Способ изготовления инструмента из сверхтвердых материалов Ионова
Формула / Реферат
Изобретение относится к области порошковой металлургии, в частности, к изготовлению инструмента из сверхтвердых материалов и может быть использован для изготовления таких инструментов как алмазные сложнопрофильные ролики, буровые коронки и т.п. Для исключения использования пластификаторов при реализации способа и, как следствие, повышения качества инструмента, в способе изготовления инструмента из сверхтвердых материалов, включающем получение полости в спрессованном пропитывающем материале, формование рабочей части инструмента путем прессования шихты, содержащей сверхтвердый материал и заполняющей полость в спрессованном пропитывающем материале, впрессовывание основы инструмента в опрессованную шихту при формовании рабочей части инструмента на шихту, заполняющую полость в спрессованном пропитывающем материале помещают слой пропитывающего материала и прессуют до образования капсулы из пропитывающего материала, заполненной спрессованной шихтой, при этом получают полость в спрессованном пропитывающем материале сборкой фрагментов из пропитывающего материала, полученных при опрессовке пропитывающего материала вокруг фрагментов копира.
Текст
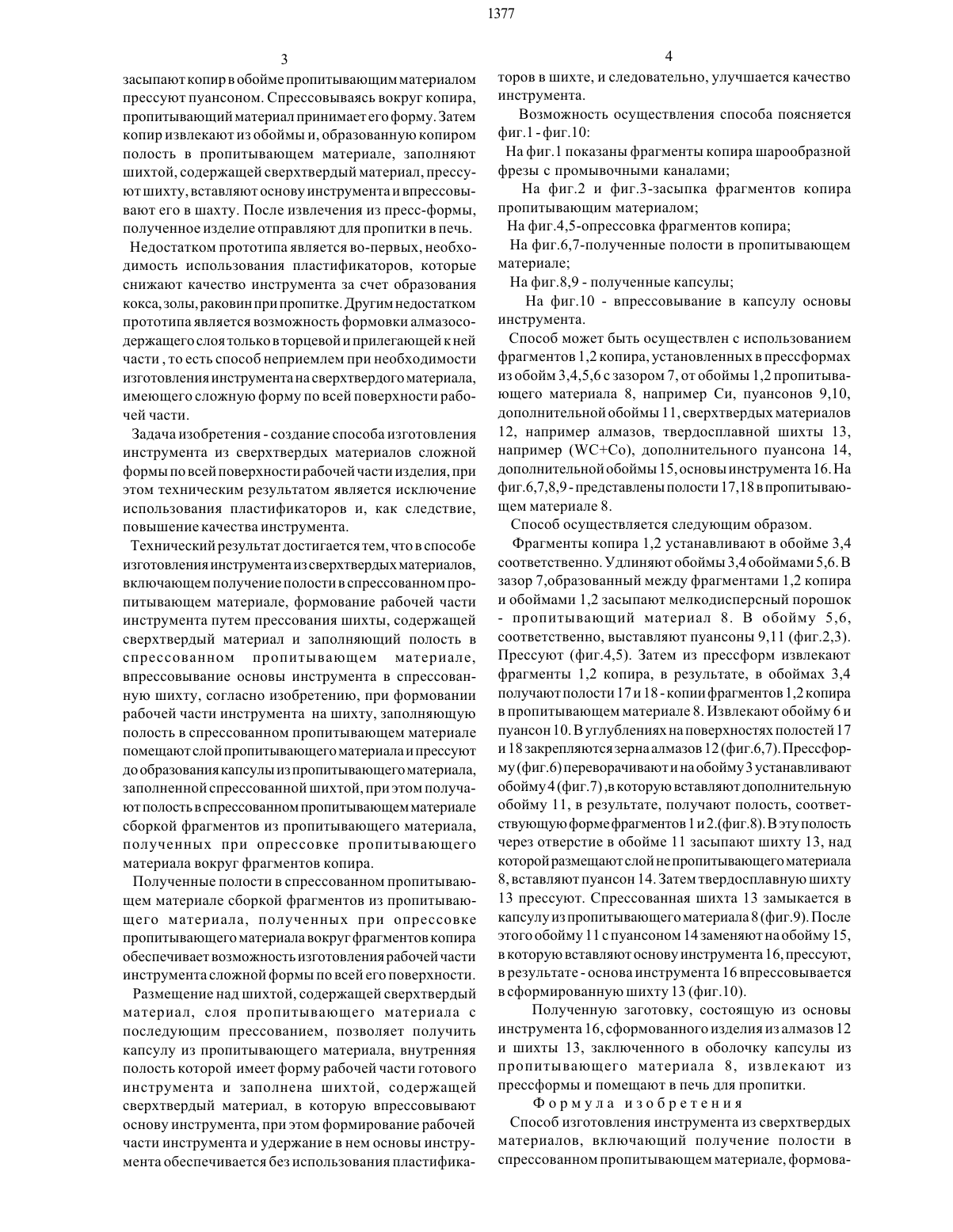
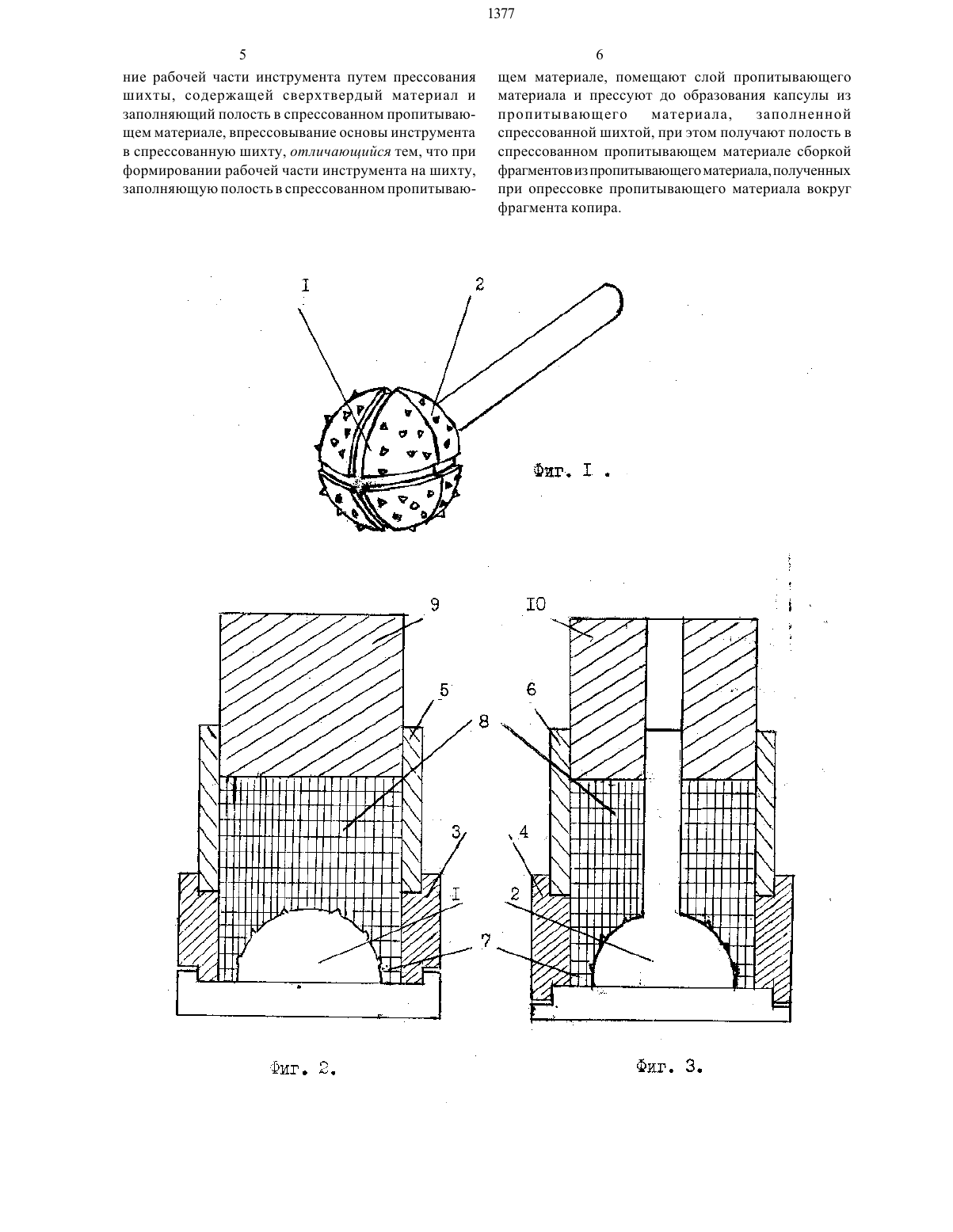
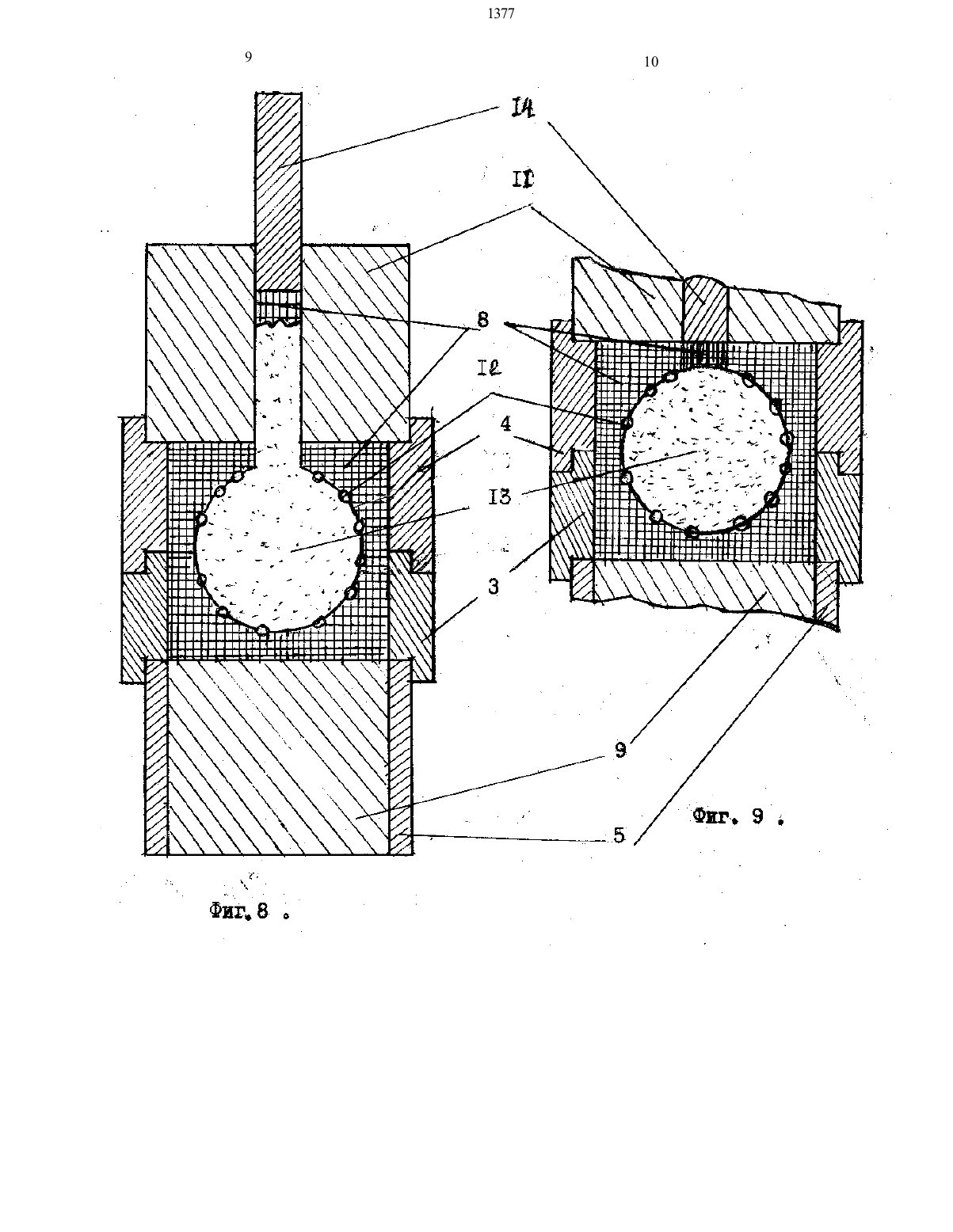
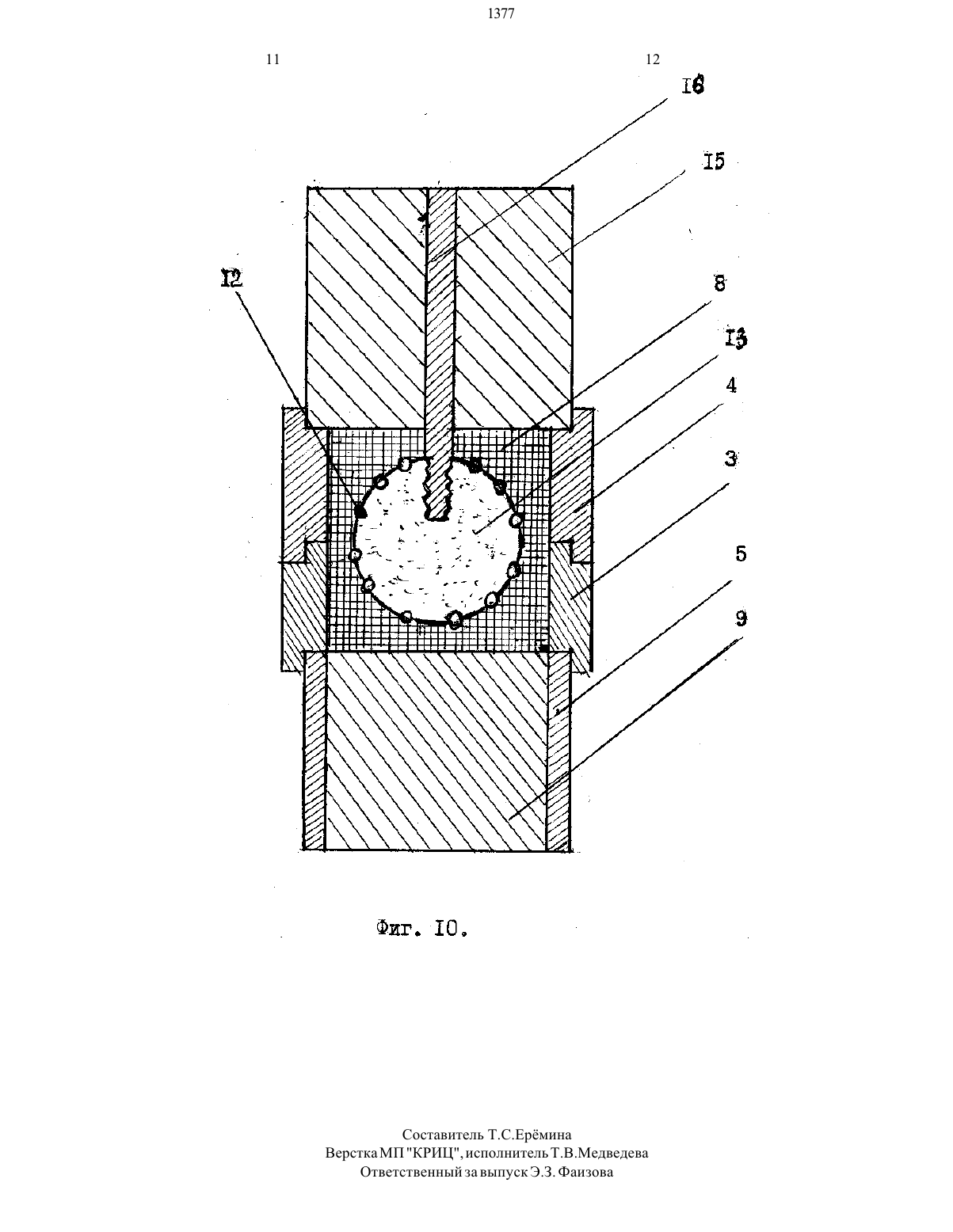
засыпают копир в обойме пропитывающим Материалом прессуют пуансоном. Спрессовываясь вокруг копира,пропитывающий материал принимает его форму. Затем копир извлекают из обоймы И, образованную копиром полость в пропитывающем материале, заполняют шихтой, содержащей сверхтвердый материал, прессуют щихту, вставляют основу инструмента И впрессовь 1 вают его в Шахту. После Извлечения из пресс-формы,полученное изделие отправляют для пропитки в печь.Недостатком прототипа является во-первых, необходимость использования пластификаторов, которые снижают качество Инструмента за счет образования кокса, золы, раковин при пропитке. Другим недостатком прототипа является возможность формовки алмазосодержащего слоя только в торцевой И прилегающей к ней части , то есть способ неприемлем при необходимости Изготовления инструмента на сверхтвердого материала,имеющего сложную форму по всей поверхности рабочей части.Задача изобретения - создание способа изготовления Инструмента из сверхтвердых материалов сложной формы по всей поверхности рабочей части изделия, при этом техническим результатом является исключение Использования пластификаторов И, как следствие,повышение качества инструмента.Технический результат достигается тем, что в способе Изготовления инструмента из сверхтвердых материалов,включающем получение полости в спрессованном пропитывающем материале, формование рабочей части Инструмента путем прессования щихты, содержащей сверхтв ердый материал и заполняющий полость в спрессованном пропитывающем материале,впрессовывание основы инструмента в спрессованную щихту, согласно изобретению, при формовании рабочей части инструмента на щихту, заполняющую полость в спрессованном пропитывающем материале помещают слой пропитывающего материала и прессуют до образования капсулы из пропитывающего материала,заполненной спрессованной шихтой, при этом получают полость в спрессованном пропитывающем материале сборкой фрагментов из пропитывающего материала,полученных при опрессовке пропитывающего материала вокруг фрагментов копира.Полученные полости в спрессованном пропить 1 вающем материале сборкой фрагментов из пропить 1 вающего материала, полученных при опрессовке пропитывающего материала вокруг фрагментов копира обеспечивает возможность изготовления рабочей части Инструмента сложной формы по всей его поверхности.Размещение над Шихтой, содержащей сверхтвердый материал, слоя пропитывающего материала с последующим прессованием, позволяет получить капсулу из пропитывающего материала, внутренняя полость которой имеет форму рабочей части готового Инструмента И заполнена шихтой, содержащей сверхтвердый материал, в которую впрессовывают основу инструмента, при этом формирование рабочей части инструмента И удержание в нем основы инструмента обеспечивается без Использования пластифика 1377торов в щихте, И следовательно, улучшается качество Инструмента. Возможность осуществления способа поясняется фиг. 1 - фиг. 10 На фиг. 1 показаны фрагменты копира шарообразной фрезы с промывочными каналами На фиг.2 и фиг.3-засыпка фрагментов копира пропитывающим материаломСпособ может быть осуществлен с использованием фрагментов 1,2 копира, установленных в прессформах из обойм 3,4,5,6 с зазором 7, от обоймы 1,2 пропитывающего материала 8, например Си, пуансонов 9,10,дополнительной обоймы 1 1, сверхтвердых материалов 12, например алмазов, твердосплавной щихты 13,например (ЧУСдгСо), дополнительного пуансона 14,дополнительной обоймы 15 , основы инструмента 16. На фИг.6,7,8,9 - представлены полости 17,18 в пропить 1 вающем материале 8.Способ осуществляется следующим образом.- пропИть 1 вающий материал 8. В обойму 5,6,соответственно, выставляют пуансоны 9,1 1 (фиг.2,3). Прессуют (фиг.4,5). Затем из прессформ извлекают фрагменты 1,2 копира, в результате, в обоймах 3,4 получают полости 17 и 18 - копии фрагментов 1,2 копира в пропитывающем материале 8. Извлекают обойму 6 и пуансон 10. В углублениях на поверхностях полостей 17 И 18 закрепляются зерна алмазов 12 (фИг.6,7). Прессформу (фИг.6) переворачивают И на обойму 3 устанавливают обойму 4 (фИг.7) ,в которую вставляют дополнительную обойму 11, в результате, получают полость, соответствующую форме фрагментов 1 и 2.(фиг.8). В эту полость через отверстие в обойме 11 засыпают щихту 13, над которой размещают слой не пропитывающего материала 8, вставляют пуансон 14. Затем твердосплавную щихту 13 прессуют. Спрессованная щИхта 13 замыкается в капсулу Из пропитывающего материала 8 (фиг.9). После этого обойму 1 1 с пуансоном 14 заменяют наобойму 15,в которую вставляют основу инструмента 16, прессуют,в результате - основа инструмента 16 впрессовывается в сформированную щихту 13 (фиг. 10).Полученную заготовку, состоящую из основы Инструмента 16, сформованного изделия Из алмазов 12 И щихты 13, заключенного в оболочку капсулы из пропитывающего материала 8, извлекают из прессформы и помещают в печь для пропитки.Способ изготовления инструмента из сверхтвердых материалов, включающий получение полости в спрессованном пропитывающем материале, формова 5ние рабочей части инструмента путем прессования щихты, содержащей сверхтвердый материал И заполняющий полость в спрессованном пропить 1 вающем материале, впрессовывание основы инструмента в спрессованную шихту, отличающийся тем, что при формировании рабочей части инструмента на шихту,заполняющую полость в спрессованном пропить 1 ваю Г) 521щем материале, помещают слой пропитывающего материала и прессуют до образования капсулы из пропитывающего материала, заполненной спрессованной шихтой, при этом получают полость в спрессованном пропитывающем материале сборкой фрагментов из пропитывающего материала, полученных при опрессовке пропитывающего материала вокруг фрагмента копира.
МПК / Метки
МПК: B22F 3/26
Метки: сверхтвердых, изготовления, материалов, инструмента, способ, ионова
Код ссылки
<a href="https://kz.patents.su/6-1377-sposob-izgotovleniya-instrumenta-iz-sverhtverdyh-materialov-ionova.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления инструмента из сверхтвердых материалов Ионова</a>
Способ изготовления абразивного инструмента
Номер предварительного патента: 4611
Опубликовано: 16.06.1997
Автор: Абдразаков Равиль Саматович
МПК: B24D 17/00, E21B 10/46
Метки: абразивного, способ, изготовления, инструмента
Формула / Реферат:
Изобретение относится к изготовлению абразивного инструмента из сверхтвердых материалов на металлической связке, который может быть использован для бурения, правки, резки и шлифования горных пород и других материалов.Техническим результатом от использования изобретения является получение инструмента заданной износостойкости, в пределах от 0,13 до 0,33 км/мм. Он достигается тем, что способ изготовления абразивного инструмента включает смешивание...
Способ изготовления абразивного инструмента
Номер предварительного патента: 5720
Опубликовано: 15.01.1998
Автор: Абдразаков Равиль Саматович
Метки: изготовления, способ, абразивного, инструмента
Формула / Реферат:
Изобретение относится к изготовлению абразивного инструмента из сверхтвердых материалов из металлической связке, который может быть использован для правки, резки и шлифования.Технический результат - повышение износостойкости достигается тем, что способ изготовления абразивного инструмен та включает гранулирование композиции из зерен алмаза и металлсодержащего наполнителя с получением гранул, состоящих из алмазных зерен, покрытых металлсодержащим...
Способ изготовления абразивного и алмазного инструмента на металлической связке
Номер патента: 1376
Опубликовано: 15.04.1998
Автор: Ионов Владимир Андреевич
МПК: B22F 3/26
Метки: изготовления, металлической, связке, инструмента, способ, абразивного, алмазного
Формула / Реферат:
Изобретение относится к изготовлению инструмента методом порошковой металлургии. Для повышения производительности и снижения энергозатрат в способе изготовления абразивного и алмазного инструмента на металлической связке, включающем формовку заготовки с использованием органического пластификатора, размещение ее и металлической связки в вакуумной печи с последующей инфильтрацией заготовки в ней при нагреве, при достижении в вакуумной печи...
Металлическая связка для алмазного инструмента
Номер предварительного патента: 3020
Опубликовано: 15.03.1996
Авторы: Савченко Юрий Дмитриевич, Позмогов Валерий Анатольевич, Сенчевский Владислав Николаевич, Башаева Людмила Александровна
МПК: B24D 3/06
Метки: инструмента, алмазного, металлическая, связка
Формула / Реферат:
Изобретение относится к области изготовления абразивного инструмента, в частности металлической связки, используемой для изготовления алмазного инструмента.В предлагаемую шихту металлической связки дополнительно вводится феррованадий при следующем соотношении компонентов, мас.%: медь - 25-68; олово - 4-16; титан 1-12; феррованадий - 0,05-0,5; карбиды тугоплавких металлов -остальное, что позволяет снизить температуру спекания металлической связки...
Шихта для изготовления керамических огнеупорных материалов
Номер предварительного патента: 2263
Опубликовано: 15.09.1995
Авторы: Шарипова Найля Салимовна, Неупокоев Артур Викторович
МПК: C04B 35/10
Метки: материалов, керамических, шихта, огнеупорных, изготовления
Формула / Реферат:
Изобретение относится к производству керамических огнеупорных материалов, обладающих низкой теплопроводностью при достаточно высокой термической устойчивости и может быть использовано как конструкционный теплоизоляционный материал в нагревательных агрегатах химической, металлургической и электротехнической промышленности. В основу изобретения положена задача разработать состав шихты для керамического материала с низкой теплопроводностью. Задача...
Предыдущий патент: Способ изготовления абразивного и алмазного инструмента на металлической связке
Следующий патент: Способ получения гранулированного фосфорного шлака
Случайный патент: Способ извлечения золота из упорных углистых пирит-арсенопиритных золотосодержащих руд