Способ снятия остаточных напряжений в шейках коленчатого вала
Номер инновационного патента: 25807
Опубликовано: 15.06.2012
Авторы: [Тюрин Николай Анатольевич], Тюрин Анатолий Николаевич
Формула / Реферат
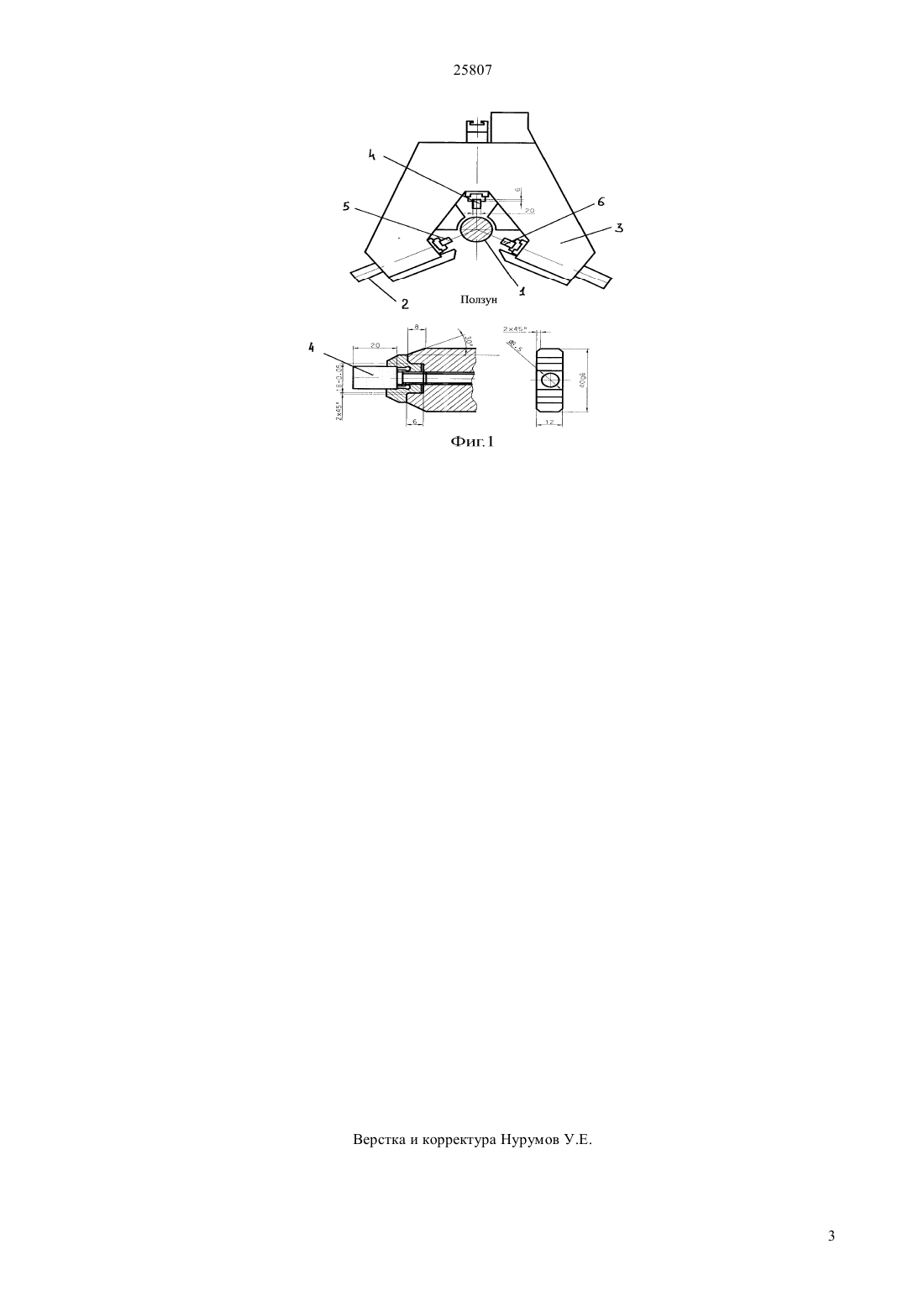
Изобретение относится к машиностроению, в частности к способам по снятию остаточных напряжений в деталях. Способ снятия остаточных напряжений в шейках коленчатого вала заключающийся в том, что, коленчатый вал закрепляют в центрах суперфинишного полуавтомата, а к поверхностям коренных и шатунных шеек вала прижимают при помощи ползунов инструментальной головки на некоторое время источники ультразвуковых колебаний (волноводы) расположенные через 120 градусов по окружности обрабатываемой детали, что дает более равномерное распределение ультразвуковых колебаний по поверхности и исключает необходимость поворота детали, обязательную при обработке одним источником. Силу прижима источников УЗК к поверхности шейки обеспечивают в определенных пределах, при которых с одной стороны в обрабатываемой заготовке не возникают остаточные деформации, а с другой стороны, обеспечивается надежная передача ультразвуковых колебаний от источника к заготовке.
Текст
(51) 23 6/00 (2011.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ заключающийся в том, что, коленчатый вал закрепляют в центрах суперфинишного полуавтомата, а к поверхностям коренных и шатунных шеек вала прижимают при помощи ползунов инструментальной головки на некоторое время источники ультразвуковых колебаний(волноводы) расположенные через 120 градусов по окружности обрабатываемой детали, что дает более равномерное распределение ультразвуковых колебаний по поверхности и исключает необходимость поворота детали, обязательную при обработке одним источником. Силу прижима источников УЗК к поверхности шейки обеспечивают в определенных пределах, при которых с одной стороны в обрабатываемой заготовке не возникают остаточные деформации, а с другой стороны, обеспечивается надежная передача ультразвуковых колебаний от источника к заготовке.(72) Тюрин Анатолий Николаевич Тюрин Николай Анатольевич(73) Республиканское Государственное казенное предприятие Западно-Казахстанский аграрнотехнический университет им. Жангир хана Министерства образования и науки Республики Казахстан Тюрин Анатолий Николаевич Тюрин Николай Анатольевич(54) СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ШЕЙКАХ КОЛЕНЧАТОГО ВАЛА(57) Изобретение относится к машиностроению, в частности к способам по снятию остаточных напряжений в деталях. Способ снятия остаточных напряжений в шейках коленчатого вала 25807 Изобретение относится к машиностроению, в частности к способам по снятию остаточных напряжений в деталях. Важнейшей задачей точного машиностроения, в частности, подшипникостроения, на современном этапе является разработка более эффективных технологических процессов изготовления деталей,обеспечивающих не только достижение высокой точности при минимуме затрат, но и сохранение первоначальных показателей точности в течение всего срока службы изделия. Одним из основных факторов, приводящих к снижению первоначальной точности деталей, является релаксация остаточных напряжений. Увеличение отклонений их формы,вызываемое релаксацией напряжений, неизбежно приводит к снижению надежности и уменьшению срока службы машин,снижению их эксплуатационных свойств. Из известных способов уменьшения или устранения остаточных напряжений и стабилизации размеров для прецизионных деталей точных приборов наибольшее применение имеет термическая обработка - отжиг и старение. Основными недостатками существующих технологий релаксации являются следующие а) их низкая производительность б) большие затраты энергии в) длительность цикла обработки г) необходимость использования дорогостоящего оборудования(печей) для осуществления обработки д) большие потребные производственные площади е) сложность достижения заданного качества обработки, так как требуется жестко использовать необходимый режим обработки, иначе в некоторых случаях термическое воздействие на упругонагруженный материал может вновь вызвать возникновение остаточных напряжений, особенно у изделий сложной формы и при ускоренном нагреве и последующим охлаждении. Наиболее близким техническим решением является технология релаксации остаточных напряжений в деталях под действием ультразвуковых колебаний, воздействующих на изделие механическим способом Патент РФ 2140842 Способ вибростарения деталей. Недостатком данного способа является необходимость после однократной обработки релаксацию остаточных напряжений повторять при повороте детали вокруг своей оси на длину дуги,равную четверти длины упругой волны,возникающей в ней в процессе обработки. При обработке ультразвуковыми колебаниями металла,содержащего дислокации,энергия ультразвуковой волны преимущественно поглощается дислокациями и преобразуется в энергию перемещения этих дислокации. Это вызывает развитие внутри зерен металла дополнительной дислокационной деформации,которая будет способствовать пластическим сдвигам, способствующим уменьшению уровня остаточных напряжений. Задачей настоящего изобретения является повышение эффективности снятия остаточных напряжений в деталях и в частности коренных и шатунных шейках коленчатого вала. Сущность предлагаемого способа заключается в том, что коленчатый вал закрепляют в центрах суперфинишного полуавтомата, а к поверхностям коренных и шатунных шеек вала 1 прижимают при помощи ползунов 2 инструментальной головки 3 на некоторое время источники ультразвуковых колебаний (волноводы 4,5,6) (фиг.1),расположенные через 120 градусов по окружности обрабатываемой детали, что дает более равномерное распределение ультразвуковых колебаний по поверхности и исключает необходимость поворота детали, обязательную при обработке одним источником. Силу прижима источников УЗК к поверхности шейки обеспечивают в определенных пределах, при которых с одной стороны в обрабатываемой заготовке не возникают остаточные деформации, а с другой стороны, обеспечивается надежная передача ультразвуковых колебаний от источника к заготовке. Технико-экономическая эффективность данного способа заключается в следующем а) обеспечивает более высокое качество обработки по сравнению с термоотпуском остаточные напряжения снижаются в 1,4 раза,стабилизируются размеры деталей, овальность деталей снижается в 1, 6 раза, отклонение от круглости - в 1,5 раза, волнистость - на 44,повышается твердость деталей и существенно уменьшается разброс показателей качества. б) более высокая производительность по сравнению с термообработкой в) не требуется дорогостоящее термическое оборудование, так как обработка осуществляется на простом ультразвуковом автомате г) оборудование легко встраивается в автоматическую линию д) резко (на порядок и более) уменьшаются затраты энергии е) требуются небольшие производственные площади ж) ультразвуковая технология экологически чиста и безопасна для окружающих. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ снятия остаточных напряжений в шейках коленчатого вала, включающий закрепление детали на опоре и установку источника ультразвуковых колебаний с возможностью контактирования с деталью, отличающийся тем, что коленчатый вал закрепляют в центрах суперфинишного полуавтомата, а к поверхностям коренных и шатунных шеек вала прижимают при помощи ползунов инструментальной головки на некоторое время источники ультразвуковых колебаний(волноводы), расположенные через 120 градусов по окружности обрабатываемой шейки.
МПК / Метки
МПК: B23P 6/00
Метки: шейках, коленчатого, остаточных, напряжений, снятия, вала, способ
Код ссылки
<a href="https://kz.patents.su/3-ip25807-sposob-snyatiya-ostatochnyh-napryazhenijj-v-shejjkah-kolenchatogo-vala.html" rel="bookmark" title="База патентов Казахстана">Способ снятия остаточных напряжений в шейках коленчатого вала</a>
Способ правки и измерения коленчатого вала и устройство для его осуществления
Номер предварительного патента: 5494
Опубликовано: 15.12.1997
Авторы: Хальзов Виктор Владимирович, Синельников Борис Иосифович
МПК: B21D 3/16
Метки: способ, осуществления, коленчатого, устройство, правки, вала, измерения
Формула / Реферат:
Изобретение относится к области ремонта двигателей и может быть использовано при восстановлении коленчатых валов в авторемонтных и автотранспортных предприятиях.Способ правки и измерения коленчатого вала включает его установку крайними коренными шейками на жесткие правочные призмы, измерение деформации коленчатого вала и правку деформации до номинальных значений геометрической продольной оси.Коленчатый вал плавно устанавливают неизношенными...
Способ восстановления изношенных шеек коленчатого вала
Номер патента: 3646
Опубликовано: 15.04.1998
Авторы: Малых Евгений Григорьевич, Шандыбаев Ажирхан, Каржаубаев Адил Сагинбекович, Ермекбаев Абдикамал Абдикадырович, Оралбаев Сарсенбек Жуматаевич, Бисекенов Агарыс Балгереевич, Паримбеков Бакитбек Куанышевич
МПК: B23P 6/00
Метки: восстановления, вала, шеек, изношенных, способ, коленчатого
Формула / Реферат:
Изобретение относится к ремонтному производству.
Повышение надежности в эксплуатации восстановленного коленчатого вала достигается за счет широкослойной наплавки изношенных шеек легированной проволокой и подачи в сварочную ванну порошковой композиции состава, мас.%; материал на основе железа - 8084, графит - 1013, алюминий - 67, при содержании в материале железа не менее 96 мас.%.
Устройство для финишной антикоррозионной безабразивной обработки шеек коленчатого вала методом пластической деформации
Номер инновационного патента: 23134
Опубликовано: 15.11.2010
Авторы: Абдракипов Сергей Рафаилович, Дерман Андрей Львович, Никитин Анатолий Васильевич
МПК: B24B 39/04, B24B 35/00
Метки: методом, обработки, пластической, устройство, безабразивной, вала, шеек, коленчатого, деформации, антикоррозионной, финишной
Формула / Реферат:
Изобретение относится к устройствам автомобильной промышленности, а именно к устройствам, предназначенным для проведения финишной антикоррозийной безобразивной обработки шеек коленчатого вала в двигателе внутреннего сгорания и направлено для увеличения ресурса двигателей внутреннего сгорания.Ресурс двигателей внутреннего сгорания в большей степени зависит от износостойкости сопряжения цилиндра поршневой группы и кривошипно-шатунного...
Тензорезисторный способ измерения напряжений
Номер инновационного патента: 20838
Опубликовано: 16.02.2009
Авторы: Манапбаев Бауыржан Жарканбекович, Алимбаев Базартай Алимбаевич
МПК: G01L 1/22
Метки: тензорезисторный, измерения, способ, напряжений
Формула / Реферат:
Изобретение относится к неразрушающему контролю материалов и может быть использовано при замере напряжений тензорезисторами в нагружаемых элементах изделий.Для повышения точности измерения напряжений тензорезисторным способом с учетом остаточных технологических напряжений, предлагается определять напряжение в нагруженном элементе изделия, затем - напряжение в точно таком ненагруженном эталонном элементе изделия, и по разности показаний,...
Способ обработки рабочих поверхностей деталей типа тел вращения усложненной формы
Номер предварительного патента: 14900
Опубликовано: 15.10.2004
Авторы: Владимиров Виктор Леонтьевич, Киселев Леонид Александрович
МПК: B24B 1/00
Метки: вращения, рабочих, деталей, поверхностей, обработки, формы, усложненной, тел, типа, способ
Формула / Реферат:
Изобретение относится к механической обработке деталей, в частности, шлифованием и можетбыть использовано в машиностроении и в другихобластях промышленности.Способ обработки рабочих поверхностей деталей типа тел вращения усложненной формы с использованием в качестве рабочего инструмента преимущественно абразивных кругов, которым сообщают встречное по отношению к обрабатываемойдетали вращение, отличается тем, что абразивныйинструмент располагают...
Предыдущий патент: Устройство для ввода дисперсных частиц
Следующий патент: Противоугонное устройство рулевого транспортного средства
Случайный патент: Соевая паста