Способ изготовления слитков спокойной стали
Номер патента: 1487
Опубликовано: 15.12.1994
Авторы: Мирко Владимир Александрович, Бурдонов Борис Александрович, Цымбал Виктор Павлович, Денисов Василий Андреевич, Чабан Виктор Михайлович, Вареник Валерий Иосифович, Стецюк Виталий Михайлович
Формула / Реферат
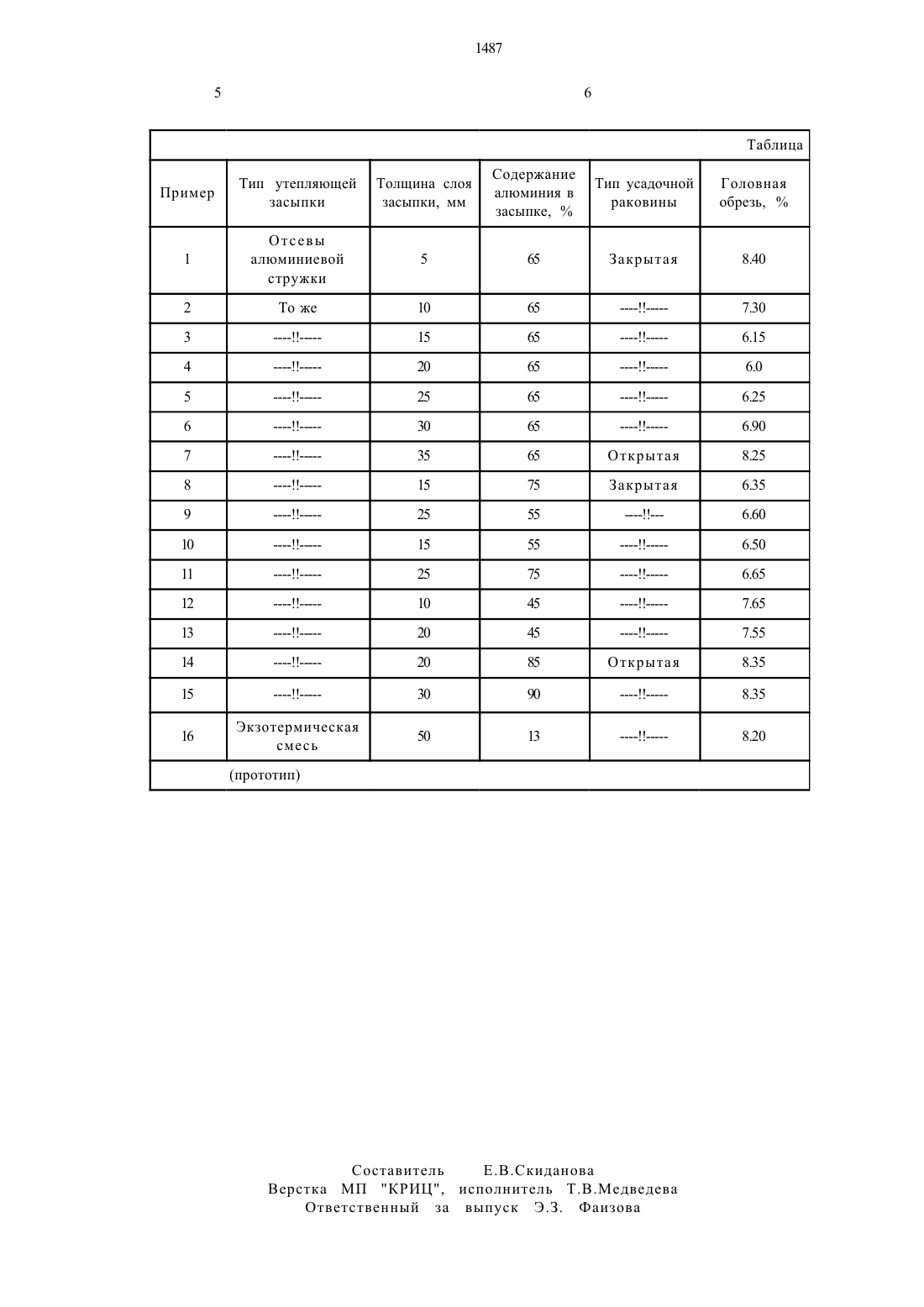
Изобретение относится к черной металлургии, в частности, к способам изготовления слитков спокойной стали и может быть использовано в сталеплавильных цехах. Цель изобретения - снижение себестоимости стали путем использования изложниц без прибыльных надставок и теплоизоляционных плит. Способ изготовления слитков спокойной стали включает заливку расплава в уширенные книзу изложницы, подачу после окончания заливки на зеркало расплава слоя алюминийсодержащего материала и кристаллизацию слитка. Подачу алюминийсодержащего материала ведут до образования на зеркале металла слоя 15. . . 25мм , а в качестве последнего используют отсевы алюминиевой стружки с содержанием алюминия 55...75%.
Текст
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(56) Патент США Ля 2737696, кл. 164-163,1956(54) СПОСОБ ИЗГОТОВЛЕНИЯ СЛИТКОВ спокойной СТАЛИ(57) Изобретение относится к черной металлургии, в частности, к способам изготовления слитков спокойной стали и может быть использовано в сталеплавильных цехах.ПУТЕМ использования ИЗЛОЖНИЦ бЕЗ ПрИбЫЛЬНЫХ надставок И ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ.СПОСОб ИЗГОТОВЛЕНИЯ СЛИТКОВ СПОКОЙНОЙ стали ВКЛЮЧЭЕТ заливку расплава В УШИрЕННЫЕ КНИЗУ ИЗЛОЖНИЦЫ, ПОДаЧУ ПОСЛЕ окончания заливки на зеркало расплава СЛОЯ алюминийсодержащего материала И КрИСТЗЛЛИЗЗЦИЮ слитка. Подачу алюминийсодержащего материала ВЕДУТ ДО образования на зеркале металла СЛОЯ 15 . . . 25 ММ , а В качестве ПОСЛЕДНЕГО ИСПОЛЬЗУЮТ ОТСЕВЬ 1Изобретение относится к черной металлургии, в частности, к способам изготовления слитков спокойной стали и может быть использовано в сталеплавильных цехах.Цель изобретения - снижение себестоимости стали путем использования изложниц без прибыльных надставок теплоизоляционных плит.Поставленная цель достигается тем, что в способе изготовления слитков спокойной стали, включающим заливку расплава в умеренные книзу изложницы, подачу после окончания заливки на зеркало расплава слоя алюминийсодержащего материала и кристаллизацию слитка, подачу алюминийсодержащего материала ведут до образования на зеркале металла слоя 15 . . .25 мм, причем в качестве последнего используют отсевы алюминиевой стружки с содержанием алюминия 5575 .Сущность изобретения заключается в дополнительном раскислении верхних слоев металла и всплывающих на зеркало металла шлаковых включений, в оптимальной продолжительности реакции окисления алюминия в утепляющем слое, что позволяет поддерживать в течение 15-20 мин. металл под утепляющей засыпкой в жидком состоянии с получением в дальнейшем плотного вогнутого затвердевшего моста с небольшой первичной усадочной раковиной, т.е. в конечном итоге получитьслиток с закрытой, причем рассредоточенной усадочной раковиной. При этом газовая полость между затвердевшим мостом и жидким металлом препятствует отводу тепла через горизонтальную головную поверхность слитка происходит интенсивный отвод тепла через боковые поверхности головной части слитка с образованием так называемых пережимов закристаллизовавшегося металла и отдельных небольших усадочных пустот. Получение слитков с плотным затвердевшим мостом и рассредоточенной усадочной раковиной позволяет отказаться от утеплителей,избежать выплесков металла при транспортировке и стрипперовании слитков, предохранить окисление усадочной раковины в процессе нагрева слитков в колодцах и, как следствие, повысить выход годного. Изобретение иллюстрируется таблицей.Как показали проведенные исследования, при содержании в отсевах алюминиевой стружки менее 55 металлического алюминия процесс окисления алюминия протекает медленно,т.е. более 15 мин., что приводит к образованию значительной по объему первичной усадочной раковины и к снижению выхода годного на первом переделе (примеры 12,13). При содержании более 75 алюминия наблюдается интенсивное его окисление продолжительностью менее 10 мин. , идиш) (э) 21 (61)при этом образуется открытая первичная усадочная раковина, что Недопустимо при разливке металла в изложниць 1 без теплоизоляционных плит из-за повышенной головной обрези (примеры 14,15).При толщине слоя отсевов алюминиевой стружки менее 1 5 мм. сокращается продолжительность окисления алюминия, а также толщина слоя прочного спекшегося огарка, т.е. снимается эффективность обогрева головной части слитка (примеры 1,2), а при толщине слоя более 25 мм кроме перерасхода отсевов алюминиевой стружки возможно получение открытой первичной усадочной раковины и ухудшение качественных показателей при прокатке (примеры 6,7).Момент ввода отсевов стружки на зеркало металла обусловлен лучшими условиями ее возгорания.Для оценки существенности заявленных параметров проведено несколько серий опытных плавок с выходом поочередно параметра за верхнее и нижнее значения. Кроме того, проведены плавки при нижнем, верхнем,среднем значениях заявленного параметра и в соответствии с аналогом и прототипом.Предлагаемый способ осуществлен при разливке стали 10 сп. Плавки проводят в 300-т конвертерах Карагандинского металлургического комбината по принятой технологии.Раскисление металла производят в сталеразливочном ковше в процессе выпуска плавки. Металл продувают нейтральным газом на установках доводки металла и при необходимости производят корректировку содержания марганца и кремния, а также температуры металла до получения 1540-155 ОС. Разливку стали производят сверху через стакан-коллектор диаметром 80 мм в уширенные книзу изложницы типа 16 Н без теплоизоляционных вкладышей (вес слитка 16,9 т).Согласно предлагаемому способу сразу после отливки слитков на зеркало металла наносят отсевы алюминиевой стружки с содержанием 55-75 алюминия слоем 15-25 мм.При прокатке на слябинге головную обрезь производили на уровне 6, а далее при необходимости до полного удаления усадочных дефектов. Сравнение качественных показателей известных технических решений и предлагаемых вариантов утепления зеркала4 метадша при разливке в изложниць 1 без теплоизоляционных плит оценивали по глубине залегания усадочной раковины,т.е. по величине головной обрези слябов.Данные опытных плавок показали, что использование предлагаемого способа позволяет не только отказаться от утеплителей, но и улучшить структуру головной части слитков, как следствие, повысить выход годного на слябинке (примеры 3-5,8-1 1).Исследование макроструктуры и химической неоднородности производили на продольных и поперечных темплетах, отобранных от слябов.Установлено, что на опытных слитках сера распределена более равномерно по всему объему,примем отчетливо виден мост на уровне 5-6 от верха головной части слитка. Более равномерному распределению серы и других элементов, а также неметаллических включений способствует ранняя кристаллизация головной части слитка. Для излучения характера усадочной раковины разрезаны два слитка,что позволило еще раз подтвердить вышеизложенные положения.Анализ механических свойств опытного и сравнительного металла стали 10 сп и Ст 3 Сп конвертерного производства показал, что пластические и прочностные характеристики находятся практически на одном уровне, причем разброс значений на опытных плавках находится в более узких пределах из-за меньшей ликвации.Кроме того, новая технология позволяет унифицировать парк изложниц и поддонов, улучшить качество поверхности слитков и организацию производства при подготовке составов.Способ изготовления спокойной стали, включающий заливку расплава в уширенные книзу Изложницы,подачу после окончания заливки на зеркало расплава слоя алюминий содержащего материала и кристаллизацию слитка, отличающийся тем, что, с целью снижения себестоимости стали путем использования изложниц без прибыльных надставок и теплоизоляционных плит,подачу алюминийсодержащего материала ведут до образования на зеркале металла слоя 15 . 25 мм, причем в качестве последнего используют отсевы алюминиевой стружки с содержанием алюминия 5575.Тип утепляющей Толщина слоя засыпки засыпки, ммТип усадочной Головная раковины обрезь,Составитель Е.В.Скиданова Верстка МП КРИЦ, исполнитель Т.В.МеДвеДева Ответственный за выпуск Э.З. Фаизова
МПК / Метки
МПК: B22D 7/00
Метки: способ, изготовления, слитков, спокойной, стали
Код ссылки
<a href="https://kz.patents.su/3-1487-sposob-izgotovleniya-slitkov-spokojjnojj-stali.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления слитков спокойной стали</a>
Способ получения слитков спокойной стали
Номер патента: 449
Опубликовано: 15.03.1994
Авторы: Чабан Виктор Михайлович, Цымбал Виктор Павлович, Стецюк Виталий Михайлович, Бурдонов Борис Александрович, Мирко Владимир Александрович, Вареник Валерий Иосифович
МПК: B22D 7/00
Метки: получения, способ, стали, слитков, спокойной
Формула / Реферат:
Изобретение относится к черной металлургии, к способам получения слитков спокойной стали, предназначенной для прокатки. Целью изобретения является увеличение выхода годного за счет получения закрытой рассредоточенной усадочной раковины и повышение температуры поверхности слитков перед посадкой их в нагревательные колодцы. Способ получения слитков спокойной стали включает заливку расплава в уширенные книзу изложницы без теплоизоляционных плит,...
Способ получения слитков кипящей стали
Номер патента: 166
Опубликовано: 20.12.1993
Авторы: Каныгин Вячеслав Георгиевич, Цымбал Виктор Павлович, Чабан Виктор Михайлович, Бурдонов Борис Александрович, Вареник Валерий Иосифович
МПК: B22D 7/00
Метки: способ, слитков, получения, стали, кипящей
Формула / Реферат:
Изобретение относится к черной металлургии. Цель изобретения - уменьшение количества дефектов нижней части слитка и увеличение выхода годного. Для этого в кюмпельную часть поддона, отделенную от изложницы стальным листом, помещают алюминиевые гранулы в количестве 0,03-0,08% от массы стали в кюмпеле. Реализация изобретения позволяет увеличить выход годного на 0,6%, снизить брак первого передела и количество порывов полосы при прокатке жести на 20...
Способ получения слитков кипящей стали
Номер патента: 46
Опубликовано: 10.12.1993
Авторы: Шарафутдинов Равиль Яковлевич, Бурдонов Борис Александрович, Ибраев Иршек Кажикаримович, Вареник Валерий Иосифович, Богомяков Владимир Иванович, Максимов Владимир Иванович
МПК: B22D 7/00
Метки: получения, кипящей, слитков, способ, стали
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к производству кипящей стали, разливаемой вкрупные изложницы с последующим механическим закупориванием слитка. Цель изобретения - улучшение качества слитка за счет уменьшения вероятности вытекания жидкого металла. Способ включает разливку низкоуглеродной кипящей стали в изложницы, прокипание металла с образованием ранта и накрывание слитков чугунными крышками в момент опускания зеркала...
Способ получения слитков в кристаллизаторе горизонтального типа
Номер патента: 450
Опубликовано: 15.03.1994
Авторы: Фридман Лев Петрович, Фисенко Константин Витальевич, Иваницкий Дмитрий Леонидович
МПК: B22D 11/126
Метки: кристаллизаторе, получения, типа, способ, горизонтального, слитков
Формула / Реферат:
Изобретение относится к металлургической промышленности, в частности к способу получения слитков в кристаллизаторе горизонтального типа. Цель изобретения - повышение производительности за счет совмещения операций литья и обработки поверхности отливаемых слитков. Держатели режущих инструментов, имеющие подвижные опоры с обеих сторон слитка и сами инструменты, размещенные между этими опорами, совершают операцию строгания в период остановки слитка....
Способ раскисления низкоуглеродистой кипящей стали
Номер патента: 175
Опубликовано: 20.12.1993
Авторы: Цымбал Виктор Павлович, Кутергин Николай Германович, Бурдонов Борис Александрович, Богомяков Владимир Иванович
МПК: C21C 7/06
Метки: раскисления, низкоуглеродистой, способ, стали, кипящей
Формула / Реферат:
Изобретение относится к способампроизводства низкоуглеродистой кипящей стали иможет быть использовано при изготовлениилистового проката. Цель изобретения - повышениевыхода годного и качества слитков. Способпредусматривает после предварительногораскисления стали в ковше ферромарганцем,отсевом извести и алюминием, взятыми вколичестве меньшем, чем это необходимо длятребуемого уровня раскисленности, и продувкинейтральным газом раскисление кипящей...
Предыдущий патент: Устройство для скручивания проволоки
Следующий патент: Устройство Курилова В.В. для разрезания гаек.
Случайный патент: Штамм гибридных культивируемых клеток Mus musculus L. - продуцент моноклональных антител к адгезивному антигену К88 Escherichia coli