Многовалковая прокатная клеть







Формула / Реферат
Изобретение относится к многовалковой прокатной клети, содержащей верхний и нижний валковые комплекты, каждый из которых содержит рабочий валок, два первых промежуточных валка, опирающихся на опорные валки непосредственно или через вторые промежуточные валки.
С целью уменьшения более высокого давления в краевых зонах прокатной полосы, первые промежуточные валки установлены с возможностью независимого осевого перемещения каждого валка; соседние концы бочек первых промежуточных валков каждой пары выполнены различной формы. Часть вторых промежуточных валков (средний или крайний каждого валкового комплекта) также могут быть выполнены с профилированными бочками. Уменьшение давления в краевых зонах прокатной полосы достигается также за счет того, что профилированные бочки валков располагаются несимметрично относительно середины и профилированные валки верхнего и нижнего комплектов клети могут быть развернуты на 180°.
Текст
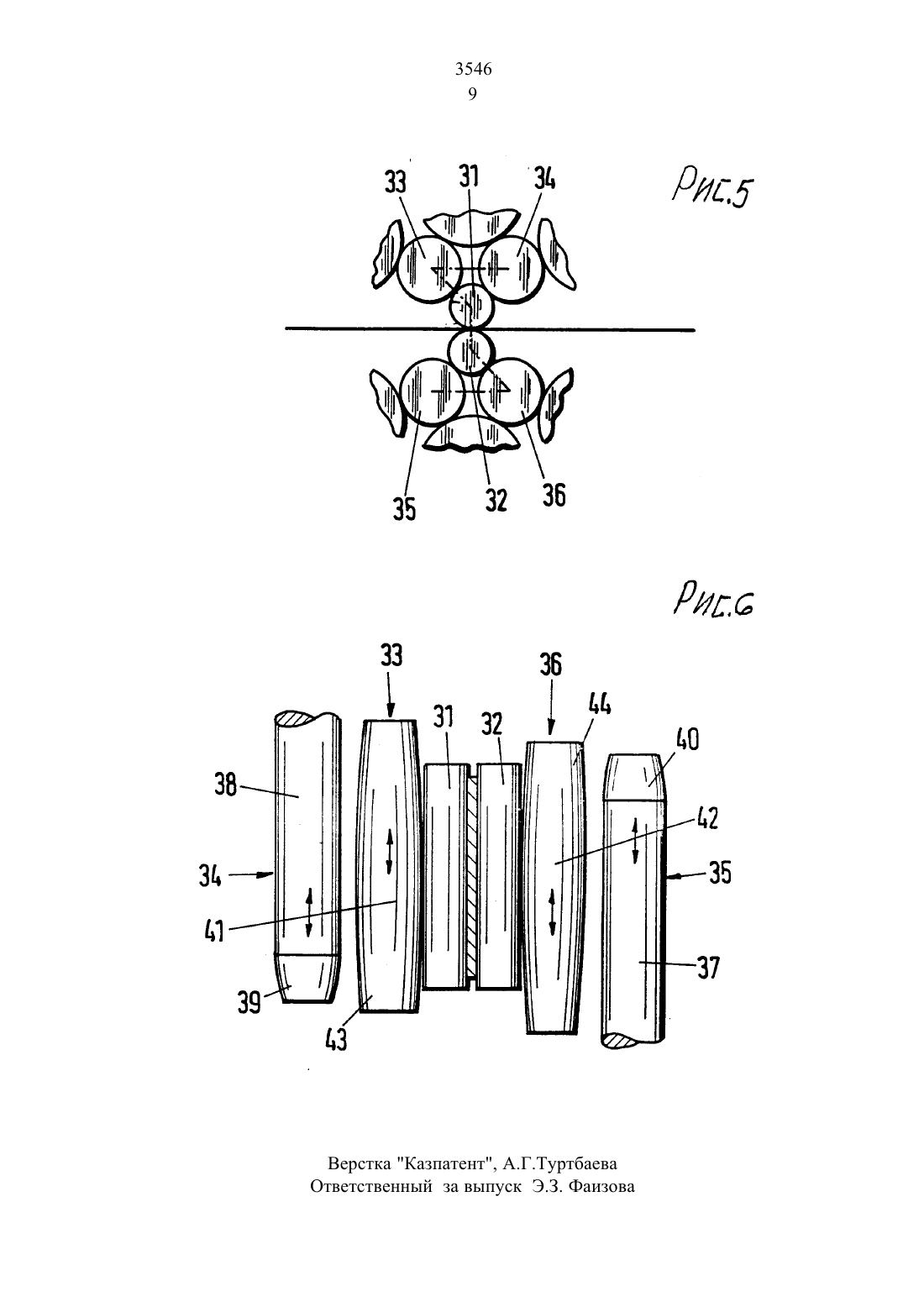
Изобретение относится К многовалковой прокатной клети, оба рабочих валка которой через пару аксиально перестанавливаемых промежуточных валков косвенно или непосредственно опираются на опорные валки или на установленные в ряд опорные ролики,причем Каждый промежуточный валок имеет лишь один суженный конец бочки валка и соответственно два суженных конца валковых бочек расположены на каждой стороне прокатной клети.Известно, что при прокатке полос в четырехвалковой прокатной клети края полос подвержены воздействию более высокого давления, чем средние зоны полос, если не предприняты какие-либо контрмеры.Известная контрмера для многовалковых прокатных станов, у которых известные в отношении других прокатных клетей непосредственный противоизгиб рабочих и промежуточных валков является невозможным по конструктивным соображениям, состоит в том, что рабочие валки опираются не по всей длине на промежуточные валки, а лишь на частичной длине, причем эта частичная длина может регулироваться.У известной прокатной клети упомянутого типа (Авторское свидетельство СССР Не 664562, кл. Р 21 В 13/14, 1974) каждый рабочий валок опирается на пару промежуточных валков.Промежуточные валки таким же образом сужаются на соответствующем конце в виде конуса, параболы и т.п., причем суженные концы валковых бочек промежуточных валков,относящихся к различным рабочим валкам, расположены на противоположных по отношению друг к другу сторонах прокатной клети, в то время как суженные концы валковых бочек промежуточных валков, относящихся к тому же самому рабочему валку, расположены на той же самой стороне прокатной клети. У такой прокатной клети посредством автономного аксиального перемещения пары рабочих валков и/или обеих пар промежуточных валков можно регулировать длину опирания в зависимости от ширины прокатываемой полосы таким образом, что каждый край прокатываемой полосы в большей или меньшей степени перекрывает суженные концы.Наряду с регулированием промежуточных валков в отношении краев прокатываемых полос у таких многовалковых прокатных клетей является также известным то, что можно воздействовать на профиль раствора валков в средней зоне прокатываемой полосы. Это осуществляется посредством предварительного регулирования опор соответственно двух опорных валков, через которые усилия прокатки передаются на станину.Такая многовалковая прокатная клеть хорошо себя зарекомендовала на практике в течение многих лет однако возможности регулирования с целью воздействия на профильрЗСТВОрЗ ВЗЛКОВ на ТЗКИХ МНОГОВЗЛКОВЫХ КЛСТЯХ, а ИМСННО, парное аксиальное ПСрСМбЩСНИСпромежуточных валков с суженными с одной стороны концами валковых бочек И предварительное регулирование линии изгиба на двух опорных валках, для достижения обычных в настоящее время требований к ровности полос часто являются недостаточными. В особенности это является затруднительным у многовалковых прокатных клетей при предварительно заданных формах для сужения концов валковых бочек промежуточных валков необходимо осуществить достаточную подгонку профиля раствора валков в зоне краев прокатываемой полосы, если сильно изменяется профиль толщины прокатываемой ленты от одной полосы к другой.В основу изобретения положена задача создать многовалковую прокатную клеть упомянутого вначале типа, у которой опирание рабочих валков, в частности в краевых зонах прокатываемой полосы, может регулироваться в большем объеме, чем до сих пор.Эта задача, согласно изобретению, решается тем, что соседние суженные концы валковых бочек первых промежуточных валков каждой пары выполнены различной формы.В этом изобретении становится возможным посредством большего и меньшего смещения расположенных на одной и той же стороне прокатной клети концом валковых бочек с учетом их формоизменения воздействовать на кривую опирания на краях прокатываемой полосы.Под воздействием усилия прокатки именно рабочие валки прижимаются к этой кривой. Изменение установочной позиции одного или нескольких валков, у которых суженные концы валковых бочек относятся к одному и тому же краю прокатываемой полосы, отражается на соответствующей краевой зоне прокатываемой полосы как изменение профиля раствора валков.Тем самым также обеспечивается возможность точной установки (регулировки) для воздействия с целью изготовления ровной полосы.Так как кривую опирания для рабочих валков образует не только аксиальное смешение суженных концов валковых бочек, но и также их контур, то относящиеся к одному и тому же краю прокатываемой полосы концы валковых бочек могут иметь различные контуры сужения.Но не только в краевых зонах прокатываемой полосы с помощью перестанавливаемых независимо друг от друга в аксиальном направлении промежуточных валков можно воздействовать на кривую опирания для рабочих валков, но и также в зоне между краевыми участками, если согласно следующему варианту исполнения изобретения один промежуточный валок из каждой пары промежуточных валков имеет отклоняющийся от цилиндрической формы контур между концами валковых бочек. Так как форма устанавливающегося под воздействием усилия прокатки раствора валков получается изСЛОЖСНИЯ соприкасающихся на ОДНОМ И ТОМ же МССТС С рабочими валками МССТНЫХ диаметровпромежуточных валков с соответствующими контурами, то специалисту на практике можно легко выбирать соответствующую размерность контура для определенной Цели.Согласно другому, альтернативному к этому варианту исполнения, предусмотрено,чтобы каждый фиксируемый промежуточный валок, по меньшей мере, через один следующий промежуточный валок с профилированной валковой бочкой опирался на опорные валки или опорные ролики. С помощью этого варианта исполнения можно достигать значительных эффектов, как и с профилированными валковыми бочками для первых промежуточных валков,непосредственно подпирающих рабочие валки. В рамках этого варианта изобретения имеются два предпочтительных исполнения. Одно исполнение состоит в том, что средний из вторых промежуточный валок, подпирающий пару промежуточных валков, имеет профилированную валковую бочку, в то время как другое исполнение состоит в том, что соответственно крайний из вторых промежуточный валок, подпирающий один из промежуточных валков каждой пары, имеет профилированную валковую бочку.В предпочтительном варианте исполнения контур каждого промежуточного валка установлен несимметрично по отношению к середине валковой бочки. В частности, оба промежуточных валка со своими несимметрично профилированными валковыми бочками установлены в противоположных направлениях. При такой компоновке относительное аксиальное перемещение обоих промежуточных валков вызывает усиление или ослабление кривизны профиля раствора валков в средней зоне.Несимметричное профилирование промежуточных валков пригодно, в частности, для таких многовалковых прокатных клетей, у которых возможность предварительной установки линии опирания на опорных валках является невозможной, например, тогда, когда опорные валки являются пассивными. Промежуточные валки с профилированными валковыми бочками могут применяться также дополнительно в многовалковых прокатных клетях,которые обеспечивают возможность установки (регулирования) для опорных валков.У таких многовалковых прокатных клетей воздействие аксиально перемещаемых промежуточных валков с профилированными валковыми бочками на раствор валков реализуется тогда, когда выполняется такая программа прокатки, при которой усилия прокатки являются настолько малыми, что промежуточные валки и оси опорных валков не так сильно деформируются, чтобы опорные элементы опорных валков могли бы полностью опираться на предварительно установленные опоры.Так как при применении непосредственно подпирающих рабочие валки промежуточных валков с профилированными валковыми бочками только рабочие валки должны подгоняться к этой форме, и поэтому эта подгонка осуществляется также уже при очень малых усилияхпрокатки, ТО ЭТО ИСПОЛНСНИС ИЗОбрСТСНИЯ ЯВЛЯСТСЯ ПрИГОДНЫМ ДЛЯ бСССТУПСНЧЗТОЙперестановки профиля раствора валков при проглаживании или дрессировании прокатываемых полос до определенной прочности.Если промежуточные валки с профилированными валковыми бочками применяются для непосредственно подпирающих рабочие валки промежуточных валков, то посредством регулирования этих промежуточных валиков осуществляется предварительная установка также относительно краев прокатываемых полос.Точная установка осуществляется затем с помощью других промежуточных валков, у которых сужены лишь концы валковых бочек.Ниже изобретение более подробно поясняется на основе чертежа, на котором показываютФиг. 1 - валки четырехроликовой прокатной клети в схематическом изображении, вид сбоку.Фиг. 2-4 - конечные участки относящихся к одному и тому же рабочему валку промежуточных валков прокатной клети согласно фигуре 1, вид сверху, в различных исполнениях концов валковых бочек.Фиг 5 - прокатная клеть согласно (фиг 1, вырез и вид сбоку с другими промежуточными валками, относящимися к промежуточным валкам фигур 2 до 4.Фиг. 6 - промежуточные валки и рабочие валки прокатной клети согласно фиг. 5 в откинутом изображении согласно штрих-пунктирной линии фиг. 5.У изображенной на фиг 1 многовалковой прокатной клети каждый рабочий валок 1, 2 через пару промежуточных валков 36 и три других промежуточных валка 7 12 опирается на четыре опорных валка 132 О. Валковые бочки каждой пары промежуточных валков 36 сужаются только на одном конце бочки в виде конуса или параболы. Разумеется, возможны также другие контуры сужения.В примере исполнения согласно фи 112 концы 21, 22 валковых бочек имеют одинаковую коническую форму. Компоновка выбрана таким образом, что относящиеся к рабочему валку 1 промежуточные валки 3, 4 со своими коническими концами 21, 22 валковых бочек расположены на одной стороне прокатной клети и тем самым также на одном крае прокатываемой полосы, в то время как относящиеся к другому рабочему валку 2 промежуточные валки 5,6 со своими также одинаковыми коническими концами валковых бочек расположены на другой стороне прокатной клети и тем самым также на другом крае прокатываемой полосы.Пример исполнения согласно фиг.3 отличается от примера исполнения согласно фиг.2 лишь тем, что концы 23, 24 валковых бочек имеют различные контуры.В примере исполнения на фи 113 конические концы 25, 26 валковых бочек, относящихся
МПК / Метки
МПК: B21B 13/14
Метки: клеть, прокатная, многовалковая
Код ссылки
<a href="https://kz.patents.su/9-3546-mnogovalkovaya-prokatnaya-klet.html" rel="bookmark" title="База патентов Казахстана">Многовалковая прокатная клеть</a>
Способ коррекции начальной настройки вертикальных валков черновой группы клетей прокатного стана с чистовой группой клетей
Номер предварительного патента: 3066
Опубликовано: 15.03.1996
Авторы: Маслов Евгений Борисович, Рутгайзер Олег Зиновьевич
МПК: B21B 37/00
Метки: группы, коррекции, группой, стана, черновой, настройки, вертикальных, клетей, валков, прокатного, способ, чистовой, начальной
Формула / Реферат:
Изобретение относится к области автоматизации прокатных станов и может быть использовано для коррекции начальной настройки вертикальных валков черновой группы клетей.Способ заключается в измерении текущих отклонений ширины полосы за чистовой группой клетей, скорости прокатки в последнем межклетевом промежутке и отклонения толщины полосы за чистовой группой на участке настроечной полосы, прокатываемом с изменяемым натяжением в этом промежутке,...
Орудие для образования валков
Номер патента: 1457
Опубликовано: 15.12.1994
Авторы: Паскаль Сергей Родионович, Грибановский Анатолий Павлович, Уфиркин Николай Александрович, Стяжков Владимир Васильевич, Филин Сергей Антонович, Акчурин Асхат Харисович, Кузьмин Генрих Петрович, Болендер Вальтер Эдуардович, Буряков Александр Семенович, Яненко Андрей Андреевич
МПК: A01B 13/16
Метки: образования, валков, орудие
Формула / Реферат:
Изобретение относится к области сельскохозяйственного и дорожного машиностроения и может быть использовано для образования валков из снега, грунта и органических удобрений. Цель изобретения - повышение надежности конструкции. Орудие для образования валков содержит раму, отвалы, установленные под углом к направлению движения и шарнирно присоединенные к ним с внешней стороны отвалов дополнительные крылья. Ось шарнира, связывающего отвал с...
Приспособление для подъема и перемещения валков
Номер патента: 2710
Опубликовано: 15.12.1995
Автор: Шарипов Кабдусалям
МПК: A01D 57/26
Метки: перемещения, подъема, валков, приспособление
Формула / Реферат:
Изобретение относится к сельскохозяйственному машиностроению, а именно, к устройствам для подъема и перемещения валков. Цель изобретения - повышение надежности технологического процесса. Приспособление для подъема и перемещения валков содержит энергетическое средство с рамой и, установленный на нем, транспортирующий элемент, установленный под углом относительно поперечной оси энергетического средства. Транспортирующий элемент выполнен в виде...
Способ получения стальных полос
Номер патента: 549
Опубликовано: 15.03.1994
Авторы: Сидоркин Валерий Иванович, Бенедикс Евгений Владимирович, Адякин Виктор Михайлович, Лозовой Владимир Николаевич, Куликов Виктор Иванович
МПК: C21D 8/12
Метки: способ, стальных, полос, получения
Формула / Реферат:
Изобретение относится к способам получения стальных полос, в частности, из электротехнической изотропной стали. Целью изобретения является улучшение геометрии и стабилизация физико-механических свойств полос. Способ включает горячую прокатку, холодную прокатку, рекристаллизационный отжиг и вторую холодную прокатку с деформацией 0,8-11%. которую ведут с рассогласованием окружных скоростей валков (DV/V) 10-100% от степени относительной деформации...
Способ управления горячей прокаткой металлических полос в чистовой группе клетей непрерывного стана
Номер патента: 446
Опубликовано: 15.03.1994
Авторы: Куликов Виктор Иванович, Колынюк Евгений Павлович, Бурлаков Сергей Александрович, Сейсимбинов Темир-Али Сейлханович, Лозовой Владимир Николаевич, Атряскин Валерий Федорович
МПК: B21B 1/22, B21B 37/00
Метки: чистовой, металлических, прокаткой, управления, группе, горячей, стана, клетей, полос, непрерывного, способ
Формула / Реферат:
Использование: горячая прокатки полос на непрерывном стане. Сущность изобретения: в процессе прокатки полос в чистовой группе клетей непрерывного стана положение нажимных устройств изменяют в зависимости от отклонения температуры полосы от заданного значения перед чистовой группой клетей в соответствии с приведенной зависимостью.
Предыдущий патент: Способ погашения карьерных потолочин
Следующий патент: Гидробак
Случайный патент: Асфальтобетонная смесь