3 упаковочного материала прокодит через ряд направляющих роликов 4 к реверсируюшему валику 5, после котот рого оно двиется вертнкапъно вниз через упаковочную машину.При помощ различны складьшаюшнх н формующх элементов 6 и 7, расположенных вдоль пути двиення полотна 3 материала, полотно 3 во время его движения через машину преобразуется в трубку 9 с продольнвм непронпаемым для жидкости швом. Уплотнение продопьньш кромок полотна 3 материала достигается благодаря подводу посредством сопла 8 горячего воздуха, вслед 55СТЕНЕ ЧЕГО ТЕРМОПЛЕСТНЧНЫЕ СЛОН, Расположенные у этих кромок, плавятся. Затем продольные кроны сжнаются вме сте, причем по мере того, как они охлаждаются, термопластичные слои соеь дняютса с получением требуемого полностью непроннцаемого для жидкостиц шва. Образованная таким образом трубка 9 упаковочного материала наполняется содержим через питающую трубку 10,которая проходит через верхний открьг тый торец трубки 9 упаковочного материала расположена концентрично трубке 9 н заканчивается на небольшом расстоянии от нинего торца этой трубки 9. Несколько ние выпускного отверстня питающей трубы 10 на каждой стороне трубки 9 упаковочного материала расположены сплщивающе (формующне) и уплотняющие зажимные приспособления-11 н-12 (фиг. 2). На чертежах показан только один комплект формующих и уплотняющих зажимных приспособлений 11 и 12, между тем как на практике обычно имеется последовательный ряд зажннх приспособлений для поочередной обработкн трубки 9 упаковочного материала. Уплотняющие зажимные прнспособлеп ня 12 непрерывно перемещаются возвратно-поступательно в направлениях дРУг к другу н в обратном направлении так, чтобы они сжималн.и уплотняли трубку 9 упаковочного материала вдоль поперечнх зон уплотнения с регулярными промежутками, смешан при этом одновременно содержимые. Уплотняющие зажимные приспособления 12одновременно перемещаются возвратнопоступателъно в вертикальном направчто когда они находятся в верхнем поворотном положении, они перемещаются в направлении друг друган сжимают и удерввают трубку 9 упаковочного материала. В порледующем движении в направлении вниз через упаковочную машину, стенки трубки 9 упаковочного материала сжиаются и сворачиваются вместе, причем трубки9 материала одновременно протягиваются вперед на расстояние, которое соответствует длине одной заготовки пакета (тары расфасованнык продуктов. Во время двнення вниз два формующих зажнмньш приспособления 11 одновренеино поворачиваются в направлении друг друга так, что часть трубки 9упаковочного материала, которая располагается непосредственно над уплотнящими заииными приспособлениягш 12, частично сжиается и формуется до требуемой формы, которая, в данном случае, означает, по существу,ПОдУШК 0 О 5 разную форму с прямоугольном поперечным сечением. Когда уплотняющие зажнные приспособления 12 достигают своего нижнего положения,формующие зажиные приспособления 11 разводятся снова в положение, показанное на фиг. 2, одновременно стем, когда трубка 9 материала отреза гТСн Посредством поперечного разре за в зоне, сжатой уплотняющми важиными приспособлениям 12. В результате, ранее сформировавший пакет 13 с продуктом отделяется от трубки9 упаковочного материала. Пакет 13 транспортируется дальше при помощи конвейера (не показан) для дальнейшей обработкн н окончательного формованя с тем, чтобы получить пакет 13 с продуктом требуемой формы (в данном случае параллелепипеда).Продукты подают к нижнему торцу трубки 9 упаковочного материала через питающую трубу 10. В процессе непреръшной работы упаковочной (фасовочной) машины и производства полностью наполненной тары пакетов 13 с продуктом содержимое подается в такнк количествах, что уровень продуктов всегда располагается над участком уплотнения н формовки пакета 13. Это гарантирует, что упаковки будут полностью заполняться продуктом н делает возможном формование, поскольку,для достиения удовлетворительного формования необкодно использовать внутреннее противодавленне, которое создается жидкостью, присутствующей в пакете 13 с продуктом.В производстве не полностью за полиениык продуктом пакетов 13, т.е. пакетов 13 с воздушны простЪЗНСТЪОМ, ПРОДУКТЫ ПОДЗЮТСН В такихколичествах, чтобы создавалось тре буеное воздушное пространство. Эта дозированная подача означает, что,воздушное пространство образуется в верхнем конце пакета 13, что, в свою очередь, означает, что, во время формования противодавление, создаваендг продуктамнменнется в различных частяк пакета 13, при этом увеличивает 4дн вероятность получения брака например, складчатого формования).Чтобы избежать этого, производится частичное наполнена пакета 13 продуктом посредством непрерывной подачи продукта через питающую трубу 10 с одновременным смешиванием продукта с газом перед подачей в трубку 9 упаковочного материала. Газ подается через трубку та, которая соединяется с птающей ТРУБой 10 за пределамитрубкн В упаковочного материала. Чтобы улучтть смешивание газа и получить требуемый размер пузырьков, трубка 1 д подачи газа снабжена жиклером 15 (или инжекционной иасадкой 1 в точке соединения с питающей трубой 10.Продукты подаются непрерывно п таком ритме, что во время работы уровень продуктов остается несколько вьг те Удастка формования, что регулируется посредством управляемого поплавком клапана- Одновременно газ подается через трубку 1 д в таком количестве, чтобы содержиое с газом полностью даполняло пакет 13 после уплотнения н герметизации. при помощи киллера 15, который предпочтительно иеет диаметр 0,2-0,6 мм, обеспечивается получение в содеряммом большого количества пузырьков. Эти пузырьки иеют очень малые размеры и равномерно распределены в содержимом так, что смесь остается однородной в течение времен, которое требуется для прокожденя через питающую трубу 10 и заполнения нкнего конца трубки 9 упаковочного материала. Чтобы компенсировать потери газа вследствие утечки через трубку 9 упаковочного материала, прнмешнванне газаосушествляется с определенным избытком, который определяется в каждом Отдепънпм СНУ чае в зависимости от вязкости фасуемогопродукта.Копдатребуемыйкоэффициент наполнения продукта равен 902,необходимо подавать газ несколько больше 102. Установлено, что избыток газа должен составлять 51 для относительно подвикнкпродуктов, такик как молоко, т.е, приблизительно 152 газа должно добавляться к содеркиОнУя ЧТО бы получить коэффициент наполнении 902.Экспериментально установлено, что при расфасовке стандартного молока с содержанием жира 1,532 следует полпвать газ при давлении приблизительно3-4 бар через жиклер 5 с диаметром 0.2-0,6 мм, предпочтительно 0,4 мм. При этом получается большое колнчестч во хорошо распределеннъш газовыш пузырьков со среднм диаметром приблизи тельио 50 мкм. Абсолютное большинство пузырьков иеет диаметр 30-60 мкм,что означает, что равномерное распределение пузырьков газа в содержимом остается по существу неизменньн в течение процесса формования. Только через 15-20 мин после примешивания газа имеет место заметное перераспределение, состоящее в том, что пузырьки перемещаются к верхней части наполненного продуктомпакета 13.Количество добавляемого газа можетточно регулироваться тем, что вдувание газа через трубку 1 д непрерывно кон тролруется и регулруется как функцияколичества продуктов (содержимого),которые проходят через питающую трубу 10. Используемый газ долен бытьТБКОГО КЗЧЕСТВВ, ЧТОБЫ не ВСТУПЗЛ Вреакцию с продуктом или не оказывал какоголнбо другого влнння на этот продукт, В большмнстве.случаев может быть использован стерильий воздух,фруктовых соковдпредпочтителен инертный газ, узкой как азот.Таким образом, точное и однородное примешванне пузырьков газа в продукты, проходящие через питающую трубу 0, гарантируется, с одной стороны,подачей газа через жиклер 15 малого даметра и, с другой стороны, подачей газа под высоким давлением. В результате содержимое получается пеиообразного вида. Смешивание газа ипродуктов может осуществляться через инжекторную насадку в месте соединения с трубкой 14 подач газа. Поток содержимого автоматически регулирует требуемое -примешшвание газа, что исключает необходимость подач газапод давлением. при использовании стерильного воздуха, он может поступать непосредственно из систем стерильного воздуха упаковочной машины без использования газохраиилма и компрессора.Предлагаемы способ может использоваться в асептическом, а также в иеасептнческом наполнена, т.е. в наполнени стерильного, а также стандартного (пастеризованного)молока.1. Способ упаковывания жидких продуктов в рукав из термопластичного материала, предсматривающмй подачу . продукта через пмтающю трубу в ру- кав, сплющивание, уплотнеие и разрезание рукава с образованием заполненнщ пакетов, о т л и ч а ю щ и й сн тем, что, с целью повышения качества упаковывания, в птаршую трубу через жиклер или инъекционную насадку подают порцю газа, смешивая его с продуктом дливспениваниц последнего.2. Способ по п. 1, 0 т л и ч аю Щ и й с и тем, что газ представляет собой стерильный воздух.3. Способ по пп. 1 и 2, о т л ич а ю Щ н й с я тем, что газ представляет собой инертный газ, пренмушест венно азот. 1
МПК / Метки
МПК: B65B 9/00
Метки: материала, продуктов, термопластичного, жидких, способ, рукав, упаковывания
Код ссылки
<a href="https://kz.patents.su/5-2418-sposob-upakovyvaniya-zhidkih-produktov-v-rukav-iz-termoplastichnogo-materiala.html" rel="bookmark" title="База патентов Казахстана">Способ упаковывания жидких продуктов в рукав из термопластичного материала</a>
Способ производства некрученой пряжи из по меньшей мере двух раздельных пучков нитей термопластичного материала
Номер патента: 1610
Опубликовано: 15.12.1994
Автор: Александр Скотт
МПК: D02G 1/16
Метки: меньшей, термопластичного, производства, мере, нитей, некрученой, пряжи, способ, материала, пучков, двух, раздельных
Формула / Реферат:
Изобретение относится к текстильной промышленности и позволяет повысить эффективность обработки при способе производства некрученой пряжи из по меньшей мере двух раздельных пучков нитей термопластичного материала. Для этого при обработке нагревание смешанной пряжи ведут до температуры по меньшей мере 180 С, а охлаждение ведут до комнатной температуры. При нагревании и охлаждении смешанную пряжу удерживают на заданной длине.
Способ выгрузки сыпучего материала из вакуумного аппарата через транспортную трубу

Номер патента: 884
Опубликовано: 15.06.1994
Авторы: Храпунов Владимир Евгеньевич, Челохсаев Леонид Сахамович, Бавлаков Вячеслав Николаевич, Тарасенко Борис Захарович
МПК: B65G 53/66
Метки: трубу, выгрузки, транспортную, аппарата, сыпучего, материала, способ, вакуумного
Формула / Реферат:
Изобретение относится к транспортировке сыпучих материалов из вакуумных возгоночных аппаратов посредством непрерывной гравитационной подачи через вертикальный транспортный канал и может быть использовано в металлургической и химической промышленности. Цель изобретения - повышение производительности. Способ выгрузки сыпучего материала из вакуумного аппарата через транспортную трубу заключается в том, что материал из вакуумного аппарата самотеком...
Способ разрушения твердого материала струей газа
Номер патента: 93
Опубликовано: 10.12.1993
Автор: Мицук Анатолий Иванович
МПК: E21C 37/16
Метки: газа, струей, способ, разрушения, твердого, материала
Формула / Реферат:
Изобретение относится к горной отрасли и может быть использовано при разрушении и бурении горной породы. Цель изобретения - повышение эффективности разрушения за счет повышения концентрации энергии в струе. В кольцевую рабочую камеру 2 подают сжатый газ через патрубок 6. Импульсом давления в газе формируют ударную волну. Заслонка 3 срывается с бурта 5, и ударная волна перемещается к соплу 4. При этом поперечное сечение потока уменьшается за счет...
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (варианты ) и способ получения курительного материала для изготовления сигарет
Номер патента: 2064
Опубликовано: 15.06.1995
Авторы: Дейвид Джеймс Молинью, Рой Лестер Праузе, Барбара Кэрэл Клэммер
МПК: A24B 13/02
Метки: изготовления, получения, табачных, материал, обработки, материала, курительного, листьев, курительный, варианты, сигарет, способ
Формула / Реферат:
Использование: в способах обработки материала, содержащего табачные листья в процессе производства табачных изделий. Сущность изобретения: тонкие пластинки и стебли, представляющие собой компоненты табачных листьев, подаются одновременно на измельчающее мельничное устройство таким образом, что образующийся в результате продукт представляет собой жидкотекучую смесь, в состав которой входят частицы тонких пластинок табачных листьев и частицы...
Способ производства сушеных продуктов из растительного сырья
Номер предварительного патента: 329
Опубликовано: 15.03.1994
Авторы: Избасаров Дуйсебай Сайлаубаевич, Снежкин Юрий Федорович, Ильясов Сафо Гарифуллович
МПК: A23B 7/02
Метки: растительного, сушеных, производства, продуктов, способ, сырья
Формула / Реферат:
Изобретение относится к производству сушеных продуктов из растительного сырья: фруктов, овощей, трав, грибов, ягод и т. д., а также вторичных продуктов (выжимок) консервной и винодельческой промышленности. Для обеспечения необходимого перемещения водорастворимых веществ от поверхности внутрь слоя, для их сохранения и неокисления, исключения ожога и пересыхания поверхностного слоя сырья, улучшения влагоотдачи, в способе производства сушеных...
Предыдущий патент: Способ очистки поверхности летательных аппаратов
Следующий патент: Устройство для одновременного изготовления , наполнения и запечатывания заданного количества упаковок .
Случайный патент: Шаровой клапан