Способ непрерывного литья слитков из цветных металлов и сплавов
Номер патента: 1802
Опубликовано: 15.03.1995
Авторы: Соломахина Татьяна Петровна, Ивченков Вадим Петрович, Гутов Лев Александрович, Артамонова Ольга Сергеевна, Попов Юрий Георгиевич, Рябинко Анатолий Васильевич
Формула / Реферат
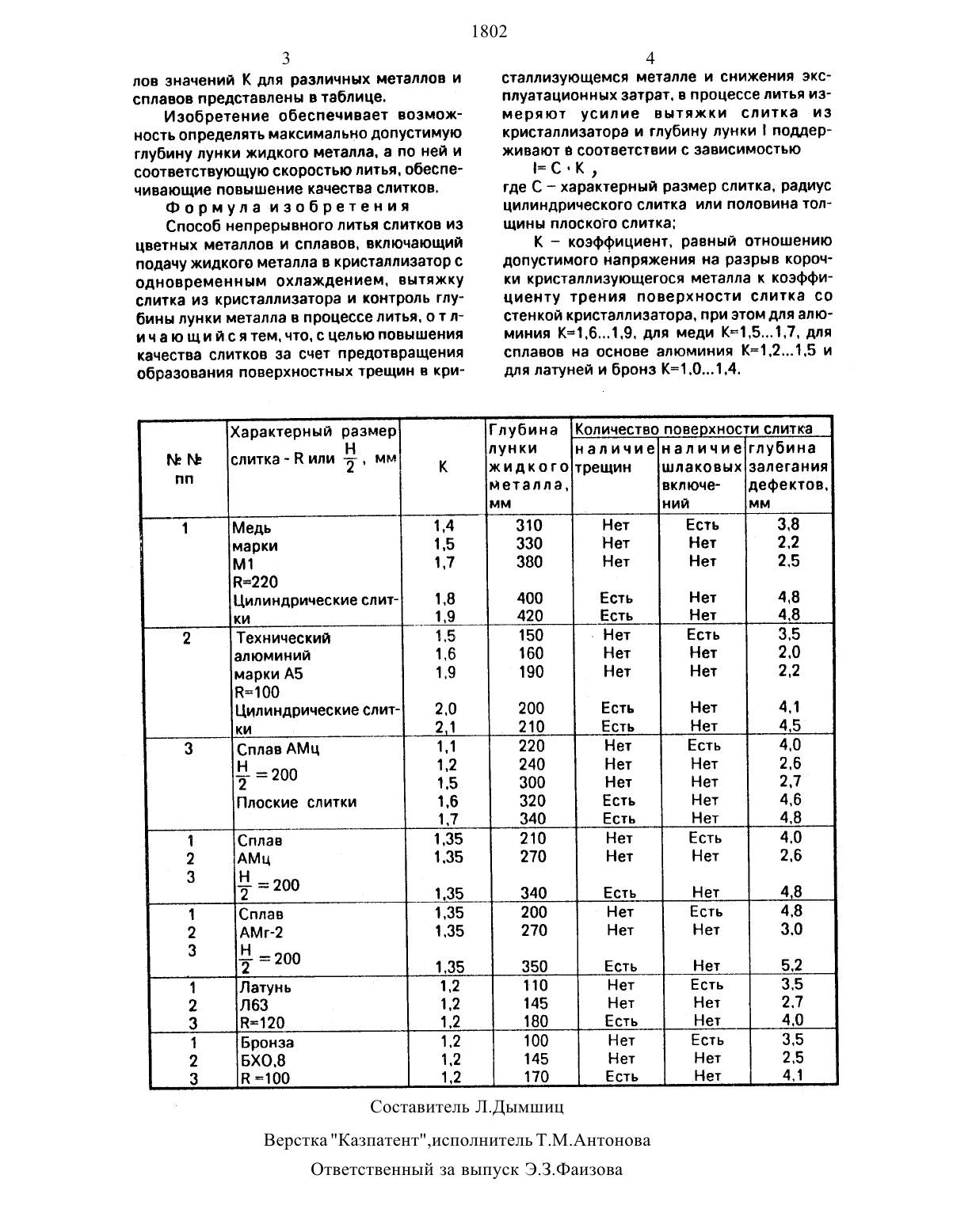
Изобретение относится к области цветной металлургии и позволяет определить оптимальные параметры непрерывного литья в кристаллизаторы скольжения слитков цветных металлов. Цель - повышение качества слитков за счет предотвращения образования поверхностных трещин в кристаллизующемся металле и снижения эксплуатационных затрат. Способ включает подачу жидкого металла в кристаллизатор с одновременным охлаждением, вытяжку слитков из кристаллизатора и контроль глубины лунки жидкого металла в процессе литья исходя из зависимости I=С·К, где I -глубина лунки жидкого металла в слитке; С характерный размер слитка (радиус цилиндрического слитка или полутолщина плоского слитка); К - постоянный коэффициент, равный отношению допустимого напряжения на разрыв корочки кристаллизующегося металла к коэффициенту трения поверхности слитка со стенкой кристаллизатора.
Текст
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(54) СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ(57) Изобретение относится к области цветной металлургии и позволяет определить оптимальные параметры непрерывного литья в кристаллизаторы скольжения слитков цветных металлов. Цель повышениеИзобретение относится к цветной металлургии. в частности к непрерывному литью слитков алюминия. меди и их сплавов. Оно может быть использовано в черной металлургии на установках непрерывной разливки.Целью изобретения является повышение качества слитков за счет предотвращения образования поверхностных трещин в кристаллизующемся металле и снижение эксплуатационных затрат.В способе получения слитков из цветных металлов и сплавов непрерывным литьем в кристаллизаторе скольжения глубину лунки жидкого металла в процессе литья поддерживают. исходя из зависимостикачества слитков за счет предотвращения образования поверхностных трещин в кристаллизующемся металле и снижения эксплуатационных затрат. Способ включает подачу жидкого металла в кристаллизатор с одновременным охлаждением, вытяжку слитков из кристаллизатора и контроль глубины лунки жидкого металла в процессе литья исходя из зависимости С К. где глубина лунки жидкого металла в слитке Схарактерный размер слитка (радиус цилиндрического слитка или полутолщина плоского слитка) К постоянный коэффициент. равный отноше.нию допустимого напряжения на разрыв корочки кристалпизующегося металла к коэффициенту трения поверхности слитка со стенкой кристалпизатора. 1 табл.С- К. где глубина лунки жидкого металлав слитке.С характерный размер слитка (радиус цилиндрического слитка или полутолщина плоского слитка)К постоянный коэффициент. равный отношению допустимого напряжения на разрыв корочки кристаллизующегося металла к коэффициенту трения поверхности слитка со стенкой кристаллизатора.Указанная в формуле зависимость получена. исходя из условия. что прочность затвердевшей корочки слитка в любом поперечном сечении должна быть больше. чем сила трения поверхности слитка о стенку кристаллизатора. Обоснования интерва 2021111) (э) 21 (61)лов значений К для различных металлов и сплавов представлены в таблице. Изобретение обеспечивает возможность определять максимально допустимую глубину лунки жидкого металла. а по ней и соответствующую скоростью литья. обеспечивающие повышение качества слитков. Формула изобретения Способ непрерывного литья слитков из цветных металлов и сплавов. включающий подачу жидкого металла в кристаллиаатор с одновременным охлаждением. вытяжку слитка из кристаплизатора и контроль глубины лунки металла в процессе литья. о т ли ч а ю щ и й с я тем, что. с целью повышения качества слитков за счет предотвращения образования поверхностных трещин в криТехнический алюминий марки А 5 К 1 О 0 Цилиндричес кие слитки4 сталлиэующемся металле и снижения эксплуатационных затрат, в процессе литья измеряют усилие вытяжки слитка из кристаплизатора и глубину лунки поддерживают а соответствии с зависимостьюС - К ,где С характерный размер слитка. радиус цилиндрического слитка или половина толщины плоского слиткаК коэффициент, равный отношению допустимого напряжения на разрыв корочки кристаллизующегося металла к коэффициенту трения поверхности слитка со стенкой кристаплизатора, при этом для алюминия К 1.б 1.9. для меди К 1.517 для сплавов на основе алюминия К 1.21.5 и для латуней и бронз К 1.01.4.Ответственный за выпуск Э.3.ФаИ 3 ова
МПК / Метки
МПК: B22D 11/00
Метки: способ, непрерывного, сплавов, цветных, металлов, литья, слитков
Код ссылки
<a href="https://kz.patents.su/2-1802-sposob-nepreryvnogo-litya-slitkov-iz-cvetnyh-metallov-i-splavov.html" rel="bookmark" title="База патентов Казахстана">Способ непрерывного литья слитков из цветных металлов и сплавов</a>
Кристаллизатор для непрерывного вертикального литья стальной ленты
Номер патента: 1175
Опубликовано: 15.09.1994
Авторы: Манфред Колаковски, Ханс Штройбель, Райнер Голла
МПК: B22D 11/04
Метки: стальной, вертикального, литья, кристаллизатор, непрерывного, ленты
Формула / Реферат:
Изобретение относится к области металлургии, а именно к установкам для непрерывного вертикального литья стальной ленты. Цель - повышение качества поверхности отливаемых лент. Кристаллизатор содержит охлаждаемые широкие и узкие боковые стенки. Широкие боковые стенки выполнены с образованием в верхней части кристаллизатора воронкообразной зоны, при этом широкие стенки в этой зоне на длину 150-350 мм от верхнего торца кристаллизатора параллельны...
Способ получения слитков в кристаллизаторе горизонтального типа
Номер патента: 450
Опубликовано: 15.03.1994
Авторы: Фридман Лев Петрович, Иваницкий Дмитрий Леонидович, Фисенко Константин Витальевич
МПК: B22D 11/126
Метки: кристаллизаторе, горизонтального, способ, типа, получения, слитков
Формула / Реферат:
Изобретение относится к металлургической промышленности, в частности к способу получения слитков в кристаллизаторе горизонтального типа. Цель изобретения - повышение производительности за счет совмещения операций литья и обработки поверхности отливаемых слитков. Держатели режущих инструментов, имеющие подвижные опоры с обеих сторон слитка и сами инструменты, размещенные между этими опорами, совершают операцию строгания в период остановки слитка....
Кристаллизатор и способ непрерывного вертикального литья стальной ленты
Номер патента: 1173
Опубликовано: 15.09.1994
Авторы: Манфред Колаковски, Ханс Штройбель
МПК: B22D 11/00
Метки: литья, способ, вертикального, кристаллизатор, ленты, стальной, непрерывного
Формула / Реферат:
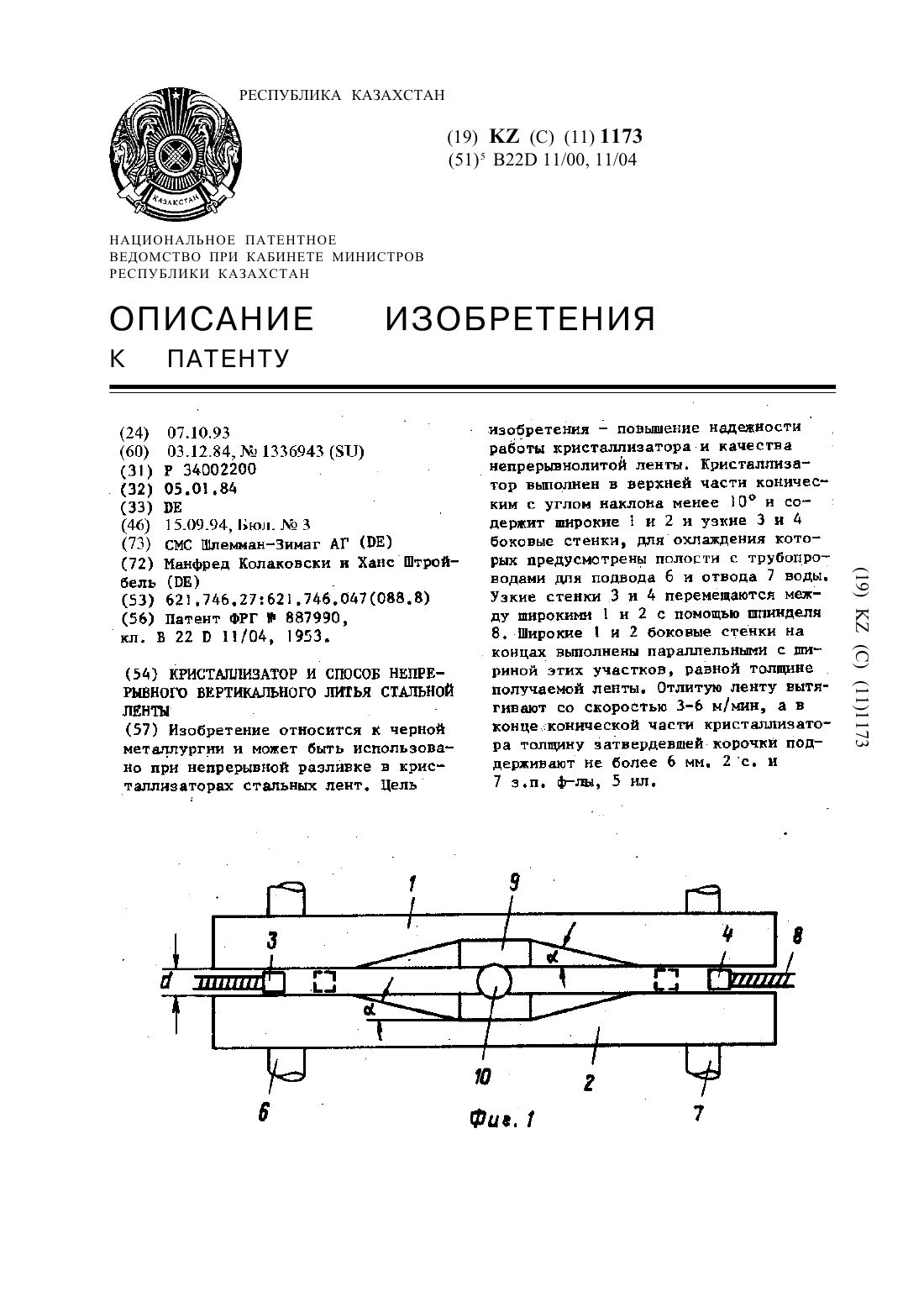
Изобретение относится к черной металлургии и может быть использовано при непрерывной разливке в кристаллизаторах стальных лент. Цель изобретения - повышение надежности работы кристаллизатора и качества непрерывнолитой ленты. Кристаллизатор выполнен в верхней части коническим с углом наклона менее 10° и содержит широкие 1 и 2 и узкие 3 и 4 боковые стенки, для охлаждения которых предусмотрены полости с трубопроводами для подвода 6 и отвода 7 воды....
Многоручьевой кристаллизатор для горизонтального непрерывного литья
Номер патента: 863
Опубликовано: 15.06.1994
Авторы: Фридман Лев Петрович, Кашуба Владимир Павлович
МПК: B22D 11/04
Метки: непрерывного, литья, многоручьевой, кристаллизатор, горизонтального
Формула / Реферат:
Изобретение относится к области металлургии, а именно, к непрерывному горизонтальному литью плоских слитков. Цель - повышение производительности и равномерности охлаждения по периметру отливаемых слитков. Многоручьевой кристаллизатор состоит из графитовых вкладышей. Два наружных вкладыша 1 имеют сечение в виде швеллера, а внутренние вкладыши 2 имеют форму двутавра. Каждый вкладыш выполнен водоохлаждаемым. В собранной из них графитовой форме...
Кристаллизатор для непрерывного вертикального литья стальной ленты
Номер патента: 1174
Опубликовано: 15.09.1994
Автор: Ханс Штройбель
МПК: B22D 11/04
Метки: литья, ленты, непрерывного, вертикального, стальной, кристаллизатор
Формула / Реферат:
Изобретение относится к черной металлургии, конкретно к непрерывной разливке стальных лент. Цель изобретения - уменьшение износа кристаллизатора и повышение качества отливаемых лент. Кристаллизатор для непрерывной отливки стальной ленты с охлаждаемыми широкими и узкими боковыми стенками расширен кверху в зоне широких боковых стенок для образования воронкообразной зоны для литьевой трубы, а сбоку от нее имеет параллельные конечные участки. Для...
Предыдущий патент: Способ закупоривания слитков кипящей стали
Следующий патент: Кристаллизатор для непрерывного литья плоских слитков
Случайный патент: Способ диагностики иммунной сверхтяжелой формы приобретенной апластической анемии у детей