Устройство определения положения размерообразующего зуба многолезвийного инструмента
Номер патента: 10187
Опубликовано: 17.02.2003
Авторы: Нургали Омар Жаннатулы, Кадыров Ильяс Жаннатович, Кадыров Жаннат Нургалиевич, Кадыров Байсал Жаннатович
Формула / Реферат
Изобретение относится к машиностроению и предназначено для использования на станках с ЧПУ сверлильно-фрезерно-расточной группы в качестве устройства определения пространственного положения размерообразующего зуба многолезвийного инструмента типа дисковых, торцовых, концевых фрез, разверток и других инструментов, а также как источник информации (измерительный преобразователь) автоматических систем размерной настройки указанных инструментов, эксплуатируемых в условиях широкономенклатурного производства.
Изобретение направлено на расширение функциональных возможностей и повышение надежности работы устройства.
Устройство содержит измерительную головку с оппозитно расположенными излучателем и приемником, образующими оптопару, световой поток которой является чувствительным элементом устройства. Момент касания зуба инструмента фиксируется по прерыванию светового потока. Устройство имеет в своем составе полый поворотный цилиндр с наружной рабочей поверхностью, на валу которого закреплен кулачок. Выдвижение измерительной головки в позицию измерения производится пневмоцилиндром телескопического типа.
Текст
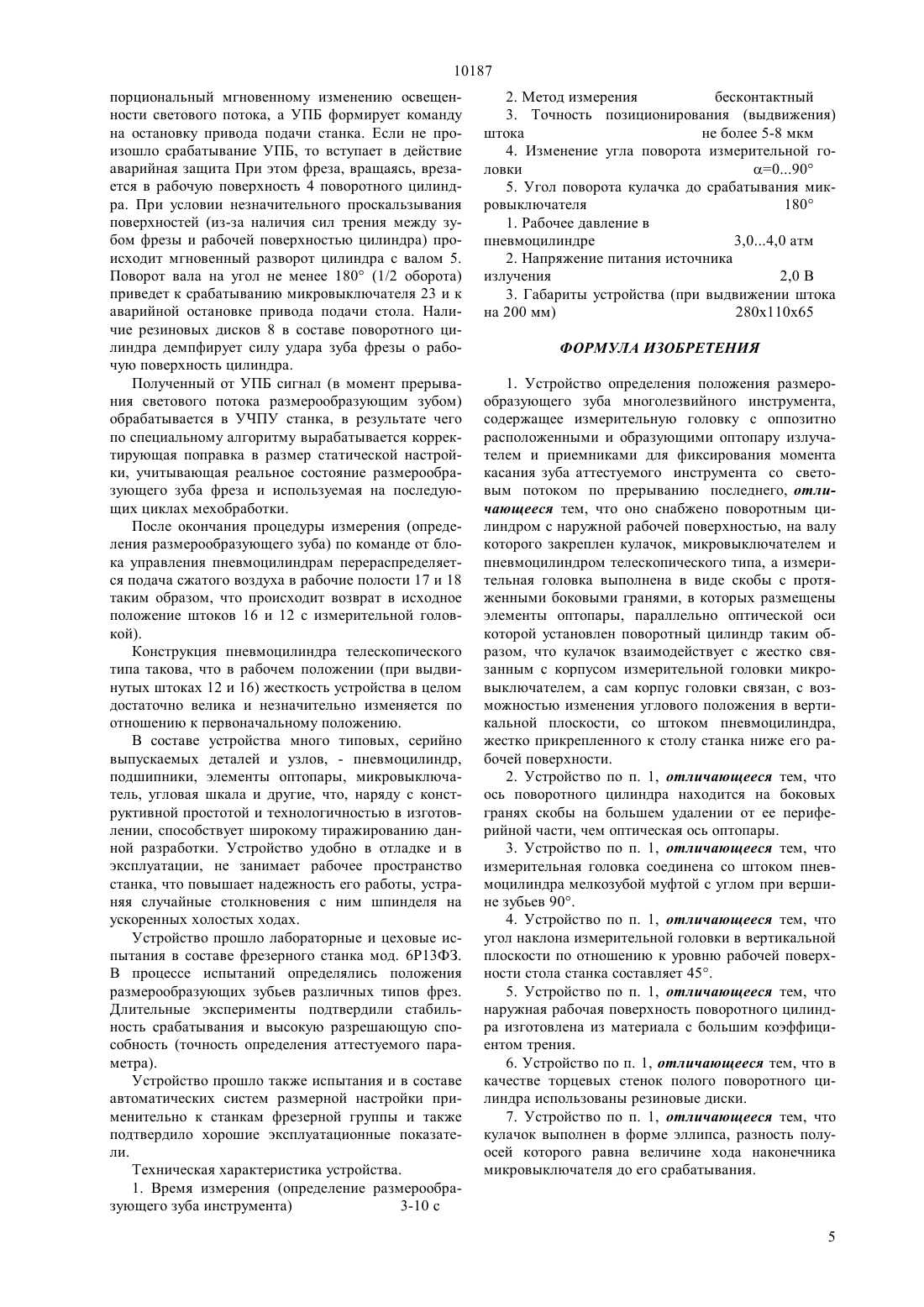
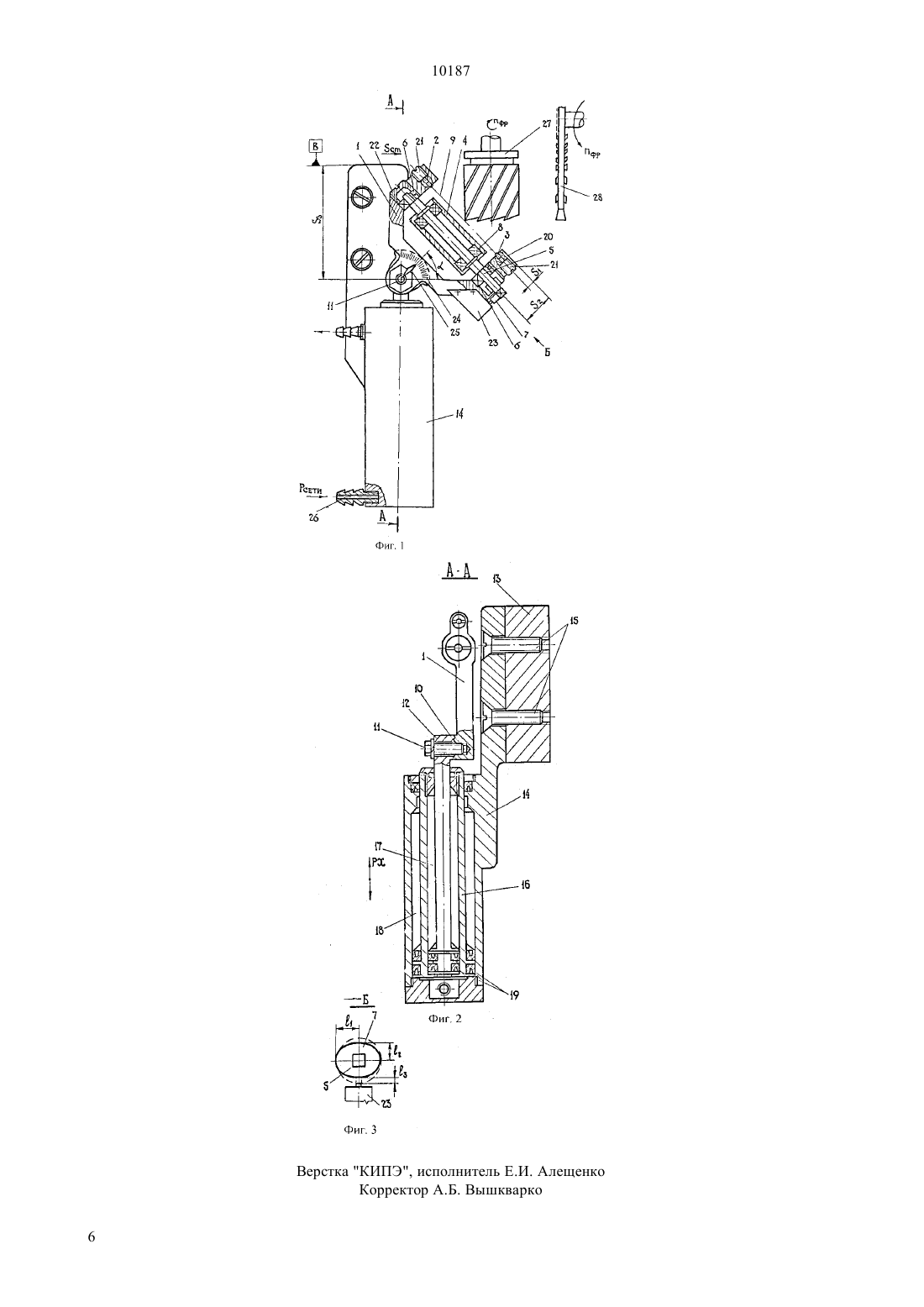
(51)7 23 17/22, 23 17/24 ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(76) Кадыров Жаннат Нургалиевич Кадыров Байсал Жаннатович Кадыров Ильяс Жаннатович Нургали Омар Жаннатулы(56) Система технического зрения для контроля размеров режущих инструментов на станках. Экспресс-информация Автоматизация производства ГПС и робототехника. 1988, в. 7, с. 25-26(54) УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ РАЗМЕРООБРАЗУЮЩЕГО ЗУБА МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА(57) Изобретение относится к машиностроению и предназначено для использования на станках с ЧПУ сверлильно-фрезерно-расточной группы в качестве устройства определения пространственного положения размерообразующего зуба многолезвийного инструмента типа дисковых, торцовых, концевых фрез, разверток и других инструментов, а также как источник информации (измерительный преобразователь) автоматических систем размерной настройки указанных инструментов, эксплуатируемых в условиях широкономенклатурного производства. Изобретение направлено на расширение функциональных возможностей и повышение надежности работы устройства. Устройство содержит измерительную головку с оппозитно расположенными излучателем и приемником, образующими оптопару, световой поток которой является чувствительным элементом устройства. Момент касания зуба инструмента фиксируется по прерыванию светового потока. Устройство имеет в своем составе полый поворотный цилиндр с наружной рабочей поверхностью, на валу которого закреплен кулачок. Выдвижение измерительной головки в позицию измерения производится пневмоцилиндром телескопического типа. 10187 Изобретение относится к машиностроению и предназначено для использования на станках с ЧПУ сверлильно-фрезерно-расточной группы в качестве устройства определения пространственного положения размерообразующего зуба многолезвийного инструмента типа дисковых, торцовых, концевых фрез,зенкеров, разверток и других инструментов, а также как источник информации (измерительный преобразователь) автоматических систем размерной настройки указанных инструментов, эксплуатируемых в условиях широкономенклатурного производства. Известно устройство (а. с. СССР 872201, кл. В 23 15/24, 1981) контроля исходного положения координат режущих кромок инструмента на станках ЧПУ, содержащее измерительный щуп и расположенный внутри него датчик. Датчик выполнен в виде двух контактных колец и стержня, токопроводящий конец которого расположен внутри колец с запором, а другой конец консольно закреплен на конце измерительного щупа со стороны плоских взаимно-перпендикулярных площадок, взаимодействующих с инструментом. При нажатии резцом на площадку щуп изгибается, его перемещение передается стержню измерительного датчика, который,замыкаясь с кольцом, вызывает остановку привода станка. Сложность конструкции (наличие в составе стержня токопроводящей части), низкая точность срабатывания (работа устройства основана на преобразовании упругих деформаций стержня, в результате чего до фиксации аварийной ситуации возможен перебег инструмента) ограничивают область его применения. Известен также датчик (Соломенцев Ю.М., Митрофанов В.Г., Протопопов С.П. и др. Адаптивное управление технологическими процессами. М Машиностроение, 1980, с. 259) для настройки инструмента по длине, содержащий корпус, передаточнопреобразовательный механизм и чувствительный наконечник, причем в состав механизма входят подвижный плунжер, размещенные на нем два кулачка,находящиеся во взаимодействии с установленными в корпусе двумя рычагами, два микровыключателя и пружина возврата плунжера, а наконечник выполнен плоским по форме. С помощью датчика определяется положение размерообразующего зуба неподвижного многолезвийного инструмента (например, торцовых фрез) посредством перемещения плунжера с чувствительным наконечником до контакта с зубом,вследствие чего взаимодействие кулачков с рычагами приведет их к повороту на некоторый угол, произойдет срабатывание микровыключателя и подача в систему управления станка. Известный датчик имеет недостатки. Поскольку его работа основана на охвате (при наезде) чувствительным наконечником всего режущего контура инструмента (ограниченного расположенными на торце зубьями). Функциональные возможности датчика значительно сокращены, а их расширение сопряжено с непомерно большим увеличением габари 2 тов. В состав датчика входят точно изготавливаемые детали, а также узел контактного взаимодействия кулачок-рычаг, что снижает надежность работы устройства, создает препятствия для тиражирования разработки. Кроме того, в конструкции датчика не соблюден принцип измерения Аббе, вследствие чего на точность измерения оказывают влияние перекосы консольных кулачков, деформации и смещения рычагов. Известно также устройство (а. с. СССР 1351711, кл. В 23 В 25/06, 1987) для определения положения размерообразующего зуба многолезвийного инструмента, содержащее установленный в корпусе подпружиненный рычаг, на одном конце которого размещен чувствительный наконечник, а на другом - сигнализатор контакта. Кроме того, устройство снабжено также электромагнитом возврата со штоком и пружиной сжатия. Положение размерообразующего зуба в пространстве определяется по непосредственному контакту его с чувствительным наконечником, в результате чего, помимо дополнительных динамических нагрузок, накладываемых на устройство при ударе,происходит истирание и потеря точности самого чувствительного наконечника. Кроме того, размещение самого устройства в рабочей зоне станка сужает его технологические возможности, создает зоны ограничения для свободного перемещения инструмента по программе станка. Общим недостатком рассмотренных устройств является контактный характер взаимодействия аттестуемого инструмента с их чувствительными элементами. Даже при самом тщательном подборе материалов деталей в процессе их эксплуатации неизбежна потеря размерной точности детали пары с материалом, менее износостойким (как правило,чувствительного наконечника). Кроме того, условия широкономенклатурного машиностроительного производства сопряжены с использованием различных по типам, конструкциям и размерам многолезвийных инструментов. В этих условиях целесообразно применение устройства определения положения зуба инструмента, основанного на бесконтактном взаимодействии его с чувствительными элементами,обеспечивающего охват широкого номенклатурного ряда типоразмеров и конструкций многолезвийных инструментов. Известно бесконтактное устройство для определения положения размерообразующего зуба многолезвийного инструмента ( .) , 1987,32, . 164-170, см. также реферат Система технического зрения для контроля размеров режущих инструментов на станках. ЭИ Автоматизация производства, ГПС и робототехника (зарубежный опыт), 1988, вып. 7, с. 25-26, являющееся наиболее близким по технической сущности к предлагаемому и выбранное за прототип. Устройство содержит измерительную головку с оппозитно расположенными излучателем и приемником, обра 10187 зующими оптопару, световой поток которой является чувствительным элементом устройства, а момент касания зуба инструмента с чувствительным элементом устройства фиксируется приемником по прерыванию светового потока. В устройстве использованы специальный фотоэлемент, полупроводниковый лазерный излучатель и приемник на базе двойного фотодиода. Многолезвийный инструмент вводится в зону оптической оси оптопары (в зону инфракрасного излучения), при прерывании светового потока его тень проектируется на чувствительный элемент приемника. В приемнике происходит преобразование энергии излучения в два электрических сигнала,разность потенциалов которых зависит от размеров и расположения измеряемого объекта. Известное устройство имеет недостатки. Так,конструктивное исполнение измерительной головки(в виде П-образной скобы) с небольшими боковыми гранями) и ее ориентация на станке (оптическая ось оптопары ориентирована вдоль одной из координатных осей инструмента на виде в плане без наклона в вертикальной плоскости, проходящей через ось вращения фрезы) не позволяет охватывать фрезы с большим диаметром расположения режущих зубьев(торцовых фрез). При этом ограничения составляют размеры граней измерительной головки и расстояние между ними. В составе устройства не предусмотрены устройства аварийной остановки приводов при случайном аварийном прохождении инструментом оптической оси оптопары, что приводит к поломке самой измерительной головки. Кроме того,размещение самого устройства в рабочей зоне (на столе станка) сужает его технологические возможности, увеличивает вероятность случайных наезжаний на него шпинделя станка. Отмеченные недостатки не дают возможности его применения в условиях комплексного автоматизированного производства при частой смене инструментов. Технический результат, который может быть получен при осуществлении изобретения, заключается в расширении функциональных возможностей и повышении надежности работы устройства. Как указано в критике прототипа, конструктивное исполнение измерительной головки и ее ориентация на станке не позволяют охватывать фрезы с большим диаметром расположения режущих зубьев(торцовых фрез). Предлагаемое же нами устройство позволяет определить пространственное положение размерообразуюших зубьев многолезвийных инструментов различных типов, например, дисковых,торцевых концевых фрез, зенкеров, разверток и других инструментов. То есть, если устройство по прототипу позволяло определять положение размерообразующего зуба только одного типа инструментов(цилиндрической фрезы), то предполагаемое нами устройство позволяет определять пространственное положение размерообразующих зубьев многих типов многолезвийных инструментов. Повышение же надежности работы предлагаемого устройства, входящего в состав единой техноло гической системы, включающей собственно сам станок, приспособления, металлорежущий инструмент и деталь, достается за счет практически мгновенной остановки (блокировки) привода подач станка после проведения измерительной процедуры и получения неблагоприятного результата. Технический результат достигается тем, что устройство для определения положения размерообразующего зуба многолезвийного инструмента, содержащее измерительную головку с оппозитно расположенными излучателем и приемником, образующими оптопару, световой поток которой является чувствительным элементом устройства, а момент касания зуба инструмента с чувствительным элементом устройства фиксируется приемником по прерыванию светового потока, дополнительно снабжено полым поворотным цилиндром с наружной рабочей поверхностью, на валу которого закреплен кулачок,микровыключателем и пневмоцилиндром телескопического типа, а измерительная головка выполнена в виде скобы с протяженными боковыми гранями, в которых размещены элементы оптопары, параллельно оптической оси которой установлен поворотный цилиндр таким образом, что кулачок взаимодействует с жесткосвязанным с корпусом измерительной головки микровыключателем, а сам корпус головки связан с возможностью изменения углового положения в вертикальной плоскости со штоком пневмоцилиндра, жестко прикрепленного к столу станка ниже его рабочей поверхности. При этом ось поворотного цилиндра находится на боковых гранях скобы на большем удалении от ее периферийной части, чем оптическая ось оптопары, угол наклона измерительной головки в вертикальной плоскости по отношению к уровню рабочей поверхности стола станка составляет 45, а соединение измерительной головки со штоком пневмоцилиндра производится мелкозубой муфтой с углом при вершине зубьев 90. Наружная рабочая поверхность поворотного цилиндра изготовлена из материала с большим коэффициентом трения, в качестве боковых стенок полого поворотного цилиндра использованы резиновые диски, а закрепленный на валу поворотного цилиндра кулачок выполнен по форме в виде эллипса, разность полуосей которого равна величине хода наконечника микровыключателя до его срабатывания. На фиг. 1 представлено устройство для определения положения размерообразующего зуба многолезвийных инструментов, на фиг. 2 - разрез по А-А на фиг. 1, на фиг. 3 - вид по Б на кулачок на фиг. 1. В состав устройства входит измерительная головка 1 в виде скобы с протяженными боковыми гранями, в которых оппозитно размещены оптические элементы - излучатель 2 и приемник 3, образующие оптопару. Между боковых граней скобы размещен поворотный цилиндр с рабочей поверхностью 4, установленный на поворотном валу 5, базирующемся на двух опорах качения 6. На квадратном хвостовике вала 5 закреплен кулачок 7, а боковые 3 10187 стенки (торцы) цилиндра образованы двумя резиновыми дисками 8 При этом ось поворота цилиндра(ось вала 5) находится на большем удалении от ее периферийной части, чем оптическая ось 9 оптопары 21, где 1 и 2 - расстояния от периферийной части граней скобы до, соответственно, оптической оси оптопары и оси поворотного вала 5. Измерительная головка 1 с помощью мелкозубой муфты 10 и винта 11 крепится к выходному концу штока 12 пневмоцилиндра телескопического типа. Такое крепление головки 1 к штоку 12 дает возможность изменять угловое положение скобы в вертикальной плоскости по отношению к уровню В рабочей поверхности стола 13 (угол ), а выполнение зубьев муфты с углом при вершине 90 улучшает условия двух полумфут и сводит к минимуму погрешностьуглового положения измерительной скобы- . Корпус 14 пневмоцилиндра винтами 15 жестко крепится к боковой стенке стола 13 станка таким образом, что в нерабочем состоянии (при задвинутом вниз штоке пневмоцилиндра) самая выступающая часть измерительной головки заведомо ниже уровня В рабочей поверхности стола (так, ось винта 11 находится от уровня В рабочей поверхности стола на расстоянии 3, превышающем габаритные размеры измерительной головки от этой точки вверх в вертикальном направлении). В состав телескопического пневмоцилиндра входит, помимо внутреннего штока 12, также внешне по отношению к нему расположенный шток 16. Штоки 12 и 16 перемещаются, соответственно, в полостях 17 и 18 пневмоцилиндра. Для обеспечения герметичности пневмоцилиндра использованы уплотнения 19. Излучатель 2 и приемник 3 установлены в резиновых втулках 20 с конической наружной поверхностью, благодаря чему перемещением регулировочных винтов 21 в осевом направлении (вдоль оптической оси 9) можно создать необходимое усилие зажима элементов оптопары. Обеспечение работоспособности подшипников 6 (натяг колец в осевом направлении) поворотного вала 5 производится резьбовыми втулками 22. Кулачок 7 выполнен по форме в виде эллипса с большой а и малой в полуосями. При этом разность размеров полуосей равна величине хода с наконечника микровыключателя 23 до его срабатывания св-а. В качестве элементов оптопары использованы светодиоды ИК-излучения типа АЛ 07 А (в качестве приемника 3 может применяться также малогабаритный бескорпусный транзистор типа 2 Т 202 Б с незадействованным выводом базы). Монтажными проводами источник 2 соединен с источником стабилизированного напряжения 2 В, а приемник 3 подключен к усилительно-преобразовательному блоку УПБ (на фиг. не показаны). В качестве материала рабочей поверхности 4 цилиндра применена прорезиненная ткань (техническая резина), наклеиваемая на металлическую основу (каркас). Для удобства 4 работы с устройством в процессе его наладки (при необходимости выставления угланаклона измерительной головки 1 к уровню В рабочей поверхности стола) применена круговая шкала 24 и указатель 25. Подключение пневмоцилиндра к цеховой пневмомагистрали производится штуцерами 26. Кулачок 7 изготовлен из легированной (типа ХВГ) или углеродистой (типа У 8 А) инструментальной стали. Устройство работает следующим образом. В процессе наладки устройства выставляют уголнаклона измерительной головки 1. Для чего ослабляют затяжку винта 11 и поворотом головки в целом, наблюдая за указателем 25, добиваются выставления требуемого угла . При этом наибольшей универсальности устройства (возможности аттестации различных по конструкции фрез) можно достичь при установке угла 45. В этом положении оптическая ось 9 имеет равный угол наклона и к вертикальной, и к горизонтальной координатным осям,значит, возможна аттестация фрез с вертикальной(концевых, торцовых) и с горизонтальной (дисковых) осью вращения. Вращением винтов 21 добиваются надежного крепления элементов оптопары, а по шкале УПБ регистрируют электрический сигнал, соответствующий уровню первоначальной настройки (при исходной оснащенности приемника 3). Корпус микровыключателя 23 на скобе 1 устанавливают в такое положение по отношению к кулачку 7, чтобы за 1/2 его оборота вместе с валом 5 происходило надежное срабатывание микровыключателя 23. Проверяется легкость вращения поворотного цилиндра. При этом вращение должно быть плавным и происходить без значительного приложения внешнего усилия. В процессе обработки деталей на станке происходит необратимый износ зубьев, наблюдаются сколы и микровыкрашивания кромок, что приводит к изменению первоначального размера статистической настройки. Для оперативного внесения корректив в размер статической настройки необходимо знать фактическое положение размерообразующего(опыт эксплуатации таких инструментов показал,что износ, выкрашивание и сколы происходят на зубьях неравномерно, в результате чего из всей совокупности зубьев один является размерообразующим, формирующим в дальнейшем размер обработки). По завершении рабочего хода, по команде от УЧПУ станка подается команда в блок управления пневмоцилиндром, в результате чего происходит последовательное выдвижение штоков 16 и 12, а измерительная головка 1 оказывается в положении,намного превышающем уровень в рабочей поверхности стола 13. Стол станка вместе с устройством движется с подачей ст в направлении к вращающейся с числом оборотов фр фрезе 27. В момент вхождения кромок зубьев в зону оптической оси 9 оптопары размерообразующий зуб фрезы прерывает световой поток, в результате чего на выходе приемника 3 появляется электрический сигнал, про 10187 порциональный мгновенному изменению освещенности светового потока, а УПБ формирует команду на остановку привода подачи станка. Если не произошло срабатывание УПБ, то вступает в действие аварийная защита При этом фреза, вращаясь, врезается в рабочую поверхность 4 поворотного цилиндра. При условии незначительного проскальзывания поверхностей (из-за наличия сил трения между зубом фрезы и рабочей поверхностью цилиндра) происходит мгновенный разворот цилиндра с валом 5. Поворот вала на угол не менее 180 (1/2 оборота) приведет к срабатыванию микровыключателя 23 и к аварийной остановке привода подачи стола. Наличие резиновых дисков 8 в составе поворотного цилиндра демпфирует силу удара зуба фрезы о рабочую поверхность цилиндра. Полученный от УПБ сигнал (в момент прерывания светового потока размерообразующим зубом) обрабатывается в УЧПУ станка, в результате чего по специальному алгоритму вырабатывается корректирующая поправка в размер статической настройки, учитывающая реальное состояние размерообразующего зуба фреза и используемая на последующих циклах мехобработки. После окончания процедуры измерения (определения размерообразующего зуба) по команде от блока управления пневмоцилиндрам перераспределяется подача сжатого воздуха в рабочие полости 17 и 18 таким образом, что происходит возврат в исходное положение штоков 16 и 12 с измерительной головкой). Конструкция пневмоцилиндра телескопического типа такова, что в рабочем положении (при выдвинутых штоках 12 и 16) жесткость устройства в целом достаточно велика и незначительно изменяется по отношению к первоначальному положению. В составе устройства много типовых, серийно выпускаемых деталей и узлов, - пневмоцилиндр,подшипники, элементы оптопары, микровыключатель, угловая шкала и другие, что, наряду с конструктивной простотой и технологичностью в изготовлении, способствует широкому тиражированию данной разработки. Устройство удобно в отладке и в эксплуатации, не занимает рабочее пространство станка, что повышает надежность его работы, устраняя случайные столкновения с ним шпинделя на ускоренных холостых ходах. Устройство прошло лабораторные и цеховые испытания в составе фрезерного станка мод. 6 Р 13 ФЗ. В процессе испытаний определялись положения размерообразующих зубьев различных типов фрез. Длительные эксперименты подтвердили стабильность срабатывания и высокую разрешающую способность (точность определения аттестуемого параметра). Устройство прошло также испытания и в составе автоматических систем размерной настройки применительно к станкам фрезерной группы и также подтвердило хорошие эксплуатационные показатели. Техническая характеристика устройства. 1. Время измерения (определение размерообразующего зуба инструмента) 3-10 с 2. Метод измерения бесконтактный 3. Точность позиционирования (выдвижения) штока не более 5-8 мкм 4. Изменение угла поворота измерительной головки 090 5. Угол поворота кулачка до срабатывания микровыключателя 180 1. Рабочее давление в пневмоцилиндре 3,04,0 атм 2. Напряжение питания источника излучения 2,0 В 3. Габариты устройства (при выдвижении штока на 200 мм) 280 х 110 х 65 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство определения положения размерообразующего зуба многолезвийного инструмента,содержащее измерительную головку с оппозитно расположенными и образующими оптопару излучателем и приемниками для фиксирования момента касания зуба аттестуемого инструмента со световым потоком по прерыванию последнего, отличающееся тем, что оно снабжено поворотным цилиндром с наружной рабочей поверхностью, на валу которого закреплен кулачок, микровыключателем и пневмоцилиндром телескопического типа, а измерительная головка выполнена в виде скобы с протяженными боковыми гранями, в которых размещены элементы оптопары, параллельно оптической оси которой установлен поворотный цилиндр таким образом, что кулачок взаимодействует с жестко связанным с корпусом измерительной головки микровыключателем, а сам корпус головки связан, с возможностью изменения углового положения в вертикальной плоскости, со штоком пневмоцилиндра,жестко прикрепленного к столу станка ниже его рабочей поверхности. 2. Устройство по п. 1, отличающееся тем, что ось поворотного цилиндра находится на боковых гранях скобы на большем удалении от ее периферийной части, чем оптическая ось оптопары. 3. Устройство по п. 1, отличающееся тем, что измерительная головка соединена со штоком пневмоцилиндра мелкозубой муфтой с углом при вершине зубьев 90. 4. Устройство по п. 1, отличающееся тем, что угол наклона измерительной головки в вертикальной плоскости по отношению к уровню рабочей поверхности стола станка составляет 45. 5. Устройство по п. 1, отличающееся тем, что наружная рабочая поверхность поворотного цилиндра изготовлена из материала с большим коэффициентом трения. 6. Устройство по п. 1, отличающееся тем, что в качестве торцевых стенок полого поворотного цилиндра использованы резиновые диски. 7. Устройство по п. 1, отличающееся тем, что кулачок выполнен в форме эллипса, разность полуосей которого равна величине хода наконечника микровыключателя до его срабатывания.
МПК / Метки
МПК: B23Q 17/24, B23Q 17/22
Метки: положения, размерообразующего, многолезвийного, устройство, инструмента, определения, зуба
Код ссылки
<a href="https://kz.patents.su/6-10187-ustrojjstvo-opredeleniya-polozheniya-razmeroobrazuyushhego-zuba-mnogolezvijjnogo-instrumenta.html" rel="bookmark" title="База патентов Казахстана">Устройство определения положения размерообразующего зуба многолезвийного инструмента</a>
Устройство для обработки изображений и способ определения линейного сдвига образца относительно номинального положения
Номер патента: 5082
Опубликовано: 15.02.1999
Авторы: Кристоф Айзенбарт, Эдвард Панофски, Деннис Мак Ги, Ира Финкельштайн
МПК: G06K 9/78
Метки: положения, образца, относительно, сдвига, номинального, линейного, обработки, устройство, изображений, способ, определения
Формула / Реферат:
Устройство обработки изображений содержит блок сбора данных, относящихся к пространственно разнесенным фрагментам образца. Устройство также содержит средства запоминания эталонных данных, соответствующих данным образца. Две совокупности данных компилируют и анализируют для определения смещения образца относительно номинального положения.
Способ определения площади поверхности коронки зуба
Номер предварительного патента: 10050
Опубликовано: 16.04.2001
Авторы: Темирбаев Калжан Максутович, Романов Виталий Сергеевич, Бекбосунова Ольга Александровна, Исабаев Досмухамбет Керимкулович, Темирбаев Максут Абуович
МПК: A61C 19/04
Метки: определения, поверхности, способ, зуба, площади, коронки
Формула / Реферат:
Изобретение относится к медицине, а именно: к ортопедической стоматологии и может быть использовано для моделирования искусcтвeнных коронок зубов.Способ определения площади поверхности коронки зуба включает определение точек граничной поверхности на муляже, определение их координат в плоскости фиксированных сечений с последующим математическим расчетом и дополнительно на муляже и коронке зуба определяют линейные размеры, по которым вычисляют...
Устройство для хранения инструмента
Номер патента: 867
Опубликовано: 15.06.1994
Автор: Букреев Юрий Николаевич
МПК: B25H 3/00
Метки: устройство, хранения, инструмента
Формула / Реферат:
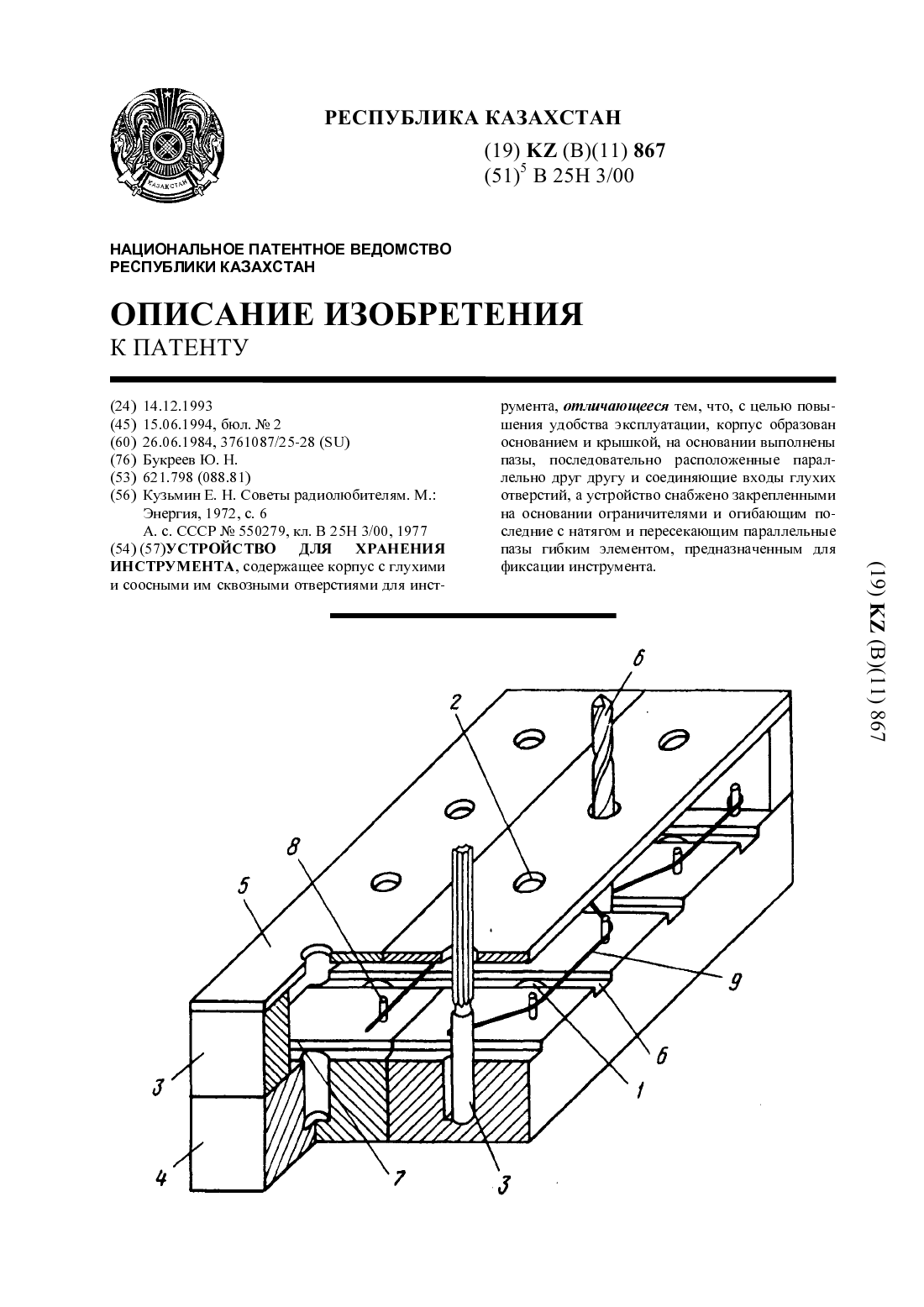
УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ ИНСТРУМЕНТА, содержащее корпус с глухими и соосными им сквозными отверстиями для инструмента, отличающееся тем, что, с целью повышения удобства эксплуатации, корпус образован основанием и крышкой, на основании выполнены пазы, последовательно расположенные параллельно друг другу и соединяющие входы глухих отверстий, а устройство снабжено закрепленными на основании ограничителями и огибающим последние с натягом и...
Устройство для хранения инструмента
Номер патента: 868
Опубликовано: 15.06.1994
Автор: Букреев Юрий Николаевич
МПК: B25H 3/00
Метки: инструмента, хранения, устройство
Формула / Реферат:
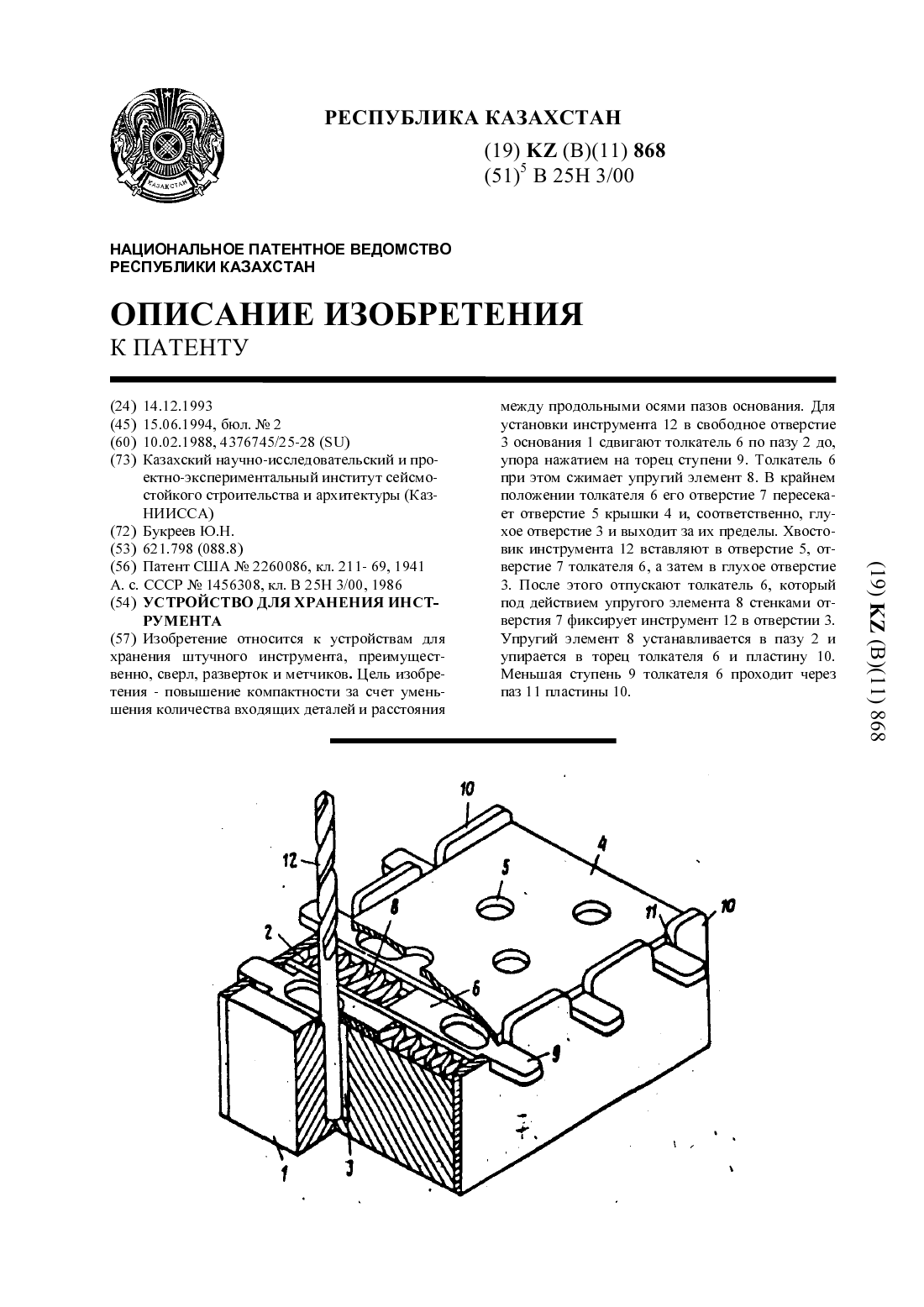
Изобретение относится к устройствам для хранения штучного инструмента, преимущественно, сверл, разверток и метчиков. Цель изобретения - повышение компактности за счет уменьшения количества входящих деталей и расстояния между продольными осями пазов основания. Для установки инструмента 12 в свободное отверстие 3 основания 1 сдвигают толкатель 6 по пазу 2 до, упора нажатием на торец ступени 9. Толкатель 6 при этом сжимает упругий элемент 8. В...
Способ изготовления инструмента из сверхтвердых материалов Ионова
Номер патента: 1377
Опубликовано: 15.04.1998
Автор: Ионов Владимир Андреевич
МПК: B22F 3/26
Метки: сверхтвердых, ионова, способ, инструмента, изготовления, материалов
Формула / Реферат:
Изобретение относится к области порошковой металлургии, в частности, к изготовлению инструмента из сверхтвердых материалов и может быть использован для изготовления таких инструментов как алмазные сложнопрофильные ролики, буровые коронки и т.п. Для исключения использования пластификаторов при реализации способа и, как следствие, повышения качества инструмента, в способе изготовления инструмента из сверхтвердых материалов, включающем получение...
Предыдущий патент: Способ лечения хронического приобретенного токсоплазмоза
Следующий патент: Таблетка ядерного топлива
Случайный патент: Фурма