Способ изготовления первичной многократной формы для получения гальваностереотипов для металлографии и устройство для его осуществления
Формула / Реферат
Использование: в полиграфии, а именно при изготовлении первичных форм для гальваностереотипов. Сущность изобретения: последовательное горячее прессование и охлаждение пластмассовой пластины с помощью оригинальной формы для получения на ней одинаковых повторяющихся рельефных изображений нагрев осуществляется токами высокой частоты. Устройство снабжено подвижной рамкой, где крепится пластмассовая пластина.
Текст
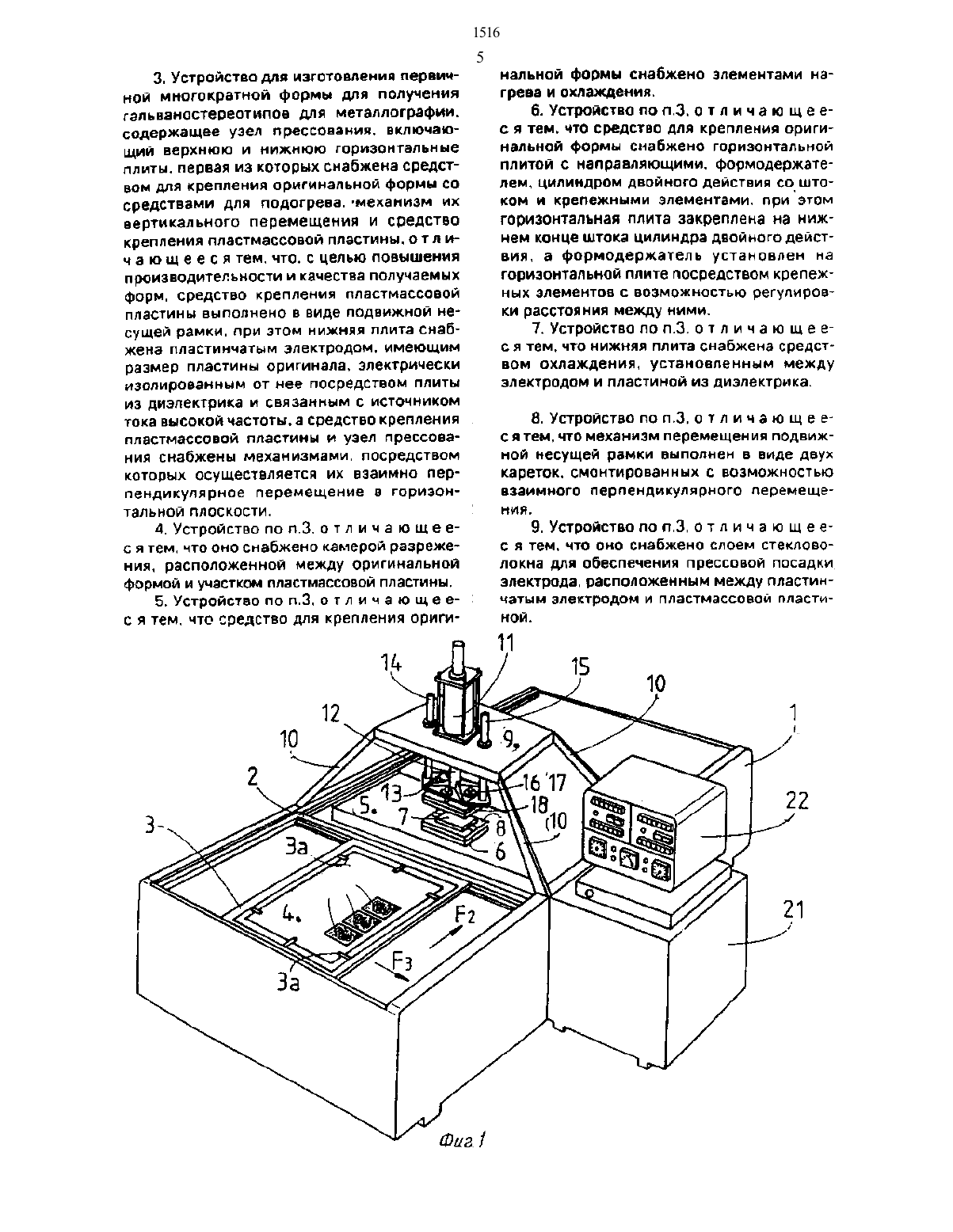
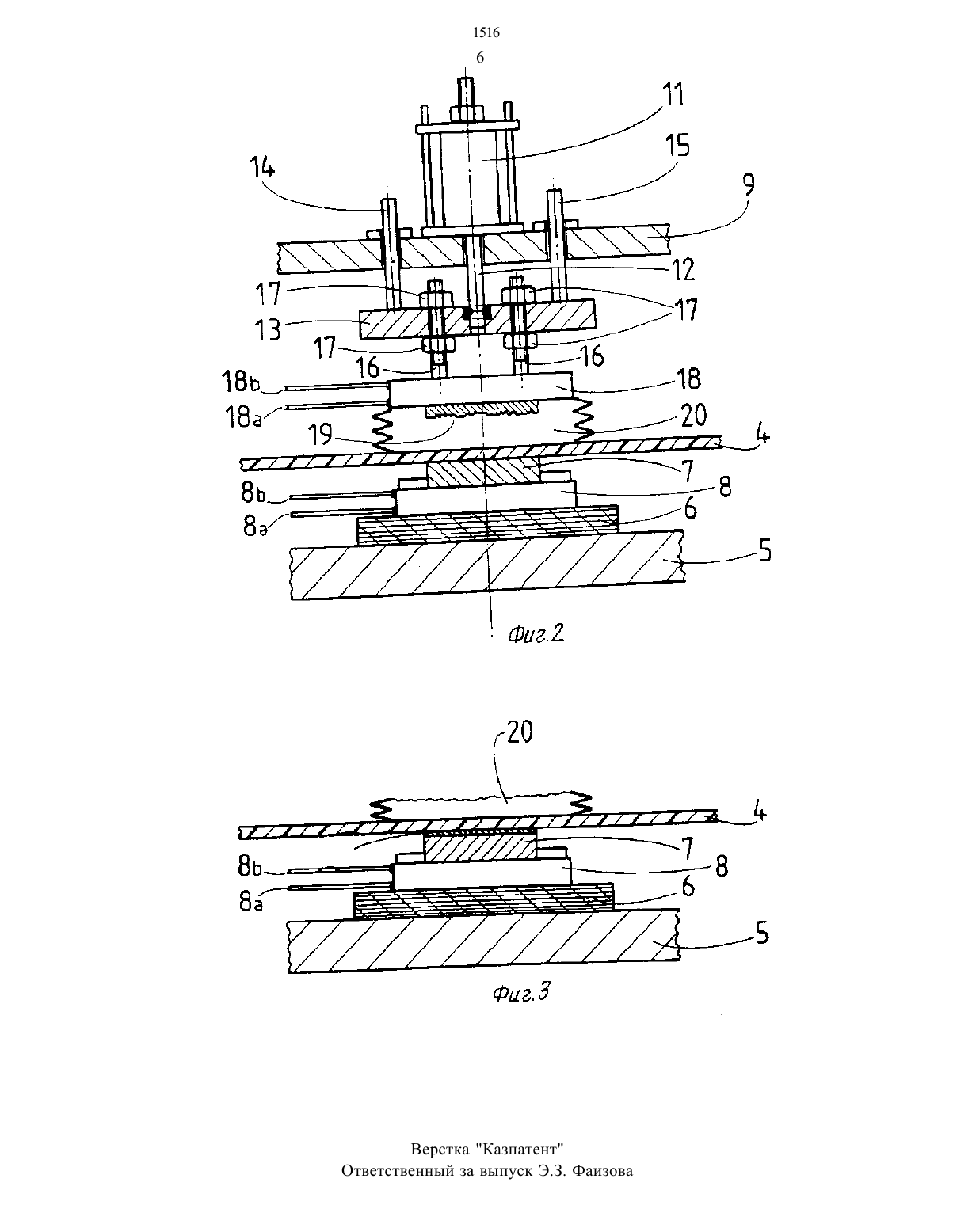
Описанные выше операции повтоРПЮТ до Тех пор. пока число полученных патриц пуансон для изготовления матриц. снабжен нык репродуцируемым оттиском. не будет соответствовать числу оттисков. которое необходимо расположить на металлографической печатной пластине. Такое последовательное изготовление патриц требует очень много времени, Чтобы теперь получить форму. снабженную многократными оттисками. то есть многократную патрицу. размеры которой соответствуют размерам изготавливаемой металлографской печатной пластины. поступают следующим образомСначала очень точно обрезают кромки каждой отдельной патрицы. чтобы получить патрицу с точно определенными размерами. Затем все патрицы располагают в необходимом порядке рядами и столбцами на плоской подложке вплотную друг к другу и временно приклеивают. Следующая операция заключается в том. что таким образом скомпонованные и приклеенные патрицы ввести в машину для сварки пластмассы. в которой все швы между смежными патрицвми завариваются. в результате чего получается многократная патрица в виде пластмассовой пластины. на которой имеется необходимое число оттисков. Такую многократную патрицу теперь необходимо тщательно отполировать и обработать таким образом. чтобы удалить излишний материал по сварочным швам и обеспечить совершенно гладкую и ровную поверхность между отдельными оттисками.вышеописанная технология сложна. требует большого количества времени и точно работающих специальных машин. Составление многократных форм из отдельных патриц должно производиться с очень большой тщательностью и точностью. чтобы а дальнейшем при печатании на машине для металпографской печати обеспечить точную приводку.Еще один известный способ. согласно которому печатная пластина для металлографской печати изготавливается с использованием указанной пластмассовой Формы. представляющей собой многократную патПЙЦЕСначала пластмассовую пластину покрывают слоем серебра. Затем на посеребренную поверхность методом элетролиза наносят слой меди. После этого пластмассовую пластину отделяют от слоя меди и получают пластину. которая представляет собой мгогократную медную матрицу с углубленными оттисками. Поверхность такой матрицы между оттисками обрабатываетсятаким образом чтобы она была совершенно гладкая и ровная. По этой многократной медной матрице изготавливается никелевая форма в виде мгогократной никелевой патрнцы. а затем никелевая форма в виде многократной никелевой матрицы. которая является собственной печатной пластиной для металлографской печати и устанавливается на форма-том цилиндре печатной машины. Эта печатная пластина подвергается окончательной обработке таким образом,чтобы. во-первык. поверхность между оттисками была совершенно гладкой и ровной и. во-вторых. обратная сторона печатной пластины. которая контактируете формным цилиндром. также была совершенно гладкой и ровной. Чтобы повысить сопротивление печатающей поверхности против истирания. ее покрывают слоем хрома.На фиг.1 изображена установка для изготовления многократной формы. вид в перспективе на фиг.2 - установка. частичный вид сбоку (увеличено) на фиг.3 вариант выполнения установки. частичный вид сбоку.Сначала описывается устройство для изготовления многократной формы и затем способ изготовления.Согласно фиг устройство имеет станину 1. на которой расположены все узлы устройства. Первая рамка 2. выполненная в виде каретки. смонтирована на станине 1 с возможностью продольного перемещения в горизонтальном направлении по стрелке Р 2. В нутри рамки 2 с возможностью перемещения по стрелке РЗ. то есть перпендикулярно направлению движения первой рамки 2. установлена вторая. несущая рамка 3. также выполненная в виде каретки. Несущая рамка 3 служит для расположения пластмассовой пластины 4. которая крепится с помощью фиксаторов За и из которой затем образуется многократная Форма с одинаковыми оттисками.Средний участок станины 1. на котором перемещается рамка 2. ниже плоскости перемещения на станине жестко закреплена опора 5. показанная на фиг.2. На этой опоре 5 располагается изолирующая плита б. на которой. как показано на фиг.2. размещается пластинчатый электрод 7. служащий для высокочастотного разогрева пластмассовой пластины 4. Между электродом 7 и изолирующей плитой 6 расположено охлаждающее устройство 8. в котором предпочтительно циркулирует охлаждающая жидкость, и которая с этой целью снабжена двумя трубоп роводами Ва и Вв для подвода и отвода этой жидкости. Над электродом 7 по вертикали находятся устройство для фиксации пластин. которое снабжено верхней крепежной панелью В. которая жестко соединена со станиной 1. например. с помощью четырех наклонных опор 10. На крепежной панели 9 установлен цилиндр 11 двойного действия. шток 12 которого проходит через панель 9 и на своем нижнем конце несет горизонтальную плиту 13. которая снабжена направляющим устройством в виде двух направляющих штанг 14 и 15. которые расолагаются параллельно штоку 12 цилиндра 11 и также проходят сквозь верхнюю крепежную панель 9. На этой горизонтальной плите 13 с помощью крепежн ых элементов 15. представляющих собой четыре винта с гайками 17, подвешен собственно формодержатель 18. который на своей нижней стороне несет оригинальную форму 19 с подлежащим размножению гравированным изображением и расстояние которого от горизонтальной плиты 13 устанавливается с помощью крепежных элементов 16. Формодержатель 18 предпочтительно снабжен устройством для нагрева и Охлаждения с помощью циркулирующей внутри горячей или холодной жидкости. которая по мере необходимости подводится по одному из трубопроводов 18 а и 183. а выводится по другому трубопроводу.Под формодержателем 18 предусмотрена камера 20. в которой создается разряжение. Камера 20 образована сильфоном. верхний конец которого закреплен на кромке формодержателя 18. а нижний конец находится в тесном контакте с пластмассовой пластиной 4.На пульте 21 находятся высокочастотный прибор 22. подключенный к электроду 7. а также различные органы управления. которые позволяют управлять. например. перемещением рамок 2 и 13. выполненных в виде кареток. работой цилиндра 11 с его поршнем. а также включением и выключением высокочастотного прибора.описанное устройство представляет собой лишь пример выполнения изобретения и допускает много ариантов конструкции Например. в отношении относительной подвижности между пластмассовой пластиной 4 с одной стороны и электродом 7 и оригинальной формой 19, с другой стороны. Вместо того. чтобы перемещать на станине 1 д аппавлениях элементов 12 и 13 только пластмассовую пластину 4. можно создать такую конструкцию. чтобы все устройство ДЛЯ фиксации Форм вместе с цилиндром 1 1 н оригинальной Формой 19. а также с элект 1516родом 7 могло перемещаться в одном из горизонтальных направлений по стрелкам Р или РЗ. а пластмассовая пластина д в этом случае может перемещаться в другом из направлений по стрелкам 2 или РЗ. либо все устройство с цилиндром Н. оригинальной Формой 19 и электродом 7 может перемещаться в обоих направления х, в то время как пластмассовая пластина 4 закреплена на станине 1 неподвижно.Согласно варианту выполнения между электродом 7 и пластмассовой пластиной 4 может быть предусмотрен расположенный на электроде слой 23 фигд. например. из стекловолокна. чтобы обеспечить хорошуюпосадку этого электрода 7 во время прессо вания.Ниже описывается предлагаемый способ. который осуществляется с помощью выше описанного устройства.Начинают С ПОДГОТОВКИ оригинальной формы 19 из металла. на которой нанесено подлежащее репродуцирование изображение в виде гофрированных линий и при необходимости точечные участки различной глубины. однако она может представлять собой рельефную форму. на которой репро дуцируемое изображение нанесено в видесоответствующих возвышений. Оригинальная форма 19 крепится на нижней стороне формодержателя 18.Кроме того. готовят пластмассовую пластину 4 из материала. деформируемого горячим прессованием. которая имеет практически те же размеры. что и пластина для металлографской печати, Пластина 4 может быть выполнена из поликлорвин ила. известного под торговым наименованием Совок.Пластмассовая пластина 4 при поднятом формодержателе 18 располагается в рамке 3. выполненной в виде каретки. и фиксируется регулируемыми крепежными элементами За в виде небольших зажимов. которые равномерно зажимают пластину 4 внутри рамки 3. С помощью обеих передвижных рамок 2 и 3 пластмассовую пластину 4 приводят в первое положение. в котором участок пластины. на котором должен получиться первый оттиск 24. находится точно под поднятой оригинальной формой 19 над электродом 7. который имеет приблизительно те же размеры. что и оригинальная форма 19.Для образования первого оттиска на пластмассовой пластине д формодержатель 18 сначала опускают с помощью поршня цилиндра 11 настолько. чтобы нижний конец камеры 20. образованной сильфоном. прилегал к пластине 4. С помощью не пока ванного устройства внутри камеры 20 создают вакуум на уровне приблизительно 80.после чего гравированную оригинальную форму 19 опускают на пластину 4. Чтобы осуществить горячее прессование. с помощью цилинра Н создают давление порядка 20 кг/см на пластмассовой пластине. прилегающей к электроду 7. которое в 5-10 раз ниже давления создаваемого согласно известному способу. В течение определенного времени. например 15-20 с. на электрод Т подают высокочастотное напряжение для высокочастотного нагрева пластмассовой пластины 4. Затем электрод Т отключают и пластину д охлаждают в течение 3-4 мин. пропуская охлаждающую жидкость через устройство 8 точно так же охлаждается оригинальная форма 19 путем пропускания охлаждающей жидкости через формодержатель 18.После того как температура упадет в достаточной степени. в камере 20 восстанавливают нормальное атмосферное давление. и подняв оригинальную форму 19. отводят ее от пластины д. Пластину 4 после этого перемещают во второе положение. соответствующее второму оттиску. или в направлении стрелки Р 2 или в направлении стрелки РЗ и производят снова в той же последовательности вышеописанные операции. в результате чего получают второй оттиск. Эту последовательность операцией повторяют до тех пор. пока на пластмассовой пластине 4 не будет получено необходимое количество оттисков. расположенных рядами и столбцами. то есть пока количество и расположение оттисков не будет соответствовать изготавливаемой металлографской печатной пластине.Таким образом. получают первичную многократную форму в виде пластмассовой пластины 4 с соответствующим количеством оттисков. Так как в рассматриваемом примере использовалась гравированная оригинальная форма. то Такая многократная форма представляет собой многократную патрицу с выпуклым рельефом. Наоборот. если используется оригинальная форма с выпуклым рельефом. то тем же самым методом. который описан выше. получают многократную матрицу. в виде пластмассовой пластины с оттисками в виде пластмассовой пластины с оттисками в виде углублений.С помощью полученной таким образом многократной формы известным способом изготавливают соответствующую металлографскую печатную пластину.Прежде чем оригинальную форму 19 привести в соприкосновение с пластмассовой пластиной д. может быть целесообраз 1516ным предварительно нагреть или только пластину-Ф с помощью высокочастотного нагрева. или пластину 4 и оригинальную форму 19. при этом в последнем случае в течение нескольких минут пропускают горячую воду через формодержатель 18. прежде чем оригинальную форму 19 опустить на пластмассовую пластину 4. Такой предварительный нагрев позволяет повысить качество оттиска. так как благодаря этому устраняются проблемы. связанные с различным расширением контактирующих друг с другом деталей различия в расширении могут отрицательно сказаться на качестве оттиска.Вместо того. чтобы для осуществления горячего прессования опускать формодержатель 18 на пластмассовую пластину 4, может быть создана такая конструкция. при которой формодержатель неподвижен, а электроды 7 со своей подставкой поднимаются для прижатия пластмассовой пластины 4 к оригинальной форме 19.Изобретение не ограничивается описанным примером выполнения, допуская в рамках изобретения многочисленные варианты.1. Способ изготовления первичной многократной формы для получения галь ваностереотипов для металлографии. за кл ючающийся в многократно повторяющейся установке пластмассовой пластины в юстировочное положение между оригинальной формой и нагревательной плитой для получения на этой пластине повторяющихся рельефных изображений. о т л и ч а ю щ и йс я тем. что. с целью повышения производительности и качества изготавливаемой формы. пластмассовую пластину устанавливают между оригинальной формой и плоскин электродом. установленным на нижней плите. размеры которого совпадают с размерами формы, предварительно нагревают оригинальную форму, после чего осуществляют горячее прессование С последующим охлаждением. при этом нагрев пластмассовой пластины производят токами высокой частоты. а повторное получение на пластине необходимого количества рельефных изображений путем горячего прессования и охлаждения осуществляют после относительного перемещения рельефной формы. плоского электрода и пластмассовой пластины в соответствующее положение.2. Способ поп.1.отпича ющийся тем, что горячее прессование пластины производят при разрежении.3. Устройство для изготовления первичной многократной формы для получения гальваностереотипов для металлографии. содержащее узел прессования. включающий верхнюю и нижнюю горизонтальные плиты. первая из которых снабжена средством для крепления оригинальной формы со средствами для подогрева. механизм их ертикального перемещения и средство крепления пластмассовой пластины. о т л ич а по щ е е С я тем. что. С целью повышения производительности и качества получаемых форм. средство крепления пластмассовой пластины выполнено в виде подвижной несущей рамки. при этом нижняя плита снабжена пластинчатым электродом. имеющим размер пластины оригинала, электрически изолированным от нее посредством плиты из диэлектрика и связанным с источником тока высокой частоты. а средство крепления пластмассовой пластины и узел прессования снабжены механизмами. посредством которых осуществляется их взаимно перпендикупярное перемещение в горизонтальной плоскости.д. Устройство по п.3. о т л и ч а ю щ е ес я тем. что оно снабжено камерой разрежения. расположен ной между оригинальной формой и участком пластмассовой пластины.5. Устройство по п.3. о т л и ч а ю щ е ес я тем. что средство для крепления ориги 1516НЗПЬНОЙ ФОРМЫ снабжено ЭЛЕМЕНТЭМИ нагрева и оклахсцения.6. Устройство по п.3. о т л и ч а по щ е еС Я ТЕМ. ЧТО СРЕДСТВО ДЛЯ крепления оригинальной формы снабжено горизонтальной плитой с направляющими. формодержатеЛЕМ. цилиндром ДВОЙНОГО ДЕЙСТВИЯ СО ШТО ком и крепежными элементами. лриэтом горизонтальная плита закреплена на нижнем конце штока цилиндра дойного действия. а формодержатель установлен на горизонтальной плите посредством крепежНЫХ ЭЛЕМЕНТОВ С ВОЗМОЖНОСТЬЮ регулировки расстояния между ними.7. Устройство по п.3. о т л и ч а ю щ е еС Я ТЕМ. ЧТО НИЖНЯЯ ПЛИТЗ снабжена СРЕДСР ВОМ охлаждения. УСТЭНОВЛВНННМ между8. Устройство по п.3. о т л и ч а ю щ е ес л тем. что механизм перемещен ия подвижной несущей рамки выполнен в виде двух кареток. смонтированных с возможностью взаимного перпендикулярного перемещения.9. Устройство по п.3. о т л и ч а ю щ е ес я тем. что оно снабжено слоем стекловолокна для обеспечения прессовой посадки электрода. расположенным между пластинчатым электродом и пластмассовой пласти НОИ .
МПК / Метки
МПК: B41N 1/04
Метки: первичной, получения, металлографии, гальваностереотипов, осуществления, устройство, формы, способ, изготовления, многократной
Код ссылки
<a href="https://kz.patents.su/6-1516-sposob-izgotovleniya-pervichnojj-mnogokratnojj-formy-dlya-polucheniya-galvanostereotipov-dlya-metallografii-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления первичной многократной формы для получения гальваностереотипов для металлографии и устройство для его осуществления</a>
способ получения медного порошка электролизом из сульфатных растворов и устройство для его осуществления
Номер патента: 1177
Опубликовано: 15.09.1994
Авторы: Спитченко Илья Викторович, Спитченко Виктор Семенович, Джалмагамбетов Бейсенбай Абдыкалыкович, Топаев Кыргызбай Кумекалиевич, Баимбетов Болотпай Сагынович, Плахин Геннадий Александрович, Сагадиев Булат Хамитович
МПК: C01G 33/00, B22F 9/16, C01G 35/00...
Метки: устройство, осуществления, медного, порошка, способ, получения, электролизом, сульфатных, растворов
Формула / Реферат:
Изобретение относится к области цветной металлургии, в частности, к получению медного порошка электролизом. Способ получения медного порошка электролизом из сульфатных растворов, включает электролитическое растворение в ванне медных анодов осаждение порошка в виде губчатых осадков на катодах при циркуляции электролита и снятие губчатых осадков с катодов. Растворение анодов и осаждение порошка проводят при напряжении в ванне, определяемом из...
Способ изготовления полиграфической продукции и машина для его осуществления К.Н.Сыздыкова
Номер патента: 465
Опубликовано: 15.03.1994
Автор: Сыздыков Казбек Нугербекович
МПК: B41F 17/00
Метки: способ, машина, к.н.сыздыкова, продукции, полиграфической, осуществления, изготовления
Формула / Реферат:
Сущность изобретения: способ включает бумагоделательный процесс с формированием бумажных листов, процесс нанесения красок цветного изображения на печатную форму, процесс многокрасочной плоской печати и брошюровочно-переплетный процесс. Перед нанесением краски печатную форму нагревают до температуры испарения воды и затем покрывают водой. Печатный процесс совмещают с бумагоделательным и брошюровочно-переплетными процессами. Краски наносят с обеих...
Способ закрепления печатных форм на формном цилиндре печатной машины для гравирования с катушкой и устройство для его осуществления
Номер патента: 1513
Опубликовано: 15.12.1994
Автор: Джон Мур
МПК: B41F 27/10
Метки: закрепления, гравирования, устройство, печатной, форм, цилиндре, машины, печатных, способ, осуществления, катушкой, формном
Формула / Реферат:
Изобретение относится к полиграфической промышленности. Цель изобретения - повышение качества печати. Слой клея наносят на часть поверхности цилиндрической рубашки, соответствующую ширине печатной пластины, причем длина слоя к периферии цилиндра предпочтительно больше длины пластины. Затем накладывают одни из печатных пластин на поверхность цилиндрической рубашки, покрытую слоем клея, после чего на поверхности цилиндрической рубашки и кромки...
Способ изготовления плашки Курилова
Номер патента: 1489
Опубликовано: 15.12.1994
Автор: Курилов Виктор Викторович
МПК: B23G 5/04
Метки: курилова, изготовления, плашки, способ
Формула / Реферат:
Изобретение относится к способу изготовления инструмента для нарезания резьбы. Цель изобретения - упрощение изготовления плашки. Способ изготовления плашки включает выполнение режущих перьев на боковой поверхности отверстия корпуса. Для корпуса берут пластину и изгибают ее из условия выполнения отверстия многогранным, для этого при изгибе пластины каждую последующую грань отверстия располагают выше предыдущей, а число граней отверстия выбирают...
Способ дозирования длинностебельчатого материала и устройство для его осуществления

Номер патента: 810
Опубликовано: 15.06.1994
Авторы: Шевченко Людмила Серафимовна, Джингилбаев Сеит Сарсенбаевич, Педан Николай Иванович, Локшин Анатолий Леонидович
МПК: A01F 12/10
Метки: длинностебельчатого, осуществления, дозирования, способ, устройство, материала
Формула / Реферат:
Изобретение относится к сельскому хозяйству. Цель изобретения - более равномерная подача длинностебельчатого материала. Способ дозирования длинностебельчатого материала осуществляют с помощью устройства, которое работает следующим образом. Сформированный стог подают транспортером 1 на питательный транспортер 3, на котором его разделяют на два потока, отдозированный материал выгружают с питательного транспортера 3, а излишнюю массу отводят с...
Предыдущий патент: Устройство для очистки сушильного цилиндра машины мелкографской печати
Следующий патент: Пассивный успокоитель бортовой качки судна
Случайный патент: Способ переработки урангадолиниевых скрапов