Кристаллизатор и способ непрерывного вертикального литья стальной ленты
Формула / Реферат
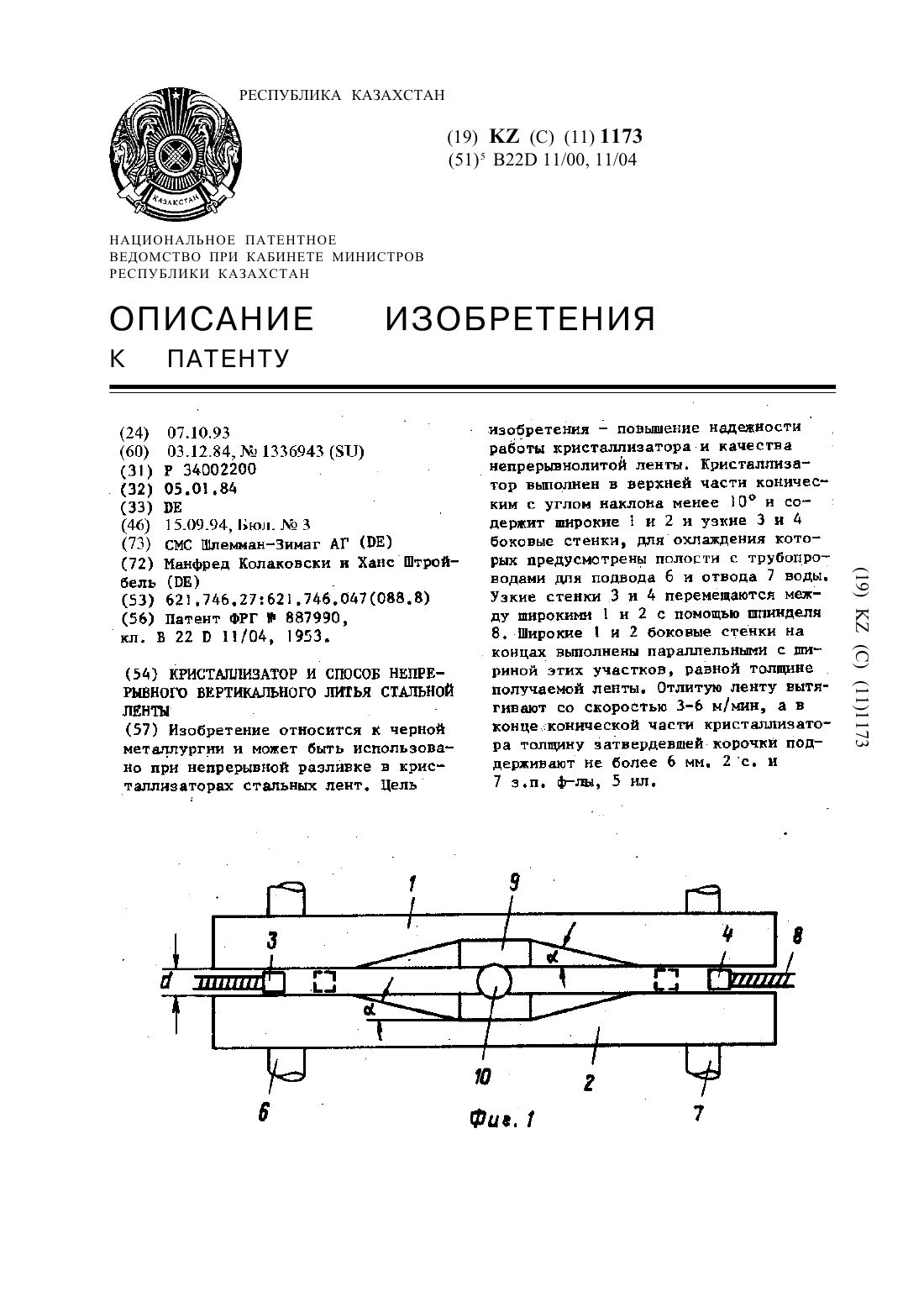
Изобретение относится к черной металлургии и может быть использовано при непрерывной разливке в кристаллизаторах стальных лент. Цель изобретения - повышение надежности работы кристаллизатора и качества непрерывнолитой ленты. Кристаллизатор выполнен в верхней части коническим с углом наклона менее 10° и содержит широкие 1 и 2 и узкие 3 и 4 боковые стенки, для охлаждения которых предусмотрены полости с трубопроводами для подвода 6 и отвода 7 воды. Узкие стенки 3 и 4 перемещаются между широкими 1 и 2 с помощью шпинделя 8. Широкие 1 и 2 боковые стенки на концах выполнены параллельными с шириной этих участков, равной толщине получаемой ленты. Отлитую ленту вытягивают со скоростью 3-6 м/мин, а в конце конической части кристаллизатора толщину затвердевшей корочки поддерживают не более 6 мм.
Текст
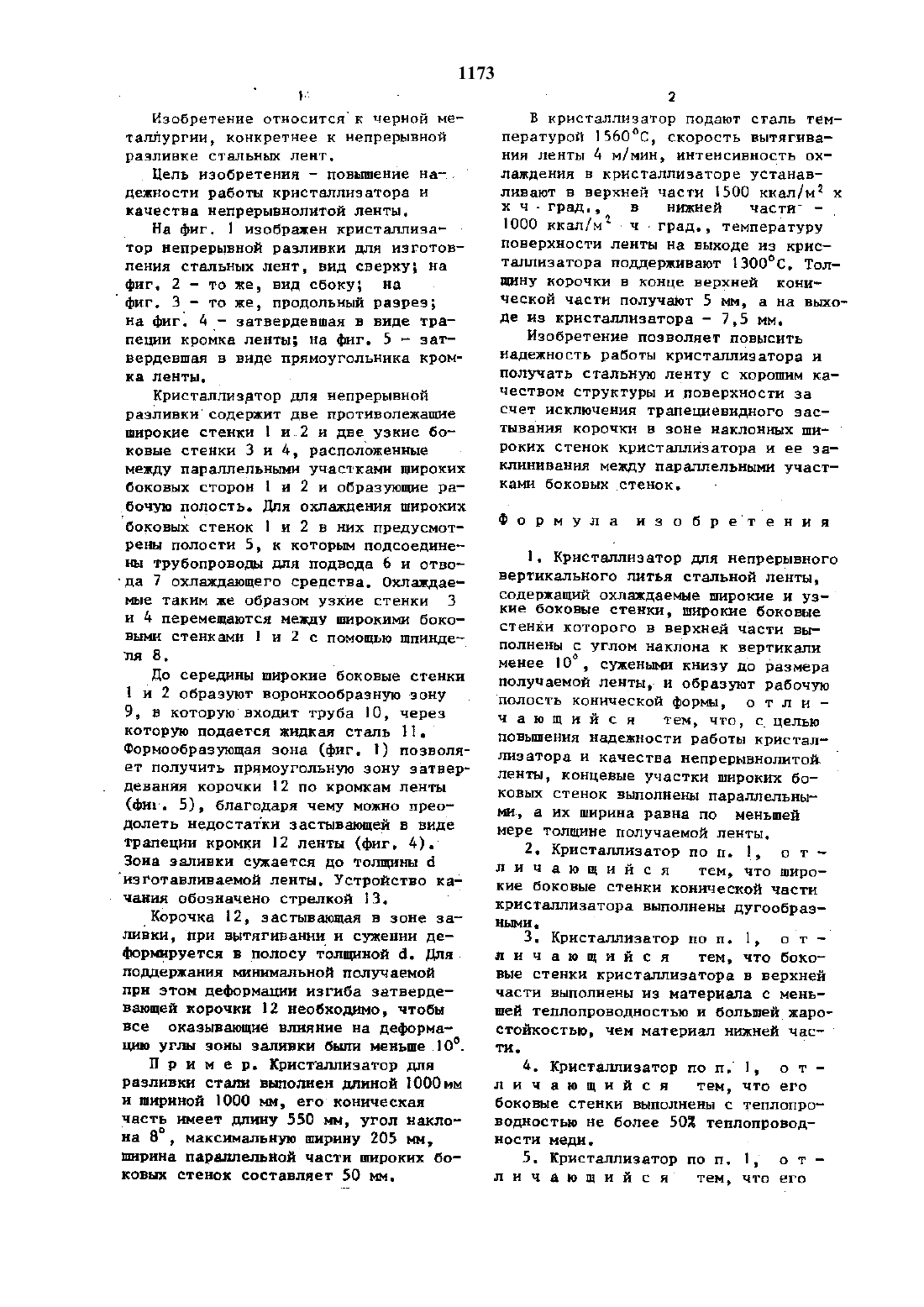
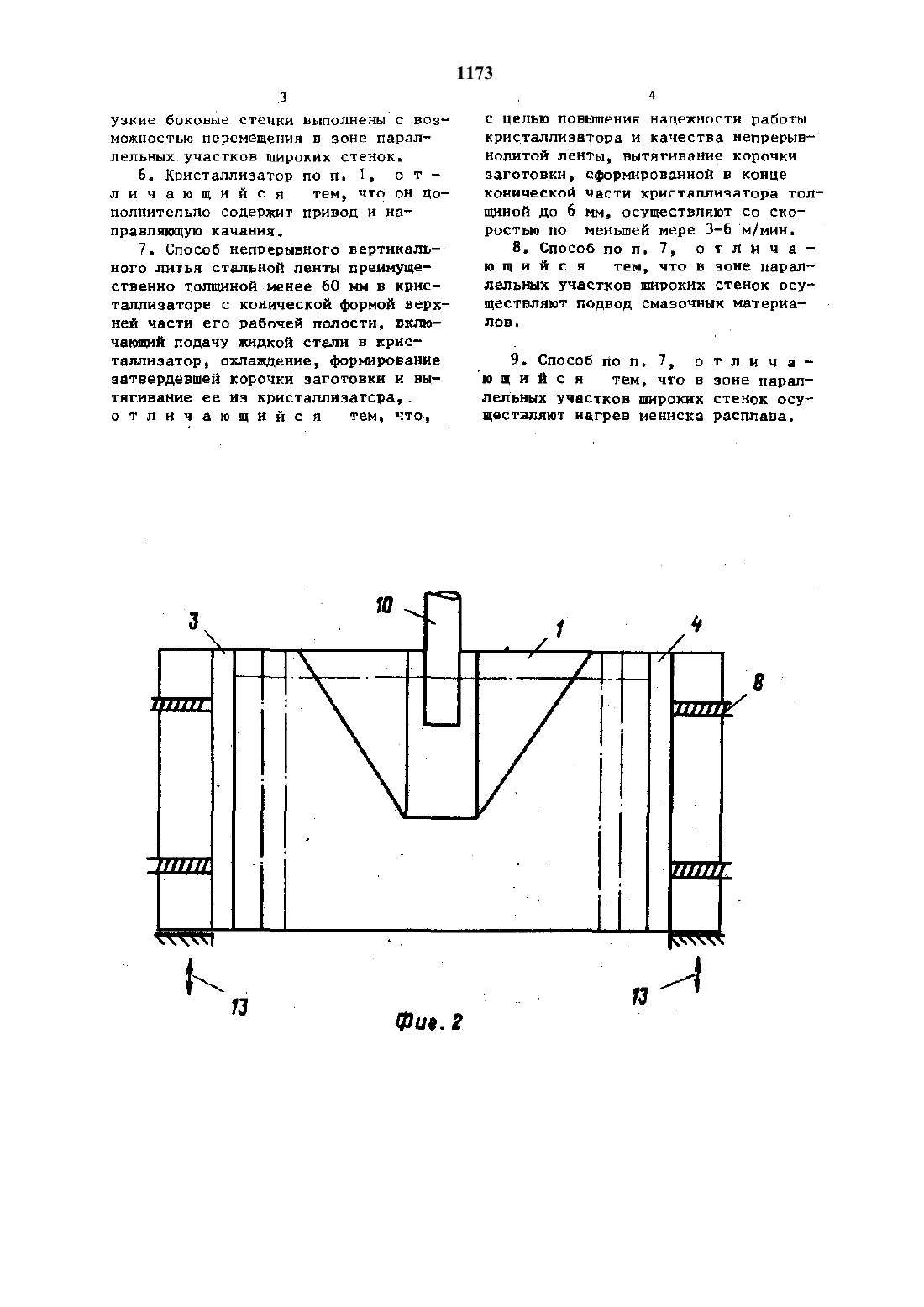
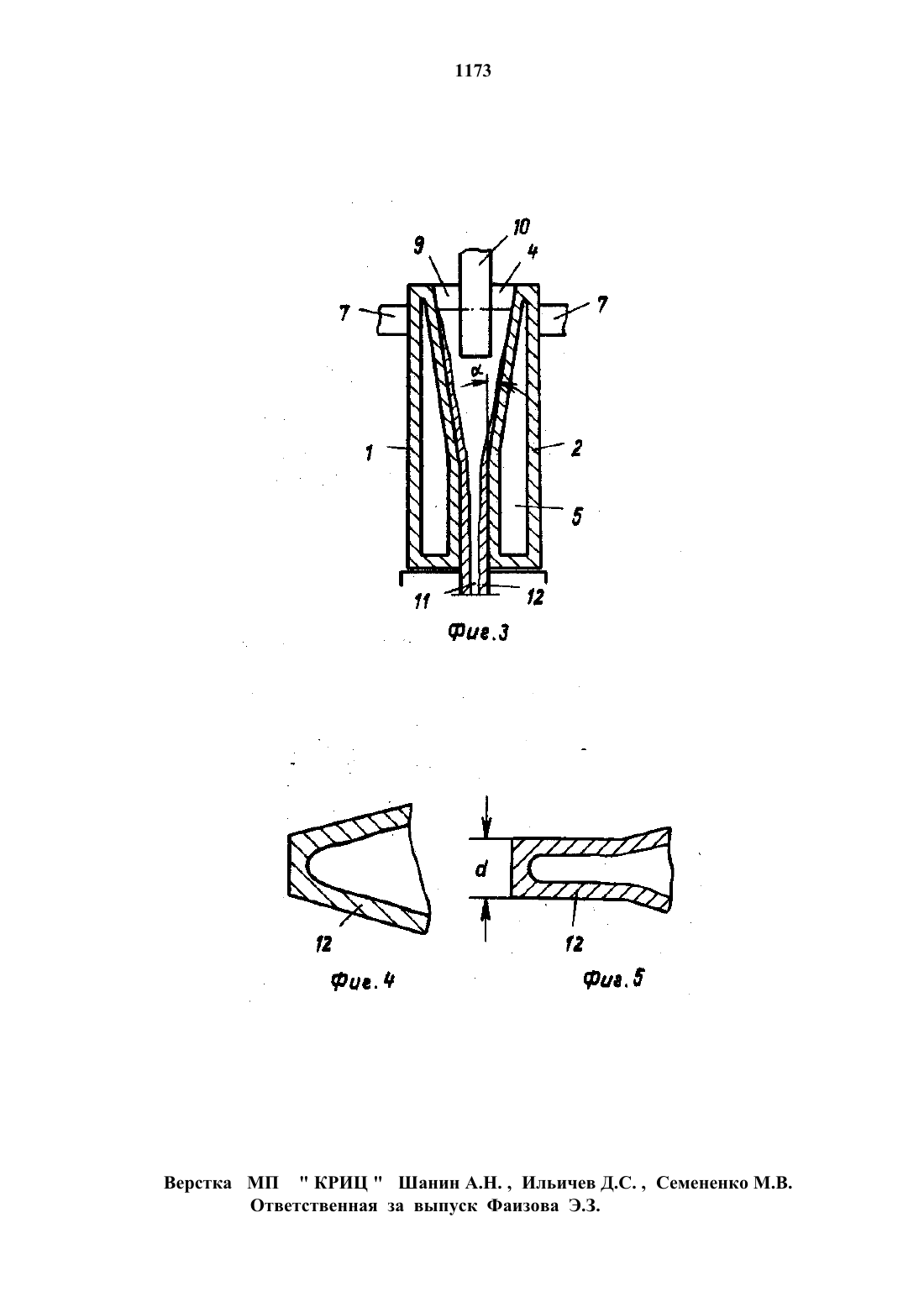
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(5 д) КРИСТАЛЛНЗАТОР И СПОСОБ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ СТАЛЬНОЙ ЛЕНТЫ (57) Изобретение относится к черной метацлургии и может быть использовано при непрерывной резливке в кристаллиааторах стальных лент. цельизобретения д повышение надежности работы кристаллнзатора н качества непрерншнопитой ленты. Кристаллизатор выполнен в верхней части коннчесч кии с углом наклона менее 10 н содержит широкие 1 и 2 и узкие 3 и 4 боковые стенки, длнохлаждения которых предусмотрены полости с трубоцро водами для подвода 6 и отвода 7 воды. Узкие отенки 3 и 4 перемещаются между широкими 1 и 2 с помощью шпинделя 8. Широкие 1 н 2 боковые стенки на. концах выполнены параллельными С ЩИрнной этих участков, равной топщне получаемой ленты. Отлитую ленту вытягивают со скоростью 3-6 м/мин, а в конце конической части крнсталлизатора толщину затвердевшей корочки поддерживают не более 6 мм. 2 с. иИзобретение относнтсяк черной металлургии, конкретнее к непрерывной разливке СТВЛЬНЫЩ ЛЕНТ.Цель изобретения - повышение наДЕЖНОСТН работы КРНСТЕЛПИЭЗТОРЗ Н качества непрерывнолнтой ленты.На фиг. 1 изображен кристаллизатор непрерывной разливки для наготовлення стальных лент, вид сверку на фиг. 2 то же, вид сбоку наНа фиг, 6 затвердевшая в виде Трапеции кромка ленты На фиг. 5 - затвердевшал в виде прямоугольника кромка ленты.Кристаллизртор для непрерывной Раэлнвкнсодержит две протнволежаще широкие стенки 1 и 2 и две узкие боковые стенки 3 н 4, расположенные между параллельными участками широких боковых сторон 1 и 2 и образующие ра бочую полость. для охлаждения широких боковых стенок 1 и 2 в них предусмот рены полости 5, к которы подсоединены трубопроводы для подвода 6 н отво да 7 охлаждающего средства. Охлаждае мые таким же образом узкие стенки 3 и 4 перемещаются между шроким боковымн стенками 1 и 2 с помощью шпинделя В.до середины широкие боковые стенки и 2 образуют воронкообразную зону 9, в которуювходнт труба 10, через котоРУЮ подается жидкая сталь 11. Форнообразующая зона (фиг. 1) позволяет получить прямоугольную зону затвердевания корочки 12 по кремам ленты(фиг. 5), благодаря чему можно преодолеть недостатки застываюшей в виде трапеции кромки 12 ленты (фиг. 4). Зона заливки сужается до толщины 6изготавлнваемой ленты. Устройство ка чания обозначено стрелкой 13.Корочка 12, вастывающея в зоне заливки, при вытягивании и сужении деформируется в полосу толщиой 6. для поддержания иннмальной получаемой при этом деформации изгиба затвердевающей корочки 12 необходимо, чтобы все оказывающие влвние на деформе цию угл зоны валики были меньше 10П р н м е р. Кристаллизатор для разливки стали выполнен длиной 1 О 00 мм и шириной 1000 н, его коническая часть неет длину 550 мм, угол наклона 8 максиальную ширину 205 м,шрнна параллелной части широких боковых стенок составляет 50 мм.В крнсталлизатор подают сталь температурой 156 ОС, скорость вытягивания ленты 4 м/мин, интенсивность охлаждения в кристаллиэаторе устанав ливают в верхней части ЕЗОО ккал/М х х ч -град., в нижней части1000 ккал/м 2 ч град., температуру поверхности ленты на выходе из кристаллнзатора поддерживают 1 З 00 С. ТолЩННУ КОРОЧКИ В КОНЦЗ ВЕРХНЕЙ КОНИ ческой части получают 5 мм, а на выходе из кристаллизатора - 7,5 мм. Изобретение позволяет повысить надежность работы кристаллнэатора н получать стальную ленту с хорошим качеством структуры и поверхности за СЧЕТ ИСКЛЮЧЕНИЯ ТРЭПЕЦИЕВНДНОГО вастывания корочки в зоне наклоннх шнрокнх стенок крнсталлнэатора и ее заклинивания Между параллельными участкам боковыхстенок. Ф о р м у л а и 3 о 6 р ет е н и я 1. Кристаллнзатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаеые широкие н узкие боковые стенки, широкие боковыеСТЕНКИ КОТОРОГО В ВЕРХНЕЙ ЧСТН ВЫ полнены с углом наклона к вертикали Менее до, СУженыи книзу до размера получаемой ленты, н образуют рабочую полость конической формы, о т л н ч а ю щ и й с я тем, что, сцелью повышения надежности работы кристаллизатора н качества непрерывнолнтой 7 ленты, концевые участки широких боковык стенок выполнены параллельнын, а их ширина равна по меньшей мере толщине получаемой ленты.2. Кристаллиэатор по п. о т ч Л И Ч д Ю Щ И й с н тем, что широкие боковые стенки конической частикристаллнзатора выполнены дугообраз НЫИ. 3. Крнсталлизетор по п. 1, о тл и ч а ю щ н й с я тем, что боковые СТЕНКИ КРНСТЗЛЛИЗЗТОРЕ В верхней части выполнены из материала с меньшей теплопроводностью и больней жаростойкостью, чем материал нижней части.4. Кристеллизатор по п 1, о т л и Ч а Ю щ и й с я тем, что его боковые стенки выполнены с теплопроводностью не более 502 теплопроводности меди.УЗКИЕ б 0 К 0 ВЫе СТЕНКИ ВЫПОЛНЕНЫ С ВОЗ МПЖНОСТЬЮ ПВРЕМЕЩВННЯ В ЗОНЕ параллелЬнык.участков широких стенок.6. Крнсталлиэатор по п. 1, о т л и ч а ю щ И й с я тем, что он дополнительно содержит привод и на ПБЗВЛЯЮЩУЮ КаЧ 8 ННЯ.7. Способ непрерывного вертнкаль ного литья стальной ленты преимущественно толщиной менее 60 Мм В кристаллнзаторе с конической формой верхней части его рабочей полости, включающй подачу жидкой стали в кристаллнзатор охлаждение, формирование затвердевшей корочки заготовки и вытягивание ее из кристаллизатора, 0 т л И Ч а ш щ Н й с я тем, что, Фиг. 2с целью повышения надежности работы кристаллизвтора и качества непрерыв НОЛНТОЙ ЛЕНТЫ, вытягивание корочки заготовки, сформированной в конце конической части кристаллизатора толщиной до 6 мм, осуществляют со скоростью по меньшей мере 3-6 м/мин.8. Способ по п. 7, о т л н ч а ю щ и й с я тем, что в зоне параллельных участков широких стенок осу ществляют подвод смазочных материалов.9. Способ по п. 7, о т л н Ч а ю Щ И й с я тем, что в зоне парал ЛВЛЪНЬПС УЧВСТКОВ ШНРОКИХ СТЕНОК ОСУ ЩЕСТЛЯЮТ нагрев мениска расплава.Верстка МП КРИЦ Шанин А.Н. , Ильичев Д.С. , Семененко М.В. Ответственная за выпуск Фаизова 3.3.
МПК / Метки
МПК: B22D 11/00
Метки: ленты, непрерывного, кристаллизатор, стальной, литья, способ, вертикального
Код ссылки
<a href="https://kz.patents.su/4-1173-kristallizator-i-sposob-nepreryvnogo-vertikalnogo-litya-stalnojj-lenty.html" rel="bookmark" title="База патентов Казахстана">Кристаллизатор и способ непрерывного вертикального литья стальной ленты</a>
Многоручьевой кристаллизатор для горизонтального непрерывного литья
Номер патента: 863
Опубликовано: 15.06.1994
Авторы: Кашуба Владимир Павлович, Фридман Лев Петрович
МПК: B22D 11/04
Метки: литья, непрерывного, кристаллизатор, многоручьевой, горизонтального
Формула / Реферат:
Изобретение относится к области металлургии, а именно, к непрерывному горизонтальному литью плоских слитков. Цель - повышение производительности и равномерности охлаждения по периметру отливаемых слитков. Многоручьевой кристаллизатор состоит из графитовых вкладышей. Два наружных вкладыша 1 имеют сечение в виде швеллера, а внутренние вкладыши 2 имеют форму двутавра. Каждый вкладыш выполнен водоохлаждаемым. В собранной из них графитовой форме...
Вакуумный аппарат для непрерывного рафинирования металлов.
Номер патента: 921
Опубликовано: 15.06.1994
Автор: Мазулевский Евгений Александрович
МПК: C22B 9/04, C22B 61/60
Метки: рафинирования, аппарат, металлов, непрерывного, вакуумный
Формула / Реферат:
Изобретение относится к цветной металлургии, к области рафинирования цветных металлов, предназначено для вакуумной дистилляции чернового селена и может быть использовано также для дистилляции металлов, близких по свойствам к селену, например, теллура. Цель изобретения - повышение чистоты и извлечения в чистый продукт рафинированного селена. Вакуумный аппарат для непрерывного рафинирования металлов включает корпус, обогреваемые испарительные...
Охлаждающая головка для одно-или многокамерной печи для непрерывного производства синильной кислоты
Номер патента: 1156
Опубликовано: 15.09.1994
Авторы: Карл Фоигт, Райнхард Маннер, Вольф Дитер Пфайфер, Ханс Шафер
МПК: B01J 19/24
Метки: многокамерной, кислоты, охлаждающая, одно-или, непрерывного, печи, производства, синильной, головка
Формула / Реферат:
Изобретение относится к оборудованию для непрерывного производства синильной кислоты и позволяет повысить эффективность процесса. Охлаждающая головка для одно- или многокамерной печи содержит корпус с размещенным в нем трубчатым элементом (ТЭ), закрепленным в верхней и нижней плитах и снабженным патрубками для ввода и вывода охлаждающей среды. Трубы ТЭ посредством сальника соединены с реакционными трубами. При этом покруг каждого сальника на...
Весовой дозатор непрерывного действия

Номер патента: 1002
Опубликовано: 15.06.1994
Автор: Николаев Евгений Иванович
МПК: G01G 11/00, G01F 11/00
Метки: непрерывного, весовой, дозатор, действия
Формула / Реферат:
Изобретение может быть использовано в системе непрерывного автоматического дозирования сыпучих материалов. Цель изобретения - повышение точности дозирования путем учета инерционности системы. Значение массы материала на транспортер 6 преобразуется датчиком 13 усилия в значение напряжения переменного тока. Этот сигнал так же,как и сигнал с блока 10 съема сигнала по скорости транспортера, поступает на вход множительно-преобразующего устройства 12,...
Слиток
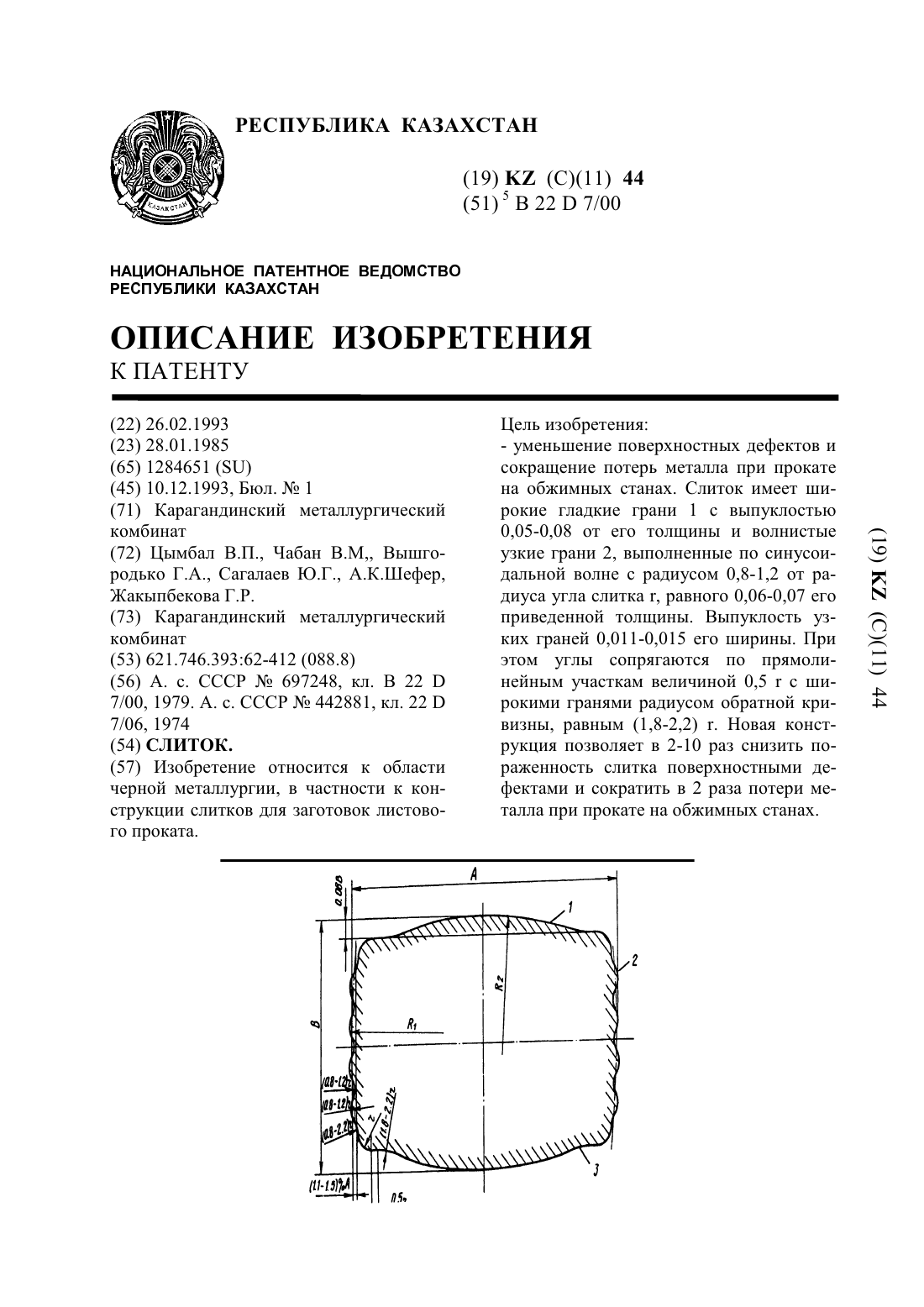
Номер патента: 44
Опубликовано: 10.12.1993
Авторы: Вышгородько Герман Арсентьевич, Шефер Андрей Карлович, Чабан Виктор Михайлович, Цымбал Виктор Павлович, Жакыпбекова Гульжиган Рахматулловна, Сагалаев Юрий Григорьевич
МПК: B22D 7/00
Метки: слиток
Формула / Реферат:
Изобретение относится к области черной металлургии, в частности к конструкции слитков для заготовок листового проката. Цель изобретения: - уменьшение поверхностных дефектов и сокращение потерь металла при прокате на обжимных станах. Слиток имеет широкие гладкие грани 1 с выпуклостью 0,05-0,08 от его толщины и волнистые узкие грани 2, выполненные по синусоидальной волне с радиусом 0,8-1,2 от радиуса угла слитка r, равного 0,06-0,07 его...
Предыдущий патент: Способ изготовления литейных форм
Следующий патент: Кристаллизатор для непрерывного вертикального литья стальной ленты
Случайный патент: Электротехническое стекло