Многоручьевой кристаллизатор для непрерывного литья слитков из меди и ее сплавов
Номер патента: 9710
Опубликовано: 15.07.2002
Авторы: Мышкин Олег Николаевич, Креймер Эдуард Львович, Кашуба Марина Владимировна



Формула / Реферат
Изобретение относится к области металлургии, к непрерывному горизонтальному литью слитков из меди и её сплавов.
Технический результат изобретения - получение медных слитков высокого качества и повышение эффективности процесса литья.
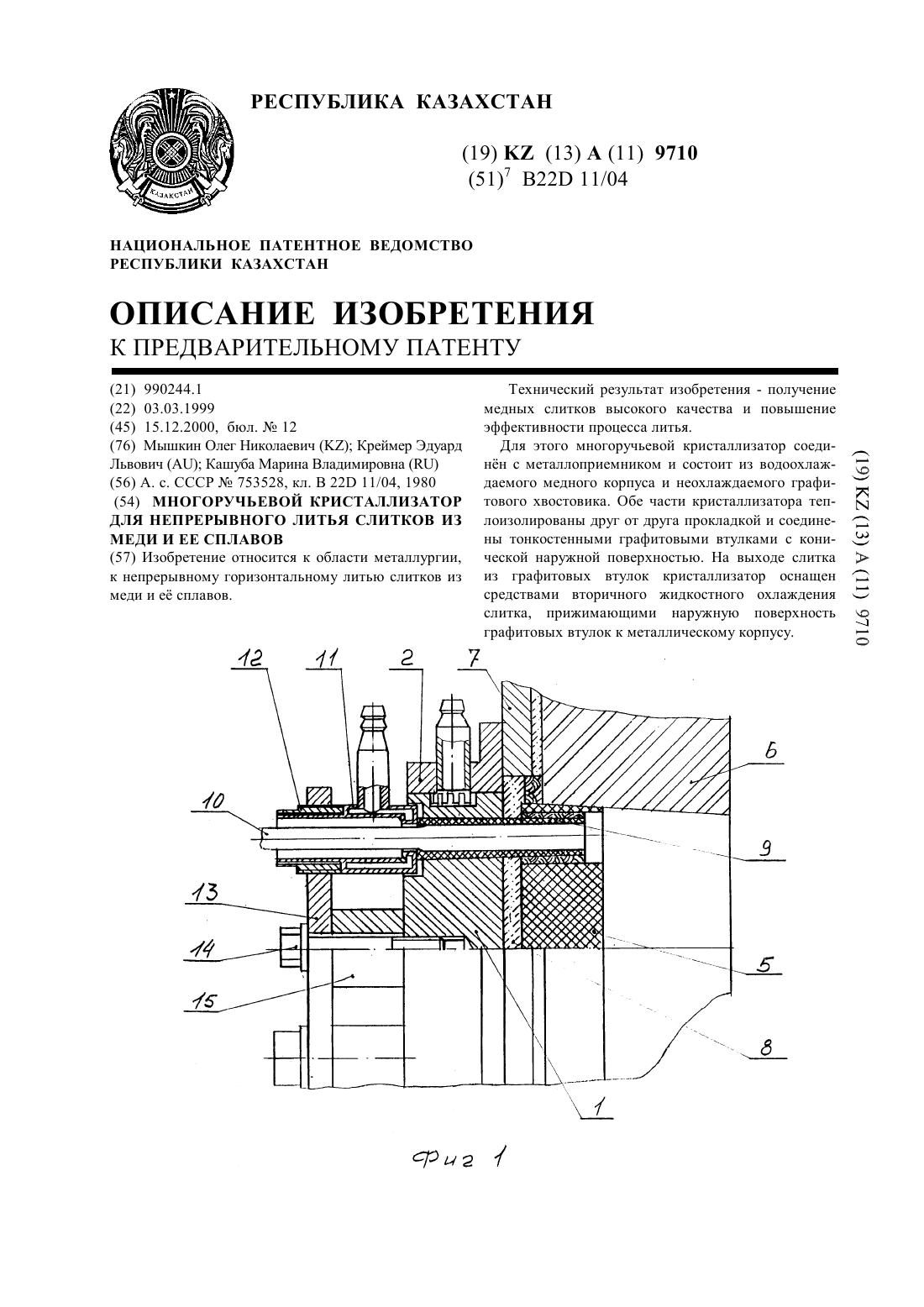
Для этого многоручьевой кристаллизатор соединён с металлоприемником и состоит из водоохлаждаемого медного корпуса и неохлаждаемого графитового хвостовика. Обе части кристаллизатора теплоизолированы друг от друга прокладкой и соединены тонкостенными графитовыми втулками с конической наружной поверхностью. На выходе слитка из графитовых втулок кристаллизатор оснащен средствами вторичного жидкостного охлаждения слитка, прижимающими наружную поверхность графитовых втулок к металлическому корпусу.
Текст
(51)7 22 11/04 НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(76) Мышкин Олег НиколаевичКреймер Эдуард ЛьвовичКашуба Марина Владимировна(54) МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ(57) Изобретение относится к области металлургии,к непрерывному горизонтальному литью слитков из меди и е сплавов. Технический результат изобретения - получение медных слитков высокого качества и повышение эффективности процесса литья. Для этого многоручьевой кристаллизатор соединн с металлоприемником и состоит из водоохлаждаемого медного корпуса и неохлаждаемого графитового хвостовика. Обе части кристаллизатора теплоизолированы друг от друга прокладкой и соединены тонкостенными графитовыми втулками с конической наружной поверхностью. На выходе слитка из графитовых втулок кристаллизатор оснащен средствами вторичного жидкостного охлаждения слитка, прижимающими наружную поверхность графитовых втулок к металлическому корпусу. 9710 Изобретение относится к области металлургии, в частности, к непрерывному горизонтальному литью слитков из меди и е сплавов. Известны графитовые кристаллизаторы для многоручьевой непрерывной разливки заготовок металлов и сплавов, состоящие из графитовой формы с широкими стенами, которая крепится в водоохлаждаемую металлическую обойму (, 430951, кл. В 22 11/14, 1974). Такая конструкция не позволяет приблизить охлаждение к зоне формирования слитка и производить регулирование охлаждения слитка. Кроме того,такое охлаждение приводит к интенсивному отводу тепла от части кристаллизатора, вмонтированной в металлопримник, что снижает температуру расплава, поступающего в зону кристаллизации, и ухудшает качество слитка. Аналогичные недостатки присущи конструкции кристаллизатора для непрерывного литья металлической заготовки, состоящего из внутренней гильзы и наружной охлаждаемой рубашки. При этом получают металлическую заготовку с затвердевшей коркой и жидкой сердцевиной, которую вытягивают из выпускного отверстия кристаллизатора(,4523624, кл.22 11/16, 1986). Известен многоручьевой кристаллизатор для горизонтального непрерывного литья плоских слитков,содержащий металлический корпус, внутри которого устанавливается графитовая форма, собранная из отдельных охлаждаемых вкладышей. В каждом графитовом вкладыше выполнены каналы для циркуляции охлаждающей воды, что позволяет осуществлять равномерное охлаждение слитков по периметру (патент 863, кл. 22 11/04,1994). В качестве прототипа изобретения выбрана конструкция кристаллизатора, используемого в многоручьевой установке для непрерывного литья плоских слитков, включающая рабочую графитовую втулку,которая крепится в охлаждаемой металлической обойме. При этом конец графитовой втулки вмонтирован в металлопримник и является неохлаждаемой частью кристаллизатора. В теле широких стенок графитовых втулок перпендикулярно оси литья с разным расстоянием и шагом выполнены отверстия,в которые установлены водоохлаждаемые трубки,что позволяет регулировать интенсивность охлаждения слитка по длине и ширине кристаллизатора (,753528, кл. В 22 11/04, 1980). Основным недостатком прототипа, а также общим недостатком известных конструкций кристаллизаторов является недостаточно эффективное удаление газов, в частности водорода, из затвердевающей меди или медных сплавов. Расплавленная медь содержит значительные количества водорода и во время процесса затвердевания не весь водород высвобождается. Наличие водорода отрицательно влияет н определнные важные физические свойства медных заготовок. Например, медные прутки,содержащие водород, имеют высокую пористость и соответственно низкую плотность, вследствие чего 2 склонны к растрескиванию или разрушению при изгибе. Для повышения качества слитков требуется дополнительный отжиг после кристаллизации и горячая прокатка, позволяющие уменьшить пористость внутри слитка и увеличить механические свойства литой заготовки. Таким образом, известные конструкции кристаллизаторов не эффективны, так как не позволяют в процессе литья получать высококачественные медные слитки и требуется дальнейшая обработка заготовок, что увеличивает продолжительность процесса, возрастают энергозатраты и процесс значительно удорожается. Задачей изобретения является разработка многоручьевого кристаллизатора для непрерывного литья слитков из меди и ее сплавов, позволяющего достичь повышения качества отличаемых слитков и эффективности процесса литья. Для этого в конструкции многоручьевого кристаллизатора для непрерывного литья слитков из меди и е сплавов, соединнного с металлопримником и состоящем из охлаждаемой части, выполненной в виде водоохлаждаемого металлического корпуса, неохлаждаемой части и графитовых втулок,причм графитовые втулки выполнены тонкостенными с цилиндрической внутренней поверхностью и конической наружной поверхностью, расширяющейся в сторону охлаждаемой части кристаллизатора,неохлаждаемая часть кристаллизатора выполнена в виде графитового хвостовика и соединена с охлаждаемой частью графитовыми втулками, между охлаждаемой и неохлаждаемой частями кристаллизатора установлена теплоизолирующая прокладка и кристаллизатор дополнительно оснащен средствами вторичного охлаждения слитка, установленными на выходе слитка из графитовых втулок и прижимающими наружную поверхность втулок к металлическому корпусу. Предпочтительно толщина стенок графитовых втулок составляет от примерно 2 до примерно 4 мм. Усилие прижатия графитовых втулок к металлическому корпусу средствами вторичного охлаждения регулируется с помощью нажимных втулок. При кристаллизации металла в кристаллизаторе протекает ряд сложных процессов, связанных с теплопередачей, выделением газов из металлов и формированием макро- и микроструктуры слитка. Формирование структуры слитка в значительной степени зависит от системы охлаждения, используемой в кристаллизаторе. Конструкция кристаллизатора при формировании слитков из цветных металлов и сплавов должна обеспечивать такое температурное поле, которое позволит при кристаллизации металла выделиться максимальному количеству газов из жидкой фазы и сформироваться слитку без дефектов на поверхности и внутри его. Кристаллизатор создат такое температурное поле в стенке графитовой формы, которое обеспечивает в зоне кристаллизации быстрое затвердевание 9710 поверхности слитка и вытеснение выделяющегося газа как через жидкую фазу к поверхности графитовой формы, так и через затвердевшую корочку. При этом отливаемые слитки обладают высокими физико-механическими свойствами. Этот результат достигается тем, что кристаллизатор имеет первичную и вторичную ступени охлаждения. Первичная ступень охлаждения представляет собой корпус кристаллизатора, выполненные предпочтительно из меди или другого металла с высокой теплопроводностью, упакованный в водоохлаждаемую металлическую рубашку. Водоохлаждаемый корпус поглощает тепло от расплавленного металла через тонкостенные рабочие графитовые втулки,расположенные по окружности в корпусе кристаллизатора и выполненные из высококачественного графита. Неохлаждаемая часть кристаллизатора представляет собой графитовый хвостовик, изготовленный из электродного графита, и соединена с печью-металлопримником с помощью графитовых втулок, при этом между медным охлаждаемым корпусом и графитовым хвостовиком устанавливается теплоизолирующая, например, асбестовая прокладка, которая разделяет зону нагрева и зону охлаждения графитовой формы. Теплоизоляционная прокладка резко снижает непроизвольный отвод тепла от металлопримника,повышая температуру обогреваемой части кристаллизатора, и обеспечивает подачу расплава в зону кристаллизации с более высокой температурой, что необходимо для лучшего питания отливки. В результате, расплавленный металл из печи начинает затвердевать на первой охлаждающей ступени, а тонкостенные графитовые втулки толщиной от примерно 2,0 до примерно 4,0 мм позволяют водороду и другим газам диффундировать через поры и трещины тонких стенок и выделившийся из металла газ максимально удаляется из зоны формирования слитка. При этом водород улетучивается через зазоры между внешней поверхностью графитовых втулок и внутренней поверхностью корпуса кристаллизатора. При толщине стенок графитовых втулок больше примерно 4 мм процесс удаления газов ухудшается,при толщине меньше примерно 2 мм прочность стенок становится незначительной. Таким образом, система первичного охлаждения в конструкции кристаллизатора с помощью водоохлаждаемого корпуса, графитового хвостовика, тонкостенных графитовых втулок и теплоизолирующей прокладки позволяет создать такое температурное поле и такую скорость затвердевания, что только минимальное количество водорода остатся в затвердевающем медном слитке, обеспечивая высокое качество отливаемых заготовок. Вторая ступень охлаждения предназначена для непосредственного охлаждения слитка на выходе из графитовых втулок, при этом средства вторичного охлаждения упираются в графитовые втулки и плот но прижимают их к охлаждаемому металлическому корпусу. Такое усилие прижатия необходимо для придания прочности тонким стенкам графитовых втулок,через которые осуществляется удаление водорода из расплавленного металла, и для лучшей передачи тепла от отливаемого слитка к охлаждаемому корпусу. С этой же целью наружная поверхность втулок выполнена конической, расширяющейся в сторону охлаждаемой части кристаллизатора. Усилие давления, создаваемое средствами вторичного охлаждения, обеспечивает плотное прижатие наружной поверхности втулок к металлическому корпусу. В качестве средств вторичного охлаждения слитка может быть использована система, включающая множество сопел, через которые струями податся охлаждающая жидкость непосредственно на сформированный слиток. Усилие прижатия регулируется с помощью нажимных втулок. При этом к кристаллизатору крепится опорный диск, по окружности которого на резьбе вворачиваются нажимные втулки. Используемое в кристаллизаторе управление процессом затвердевания обеспечивает поддержание необходимого градиента температуры вдоль направления расплавленного потока металла, что позволяет быстро удалять водород из расплавленной меди перед и во время процесса затвердевания. Высококачественная медь, полученная при использовании кристаллизатора, имеет высокую плотность в диапазоне 8,92-8,94 г/см 3 и е можно сразу же обрабатывать волочением без необходимости отжига и горячего проката, как это предусмотрено в известных конструкциях, что подтверждает высокую эффективность использования кристаллизатора в процессе непрерывного литья медных слитков. На фиг. 1 представлен многоручьевой кристаллизатор, вид сбоку на фиг. 2 - то же, вид с торца. Кристаллизатор состоит из охлаждаемой и неохлаждаемой частей. Охлаждаемая часть представляет собой медный корпус 1, закрепленный в металлической рубашке 2. Подвод охлаждающей воды осуществляется через штуцер 3 и сливается вода через штуцер 4. Неохлаждаемая часть состоит из графитового хвостовика 5, изготовленного из электродного графита, который вставляется в специальный керамический блок 6, закрепленный в стенке печиметал-лопримника 7. Обе части кристаллизатора теплоизолированы друг от друга прокладкой 8 и соединены тонкостенными рабочими графитовыми втулками 9 из высококачественного графита, внутри которых кристаллизуется слиток 10. Графитовые втулки 9 имеют цилиндрическую поверхность внутри и коническую снаружи, расширяющуюся в сторону охлаждаемой части кристаллизатора. На выходе слитка 10 из графитовых втулок 9 установлены средства вторичного охлаждения 11 в виде разбрызгивающих сопел и кольцевого канала для отвода воды. Средство вторичного охлаждения 11 плотно прижимает графитовую втулку 9 к медному корпусу 1. Усилие прижатия регулируется на 3 9710 жимными втулками 12, которые вворачиваются в опорный диск 13. Опорный диск 13 крепится с помощью болта 14 и промежуточной втулки 15 к корпусу кристаллизатора 1. Работает кристаллизатор следующим образом. Расплавленный металл из металлопримника 7 поступает через рабочие отверстия графитовых втулок 9 в неохлаждаемую часть кристаллизатора графитовый хвостовик 5, а затем в охлаждаемую часть - водоохлаждаемый медный корпус 1, где формируется слиток 10 и происходит интенсивное удаление газа из металла через тонкие стенки графитовых втулок 9. На выходе из графитовых втулок 9 происходит дополнительное охлаждение слитка 10 средствами вторичного охлаждения 11, максимально приближнными к зоне формирования затвердевающего слитка путм его непосредственного охлаждения струями воды. Использование в кристаллизаторе двух ступеней охлаждения обеспечивает направленный тепловой поток вдоль слитка и высокоэффективное действие на процесс затвердевания с получением высококачественных медных продуктов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Многоручьевой кристаллизатор для непрерывного литья слитков из меди и ее сплавов, соединен ный с металлоприемником и состоящий из охлаждаемой части, выполненной в виде водоохлаждаемого металлического корпуса, неохлаждаемой части и графитовых втулок, отличающийся тем, что графитовые втулки выполнены тонкостенными с цилиндрической внутренней поверхностью и конической наружной поверхностью, расширяющейся в сторону охлаждаемой части кристаллизатора, неохлаждаемая часть кристаллизатора выполнена в виде графитового хвостовика и соединена с охлаждаемой частью графитовыми втулками, при этом между охлаждаемой и неохлаждаемой частями установлена теплоизолирующая прокладка, кристаллизатор дополнительно оснащен средствами вторичного охлаждения слитков, установленными на выходе их из графитовых втулок и возможностью прижатия наружных поверхностей втулок к металлическому корпусу. 2. Кристаллизатор по п. 1, отличающийся тем,что толщина стенок графитовых втулок составляет от примерно 2,0 до примерно 4,0 мм. 3. Кристаллизатор по п. 1 или 2, отличающийся тем, что он снабжен нажимными втулками, установленными с возможностью взаимодействия со средствами вторичного охлаждения для регулирования величины усилия прижатия графитовых втулок к металлическому корпусу.
МПК / Метки
МПК: B22D 11/04
Метки: многоручьевой, литья, кристаллизатор, сплавов, слитков, меди, непрерывного
Код ссылки
<a href="https://kz.patents.su/4-9710-mnogoruchevojj-kristallizator-dlya-nepreryvnogo-litya-slitkov-iz-medi-i-ee-splavov.html" rel="bookmark" title="База патентов Казахстана">Многоручьевой кристаллизатор для непрерывного литья слитков из меди и ее сплавов</a>
Многоручьевой кристаллизатор для горизонтального непрерывного литья
Номер патента: 863
Опубликовано: 15.06.1994
Авторы: Фридман Лев Петрович, Кашуба Владимир Павлович
МПК: B22D 11/04
Метки: многоручьевой, кристаллизатор, горизонтального, непрерывного, литья
Формула / Реферат:
Изобретение относится к области металлургии, а именно, к непрерывному горизонтальному литью плоских слитков. Цель - повышение производительности и равномерности охлаждения по периметру отливаемых слитков. Многоручьевой кристаллизатор состоит из графитовых вкладышей. Два наружных вкладыша 1 имеют сечение в виде швеллера, а внутренние вкладыши 2 имеют форму двутавра. Каждый вкладыш выполнен водоохлаждаемым. В собранной из них графитовой форме...
Способ непрерывного литья слитков из цветных металлов и сплавов
Номер патента: 1802
Опубликовано: 15.03.1995
Авторы: Соломахина Татьяна Петровна, Рябинко Анатолий Васильевич, Ивченков Вадим Петрович, Артамонова Ольга Сергеевна, Попов Юрий Георгиевич, Гутов Лев Александрович
МПК: B22D 11/00
Метки: литья, сплавов, способ, слитков, цветных, металлов, непрерывного
Формула / Реферат:
Изобретение относится к области цветной металлургии и позволяет определить оптимальные параметры непрерывного литья в кристаллизаторы скольжения слитков цветных металлов. Цель - повышение качества слитков за счет предотвращения образования поверхностных трещин в кристаллизующемся металле и снижения эксплуатационных затрат. Способ включает подачу жидкого металла в кристаллизатор с одновременным охлаждением, вытяжку слитков из кристаллизатора и...
Кристаллизатор для непрерывного литья плоских слитков
Номер патента: 1803
Опубликовано: 15.03.1995
Авторы: Фридман Лев Петрович, Кашуба Владимир Павлович
МПК: B22D 11/04
Метки: кристаллизатор, литья, плоских, слитков, непрерывного
Формула / Реферат:
КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, включающий графитовую форму с отверстиями и металлическую обойму, отличающийся тем, что в целях улучшения качества слитка и повышения производительности он снабжен тонкостенными водоохлаждаемыми трубками с пружинящим элементом в виде складки углом внутрь вдоль образующих трубок, вставленных в отверстия, которые выполнены в теле широких стенок графитовой формы перпендикулярно оси литья с...
Тянущее устройство для многоручьевой машины непрерывного литья слитков
Номер патента: 2077
Опубликовано: 15.06.1995
Авторы: Фисенко Константин Витальевич, Иваницкий Дмитрий Леонидович, Фридман Лев Петрович
МПК: B22D 11/128
Метки: непрерывного, устройство, литья, тянущее, многоручьевой, слитков, машины
Формула / Реферат:
Изобретение относится к зажимным устройствам, применяемым в машинах непрерывного литья слитков. Цель изобретения - повышение надежности. Устройство для вытягивания слитков включает подвижной корпус с выполненными друг над другом каналами и клиновые захваты, состоящие из рычагов с клиньями, гидроцилиндра и опор, при этом рычаги одним плечом закреплены на регулирующих опорах, а клинья расположены на рычагах по оси слитка. Зажим слитков...
Устройство для непрерывного литья слитков с отверстиями
Номер патента: 3128
Опубликовано: 15.03.1996
Авторы: Павлычев Виктор Алексеевич, Иваницкий Дмитрий Леонидович, Фридман Лев Петрович
МПК: B22D 11/04
Метки: литья, слитков, непрерывного, устройство, отверстиями
Формула / Реферат:
Изобретение относится к области металлургии, конкретно, к непрерывной разливке металлов и сплавов.Цель изобретения - повышение стабильности процесса литья и улучшение качества поверхности отверстий в слитке.Устройство для непрерывного литья слитков с отверстиями содержит кристаллизатор, решетку с отверстиями и оправки. Оправки установлены в решетке к оси кристаллизатора под углом, величина которого определена по зависимости:где К - коэффициент,...
Предыдущий патент: Способ лапароскопической эхинококкэктомии печени
Следующий патент: Рулонный пресс-подборщик
Случайный патент: Способ комплексного лечения хронической фазы описторхоза