Способ производства слитков кипящей стали
Номер патента: 2774
Опубликовано: 15.12.1995
Авторы: Сидоркин Валерий Иванович, Вареник Валерий Иосифович, Ибраев Иршек Кажикаримович, Стецюк Виталий Михайлович, Кутергин Николай Германович, Богомяков Владимир Иванович, Кандыбин Николай Анатольевич
Формула / Реферат
Изобретение относится к черной металлургам, в частности, к получению слитков механически закупоренной кипящей стали.
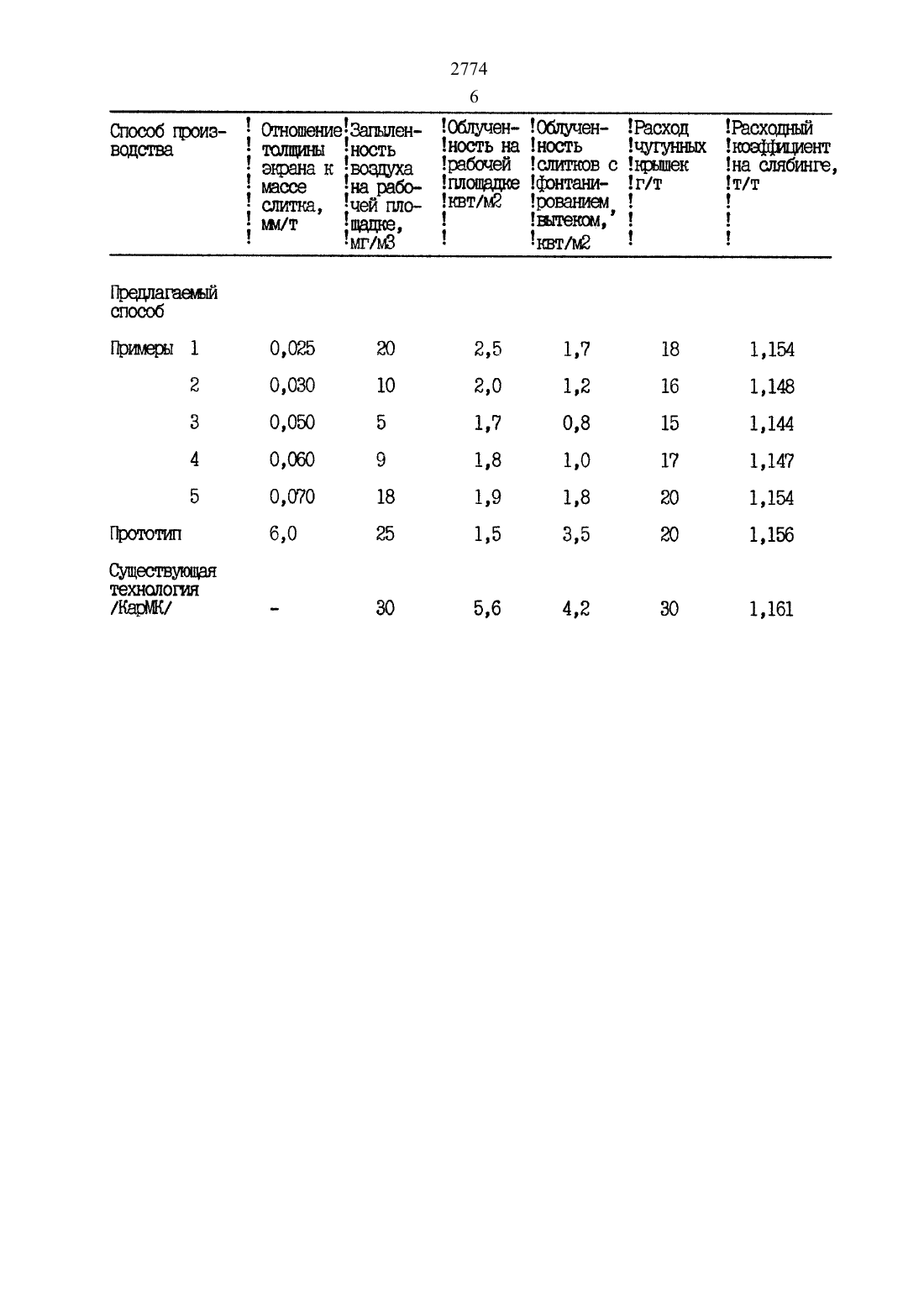
Способ производства слитков кипящей стали включает заливку металла в изложницу, укладку стального листа на торец изложницу после окончания заливки, прокипание металла и механическое закупоривание накладыванием на слиток стального листа и подачей на него охладителя. Стальной лист накладывают с перекрытием всей площади зеркала металла. В качестве охладителя используют чугунную крышку, а отношение толщины стального листа /мм/ к массе слитка /Т/ выбирают в пределах 0,030-0,060.
Изобретение обеспечивает улучшение условий труда за счет снижения тепло-пылегазовыделений, вытекания и фонтанирования металла при одновременном повышении качества слитков.
Текст
механически закупоренной глядящей стали.Известен способ механического загшпоривангая сгплтков гсиггящей стали, согласно ююрошшсщшнугомошшюъшгушшющышшнашадъвшшнаофаювавшйсявпрщессе гашения по пергаметру слитка рант затвердевшего металла /1/.Недостатком данного способа является излилгнее тепло-шлегазонэщелгентле от отнрытой поверхности в процессе свободного мщения метадша в шпоянице. Кроме того,вгрщессешшеъшянаюащтеназеркалешщююметшшаобразуеюяобтшоешшчествопшаковойпеъгы, котораягреггятствуетеесвободгношштениоккачествеъшоьауСТМШЮВ. ЭТО ГЮИВОДИТ Н ЮНТЗШЮОВЗЪМО И ЮГРЭКЗЪПДО металла,мфостругстуры ГОПОВНОЙ части СЛИТКОВ И ВИЮГЭ К ПОВЫШЭЪЕРЖО ИОННОЙ обре зи слитков.Известен таганке способслитков низноуглегэощлстой гмпящей стат при осуществлении которого, с целью повьпления качества и уменьшения головной обрезисгштъсаисгтоггьзуготъласшвггугочугуштугогфьпшш. гюторуюустаггавгпигваютнатошеггзлошадь сразу не после окончания ее наполнения с расположением вгпукпого основания на зеркале металла /2/.Недостатком указанъюго способа является то, что ранее закупоривание слигтюов юттцейстшшмаошшшшщлмтшмгташнепоцашетгаюобразовагшеввертих горизонтах слитка и. в результате протеканияпроцессов, обильного въщелеъгггя пузырей СО, происходят прорывы относительно тонкого моста с фонтанированиемивьттеггатмеглметадша. Пригюпацашаищдгюгогаетаэълавзазормевшсдшттсаши изгшгпщей в верхней части слитка образуются гшенъх, дающие в дадгыгейппел поверхностъпэхе дефекты горячекатаного и холоднокатаного проката в вице слиточггой планы и раскатанного пуаяря. Кроме того, вследствие заметалгшваглзя игсрьшгегг, затрудняются операшипосггяттаопошецъшиподютовгшшкпошешлщейтгавгсе. 06 швюэаьюташшшшшщшеншслфодшушмшаетнеоргашюовашжшброшбурою льна на разшвочъшго площадку, что значительно тикает условия труда го персонала.Наиболее близшм по теш-мческзой султности и достигаемому результату являетсяспособ производства слитков толщей стали, вкшшагбгллй заливку металла в излояншгу.3 УЕШаЦЩ/СТЭЛЬНОЮ ашста на КЗВЩИЗЛОШМЫ НОВУЮ 3311143164, КЮОЪШЪЗНИЭ ме тшшаимехаъмчесъюеэашпфьвшшенышашваъшшнашшюкстаяшоюшстаитдачей на него оташателя. Стальной лист наращивает 5 О 80 гшояпади зеркала металла итиотшешмЮ-Шмшттшетштшегагроизюднтзшшпорившшемешшш/ЗА Недостатком данного способа является увепичгеъме гюступлентля потоке кислорода анюошешкповершюсшшипююъюталлатопеаштияешыоющмшапередэаштривангаецл и возрастание иажшлнею тегшовьщегхеъш в вице теплового иашчеъш на рабочуюгшощащш. Постугшеъше шепороцак грах-мдеъветадш-газ усипиваетпроъцеоо газоофаэовшшщюшроенететашаегояпошеъшлошеъмянарашэашщцевшеюмешла кшмшойщъшщшэюгюивошткщгешшютаплавааэфгщшшшюйирантш оюьнгшша ъшьшеккшшчемивншаетнеобхощюшь ихудапешш споьющно кислородного резака. Нрометого, обинвка заиетадшившоя шншекшшюродшгюиводитншфосамвапюогерущхаобшыюююмюегвабуроюштигьщчтотгдлаетушовиятрулаобсаммвалщеюпероонапаШшшсщтешшшифонташровшшшмегшшаперенашакщютоянаменеешвегствешыеэагсаащтаннаншдшаетояшехруъпурацюверэшость вгоповнойчасчи поравеъвгшенашиз-запогвдаштщщюютталпавшщеооешлеюшнвзаэфшшштюмишешюйшпошмыатюитокатеъвшшаегсятшатягшоыюяобревь ввгшшдпетсчршщшюповнойгдаошигювьшеътойрошосшшшъюв. Технической результат, эаточэпацийоявуяжугшеъшусповий чрудазасчетсъшештегшо-гьшегаэовъщедхеъш, вьггекаъшяицзонтаъшроваьшшметадшагриощювреълеъшш повша-имтчеегвашмпюыобешшаваегоятеьщовшоюбегшювоцотваштковшшцейстшщшашшщшэшшшметашшвиапошмшшшащшсгапыююамста наторшизлжмлтслешшшъшэшшыщшотшъмяюшшаимехшшчешюезаютфгшашюнанлацьшаъмшнашшюксталшоюлисшитцшейнанетощщдеш, согласно изобретение стальной лист намотают с переплавит всей гшошдци зеркала метшищавначествеощцитетиаюпшшагвшштшюшшо/гриэюмошошегшетшшшсгалшоюшша/МкшооешмпшЛ/шбшашвшецыахоюзоюдбо. Ооглаеноиэобретеъмопосле напыщенна тощим сгапьнойлистншшашэхваког наторщизлошшсгхерещшиалюейтвержошиэершюмешшщатхшшчешюеСущность глэобретегш защищается в использовании стальною листе не толыю в ткачестве теплозащитного этана, но ивкачестее залип-него, угшоггшшгего маныеты,гюецошрешыашйшюшлефонтшровшмештшлаизаеташлвымещшшшшьшек.Оргеъшзагщяюлггегмяъаетаяшавиэдгошлгевбезогмшшельной атъюосрере под сталь ньм листом /экраном/пьшегаэовьщелалае на рабочую гшощащш, образова ние обильного геоличества пшена и ее пеленание и вторглчъгое окисление брызг летал лаитем оаьшнаазщеъшеметалглашслфоцшиазотшвоешгшмехщшчесгюезагшпошвштшштбеэоголашязертламеталлаищшшетусшеъшереащштюобреюваг-ланперецналгошег-меъл щзьшпш, чтоудгущлает успения зацугюривангггя. Тегшоеащитт-ъгй экран, нагреваясьвггрщесоегсиггеъщяълетагшадотвператуш пластической деформаЩМЛОО-Зофс/хорошошштваетояподдейотвиалшштткестишшмишшшлаетфцшгюробщшшщящеюршгьзашпююиишоптцеюшшетаэюшоообствуетпшшешюшмпювгшпшесшбазшшшшифонтащюванттталлщшошошбствуетулушпе-мощругщръхголовюйтвсшшмпщтепшшчеъшештююгеюнеШт-пшеъюгохиостаи тщета, всполошила этого, головной обрезы. Крометого, иоюлшаетсятгвдешющшююютшглавэаэорьввшшмпюмишешюйшлошшцшющпкшчшашкачестватвертостишщтвишослецстшшюстваповержюаш ггрогшта.Шовеценнъш исследованиям установлено, что оптимальное отношенгае толщин стальногошста/иа/кшооесгштгга /т/ догшноооставггятьоюзо-Оюбо табл. прииешг-Мжриопюшеъшшшшщшютакшсюешшпгашнееоюзогюоисхошперегрев зенитного зшста, гооторьгйшгягиваясьвгграгеоое ъшения, гровисаети, касгясьэергшгаълеталла, прогораеъэюугосшпаетусдговгая трудаигсачестъозагшпогмвшшэасчетцонтаъшровашшиштешшюталлаиувешщашгшошойобрези Лшлертмприотношеъшмтшшшшстакшооеимпшболееоюбщшетишодолнитеггьности гмпентля 16 млъьдшстне прогреваетсндотеокгератуш пластит-гесгюй дефоризшшигшохо въгтягтгваегся под тяжестью шиш. Эгопрггвощгткаависагшгрдв 2774
МПК / Метки
МПК: B22D 7/00
Метки: стали, кипящей, слитков, производства, способ
Код ссылки
<a href="https://kz.patents.su/7-2774-sposob-proizvodstva-slitkov-kipyashhejj-stali.html" rel="bookmark" title="База патентов Казахстана">Способ производства слитков кипящей стали</a>
Способ получения слитков кипящей стали
Номер патента: 46
Опубликовано: 10.12.1993
Авторы: Вареник Валерий Иосифович, Богомяков Владимир Иванович, Максимов Владимир Иванович, Шарафутдинов Равиль Яковлевич, Ибраев Иршек Кажикаримович, Бурдонов Борис Александрович
МПК: B22D 7/00
Метки: получения, стали, слитков, кипящей, способ
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к производству кипящей стали, разливаемой вкрупные изложницы с последующим механическим закупориванием слитка. Цель изобретения - улучшение качества слитка за счет уменьшения вероятности вытекания жидкого металла. Способ включает разливку низкоуглеродной кипящей стали в изложницы, прокипание металла с образованием ранта и накрывание слитков чугунными крышками в момент опускания зеркала...
Способ закупоривания слитков кипящей стали
Номер патента: 1801
Опубликовано: 15.03.1995
Авторы: Богомяков Владимир Иванович, Кутергин Николай Германович, Стецюк Виталий Михайлович, Ибраев Иршек Кажикаримович, Бурдонов Борис Александрович
МПК: B22D 7/00
Метки: стали, слитков, кипящей, способ, закупоривания
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к механическому закупориванию слитков кипящей стали. Цель изобретения - снижение приваров крышек и головной обрези слитка. Способ закупоривания слитков кипящей стали включает заливку расплава в изложницу и установку после окончания заливки на образовавшийся рант металла чугунной массивной крышки. Крышку используют с выпуклым основанием и углублением на внешней стороне, в которое после...
Способ получения слитков кипящей стали
Номер патента: 166
Опубликовано: 20.12.1993
Авторы: Цымбал Виктор Павлович, Вареник Валерий Иосифович, Бурдонов Борис Александрович, Каныгин Вячеслав Георгиевич, Чабан Виктор Михайлович
МПК: B22D 7/00
Метки: слитков, кипящей, стали, способ, получения
Формула / Реферат:
Изобретение относится к черной металлургии. Цель изобретения - уменьшение количества дефектов нижней части слитка и увеличение выхода годного. Для этого в кюмпельную часть поддона, отделенную от изложницы стальным листом, помещают алюминиевые гранулы в количестве 0,03-0,08% от массы стали в кюмпеле. Реализация изобретения позволяет увеличить выход годного на 0,6%, снизить брак первого передела и количество порывов полосы при прокатке жести на 20...
Способ раскисления низкоуглеродистой кипящей стали
Номер патента: 175
Опубликовано: 20.12.1993
Авторы: Богомяков Владимир Иванович, Кутергин Николай Германович, Бурдонов Борис Александрович, Цымбал Виктор Павлович
МПК: C21C 7/06
Метки: раскисления, стали, кипящей, способ, низкоуглеродистой
Формула / Реферат:
Изобретение относится к способампроизводства низкоуглеродистой кипящей стали иможет быть использовано при изготовлениилистового проката. Цель изобретения - повышениевыхода годного и качества слитков. Способпредусматривает после предварительногораскисления стали в ковше ферромарганцем,отсевом извести и алюминием, взятыми вколичестве меньшем, чем это необходимо длятребуемого уровня раскисленности, и продувкинейтральным газом раскисление кипящей...
Способ изготовления слитков спокойной стали
Номер патента: 1487
Опубликовано: 15.12.1994
Авторы: Чабан Виктор Михайлович, Вареник Валерий Иосифович, Денисов Василий Андреевич, Цымбал Виктор Павлович, Мирко Владимир Александрович, Бурдонов Борис Александрович, Стецюк Виталий Михайлович
МПК: B22D 7/00
Метки: слитков, спокойной, стали, способ, изготовления
Формула / Реферат:
Изобретение относится к черной металлургии, в частности, к способам изготовления слитков спокойной стали и может быть использовано в сталеплавильных цехах. Цель изобретения - снижение себестоимости стали путем использования изложниц без прибыльных надставок и теплоизоляционных плит. Способ изготовления слитков спокойной стали включает заливку расплава в уширенные книзу изложницы, подачу после окончания заливки на зеркало расплава слоя...
Предыдущий патент: Устройство для уплотнения формовочной смеси
Следующий патент: Способ горизонтального непрерывного литья заготовок
Случайный патент: Способ рафинирования металлов и сплавов