Способ получения слитков спокойной стали
Номер патента: 449
Опубликовано: 15.03.1994
Авторы: Мирко Владимир Александрович, Чабан Виктор Михайлович, Цымбал Виктор Павлович, Бурдонов Борис Александрович, Стецюк Виталий Михайлович, Вареник Валерий Иосифович
Формула / Реферат
Изобретение относится к черной металлургии, к способам получения слитков спокойной стали, предназначенной для прокатки. Целью изобретения является увеличение выхода годного за счет получения закрытой рассредоточенной усадочной раковины и повышение температуры поверхности слитков перед посадкой их в нагревательные колодцы. Способ получения слитков спокойной стали включает заливку расплава в уширенные книзу изложницы без теплоизоляционных плит, выдержку его в изложницах и съем последних. После заливки на зеркало расплава подают алюминий в количестве 0,5...0,8 кг/т стали в смеси со шлакообразующим материалом в соответственном соотношении 1:(0,4...1,0), а продолжительность выдержки до съема изложниц определяют по выражению
Текст
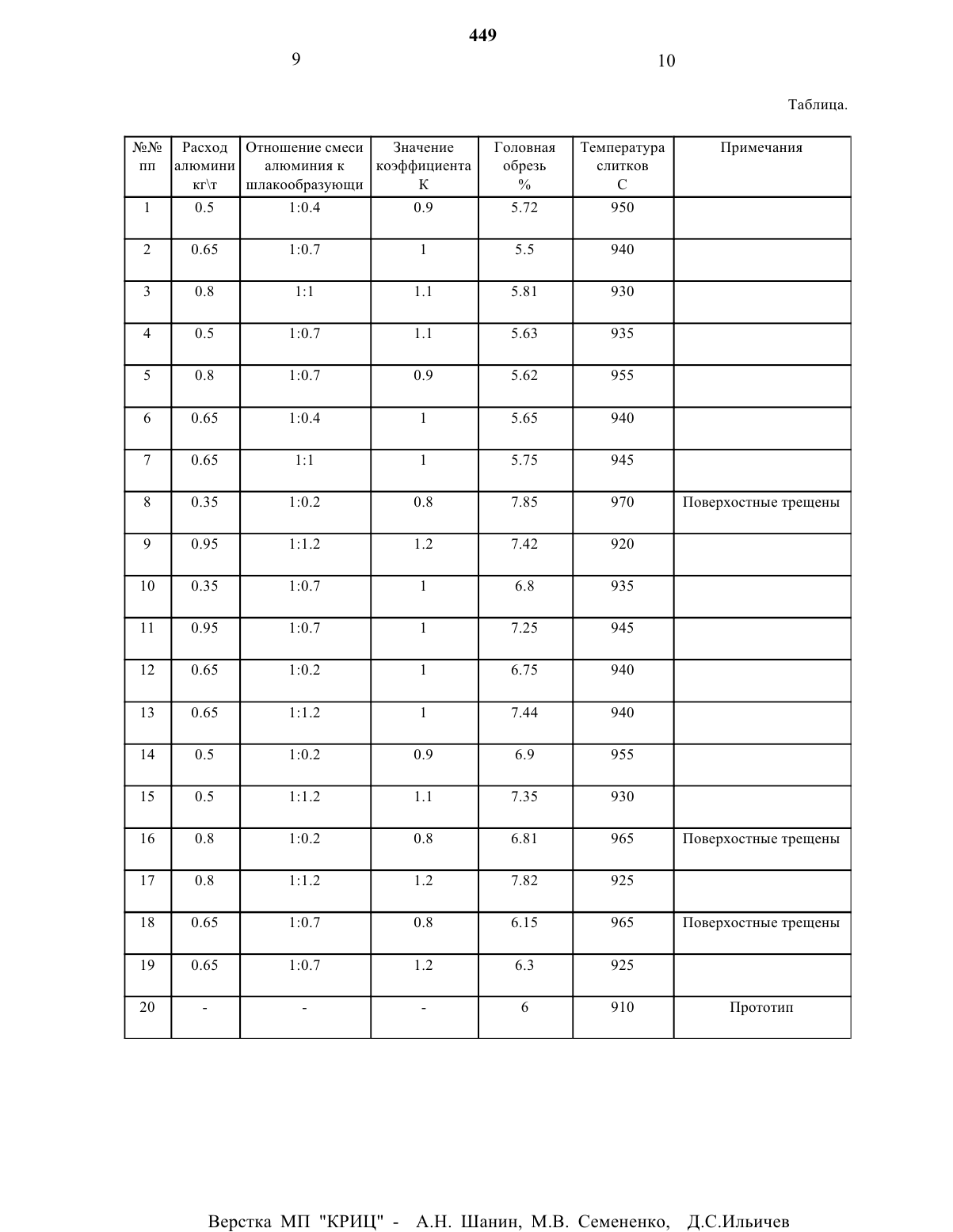
НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО ПРИ КАБИНЕТЕ МИНИСТРОВ РЕСПУБЛИКИ КАЗАХСТАН(56) Авторское свидетельство СССР Не 287244, кл. В 2213 7/00, 1970.(54) СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ спокойной СТАЛИ(57) Изобретение относится к черной металлургии, к способам получения слитков спокойной стали, предназначенной для прокатки.Целью изобретения является увеличение выхода годного за счет получения закрытой рассредоточенной усадочной раковины и повышение температуры поверхности слитков перед посадкой их вСпособ получения слитков спокойной стали включает заливку расплава в уширенные книзу изложницы без теплоизоляционных плит, выдержку его в изложницах и съем последних. После заливки на зеркало расплава подают алюминий в количестве 0,50,8 кг/т стали в смеси со шлакообразующим материалом в соответственном соотношении 1(0,41,0), а продолжительность выдержки до съема изложниц определяют по выражениюИзобретение относится к черной металлургии, к способам получения слитков спокойной стали,предназначенной для прокатки.Известен способ получения слитков спокойной стали, включающий заливку расплава в уширенные книзу изложницы без теплоизоляционных плит,выдержку его в изложницах и съем последних со слитка перед операцией переворачивания (1).Недостаток известного способа заключается в том, что требуется сложная и длительная операция по переворачиванию слитков, приводящая к увеличению длительности оборота сталеразли-вочных составов и снижению температуры поверхности слитков при посадке в колодцы. Кроме того, для обеспечения закрытой усадочной раковины после отливки слитков производят заливку водой, что, особенно,в зимнее время, ухудшает экологическуюГоловная часть слитков содержит значительное количестводефектов, в результате чего выход годного недостаточно высох.Целью изобретения является увеличение выхода годного за счет получения закрытой рассредоточенной усадочной раковины и повышение температуры поверхности слитков перед посадкой их в нагревательные колодцы.Поставленная цель достигается тем, что в способе получения слитков спокойной стали, включающем заливку расплава в уширенные книзу изложницы без теплоизоляционных плит, выдержку его в изложницах и съем последних, после заливки на зеркале расплава подают алюминий в количестве 0,50,8 кг/т стали в смеси со шлакообразующим материалом в соответственном соотношении 1(0,41,0) , а продолжительность выдержки до съема изложниц определяют по выражениюСущность изобретения заключается в дополнительном раскислении верхних слоев и всплывающих на зеркало шлаковых включений, в оптимальной продолжительности реакции окисления алюминия в раскисляющей смеси, что позволяет поддерживать в течение 15-20 мин металл под раскисляющей смесью в жидком состоянии с получением в дальнейшем плотного затвердевшего моста с небольшой первичной усадочной раковиной. Более раннее раздевание слитков (16,5 т слитки - через 90 мин 21,5 т слитки -через 150 мин) способствует повышению скорости затвердевания головной части слитка в горизонтальном направлении, т.е. от граней слитка к центру. Газовая полость между затвердевшим плотным мостом и жидким металломпрепятствует отводу тепла через горизонтальную поверхность слитка,происходит интенсивный отвод тепла через боковые поверхности головной части слитка. с образованием так называемых пережимов закристал-лизовавшегося чистого металла и отдельных небольших усадочных пустот. Получение слитков с плотным затвер-девшим мостом и рассредоточенной чистой усадочной раковиной позволяет отказаться от сложной и длительной операции по переворачиванию слитков, ускорить график прохождения сталеразливочных составов, повысить температуру слитков при посадке в колодцы и выход годного при прокатке. Как показали проведенные исследования, при расходе алюминия в смеси менее 0,5 кг/т стали не достигается необходимая плотность моста металла и прочность спекшегося огарка, снимается эффективность обогрева головной части слитка, что приводит к образованию значительной по объему первичной усадочной раковины и к снижению вь 1 хо да годного на первом переделе(табл.,примеры 8, 10). При расходе алюминия более 0,8 кг/т сталиположительный эффект резко ослабляется, что связано с образованием открытой первичной усадочной раковины (пример 11).При соотношении алюминия в смеси со шлакообразующими менее чем 120,4 процесс окисления алюминия протекает быстро, т.е. менее 15 мин, при этом снижается прочность и плотность спекшегося огарка, что, в конечном итоге,приводит к образованию открытой первичной раковины и повышенной головной обрези (примеры 12, 14, 16). При соотношении алюминия и шлакообразующих более чем 121,0 окисление алюминия протекает медленно, т.е. белее 25-30 мин, затвердевший мост получается недостаточно плотным, при нагреве слитков происходит окисление поверхности усадочной раковины, что приводит к дополнительной головной обрези(примеры 15, 17). Проведенными исследованиями установлен наиболее рациональный режим прохождений сталеразливочнь 1 х составов, предусматривающий изменение продолжительности выдержки слитков в изложницах до раздевания в зависимости от веса слитков. Для обеспечения рассредоточенной усадочной раковины за счет увеличения теплоотвода от боковой поверхности головной части слитка по сравнению с действующей технологической инструкцией продолжительность выдержки слитков в изложницах сокращена в среднем на 60 мин, что позволило повысить температуру слитков при посадке в колодцы в среднем с 900 до 9400 С и сократить расход условного топлива на 2 кг/т стали.Оптимальная продолжительность выдержки слитков в изложницах от момента отливки до снятия изложниц определяется выражением (1) , полученным опытным путем в результате регрессионного анализа экспериментальных данных в зависимости от веса слитков. При значении коэффициента (К) менее 0,9 имеется опасность образования на слитках поверхностных трещин, а при значении более 1,1 снижается теплоотвод от боковой поверхности головной части слитков, ухудшаются условия образования рассредоточенной усадочной раковины и снижается температура слитков при посадке в колодцы (примеры 18, 19).Плавки стали 10 сп проводят в 300-т конвертерах по принятой технологии. Разливку стали производят в ущиреннь 1 е книзу изложницы без теплоизоляционных плит и присадкой на зеркале металла сразу после наполнения изложниц раскисляющей смеси в количестве 0,7-1,6 кг/т стали из расчета ввода металлического алюминия 0,5-0,8 кг/т (щлакообразующие компоненты в смеси 8-24 кремнезема,10-12 глинозема, остальное - оксиды железа и магния). Температура металлаперед разливкой составляет 1540-15500 С. Разливку производят сверху через стаканколлектор диаметром 80 мм в слитки весом 14 16,5 и 21,5 т.После разливки плавки и выдержки в разливочном пролете 30 мин состав подается в стрипперное отделение. Раздевание слитков весом, например, 16,5 т производится через 1,5 часа, причем поподдонно в порядке наполнения. После стрипперования слитки подаются к нагревательным колодцам. При прокатке на слябинге головную обрезь производят на уровне 5,5 , а далее при необходимости до полного удаления дефектов.В таблице представлены результаты опытных плавок стали 10 сп, разлитой в 16,5-т слитки без применения теплоизоляционных плит. Данные опытных плавок показали, что использование способа позволяет улучшить структуру головной части слитков и, как следствие,повысить выход годного на слябингеИсследование макроструктуры и химической неоднородности производили на продольных и поперечных темплетах, отобранных от слябов.Установлено, что на опытных плавках сера распределена более равномерно по всему объему, причем отчетливо виден мост на уровне 5-6 от верха слитка. Более равномерному распределению серы и других элементов, а также неметаллических включений способствует ранняя кристаллизация головной части слитка. Для изучения характера усадочных дефектов разрезаны два слитка, что позволило еще раз подтвердить вь 1 шеизложенные положения.Анализ механических свойств опытного и сравнительного металла стали 10 сп и Ст. 3 сп показал, что пластические и прочностные характеристики находятся практически на одном уровне, причем разброс значений на опытных плавках находится в более узких пределах из-за меньшей ликвации.7 унифицировать парк изложниц и поддонов, улучшить качество поверхности слитков и организацию производства при подготовке сталеразливочнь 1 х составов.Способ получения слитков спокойной стали, включающий заливку расплава в уширенные книзу изложницы без теплоизоляционных плит, выдержку его в изложницах и съем последних, отличающийся тем, что, с целью увеличения выхода годного за счет получения закрытой рассредоточенной усадочной раковины, а также повышение тем 8пературы поверхности слитков перед посадкой их в нагревательные колодцы,после заливки на зеркало расплава подают алюминий в количестве 0,5 0,8 кг/т стали в смеси со шлакообразующим материалом в соответственном соотношении 1(0,41,0), а продолжительность выдержки до съема изложниц определяют по выражению тК(0.33632-0.757311.09),где в - длительность выдержки, мин,К - коэффициент равный 0,9 - 1,1,3 - вес слитка, т, 0,336 - коэффициент, мин/т 2, 0,757 - коэффициент, мин/т, 11,09 - коэффициент, мин.
МПК / Метки
МПК: B22D 7/00
Метки: способ, получения, спокойной, слитков, стали
Код ссылки
<a href="https://kz.patents.su/5-449-sposob-polucheniya-slitkov-spokojjnojj-stali.html" rel="bookmark" title="База патентов Казахстана">Способ получения слитков спокойной стали</a>
Способ получения слитков кипящей стали
Номер патента: 46
Опубликовано: 10.12.1993
Авторы: Шарафутдинов Равиль Яковлевич, Максимов Владимир Иванович, Ибраев Иршек Кажикаримович, Вареник Валерий Иосифович, Богомяков Владимир Иванович, Бурдонов Борис Александрович
МПК: B22D 7/00
Метки: получения, слитков, стали, кипящей, способ
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к производству кипящей стали, разливаемой вкрупные изложницы с последующим механическим закупориванием слитка. Цель изобретения - улучшение качества слитка за счет уменьшения вероятности вытекания жидкого металла. Способ включает разливку низкоуглеродной кипящей стали в изложницы, прокипание металла с образованием ранта и накрывание слитков чугунными крышками в момент опускания зеркала...
Способ получения слитков кипящей стали
Номер патента: 166
Опубликовано: 20.12.1993
Авторы: Каныгин Вячеслав Георгиевич, Цымбал Виктор Павлович, Вареник Валерий Иосифович, Чабан Виктор Михайлович, Бурдонов Борис Александрович
МПК: B22D 7/00
Метки: получения, кипящей, способ, стали, слитков
Формула / Реферат:
Изобретение относится к черной металлургии. Цель изобретения - уменьшение количества дефектов нижней части слитка и увеличение выхода годного. Для этого в кюмпельную часть поддона, отделенную от изложницы стальным листом, помещают алюминиевые гранулы в количестве 0,03-0,08% от массы стали в кюмпеле. Реализация изобретения позволяет увеличить выход годного на 0,6%, снизить брак первого передела и количество порывов полосы при прокатке жести на 20...
Экзотермическая смесь
Номер патента: 48
Опубликовано: 10.12.1993
Авторы: Цымбал Виктор Павлович, Вареник Валерий Иосифович, Кутергин Николай Германович, Шарафутдинов Равиль Яковлевич, Ткаченко Юрий Федорович, Каныгин Вячеслав Георгиевич
МПК: B22D 27/06
Метки: экзотермическая, смесь
Формула / Реферат:
Изобретение относится к металлургии, а именно к составам экзотермических смесей, используемых для утепления головной части слитка при разливке спокойной стали в изложницу. Цель изобретения - повышение выхода годного металла, достигается при использовании экзотермической смеси, содержащей, мас.%: отсевы алюминийсодержащего шлака 40-60; пыль с газоочисток мартеновских печей 40-60. Смесь имеет повышенную температуру воспламенения 950-980°С, малую...
Способ получения слитка полуспокойной стали
Номер патента: 45
Опубликовано: 10.12.1993
Авторы: Цымбал Виктор Павлович, Вареник Валерий Иосифович, Богомяков Владимир Иванович, Кутергин Николай Германович, Бурдонов Борис Александрович
МПК: B22D 7/00
Метки: полуспокойной, получения, способ, стали, слитка
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к разливке полуспокойной стали в изложницы. Цель изобретения - повышение качества слитка и снижение головной обрези. Образующуюся на поверхности слитка шлаковую корочку удаляют сосредоточенной струей охладителя через 5 - 15 с после окончания искрения металла, причем в качестве охладителя используют техническую воду, водовоздушную смесь или водяной пар.
Способ производства низкоуглеродистой стали для жести
Номер патента: 174
Опубликовано: 20.12.1993
Авторы: Бурдонов Борис Александрович, Богомяков Владимир Иванович, Щерба Виктор Семенович, Цымбал Виктор Павлович
МПК: C21C 7/06
Метки: стали, производства, жести, низкоуглеродистой, способ
Формула / Реферат:
Изобретение относится к черной металлургии и может быть использовано при производстве кипящей стали. Целью изобретения является повышение выхода годного и снижение порывов при прокатке. Перед разливкой стали в слитки отношение произведения содержания углерода и активности кислорода поддерживают к содержанию марганца в пределах 0,0078-0,0089. Это позволяет оптимизировать окисленность металла и содержание неметаллических включений, стабилизировать...
Предыдущий патент: Импульсная головка
Следующий патент: Способ получения слитков в кристаллизаторе горизонтального типа
Случайный патент: Рабочее оборудование бульдозера