Устройство для одновременного изготовления , наполнения и запечатывания заданного количества упаковок .
Формула / Реферат
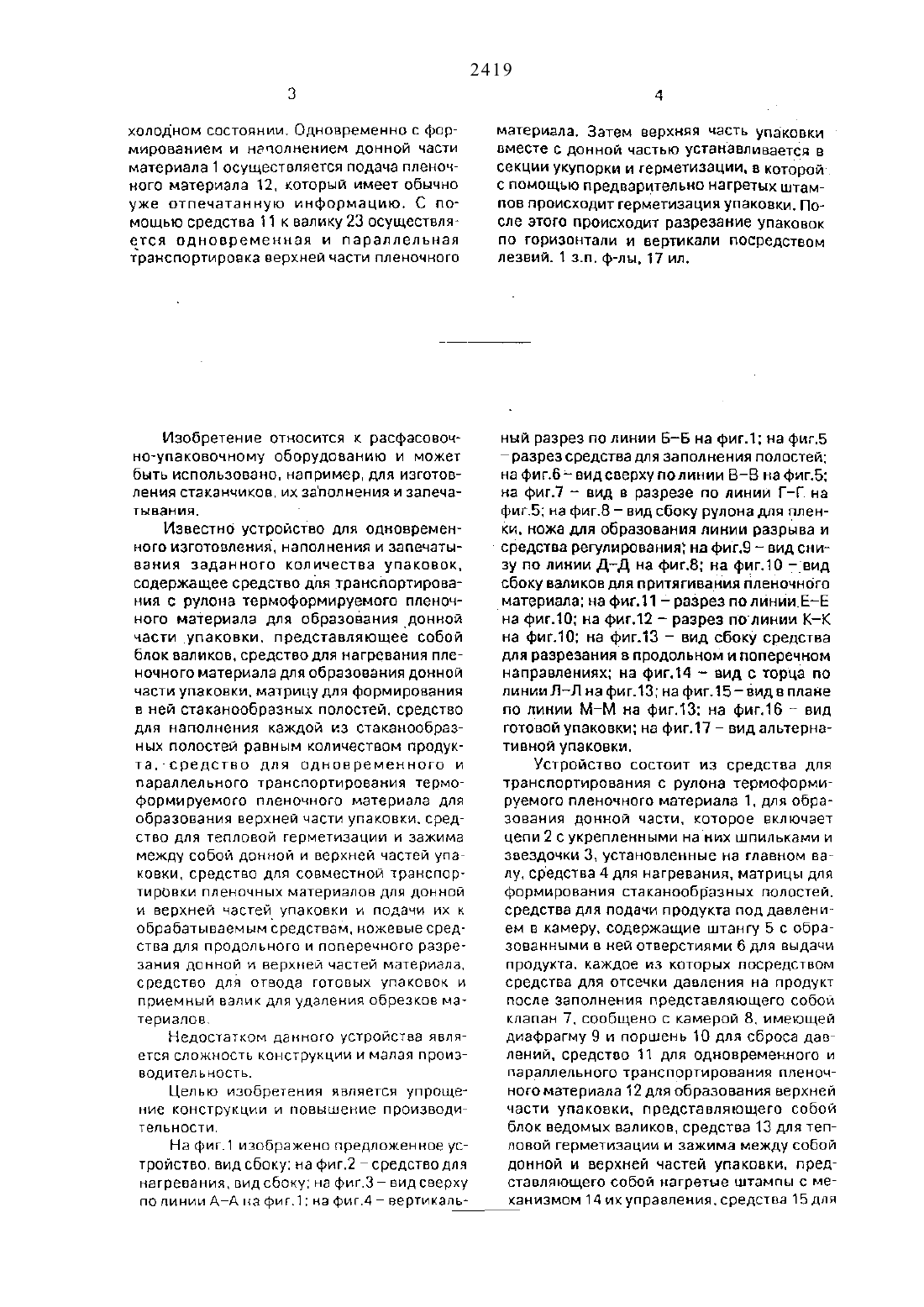
Изобретение относится к расфасовочно-упаковочному оборудованию и может быть использовано, например, для изготовления стаканчиков, их заполнения и запечатывания. Целью изобретения является упрощение конструкции и повышение производительности. Пленочный материал 1 для образования донной части упаковки прерывистым движением подается в секцию средства 4 для нагревания, где он подвергается воздействию температуры и затем подается в секцию формирования, в которой расположены матрицы. Материал 1 транспортируется при помощи пары цепей 2 с укрепленными на них шпильками. В секции формирования для изготовления упаковки используют либо вакуум, либо давление. В процессе формования пленочная заготовка зажимается по всей периферии матрицы, которая удерживается в холодном состоянии. Одновременно с формированием и наполнением донной части материала 1 осуществляется подача пленочного материала 12, который имеет обычно уже отпечатанную информацию. С помощью средства 11 к валику 23 осуществляется одновременная и параллельная транспортировка верхней части пленочного материала. Затем верхняя часть упаковки вместе с донной частью устанавливается в секции укупорки и герметизации, в которой с помощью предварительно нагретых штампов происходит герметизация упаковки. После этого происходит разрезание упаковок по горизонтали и вертикали посредством лезвий.
Текст
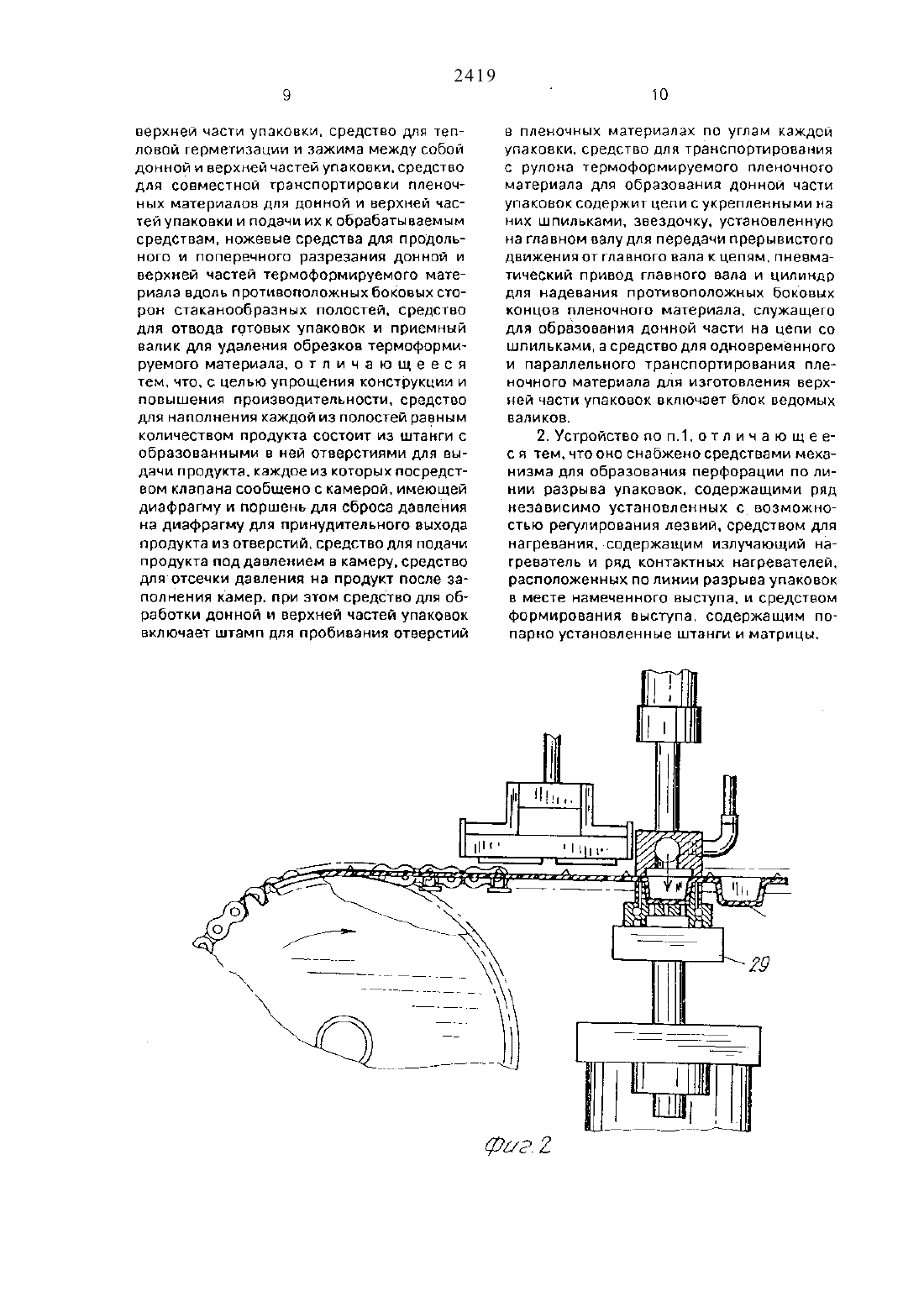
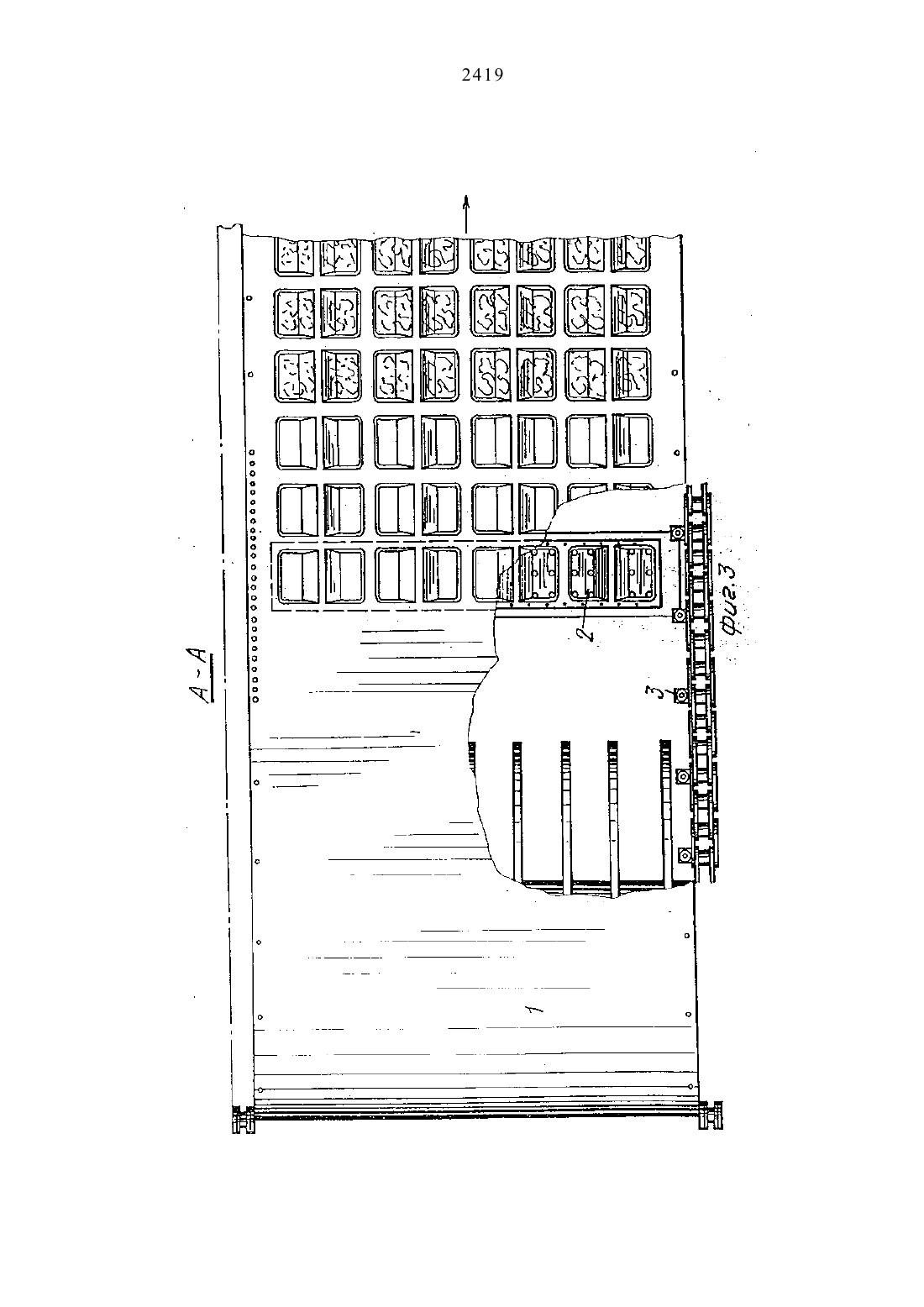
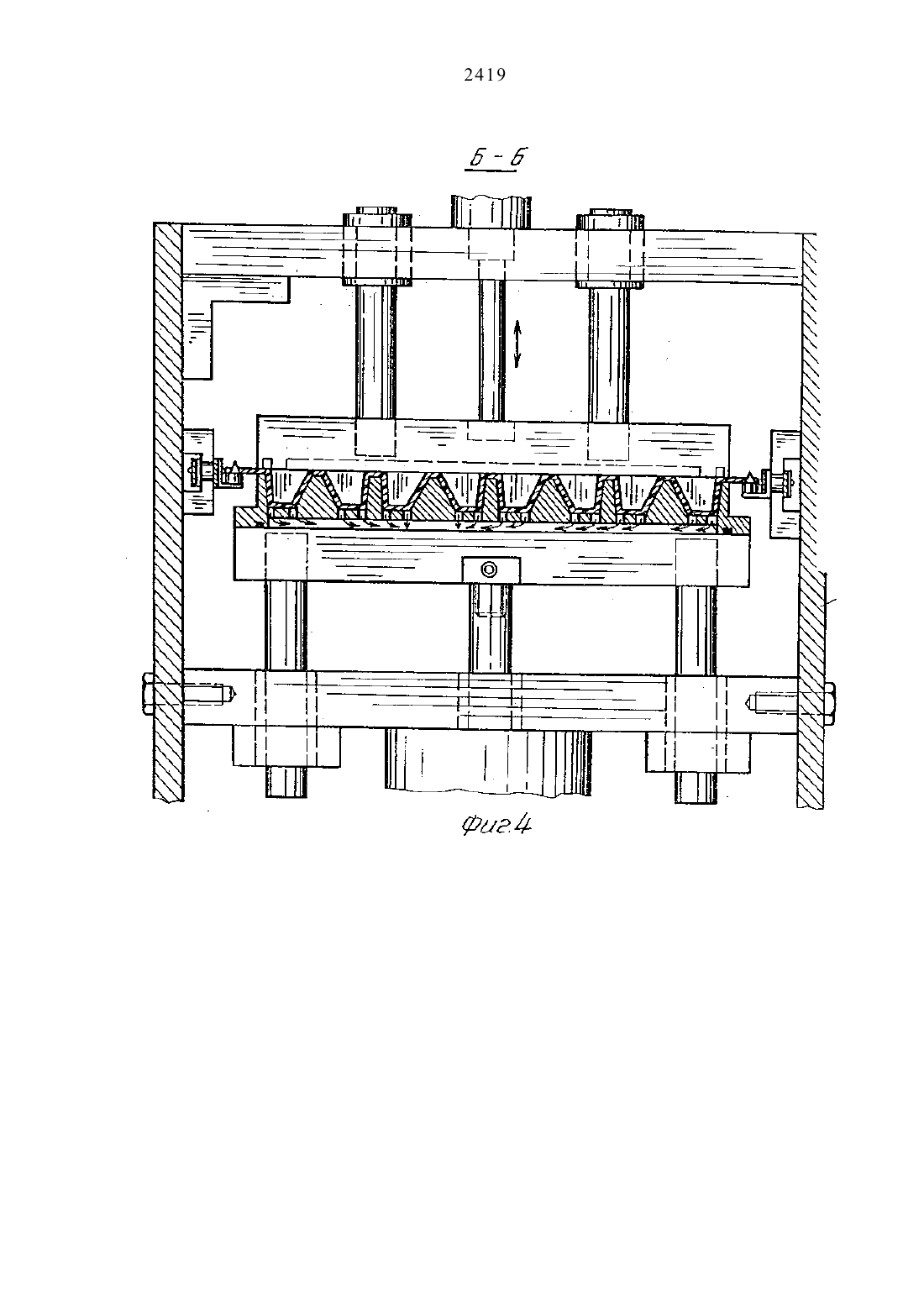
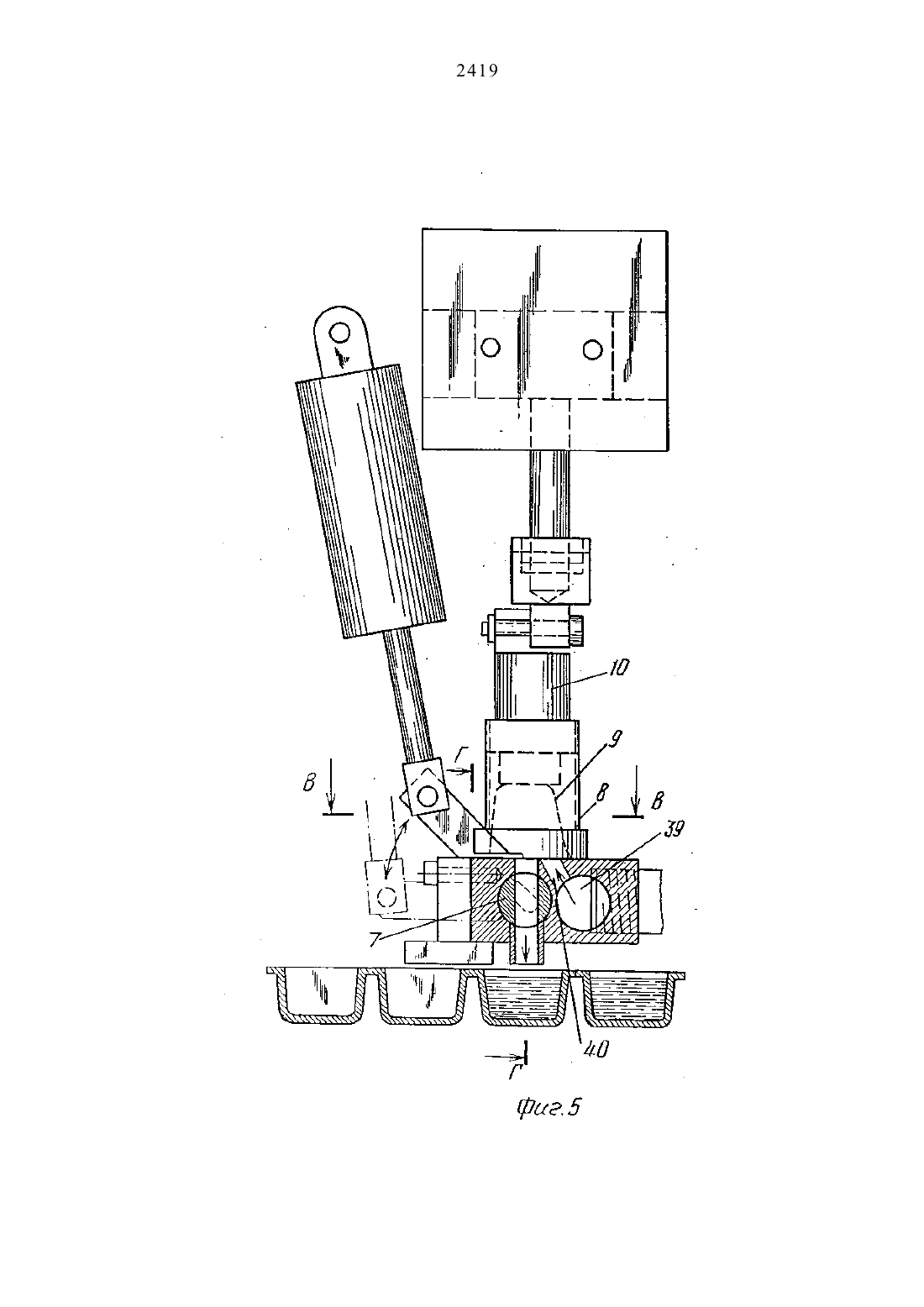
холодном состоянии. Одновременно с форМИрОЗЗНИМ И НЭЧОЛНВНИВМ ДОННОЙ ЧЗСТИ материала 1 осуществляется подача пленочного материала 12. который имеет обычно уже отпечатанную информацию. С помощью средства 11 к валику 23 осуществляется одновременная и параллельная транспортировка верхней части пленочногоИзвестно устройство для одновременного изготовления. наполнения и запечатывания заданного количества упаковок. содержащее средство для транспортирования с рулона термоформируемого пленочного материала для образования донной части упаковки. представляющее собой блок валиков. средство для нагревания пленочного материала для образования донной части упаковки, матрицу для формирования в ней стаканообразных полостей. средство для наполнения каждой из стаканообразных полостей равным количеством продукта.-средство для одновременного и параллельного транспортирования термоформируемого пленочного материала для образования верхней части упаковки. средСТБО ДЛЯ ТЕПЛОВОЙ ГЕРМВТИЗЗЦИИ И ЗЭЖИМЗ между собой донной и верхней частей упаковки, средство для совместной транспортировки пленочных материалов для донной и верхней частей упаковки и подачи их к обрабатываемым средствам, ножевые средства для продольного и поперечного разрезания донной и верхней частей материала,средство для отвода готовых упаковок и приемный валик для удаления обрезков материалов.Недостатком данного устройства является сложность конструкции и малая произВОДИТЭЛЬНОСТЬ.Целью изобретения является упрощение конструкции и повышение производиТВЛЬНОСТУЪНа фиг.1 изображено предложенное устройство. вид сбоку на фиг.2 - средство для нагревания. вид сбоку на фиг.3 вид сверху по линии АА на фиг.1 на Фиг.4 вертикаль 2419материала. Затем верхняя часть упаковки вместе с донной частью устанавливается в СЕКЦИИ укупорки и герметизации. в которойс помощью предварительно нагретых штампов происходит герметизация упаковки. После этого происходит разрезание упаковокный разрез по линии Б-Б на фиг.1 на фиг.5 разрез средства для заполнения полостей на фипбе видсверху полинии В-В на фиг.5 на фиг.7 вид в разрезе по линии Г-Г. на фиг.5 на фиг.8 - вид сбоку рулона для пленки. ножа для образования линии разрыва и средства регулирования на фиг.9 - вид сн изу по линии дтд на фиг.8 на фиг.10 вид сбоку вали ков для притягивания пленочного материала на фиг.11 4 разрез по линииЕ-Е на фиг.10 на фиг.12 разрез полинии К-К на фиг.10 на фиг.13 вид сбоку средства для разрезания в продольном и поперечном направлениях на фиг.14 - вид с торца по линии Л-Л на фиг.1 З на фиг.15 вид в плане по линии М-М на фиг.13 на фиг.1 б т вид готовой упаковки на фиг.17 вид ал ьтернативной упаковки.Устройство состоит из средства для транспортирования с рулона термоформируемого пленочного материала 1. для образования донной части. которое включает цепи 2 с укрепленными наних шпильками и звездочки 3. установленные на главном валу. средства 4 для нагревания, матрицы для формирования стаканообразных полостей. средства для подачи продукта под давлением в камеру. содержащие штангу 5 с образованными в ней отверстиями 6 для выдачи продукта. каждое из которых посредством средства для отсечки давления на продукт после заполнения представляющего собой клапан 7. сообщено с камерой 8. имеющей диафрагму 9 и поршень 10 для сброса даелений. средство 11 для одновременного и параллельного транспортирования пленочного материала 12 для образования верхней части упаковки, представляющего собой блок ведомых валиков, средства 13 для тепловой герметизации и зажима между собой донной и верхней частей упаковки. представляющего собой нагретые штампы с механизмом 14 их управления. средства 15 дляСовместной транспортировки пленочных материалов для донной и верхней частей упаковки и подачи их к обрабатываемыми средствам. штамп 16 для пробивки отверстий в пленке. ножевые средства П. 18 СООТВВТСТВННО ДЛЯ ПрОДОЛЬНОГО И ПОПЕ речного разрезания донной и верхней частей термоформируемого материала вдоль противоположных сторон стаканообразных полостей. средство 19 для отвода готовых упаковок и приемный валик 20 для удаления обрезков термоформируемого материала. при этом звездочка 3 устанавливается на главном валу 21. имеет пневматический приводдля надевания проТИВОПОЛОЖНЫХ БОКОВЫХ КОНЦОВ ППВНОЧНОГО материала используется цилиндр 22. а устройство может быть снабжено механизмом для выполнения перфорации по линии разрыва упаковки. содержащим ряд независимо установленных регулируемых лезвий 23. например. из вольфрамового карбида. средством для нагревания, включающим излучающий нагреватель 24 и ряд контактных нагревателей 25. расположенных по линии разрыва. и средством формирования выступа. включающим попарно установленные штампы 26 и матрицы 27. Устройство содержит также средство для формования. включающеематрицу 28. механизм 29 зажима. валики 30. режущий механизм 31. секцию штамповки 32. рулон 33. жесткий валик 34. фотоэлектрический элемент 35. на пленке образованы пирамидальные образования 36 для линии разрыва и стаканообразные полости 37, на штанге установлены лезвия 38 для разрезания полосы упаковываемого материала иобразованы отверстия 39. сообщенные с соплами 40.Устройство работает следующим образом.Термоформируемый пленочный материал 1 для образования донной части упаковки прерывистым движением подается в Секцию средства 4 для нагревания где он подвергается воздействию температурьл и затем подается в секцию формования где ОЗСПОЛОЖВНЭ ОДНЭ ИЛИ НЕСКОЛЬКО ГОЛОВОК матриц. Пленочный материал передается от одного средства к другому при поглощи пары цепей 2 с укрепленными на низ пзпинтьКЭМИ. КОТОрЫЕ приводятся ОТ ГПЭВНОГО зала посредством звездочки 3. можно использовать и другие альтернативные устройства ДЛЯ зажима ДЗННОГО ППСНОЧНОГО МЭТЕОИЭЛЗ. например зажимные приспособленигд установленные непосредственно на роликовой цепи.В секции формирования для изготовления упаковки используют либо вакуум либодавление воздуха. В первом случае вакуум образуется через небольшие. расположенные о матрице 21 штампа. отверстия. в резул ьтате чего осуществляется штампование предварительно нагретой пленки с приданием ей конфигурации матрицы. Давление ВОЗДУКЗ МОЖНО ПОДЭТЬ ТВКЖВ на ЕВОХНЮЮ поверхность пленки с конечным запрессовыванием предварительно нагретой пленки в матрицу штампа.В процессе формования пленочная заготовка зажимается по всей периферии каждой матрицы 28 штампа, которая удерживается в холодном состоянии с помощью воздушного или жидкого охлаждающего агента. В случае необходимости этот механизм 29 зажима может обеспечить вхождение матрицы 28 штампа в Предварительно нагретый материал. чтобы облегчить процесс регулирования толщины пленочного материала после формования упаковки.Матрицы 28 и механизм 29 зажима устанавливаются с возможностью возвратного перемещения. После образования в донной части пленки стаканообразньтх пустот матрица 28 перемещается вниз, а механизм 29 зажима поднимается вверх. давая тем самым возможность отформованной заготовке продвигаться дальше в секцию заволнения. где средство для заполнения будет загружать в каждую полость заданное количество продукта.Одновременно с формованием и наполнением донной части пленочного материала 1 пленочный материал 12. который имеет обычно уже отпечатанную информацию. устанавливается поверх каждой упаковки, Если использовать постоянный шаблон. когда не требуется никакой дополнительной регулировки. в частности не требуется выполнения операции точного совпадения верхней и нижней части заготовок. Данноеустройство обеспечивает точное совпадение точек расположения отпечатываомой на верхней части упаковки информации о тот момент. когда обрабатывается термоппастичньай пленочный материал для верхней части упаковки. хотя она С равным успехом может работать и с конструкциями постоянного шаблона С помощью средства 11 для одновременного и параллельного транспортирования пленочного аиатсриала и валиков 30 с постоянной передачей пленочная заготовка верхней части упаковки устанавливается параллельно и в непосредственной близости от только что отформованной и наполненной донной части пленочной заготовки. Затем верхняя часть упаковки вместе с донной частью устанавливается и СЕКЦИИ УКЧПОВКИ И ГЕОМЕТИЗЗЪЦИИ. ПООЙДЯпредварительно секцию проверки точного совпадения отпечатанной информации. в которой с помощью предварительно нагретых штампов средства 13 для тепловой герметизации и механизма 14 их управления происходит герметичное соединение донной и верхней частей пленочного материаЪа.После этого при перемещении заготовок происходит их разделение в продольном направлении посредством регулируемых лезвий 23 и отрезание упаковки от шпилек цепи 2, при этом протягивание пленки осуществляется протяжными валиками 24. После этого упаковки передаются в секцию конечной отработки. где происходит обработка упаковок в поперечном направлении с помощью режущего механизма 25. для образования закругленных или скошенных углов после продольного и поперечного разрезания упаковки. желательно располагать секцию штамповки 26 непосредственно перед секцией, в которой происходит первое разрезание.Если необходимо обработать штамповкой тол ько донную часть пленочной заготовки упаковки, тогда режущий механизм 25 можно располагать на более раннем этапе изготовления заготовки.Как видно по фиг.910. в момент формования и наполнения донной части пленочной заготовки происходит вытягивание верхней части пленочной заготовки протяжными валиками 24 и одновременный поворот с помощью того же механизма привода. который используется для поворота на олределенный угол донной части пленочной ЗЗГОТОВКИ. Верхняя ПЛЕНОЧНЭЯ ЗЭГОТОВКЭ сматывается с рулона 27 и проходит по установленному напротив жесткому залику 28. под которым расположены лезвия 29. положение которых регулируется. Эти лезвия образуют на верхней части пленочной заготовки зазубрины, которые служат в качестве линии разрыва упаковки. Средство 11 для одновременной транспортировки ПЛЕНОЧНЫХ МЭТВПИЭЛОВ МОЖЕТ ИЗМЕНЯТЬ СКОРОСТЬ ВДЩЕНИП В ЗЭВИСИМОСТИ ОТ СИГ нала фотоэлектрического элемента 30. который считывает информацию. чтобы подтвердить ее соответствие содержимому упаковки.В интервале между двумя системами ВЫТПЖНЫХ ВЗЛИКОВ УСТЭНЗВПИВЭВТСЯ ИЗЛУЧЗ тощий нагреватель 17 и ряд контактных нагревателей 18. причем центр каждого нагревателя 18 находится на одной линии с линиями разрыва упаковки. на один порядок ниже располагается ряд штампов 26 и Матриц 27.При повороте на определенный угол штамп 26 запрессовывает ромбовидные зоны в матрицы 27. образуя при этом горизонтальную линию небольших пирамидальных образований 36, по центру которых проходИТ ЛИНИЯ РНЗВЫЗа упаковки. при этом образования 36 верхней пленки должны точно совпадать со стаканообразными полостями 37 нижней пленки упаковки.Как видно на фиг.13 и 15 установлены несколько регулируемых лезвий 23 для разрезания упаковок на длинные полосы. а протяжные валики облегчают протягивание пленки. В секции конечной обработки установлена поперечная штанга с рядом твердьгх лезвий 38. которые разрушают полосы закупоренных упаковок. На каждой шпильке цепи 2 остается тонкая полоска пластического материала. которая наматывается на бобины, приводимые в движение мотором. Средство для заполнения каждой из полостей продуктом включает штангу 5 с образованными в ней отверстиями Б, диаметр- которых зависит от расфасовываемого про дукта, при этом отверстия 39 служат для впуска продукта. который подается под давлением. После полного заполнения диафрагмы продуктом, компьютердает команду по срабатыванию клапана 7. который отсекает и перекрывает дальнейшую подачу давпения. После этого ось вращения клапана поворачивается на 30. благодаря чему происходит центрирование поперечно просверленных в клапане отверстий с соплами 40. После этого поршни 10 давят на диафрагму 9 и продукт выходит через сопла 40 и поступает в стаканообразные полости 37. После этого поршни 10 поднимаются и происходит засасывание через сопла 40. что исключает каплеобразование.Весь блок наполнителей устанавливается таким образом. что его можно легко снять и промыть струей воды с последующим проПОПЭСКИВЗНИЕМ.1.Устройстводля одновременного изготовленищнаполнения и запечатывания заданного количества упаковок. содержащее средство для транспортирования с рулона термоформируемого пленочного материала для образования донной части упаковки,средство для нагревания пленочного материала для образования донной части упаковки. матрицы для формирования в материале стаканообразных полостей. средство для заполнения каждой из полостей ПЗВНЫМ КОЛИЧЕСТВОМ ПрОДУКТЗ. СЭЕДСТ во для одновременного и параллельного транспортирования термоформируемого пленочного материала для изготовленияверхней части упаковки. средство для теп ловой герметизации и зажима между собой донной и верхней частей упаковки. средство для совместной транспортировки пленочных материалов для донной и верхней частей упаковки и подачи их к обрабатываемым средствам, ножевые средства для продольного и поперечного разрезания донной и верхней частей термоформируемого материала вдоль противоположных боковых сторон стаканообразных полостей. средство для отвода готовых упаковок и приемный валик для удаления обрезков термоформируемого материала. о т л и ч а ю щ е е с я тем, что. с целью упрощения конструкции и повышения производительности. средство для наполнения каждой из полостей равным количеством продукта состоит из штанги с образованными в ней отверстиями для выдачи продукта, каждое из которых посредством клапана сообщено с камерой. имеющей диафрагму и поршень для сброса давления на диафрагму для принудительного выхода продукта из отверстий. средство для подачи продукта под давлением в камеру. средство дляотсечки давления на продукт после заполнения камер. при этом средство для обработки донной и верхней частей упаковок включает штамп для пробивания отверстийв пленочных материалах по углам каждой упаковки. средство для транспортирования с рулона термоформируемого пленочного материала для образования донной части упаковок содержит цепи с укрепленными на них шпильками, звездочку, установленную на главном валу для передачи прерывистого движения от главного вала к цепям. пневматический привод главного вала и цилиндр для надевания противоположных боковых концов пленочного материала. служащего для образования донной части на цепи со шпильками. а средство для одновременного и параллельного транспортирования пле ночного материала для изготовления верхней части упаковок включает блок ведомых валиков.2. Устройство по п.1 отл и ч а ю щ е ес я тем. что оно снабжено средствами механизма для образования перфорации по линии разрыва упаковок. содержащими ряд независимо установленных с возможностью регулирования лезвий. средством для нагревания. содержащим излучающий нагреватель и ряд контактных нагревателей,расположенных по линии разрыва упаковок в месте намеченного выступа. и средством формирования выступа. содержащим попарно УСТЗНОЭЛЕННЫЕ ШТЗНГИ И матрицы.
МПК / Метки
МПК: B65B 9/00
Метки: упаковок, заданного, количества, наполнения, устройство, одновременного, изготовления, запечатывания
Код ссылки
<a href="https://kz.patents.su/15-2419-ustrojjstvo-dlya-odnovremennogo-izgotovleniya-napolneniya-i-zapechatyvaniya-zadannogo-kolichestva-upakovok.html" rel="bookmark" title="База патентов Казахстана">Устройство для одновременного изготовления , наполнения и запечатывания заданного количества упаковок .</a>
Устройство для изготовления полупустотелых заклепок
Номер патента: 862
Опубликовано: 15.06.1994
Авторы: Непомнящий Аркадий Самуилович, Сидоров Геннадий Михайлович, Солдатенко Леонид Анатольевич, Силантьев Сергей Семенович
МПК: B21K 1/56
Метки: заклепок, устройство, полупустотелых, изготовления
Формула / Реферат:
Использование: устройства для изготовления изделий штамповкой; для изготовления полупустотелых заклепок, применяемых при производстве детских индивидуальных средств защиты от токсичных аэрозолей. Сущность изобретения: устройство для изготовления полупустотелых заклепок из проволоки содержит станину с зафиксированной на ней плитой и ползун. На плите установлены отрезная матрица и высадочная матрица с противным пуансоном и средством для удаления...
Устройство для изготовления полупустотелых заклепок
Номер предварительного патента: 138
Опубликовано: 20.12.1993
Авторы: Сидоров Геннадий Михайлович, Солдатенко Леонид Анатольевич, Силантьев Сергей Семенович, Непомнящий Аркадий Самуилович
МПК: B21K 1/60
Метки: изготовления, устройство, заклепок, полупустотелых
Формула / Реферат:
Изобретение относится к устройствам для изготовления изделий штамповкой, предназначено для изготовления полупустотелых заклепок и может быть применено в машиностроительных производствах. Устройство для изготовления полупустотелых заклепок из проволоки содержит станину с зафиксированной на ней плитой, имеющей отрезную матрицу и высадочную матрицу с прошивным пуансоном и средством для удаления заклепок, нож с накладными прижимными лапками, а также...
Устройство для изготовления сыра
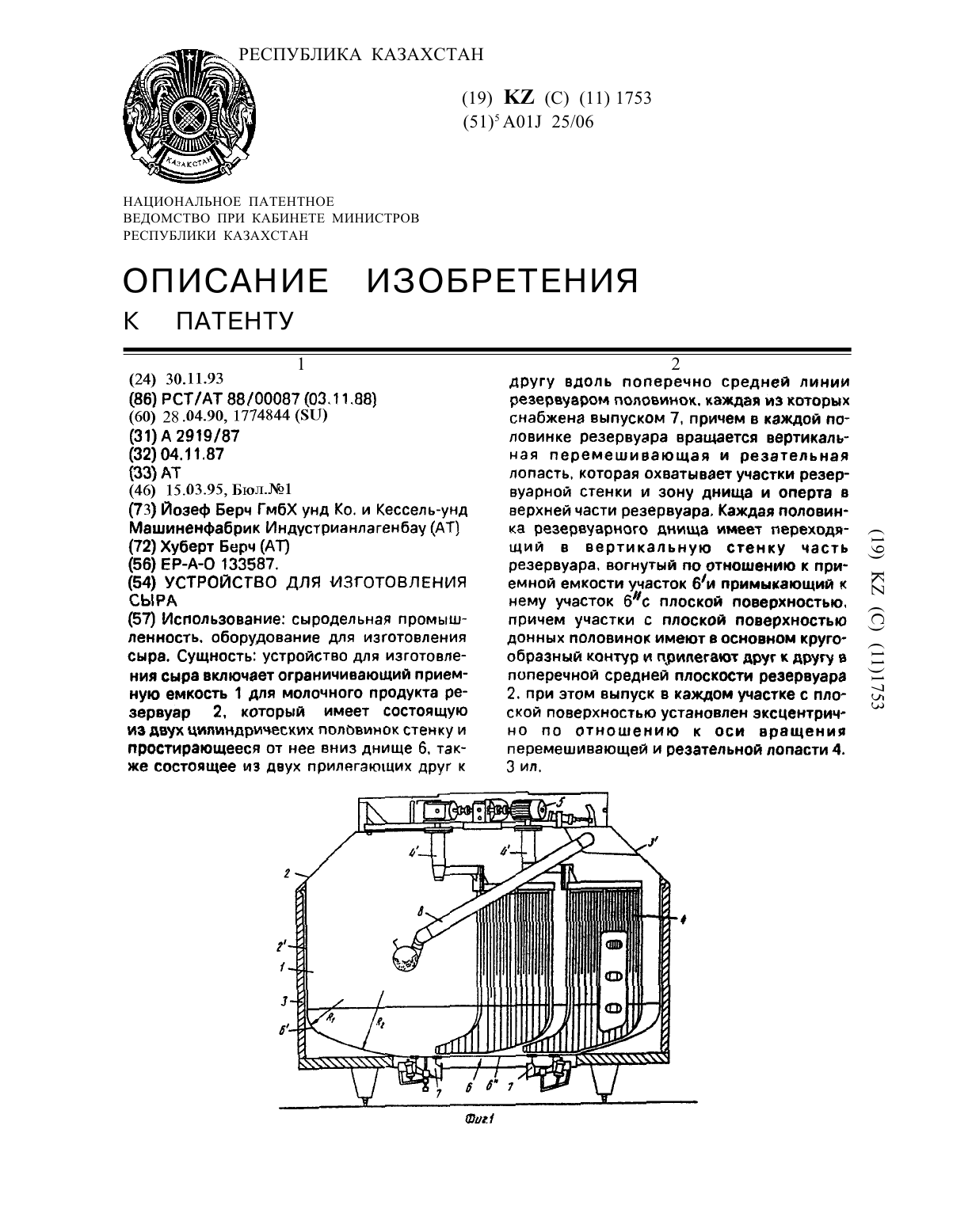
Номер патента: 1753
Опубликовано: 15.03.1995
Автор: Хуберт Берч
МПК: A01J 25/06
Метки: устройство, изготовления, сыра
Формула / Реферат:
Использование: сыродельная промышленность, оборудование для изготовления сыра. Сущность: устройство для изготовления сыра включает ограничивающий приемную емкость 1 для молочного продукта резервуар 2, который имеет состоящую из двух цилиндрических половинок стенку и простирающееся от нее вниз днище 6, так-же состоящее из двух прилегающих друг к другу вдоль поперечно средней линии резервуаром половинок, каждая из которых снабжена выпуском 7,...
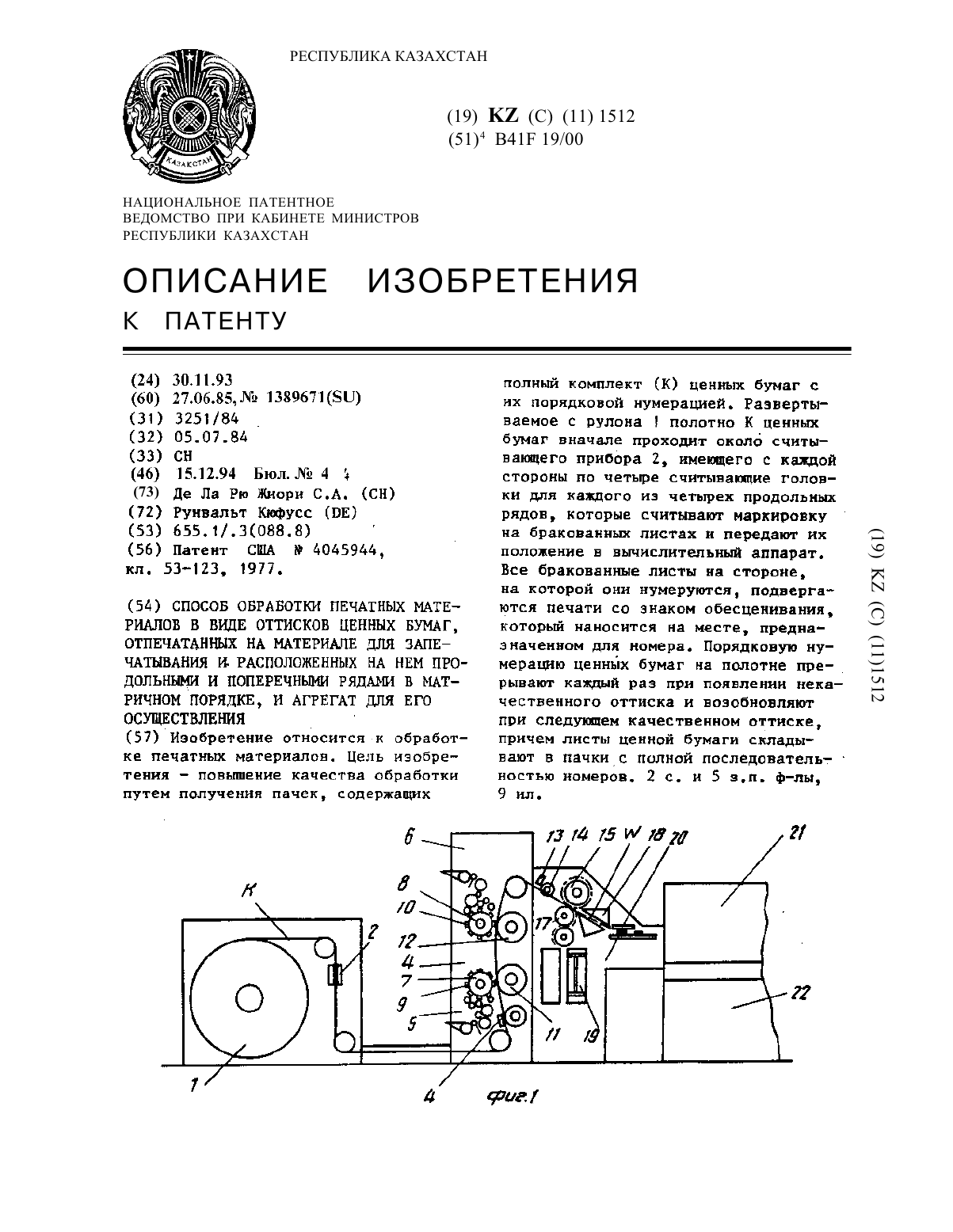
Способ обработки печатных материалов в виде оттисков ценных бумаг, отпечатанных на материале для запечатывания и расположенных на нем продольными и поперечными рядами в матричном порядке, и агрегат для его осуществления .
Номер патента: 1512
Опубликовано: 15.12.1994
Автор: Рунвальт Кюфусс
МПК: B41F 19/00
Метки: обработки, виде, рядами, ценных, материале, агрегат, отпечатанных, материалов, способ, запечатывания, поперечными, осуществления, матричном, продольными, печатных, нем, бумаг, порядке, расположенных, оттисков
Формула / Реферат:
Изобретение относится к обработке печатных материалов. Цель изобретения - повышение качества обработки путем получения пачек, содержащих полный комплект (К) ценных бумаг с их порядковой нумерацией. Развертываемое с рулона 1 полотно К ценных бумаг вначале проходит около считывающего прибора 2, имеющего с каждой стороны по четыре считывающие головки для каждого из четырех продольных рядов, которые считывают маркировку на бракованных листах и...
Способ изготовления первичной многократной формы для получения гальваностереотипов для металлографии и устройство для его осуществления
Номер патента: 1516
Опубликовано: 15.12.1994
Автор: Антонио Колуцци
МПК: B41N 1/04
Метки: устройство, способ, металлографии, первичной, получения, формы, многократной, изготовления, гальваностереотипов, осуществления
Формула / Реферат:
Использование: в полиграфии, а именно при изготовлении первичных форм для гальваностереотипов. Сущность изобретения: последовательное горячее прессование и охлаждение пластмассовой пластины с помощью оригинальной формы для получения на ней одинаковых повторяющихся рельефных изображений нагрев осуществляется токами высокой частоты. Устройство снабжено подвижной рамкой, где крепится пластмассовая пластина.
Предыдущий патент: Способ упаковывания жидких продуктов в рукав из термопластичного материала
Следующий патент: Устройство для формования трубчатого рукава из гибкого пленочного материала
Случайный патент: Самоклеющаяся марка и способ ее изготовления