Способ закрепления печатных форм на формном цилиндре печатной машины для гравирования с катушкой и устройство для его осуществления
Формула / Реферат
Изобретение относится к полиграфической промышленности. Цель изобретения - повышение качества печати. Слой клея наносят на часть поверхности цилиндрической рубашки, соответствующую ширине печатной пластины, причем длина слоя к периферии цилиндра предпочтительно больше длины пластины. Затем накладывают одни из печатных пластин на поверхность цилиндрической рубашки, покрытую слоем клея, после чего на поверхности цилиндрической рубашки и кромки печатной пластины, параллельные оси цилиндрической рубашки, накладывают по меньшей мере один лист, имеющий одинаковые с печатной пластиной толщину и ширину, причем длина этого листа предпочтительно соответствует длине по периферии непокрытой поверхности цилиндрической рубашки. Вокруг печатной пластины и части накладываемого листа размешают стяжную ленту, длина которой больше длины пластины, а концы расположены по касательной к формному цилиндру, после нагревания слоя клея к точкам, равномерно распределенным на обоих концах стяжной ленты, прикладывают растягивающие усилия, направления которых перпендикулярны оси цилиндра, при этом приложение начинают от точек, находящихся в середине соответствующих концов, а продолжают симметрично от середины к периферийным кромкам цилиндрической рубашки. При затвердевании клея снимают стяжную ленту и лист или листы с цилиндрической рубашки и повторяют данные операции на другой части поверхности цилиндрической рубашки до тех пор, пока не закроют всю поверхность цилиндра.
Текст
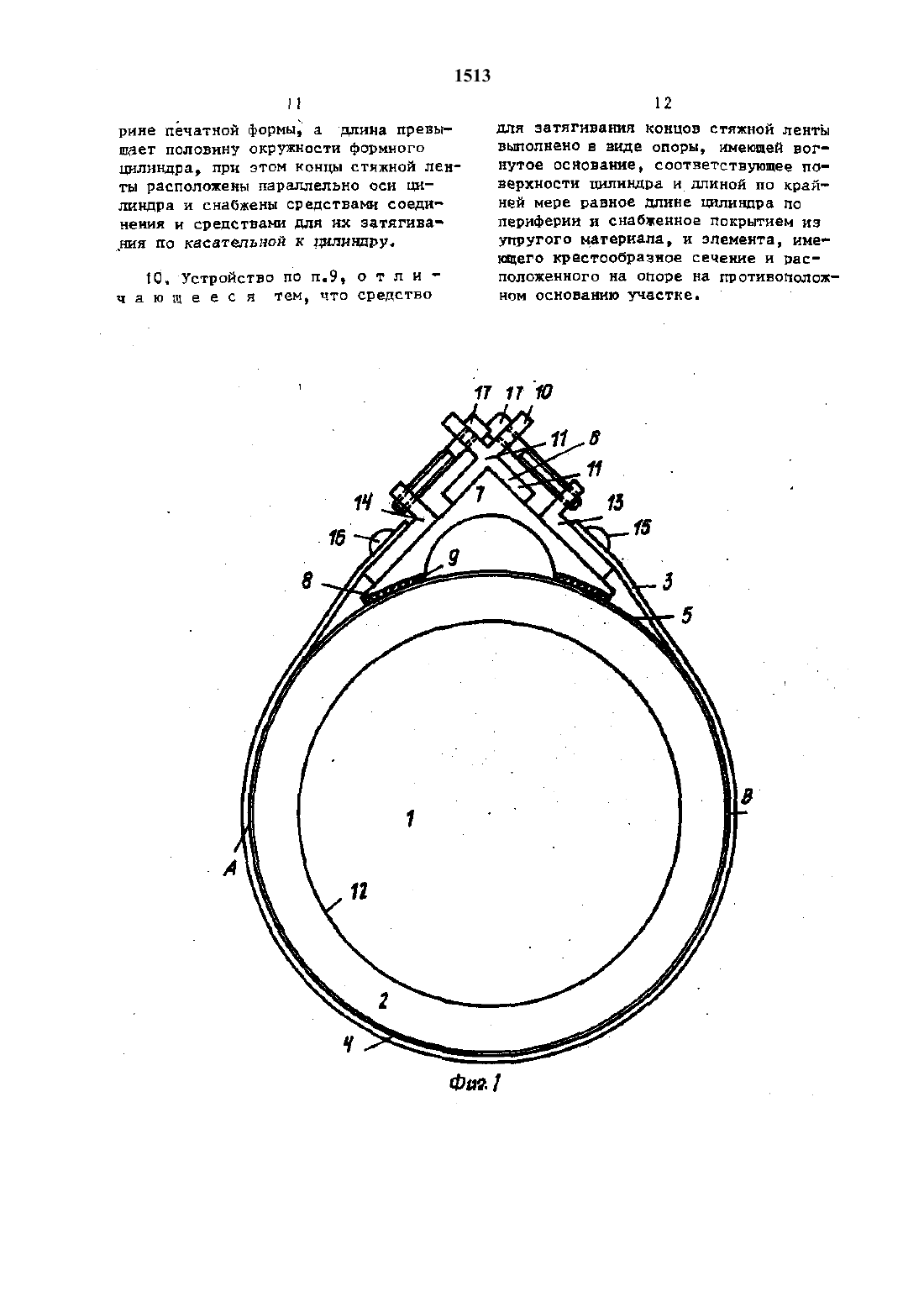
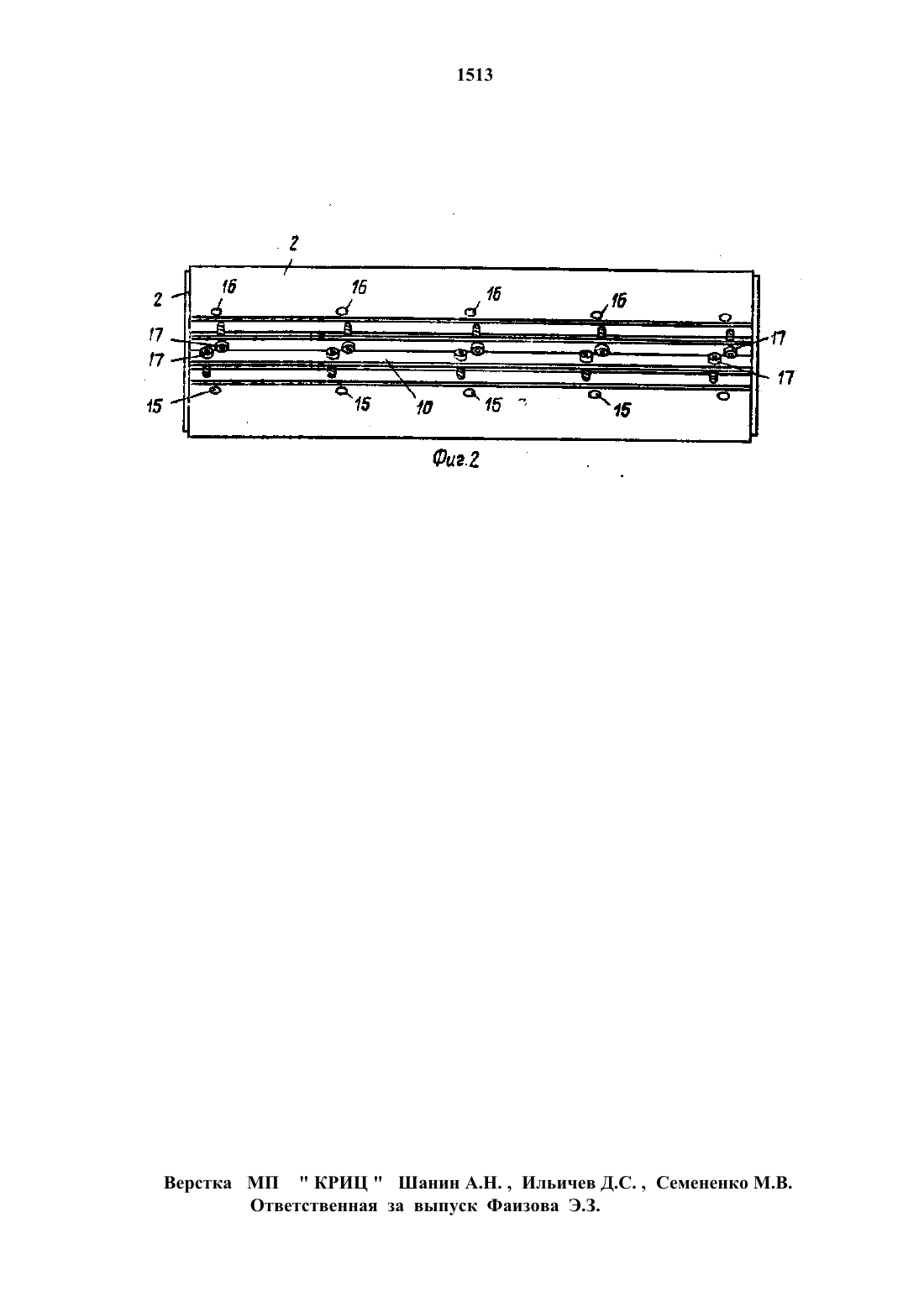
рздиальнъй разрез на фиг.2 то же,азид в плане.- Способ закрепления печатных форм формном шшиндре печатной машины для гравирования с катушкой, заключается в том, что на шшиидрическутрубашку ИЗ ПЛЕЪЕТИЧНОГО материала, на пример стали, ьпалинлра наносят слой клен, затеи центрирут- на ней не ненее двух печатных пластингнагреват слой клея и радиально растягивают вческую рубашку с помощью махают-ес ких средств но размеров диаметра форк Ного Шлнндра нечетной мошны, при чем слои клея наносит на часть повер хности хшхшндрической рубашки, соответствующую ширине печатной тис-тины, причем дпина слоя к периферии пептидра предпочтительно больше шиши плес ГННЫ, затем НЗКЛЗДНВДИТ ОДНУ ИЗ ПЕчаш-шик пластин не поверхность дитя-ищ рхшеекой рубанки, покрытой слоек клея, после чето не поверхности пнлиндричеснои рубашек н иронии печетной штативы, перишетяыше осн шт пластической рублики, вошедшем по меньшей мере один лист, анемия одинаковые с печатной пластиной трещину ти ширину тлеем длине этого топоте,предпочтительно соответствует длине по периферии непокрытой поверхностиц ПОПЕРВЧНЪШ КРОНОК ППДСТИНН ВЯЗНВХЮТгстявную стальную ленту шкива которой больше длины мистики, а ковш-у респопоиеив по постельной к фора-пюму гогшкндру, причем после нетрезвым слоя спел, н точная, непомерно респрецепеевтн ее обспл воем стяжной ленты, таиландцам растягивание усилит, исправления которых перпен дикулярны оси потише, т этом при ЛОЖЕНИО Н-ЕЧИКВЮТКЪЦ ТОЧЕК, НВЗЩПсросся в середине соответствующих нов ЦОВ, Е ПРОДОПЖВПП СНЮОЕТРИЧПО О СЕрической рубанки, затем при затвердевания клея сдохнет отнято ленту и гщст или листы с шшиндрнчгсйой рубашкой, наносят слой клен не др тую часть поверхности шиши-ческойверкности второй печатной шистипн,накладывают вторую печатную плестнну на слой клея, при этом на ослепитпасть поверхности шллндре накладывают один или несколько листов. лов торно стягивают пластины и лист стн ной лентой и притапьсват растягивал шине усилии до момента затвердевани слоя клея, затем снимают стяжную пе ту н снимают растпгивашее усидтис, данные операции повторяют до запели ния поверхности форт-оного цилигщра, при этом канавки между гластинамъг 3. полнит наполнителем и обрабатывают двигай участок до оплошности поверхности. Канавка между пластинами за ПОЛИЦИИ ПУТЕМ ЭЛЕКТРООСЗЖДЕНИН ТОГОже материале, что и печатные пластивы, предпочтительно никелем. Ыаневк между пластинами могут быть также заполнены припоем из того же материала, что и печатные пластины, в час кости поселен, или канавки фрезеруют и заполняют полосой металтла соответствующих размеров того же материала,что и печатные шшстины, в частности никелем, причем. капут полосу приконруит с двух сторон сварной. Кроме то гр, канавки между пластинами могут быть заполнены . эпоксидные клеем . После заполнения н обработки канавок не почетную поверхность форкного цилиндре давнишним- слой хроме. Штепцин лигетерщлок слоя является пленка из клейкого материала, причем накледывеенш лист или листы вшопнсны из того же материала, что и печатные мартини.Устройство то закрепления печатник форм не фортов шшнндре печатной шпиц содержнт- иоштчесшй вел 1, установление-т не нем шлиндр .2 состоящий из цитологической рубашки,полость которой кисет конусиость, ст ответствующим ткет-тесному валу, средство подогрева шлнндрической рубли ли 2 (не показано), металлическую степную ленту 3, шрине которой по и. крайней мере ровна ширине печатной формы, предс-товарищей собой пластины 6 или 5, а длине превышает половину окружности формиата цилиндра 2, при зтон ковш стяжной ленты 3 располовеиъ пардплелъно оси шлнндоа 2 и сиабиенн средствами соединения н средствами для их затягивания по каостальной шишддгъ. Средство б для затягивания концов ленты 3 вьптолиечпо в виде опоры 7, имеющей погнутое основание. 8, соответствующее повернностн кориандра 2.и по крайней мереравное длине тшлннпра 2 по пернферъш,снабженное покрытием 9 из упругого материала, и элемента 10, имеющего крестообразное сечение, расположенного на опоре 7 на противоположномоснованню 8 участке 11. Способ закрепления печатных форм на формном шшнндре (в-данном случае с двумя печатными формами) печатной машины для графпнрования с катушкой осуществляется следующим образом. Формнъяй шцшндр 2 готовят обычными методами н ньшопияют его н виде цилиндрической рубашки, внутренняя стенке 12 которой имеет небольшую конусность. Гравирование пластины вытолкат- такяе известным методами,гравируя изображение, печатаемое на кетувке (не изобравеноДна двух никелевых пластинах. Затем сгибают обе пластины, пропуская их через комплект роликов, причем их. радиус соответствует радиусу щткндра, ни точно отрезают по псине н по длине так, чтобы они соответствовали длине -и нарукной поптокрувгности шшшщрическон рубанки 2. Щшядрнческуп 9316811111 2 реамеват на валу 1, который-имеет конусность, соответствующую конусноети стенки 12 щшндрической рубашки 2. Рубену 2 продвигают для получения радикального растяжения, соответству щего растяжению, которою-будет подг верваться формиат цилиндр, когда он будет установлен на валу печатной машин (не показана). Растяжение со ОТПТСТЗУЕТ УВЩШЧВНИЮ диаметре ДНЗатеи на половину поверхности дншнщра 2 в исправления к-пернферъщ его рубанки наносят слой клен, впастностн пленку эпоксидные клее, причем пленка в действительности покрывает несколько больше половины поверхности щтлицдра. На поверхности,покрытой эпоксидной пленкой, размевевп первую печатную Форм в видещщндрической рубашке 2 таким обрек вон, чтобы обе ее кромки бьет пара-пленены валу 1 шшнндраддли такой подгонки и удержания пластины 4 в этом положении можно, например. не . пользовать два кольца (не нвобревен),выпяченные в нал 1 с обеих сторон шитпццрической рубанки 2, диаметр которнв больше диаметра рубашки и на которых модно размешать пальцы (неизображена) дист-упадите аксналвйЧз направлении к цилиндрической рубашке 2 для аксиальной поддержки печатной формы 4. Пальцы взаимодействуют с гнездами (не показаны), наполненными с этой целью на загнутых краях пластины д. Правильно установленная пластина 4 фиксируется н этом месте с помощью двух заклепок (не показана), которые можно ввести около обеих иаогнутьн кромок пластины. Заклепки взаимодействуют с двумя соответствующим отверстиями, вьатопненгсьеас в шшиндрнческой рубашке 2.Затем за графированиой пластиной 4 на второй половине тантрической рубанки размещают лист, образовавший второй неграниронанной мастикой 5,пиццей точно такие же размеры, как н вторая гравированная штастина, ко ТОУС РЕГЩТСЯ БПОСЛВДСТВИН так, ЧТОбы боковая поверхность формиат-о ци- хшндра битве сштошнойрвторав пласти на 5 удерпваетса на месте временны-ни средствами, Шпрннер силой-гневетн, превышен вел 1, так что второе мастика 5 находится на верхней. полониве цилиндра. Затеи на первую пластину 4 устанавливает оттени стальную ленту 3,лирика которой равна длине формиата щшн-ндра, а- длина больше его полуокрулностн. д дОба конца ленты 3 снабжены двум Ь-обрааньве профилями 13 и 14. Кромки ленты 3 закреплены на одной ив полокпреофвлей винтами 15 н 16. вторне- полки профилей 13 и 14 снабжены нарезанием отваре-титек.На второй плестннебустановпена опора 7 своей штиндрнческой вогнутой поверхностью, снабженной упругим материалом 9 для предопределит повреждение поверхности шествии 5. На верхней части опоры 7 установлен элементу 10, инозин крестообразное сечение. Элемент 10 монет быть закреплен на опоре 7, например, путем сварки или завинчивания. Обе рьпага элемента 10, выводящие ае пределы опоры 7,снабвевн отворотами, в которые вкодвт болты 17, оплачивавшие в нарезаннве отверстие профилей 13 и 14 Ввинчивая или выплачивал 6 о.птн 17 из нарезанные отверстий, увеличивают или умении растеппещее УсилиеДо приложения растягивающего уснлин нагревают пленку клея между пластиной д и цлиидрической рубашкой 2,нагревая, например, вал 1, Когда клей хорошо раэмягчится, начинают натягивать ленту 3, прилагая растягивающие усилия при помошш болтов 17,Сначала затягивают болты, находящиеся в середине элемента 10, и продолжают затяжку симметрично к краям. Таким образом излишек клея выталкивается к краям н удаляется, так как скоплениеоставшегося клея под плестиной 4 может привести к деформаци последней н, следовательно, боковой поверхности формного цлнндра.На стыках А и В мецдупластннамм 4 н.5 боковая поверхность формного цилиндра является сплошной, и растягивающие усилия, действующие на всю пластину д, включая обе кромки, являются равномернын. для обеспечения этой равномерности, устранения повреждений, на кромкахпластнны 4,обеспечения сплошности поверхности у стыков А и Вонанесена пленка клея более чем на половину боковой поверхности цилиндрической рубашки.Когда достигнута требуемая затянка, прекращаютнагрев клея и охлажда ют его искусственно или естественным путем. Когдаохлапдение закончено,снимают ленту 3, опору 7 элемент 13 и пластину 5, отклеивая обе ее края около стыков А и В, наносят пленку клея на вторую половину поверхности цилиндрической рубашки, размещают вторую гравироваиную пластину, охрулают ее лентой 3, а затем поступают,как указано выше. Причем в данном случае основание В опоры 7 опирается на поверхности гравированной пластины 4, иаклееной ранее. Когда закрепление второй пластины закончено, снимакп ленту З н опору 7.Затем заполняют канавку междукромками обеих гравированных пластин следУЮЩм образом.Если изображение, печатаемое на катушке во время одного полного оборота шшнндра не является сплошным по прямым стыкам между пластинами,т.е. имеются пустые пространства,проходящие на пластинах в аксиальном направлении и соответствующе частям-бумаги, которые будут обрезаны и уда лены при обрезке, то в этом случае заполняют канавки зпокснднм КЛЕЕМ8 и после его затвердевания обрабатывают для получения достаточной сплошности боковой поверхности цилиндра.Если изображение, лечатаемое на катушке, Должно быть совершено сплошным напротив стыков, то необходимо чтобы боковая поверхность формного Цилиндра была совершенно сплошной.В этом случае заполняют канавки ЭЛЕКТРООСЗЖДЕННЕН ИЛИ СБЕРКОЙ, например лазерной, тем же материалом, из которого выполнены пластины, в частности никелем, и затем обрабатывают поверхность до получения совершенно сплошной боковой поверхности или фрезерованием (или другим способом) создают равномерную канавку, предпочтительно прямоугольного сечения, между примыкающими кромкам обеих пластин н вводят в.нее полосу из того же материала, из которого выполнены пластины, предпочтительно никеля, имеющую размеры, соответствуюие размерам канавки, и затем.обрабатывают эту часть для получения сплошной боковой поверхности цилиндра..Закончнв.шпифовеие поверхности,снимают формный вилнндр с вала. Наносят спой хрома на всю боковую поверхность формшого цлиндра, погружал его в электролитическую ванну (слой хрома 8-10 мкм).Вместо использования второй пластины 5 при приклеивани первой гравированнои пластины 4 можно использовать две полосы, размещенные за обеим кромкам пластины д, но их установка на место несколько затруднена и предпочтительно применять целую пластнну. .На цлнндре можно эакреплятьболь ше пластин, например три.Предлагаемы способ закрепления пластин на цилиндрической рубашке более прост и дешев и позволяет обеспечить сплошность боковой поверхности формного цилиндра, а следовательно повысить качество печати.Ф 0 р м у л а и-з о б р е т е н и я 1. Способ закрепления печатных форм на формном цилиндре печатной ма шины для гравирования с катушкой,заключающийся в том, что на цлиндрИ ческую рубашку из пластичного материала, например стали, цилиндра наносят слон клея, затем центрируютна ней Не МЕНЕЕ ДВУХ печатньп ПЛНС тик, нагревают слой клея и радиально растягивают в пределах упругой деформации цилиндрическую рубашку с помощью механических средств до размеров циаметра формяого цилиндра печатной машины, о т л и ч а ю щ и йс я тем, что, с целью повышения качества поверхности формного цилиндра путем обеспечения ее сплошности, слой клея наносят на часть поверхности цилиндрической рубашки, соответствующую ширине печатной пластины, причем длина слоя к периферии Цилиндра предпочтительно больше длины пластины, затем накладывают одну из печатны пластин на поверхность цилиндрической рубашки, покрытой слоем клея,после чего на поверхности цилиндрической рубаши н кромки печатной пластины, параллельные оси цилиндрической рубащки, накладывают по меньшей мере один лист, имеющй одинаковые с печатной пластиной толщину и ширину, причем длина этого листа предпочтительно соответствует длине по периферии непокрытой поверхности цилиндрической рубашки, вокруг печатной пластины и части накладываемого пота или листов по крайней мере у поперечным кромок пластины раамещают стяжную стальную ленту,длина которой больше длины пластины,.а концы расположены по касательнойк формному цлнндру, причем после нагревания слоя клея к точкам, равномеро распределении на обоих концах стяжной ленты,-прикладывают растягивающе усилия, направленя которыкперпенднкулярны осн цилиндра,при этом приложение начинают от точек,накодящкся в середине соответствующих концов, а-продолжают симметрично от.середины к периферийным кромкам цлиндрнческой рубашки, затем при эатвердеван клея снмают стяжную ленту и лист или листы с цилиндрической рубашки, наносят слой клея на другую часть поверхности цилиндрической рубашки, соответствующую размерам поверхности второй печатной пластины, накладывают вторую печатную пластину на слой клея, при этом на непокрытую часть поверхности цилиндра накладывают один или несколько лстов, повторно стягивают пластны и лист стяжной лентой и прикладывают растягивающее усиле до момента зат 10вердевання слоя клея, затем снимают стяжную ленту и снимают растягивающее усилие, данные операции повторяют до полного покрытия поверхности цилиндра, при этом канавки между пластннам заполняют наполнтелем и обрабатывают данный участок до сплош ности поверхности.ППЗСТННЗМН ЗЗПОЛНЯЮТ ПУТЕМ электро осакдения того же материала, что и печатные пластины, предпочтительно никелем. 3,Способ по л.1, о т л и ч а ю щ и йс я тем, что канавки между пластинаи заполняют припоем на того же материала, что и печатные пластины, в чаотностиникелем. 4. Способ по п.1, о т л и ч а ю Щ и й с я тем, что канавку между пластинами фрезеруют и заполняют полосой металпа соответствующих размеров того же материала, что н печатные пластины, в частности-никелем, причем каядую полосу фиксируют с двух сторон сваркой . - 5.Спосо 6 по п.1, о т л и ч а ю щ и й ся тем, что канавки между пластинами заполнят шюксидннм- клеем 6. Способ по пп.1-5, О тл нч аю щ и й с я тем, что после.аалолиеня и ооработки канавок на печатную поверхность формного цнпндра накладышают слой крона.-7. Способ по п.1-6, о т лн ч аю ц и й с я тем, что клеящим материалом слоя является пленка не клейкого материала. Г - - . 8. Способ по лп.17, от л н ч ч а ю щ н й с я тем, что лист или листы выполнены из того не материала,что и печатные пластины.- 9. Устройство для закрепления печатныпформ на формном цилиндре Печетной машины для гравированя с ка тушкой, содержащее конический вал. установления на нем цпндр, состот ящй- не цлинлрической рубашки, полость которой имеет копченость, соответствующую коннческому 38 ЛУ И средство подогрева шшиндрической рубашки, о т л и ч а ю Щ е е с я ТЕМ что, с целью повышения качества печати, формиый цилиндр дополнительно снабжен-металлической, Предпочтительно стальной, стяжной лентой,-ширина которой по крайней мере равна шпг
МПК / Метки
МПК: B41F 27/10
Метки: печатных, закрепления, катушкой, цилиндре, печатной, форм, формном, способ, машины, осуществления, устройство, гравирования
Код ссылки
<a href="https://kz.patents.su/7-1513-sposob-zakrepleniya-pechatnyh-form-na-formnom-cilindre-pechatnojj-mashiny-dlya-gravirovaniya-s-katushkojj-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Казахстана">Способ закрепления печатных форм на формном цилиндре печатной машины для гравирования с катушкой и устройство для его осуществления</a>
Способ крепления и регулировки печатной матрицы на формном цилиндре ротационной печатной машины и устройство для его осуществления
Номер патента: 1510
Опубликовано: 15.12.1994
Автор: Антонио Бономи
МПК: B41F 15/12
Метки: регулировки, способ, ротационной, матрицы, формном, осуществления, крепления, цилиндре, печатной, машины, устройство
Формула / Реферат:
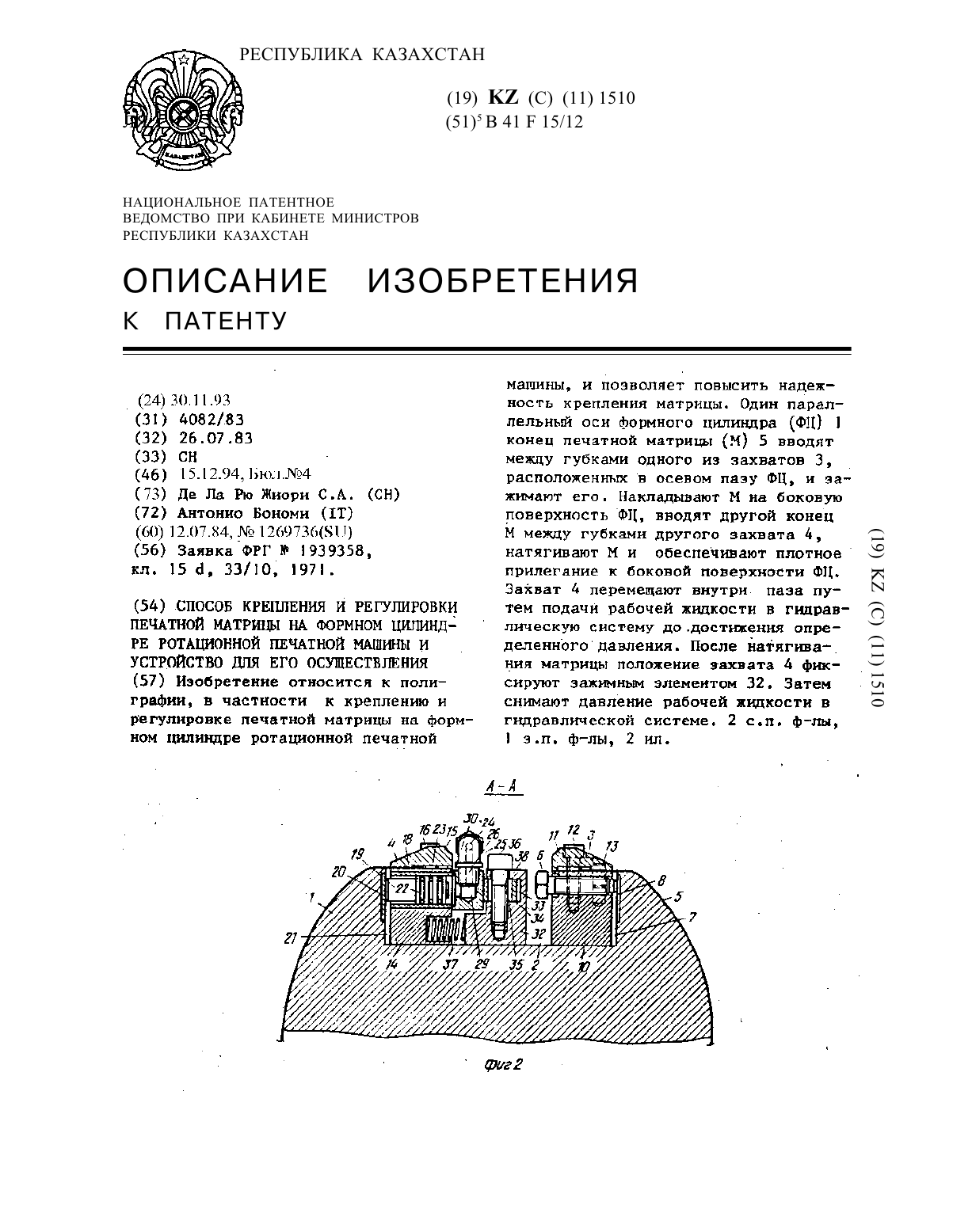
Изобретение относится к полиграфии, в частности к креплению и регулировке печатной матрицы на формном цилиндре ротационной печатной машины, и позволяет повысить надежность крепления матрицы. Один параллельный оси формного цилиндра (ФЦ) 1 конец печатной матрицы (М) 5 вводят между губками одного из захватов 3, расположенных в осевом пазу ФЦ, и за жимают его. Накладывают М на боковую поверхность ФЦ, вводят другой конец М между губками другого...
Цилиндр ротационной печатной машины
Номер патента: 1511
Опубликовано: 15.12.1994
Автор: Хартмут Карл Зауер
МПК: B41F 29/04
Метки: печатной, машины, цилиндр, ротационной
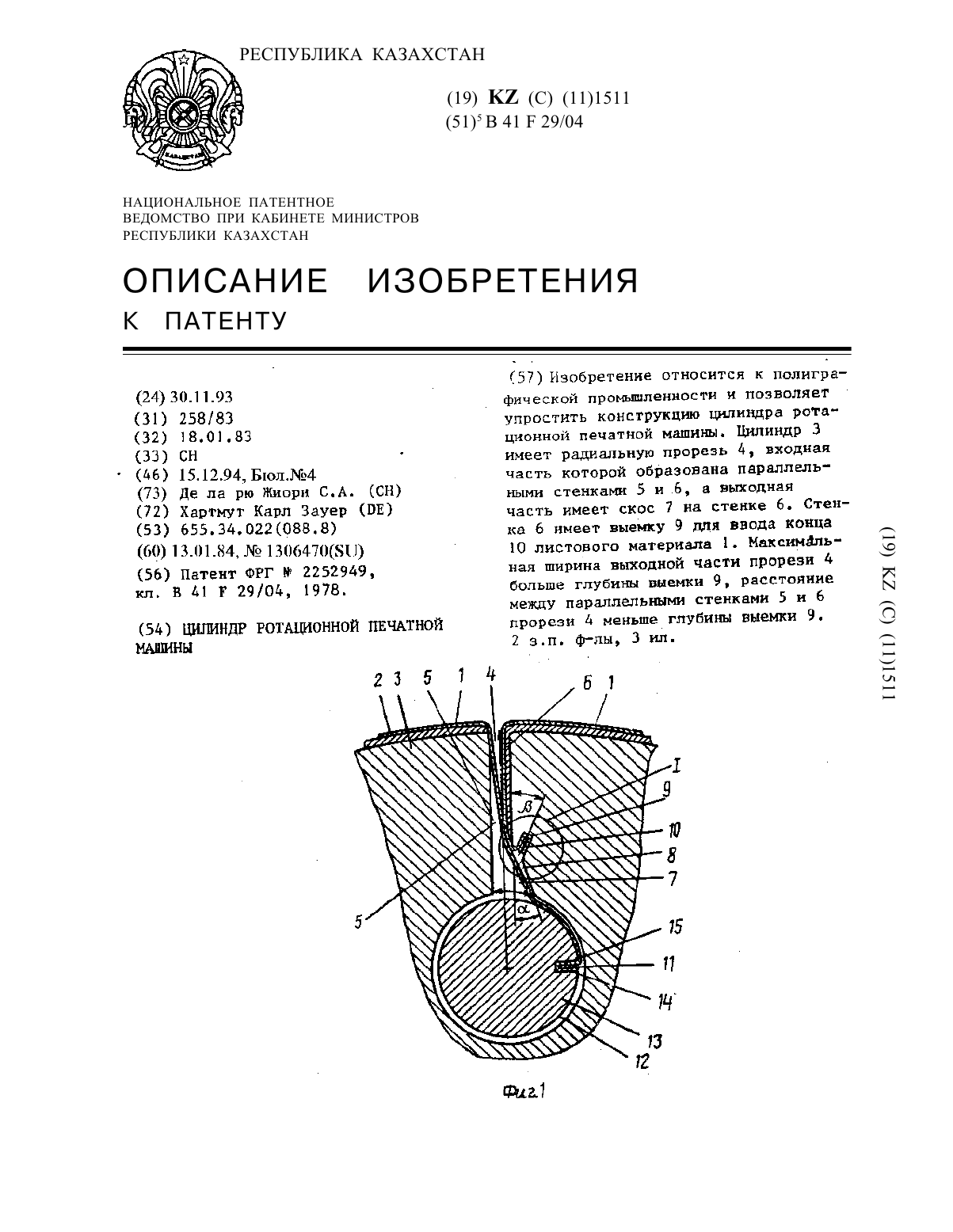
Формула / Реферат:
Изобретение относится к полиграфической промышленности и позволяет упростить конструкцию цилиндра ротационной печатной машины. Цилиндр 3 имеет радиальную прорезь 4, входная часть которой образована параллельными стенками 5 и 6, а выходная часть имеет скос 7 на стенке 6. Стенка 6 имеет выемку 9 для ввода конца 10 листового материала 1. Максимальная ширина выходной части прорези 4 больше глубины выемки 9, расстояние между параллельными стенками 5...
Способ обработки печатных материалов в виде оттисков ценных бумаг, отпечатанных на материале для запечатывания и расположенных на нем продольными и поперечными рядами в матричном порядке, и агрегат для его осуществления .
Номер патента: 1512
Опубликовано: 15.12.1994
Автор: Рунвальт Кюфусс
МПК: B41F 19/00
Метки: способ, отпечатанных, порядке, рядами, агрегат, материалов, нем, поперечными, продольными, виде, матричном, расположенных, осуществления, запечатывания, печатных, материале, ценных, оттисков, обработки, бумаг
Формула / Реферат:
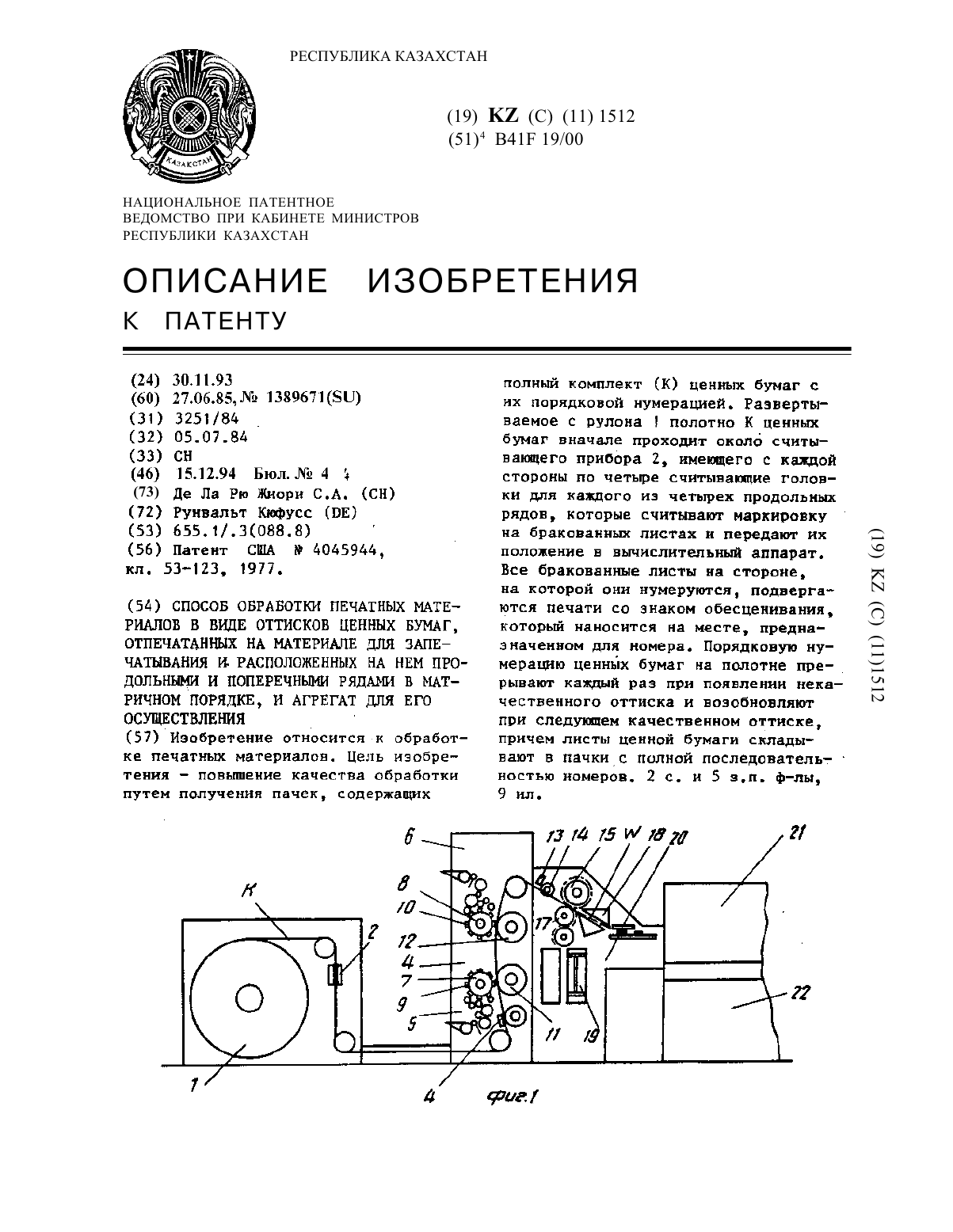
Изобретение относится к обработке печатных материалов. Цель изобретения - повышение качества обработки путем получения пачек, содержащих полный комплект (К) ценных бумаг с их порядковой нумерацией. Развертываемое с рулона 1 полотно К ценных бумаг вначале проходит около считывающего прибора 2, имеющего с каждой стороны по четыре считывающие головки для каждого из четырех продольных рядов, которые считывают маркировку на бракованных листах и...
Устройство для перегрузки агломерата с машины на охладитель
Номер патента: 998
Опубликовано: 15.06.1994
Авторы: Витушенко Михаил Федорович, Кузнецов Рудольф Федорович, Герасимов Леонид Константинович, Добряков Геннадий Георгиевич, Альянах Вячеслав Семенович, Кабанов Юрий Анастасьевич, Суттубаев Михаил Хахарманович, Бургов Владилен Николаевич
МПК: F27B 21/12
Метки: перегрузки, охладитель, устройство, машины, агломерата
Формула / Реферат:
Изобретение относится к подготовке железорудного сырья в черной металлургии и может быть использовано при спекании агломерата. Цель изобретения - снижение энергозатрат и повышение выхода годного агломерата. Горячий агломерат с агломашины разгружается на наклонный лист 1, установленный под углом 39-450 к горизонту. затем в режиме свободного падения перегружается на охладитель, состоящий из конвейерной ленты 2 с бортами 3. Длина наклонного листа...
Способ управления процессами в трубопроводной запорно-регулирующей арматуре, устройство для его осуществления
Номер предварительного патента: 1441
Опубликовано: 15.12.1994
Автор: Ермеков Танаткан Зинорович
МПК: F16K 31/12, F01D 17/20
Метки: способ, запорно-регулирующей, управления, процессами, осуществления, трубопроводной, арматуре, устройство
Формула / Реферат:
Способ управления трубопроводной запорно-регулирующей арматурой и устройство для его осуществления. Изобретение относится к запорной арматуре, в частности к управлению арматурой с пневмо - и гидроприводом. Способ управления установленной в основном трубопроводе запорной арматурой с поршневым пневмо- или гидроприводом осуществляется с помощью транспортируемой по основному трубопроводу среды. Способ состоит в том, что из основного трубопровода...
Следующий патент: Формный цилиндр для гравюрных стереотипов ролевых печатных машин
Случайный патент: Матричный генератор