Устройство для финишной антикоррозионной безабразивной обработки шеек коленчатого вала методом пластической деформации
Номер инновационного патента: 23134
Опубликовано: 15.11.2010
Авторы: Абдракипов Сергей Рафаилович, Дерман Андрей Львович, Никитин Анатолий Васильевич
Формула / Реферат
Изобретение относится к устройствам автомобильной промышленности, а именно к устройствам, предназначенным для проведения финишной антикоррозийной безобразивной обработки шеек коленчатого вала в двигателе внутреннего сгорания и направлено для увеличения ресурса двигателей внутреннего сгорания.
Ресурс двигателей внутреннего сгорания в большей степени зависит от износостойкости сопряжения цилиндра поршневой группы и кривошипно-шатунного механизма.
Задачей предлагаемого изобретения является создание устройства для ФАБО шеек коленчатого вала. Технический результат изобретения -увеличение межремонтных пробегов коленчатых валов после проведения их расточки под соответствующие очередные ремонтные размеры, за счёт сглаживания микронеровностей и заполнения их материалом накатных головок. Натирающие элементы во время работы изнашиваются. Но этот износ - равномерный, натирающие элементы не утрачивают своей цилиндрической формы. Таким образом обеспечивается постоянный линейный контакт натирающих роликов с деталью. Это, в свою очередь, обеспечивает высокое контактное давление в сопряжении инструмент-деталь, необходимое для получения покрытия высокого качества.
Сравнительная простота и универсальность такого технического решения позволяют использовать его и в условиях крупных машиностроительных предприятий и на небольшом автотранспортном предприятии.
Текст
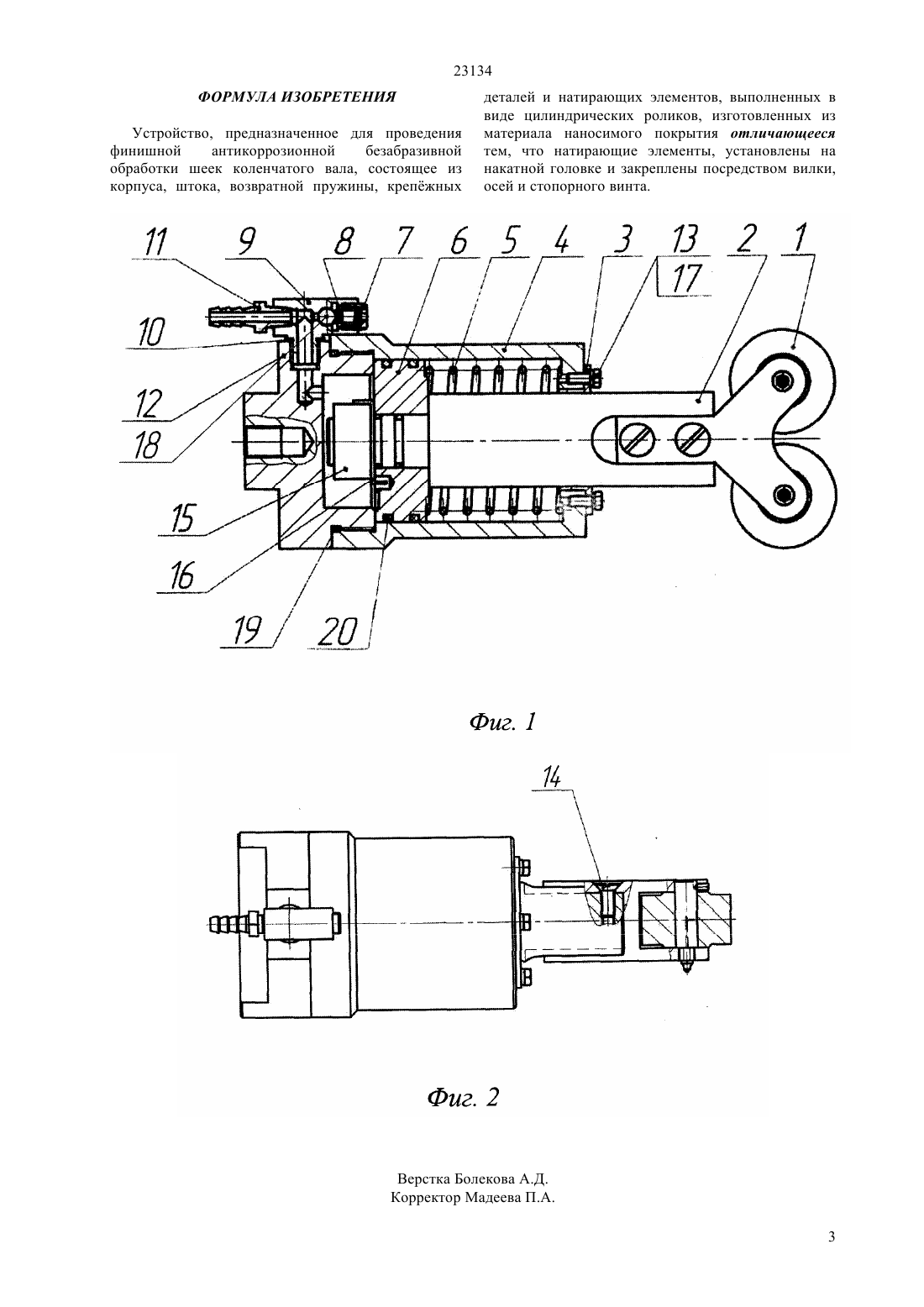
(51) 24 39/04 (2009.01) 24 35/00 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Задачей предлагаемого изобретения является создание устройства для ФАБО шеек коленчатого вала. Технический результат изобретения увеличение межремонтных пробегов коленчатых валов после проведения их расточки под соответствующие очередные ремонтные размеры, за счт сглаживания микронеровностей и заполнения их материалом накатных головок. Натирающие элементы во время работы изнашиваются. Но этот износ - равномерный, натирающие элементы не утрачивают своей цилиндрической формы. Таким образом обеспечивается постоянный линейный контакт натирающих роликов с деталью. Это, в свою очередь, обеспечивает высокое контактное давление в сопряжении инструмент-деталь,необходимое для получения покрытия высокого качества. Сравнительная простота и универсальность такого технического решения позволяют использовать его и в условиях крупных машиностроительных предприятий и на небольшом автотранспортном предприятии.(72) Дерман Андрей Львович Никитин Анатолий Васильевич Абдракипов Сергей Рафаилович(54) УСТРОЙСТВО ДЛЯ ФИНИШНОЙ АНТИКОРРОЗИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА МЕТОДОМ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ(57) Изобретение относится к устройствам автомобильной промышленности, а именно к устройствам, предназначенным для проведения финишной антикоррозийной безобразивной обработки шеек коленчатого вала в двигателе внутреннего сгорания и направлено для увеличения ресурса двигателей внутреннего сгорания. Ресурс двигателей внутреннего сгорания в большей степени зависит от износостойкости сопряжения цилиндра поршневой группы и кривошипно-шатунного механизма. 23134 Изобретение относится к устройствам автомобильной промышленности, а именно к устройствам, предназначенным для проведения финишной антикоррозийной безобразивной обработки шеек коленчатого вала в двигателе внутреннего сгорания и направлено для увеличения ресурса двигателей внутреннего сгорания. Ресурс двигателей внутреннего сгорания в большей степени зависит от износостойкости сопряжения цилиндра поршневой группы и кривошипно-шатунного механизма. Имеется аналог устройства, которое применяется для финишной обработки деталей цилиндропоршневой группы и кривошипношатунного механизма. Устройство создано на базе серийной хонинговальной головки и состоит из корпуса, в котором имеется не менее трх радиальных пазов, равномерно расположенных по окружности. В них расположены колодки, которые могут перемещаться в пазах в радиальном направлении. Для разжима колодок служит конический разжимной шток. На колодках установлены натирающие элементы, изготовленные из материала наносимого покрытия и имеющие форму цилиндрических роликов(журнал Автомобильное дело, 6, 1989 г.). Износ можно значительно снизить, если поверхности деталей покрывать тонкими антифрикционными слоями специального материала при помощи предлагаемой установки. Задачей предлагаемого изобретения является создание устройства для ФАБО шеек коленчатого вала. Технический результат изобретения увеличение межремонтных пробегов коленчатых валов после проведения их расточки под соответствующие очередные ремонтные размеры, за счт сглаживания микронеровностей и заполнения их материалом накатных головок. Натирающие элементы во время работы изнашиваются. Но этот износ - равномерный, натирающие элементы не утрачивают своей цилиндрической формы. Таким образом обеспечивается постоянный линейный контакт натирающих роликов с деталью. Это, в свою очередь, обеспечивает высокое контактное давление в сопряжении инструмент-деталь,необходимое для получения покрытия высокого качества. В состав устройства входят,см. фиг. 1, фиг.2 накатная головка, поз. 1,которая состоит из двух роликов, вилки, двух осей накатных роликов с пресс-маслнками,стопорного винта и крепиться к штоку поз.2 четырьмя винтамипоз. 14 втулка, поз. 3 корпус, поз. 4 возвратная пружина, поз. 5 поршень, поз. 6 регулировочный винт, поз. 7 пружина, поз. 8 корпус клапана, поз. 9 прокладка, поз. 10 штуцер, поз. 11 2 крышка, поз. 12 соединительные и уплотнительные стандартные изделия - винтпоз. 13,винтпоз. 14,гайка штока поз. 15,шайба стопорная поз. 16,шайба пружинная поз. 17,шарик поз. 18,кольцо уплотнительноепоз. 19,кольцо уплотнительноепоз.20. Устройство работает следующим образом. После установки коленчатого вала в токарном станке,в резцедержателях посредством промежуточной вставки (на иллюстрациях не показана) которая крепится с торцевой части устройства, с двух сторон от обрабатываемой шейки подводят два приспособления,согласно предложенной схемы фиг. 3 (при обработки шатунных шеек коленчатый вал закреплять в центросместителях). Оба устройства подключаются параллельно к одному пневмоисточнику (к компрессору или к промышленной пневмоцентрали). Каждое из приспособлений предварительно регулируется на определнное давление накатных роликов в зависимости от материала собственно роликов и шеек коленчатого вала, посредством отворачивания или вворачивания регулировочного винта поз. 7, фиг. 1. Эту операцию желательно проводить на специальном стенде. При работе устройства воздух податся через штуцер поз. 11, и через внутренние каналы корпуса клапана поз. 9 и крышки поз. 12 в надпоршневое пространство устройства. Преодолевая силы сжатия возвратной пружины поз. 5, давление поршня передатся через шток поз. 2 на накатную головку поз. 1, за счт чего осуществляется постоянное давление роликов на обрабатываемую поверхность шейки коленчатого вала. В случае возникновения избыточного давления в пневмоцентрале, что может привести к местному наклпу обрабатываемой поверхности, произойдт сжатие пружины поз. 8 клапана за счт повышения давления на поверхности шарика поз. 18, вследствие чего произойдт сброс давления через торцевое отверстие регулировочного винта поз. 7. В зону контакта рабочего инструмента с деталью,необходимо вводить металлоплакирующую смазку,которая одновременно служит средством переноса материала и выполняет функцию охлаждающей жидкости. Устройство совершает одновременно вращательное и возвратно-поступательное движение,благодаря этому наносится антифрикационный материал на поверхность шеек коленчатого вала. Сравнительная простота и универсальность такого технического решения позволяют использовать его и в условиях крупных машиностроительных предприятий и на небольшом автотранспортном предприятии. 23134 ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство, предназначенное для проведения финишной антикоррозионной безабразивной обработки шеек коленчатого вала, состоящее из корпуса, штока, возвратной пружины, крепжных деталей и натирающих элементов, выполненных в виде цилиндрических роликов, изготовленных из материала наносимого покрытия отличающееся тем, что натирающие элементы, установлены на накатной головке и закреплены посредством вилки,осей и стопорного винта.
МПК / Метки
МПК: B24B 35/00, B24B 39/04
Метки: вала, обработки, финишной, антикоррозионной, пластической, деформации, шеек, коленчатого, методом, устройство, безабразивной
Код ссылки
<a href="https://kz.patents.su/3-ip23134-ustrojjstvo-dlya-finishnojj-antikorrozionnojj-bezabrazivnojj-obrabotki-sheek-kolenchatogo-vala-metodom-plasticheskojj-deformacii.html" rel="bookmark" title="База патентов Казахстана">Устройство для финишной антикоррозионной безабразивной обработки шеек коленчатого вала методом пластической деформации</a>
Способ восстановления изношенных шеек коленчатого вала
Номер патента: 3646
Опубликовано: 15.04.1998
Авторы: Шандыбаев Ажирхан, Паримбеков Бакитбек Куанышевич, Оралбаев Сарсенбек Жуматаевич, Малых Евгений Григорьевич, Ермекбаев Абдикамал Абдикадырович, Каржаубаев Адил Сагинбекович, Бисекенов Агарыс Балгереевич
МПК: B23P 6/00
Метки: шеек, изношенных, коленчатого, вала, способ, восстановления
Формула / Реферат:
Изобретение относится к ремонтному производству.
Повышение надежности в эксплуатации восстановленного коленчатого вала достигается за счет широкослойной наплавки изношенных шеек легированной проволокой и подачи в сварочную ванну порошковой композиции состава, мас.%; материал на основе железа - 8084, графит - 1013, алюминий - 67, при содержании в материале железа не менее 96 мас.%.
Способ правки и измерения коленчатого вала и устройство для его осуществления
Номер предварительного патента: 5494
Опубликовано: 15.12.1997
Авторы: Синельников Борис Иосифович, Хальзов Виктор Владимирович
МПК: B21D 3/16
Метки: измерения, коленчатого, устройство, вала, способ, осуществления, правки
Формула / Реферат:
Изобретение относится к области ремонта двигателей и может быть использовано при восстановлении коленчатых валов в авторемонтных и автотранспортных предприятиях.Способ правки и измерения коленчатого вала включает его установку крайними коренными шейками на жесткие правочные призмы, измерение деформации коленчатого вала и правку деформации до номинальных значений геометрической продольной оси.Коленчатый вал плавно устанавливают неизношенными...
Способ Дагиса восстановления шеек коленчатых валов с трещинами
Номер предварительного патента: 2625
Опубликовано: 15.12.1995
Автор: Дагис Зигфрид Станиславович
МПК: B23P 6/27
Метки: дагиса, коленчатых, валов, способ, восстановления, шеек, трещинами
Формула / Реферат:
Изобретение уменьшает затраты на ремонт самоходных машин за счет сокращения количества валов, подлежащих выбраковке из-за поверхностных трещин на цилиндрических частях шеек. Упрощен процесс восстановления и увеличена надежность валов.В процессе восстановления удаляют с шеек дефектный слой материала, содержащий поверхностные трещины. Для компенсации износа шеек и дефектного слоя с трещинами применяют установку на шейках ремонтных деталей в виде...
Способ восстановления изношенных шеек валов
Номер предварительного патента: 3152
Опубликовано: 15.03.1996
Автор: Дагис Зигфрид Станиславович
МПК: B23K 5/18
Метки: изношенных, шеек, восстановления, способ, валов
Формула / Реферат:
Изобретение относится к области восстановления изношенных шеек валов.Для восстановления валов, имеющих повышенную надежность, как в части прочности, так и износостойкости разработан способ, включающий обработку изношенных шеек валов, установку и закрепление на шейках дополнительных ремонтных деталей, выполненных в виде ремонтных полуколец, поджатие их к шейкам и соединение их стыков сваркой, обработку шеек с ремонтными полукольцами на заданные...
Механизм газораспределения двигателей внутреннего сгорания
Номер предварительного патента: 7803
Опубликовано: 15.07.1999
Автор: Аглаков Мухамед Мурзагалиевич
МПК: F02B 29/02
Метки: механизм, внутреннего, двигателей, газораспределения, сгорания
Формула / Реферат:
Изобретение относится к двигателестроению, а именно к механизмам газораспределения двигателей внутреннего сгорания.Повышение мощности двигателей внутреннего сгорания, снижение расхода топлива и токсичности выхлопных газов достигается тем, что механизм газораспределения двигателей внутреннего сгорания состоит из распределительного вала, толкателя, штанги, коромысла, клапана с двумя пружинами; штанга выполнена из верхней и нижней частей,...
Предыдущий патент: Способ получения композиционного электрода на основе шунгита (таурита) Коксуйского месторождения
Следующий патент: Устройство для термического разрушения горных пород
Случайный патент: Состав дезинфицирующего средства