Резцовая сборная развертка с жёстким креплением безвершинных зубьев, грязевыми канавками и сменными компенсационными пластинами
Номер инновационного патента: 29386
Опубликовано: 25.12.2014
Авторы: Таскарина Айжан Жумажановна, Касенов Асылбек Жумабекович, Мусина Жанара Керейовна, Итыбаева Галия Тулеубаевна, Мендебаев Токтасын, Дудак Николай Степанович
Формула / Реферат
Резцовая сборная развёртка с жёстким креплением безвершинных зубьев, грязевыми канавками и сменными компенсационными пластинами
Развёртка предназначена для окончательной обработки отверстий повышенной точности. Заявленная развертка имеет, как прототип, на режущей части четыре вставных зуба-резца развёртки, установленных в пазы со смещением друг относительно друга вдоль оси и закрепленных крепёжными винтами непосредственно к корпусу. Вставные зубья-резцы имеют режущие кромки в форме окружности, плоскость которой расположена под углом к оси отверстия (оси развёртки). На передней части корпуса развёртки выполнен участок-ловитель для предварительного центрирования развёртки в начальный период перед разворачиванием отверстия, который вводится в отверстие и центрирует развёртку по предварительному отверстию. На направляющей части развёртки выполнены фаска / под углом ju и грязевая канавка, что способствует повышению качества обработки, а под вставными зубьями-резцами установлены сменные компенсационные пластины, меняемые перед переточкой для обеспечения припуска под переточку после износа развертки.
1) 1 с. п. ф. 2) 3 з. п. ф. 3)4илл.
Текст
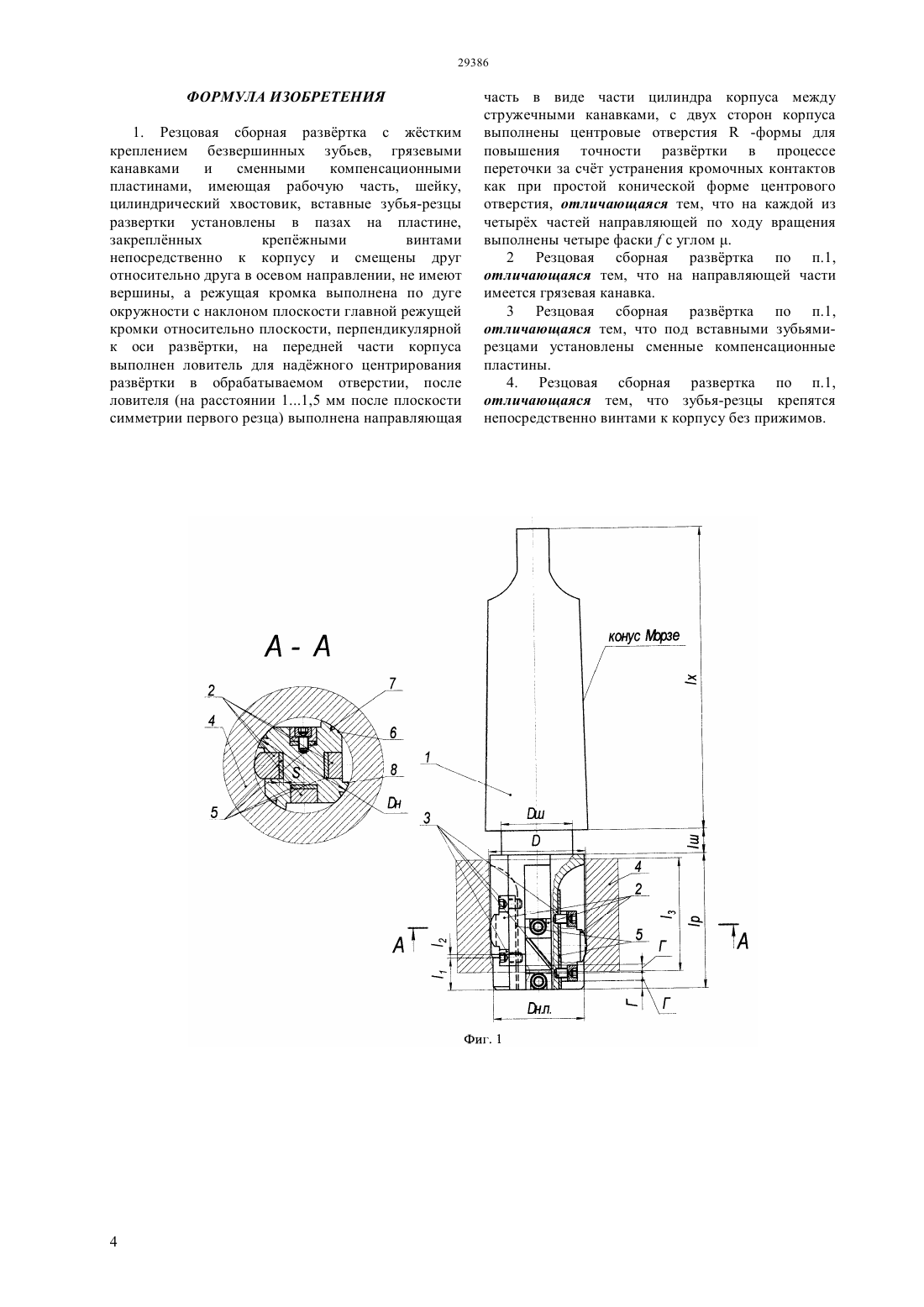
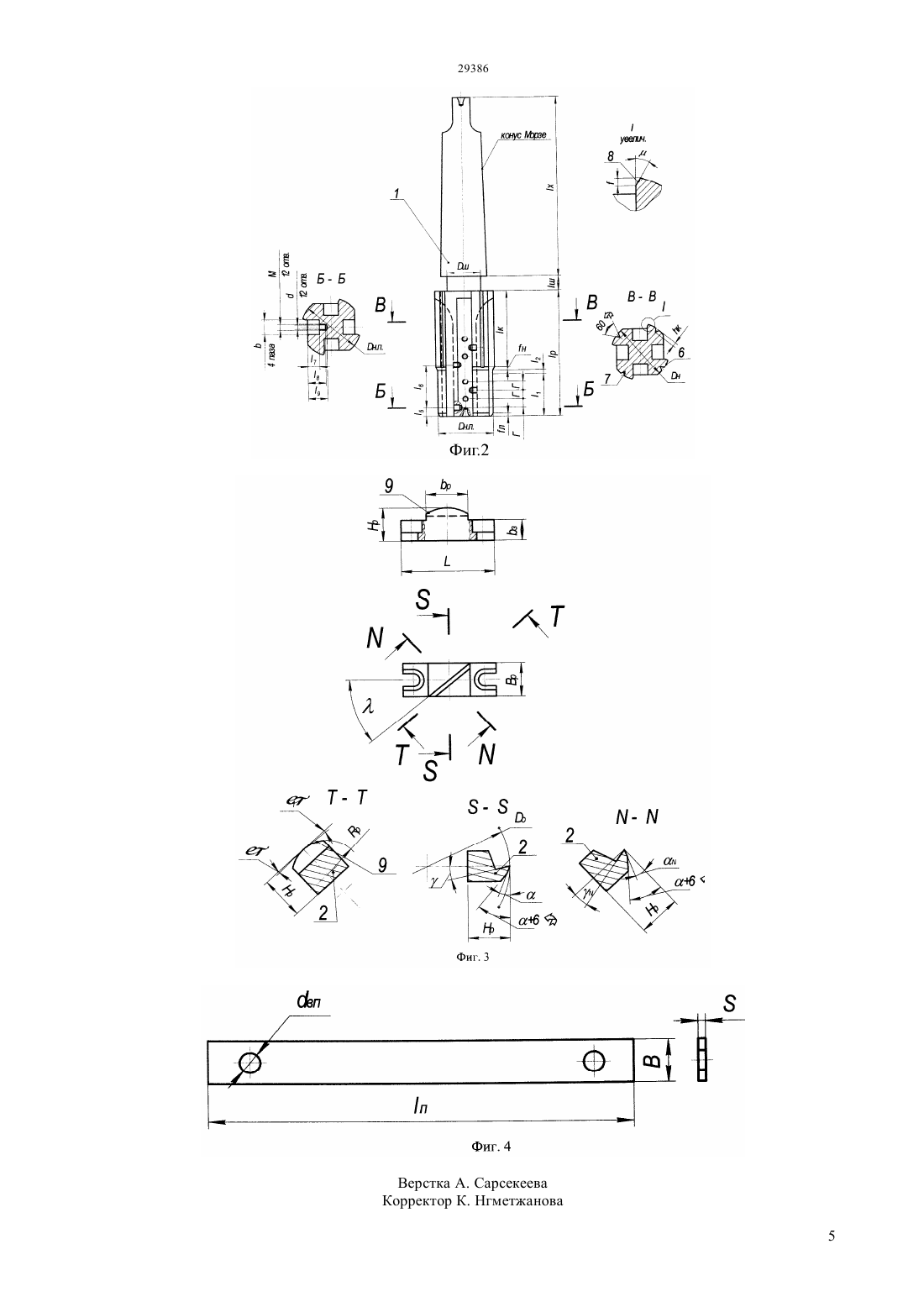
(51) 23 77/02 (2006.01) 23 27/02 (2006.01) 23 27/18 (2006.01) МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Развртка предназначена для окончательной обработки отверстий повышенной точности. Заявленная развертка имеет, как прототип, на режущей части четыре вставных зуба-резца развртки, установленных в пазы со смещением друг относительно друга вдоль оси и закрепленных крепжными винтами непосредственно к корпусу. Вставные зубья- резцы имеют режущие кромки в форме окружности, плоскость которой расположена под углом к оси отверстия (оси развртки). На передней части корпуса развртки выполнен участок-ловитель для предварительного центрирования развртки в начальный период перед разворачиванием отверстия, который вводится в отверстие и центрирует развртку по предварительному отверстию. На направляющей части развртки выполнены фаскапод угломи грязевая канавка, что способствует повышению качества обработки, а под вставными зубьямирезцами установлены сменные компенсационные пластины, меняемые перед переточкой для обеспечения припуска под переточку после износа развертки.(72) Дудак Николай Степанович Мендебаев Токтасын Таскарина Айжан Жумажановна Касенов Асылбек Жумабекович Мусина Жанара Керейовна Итыбаева Галия Тулеубаевна(73) Республиканское государственное предприятие на праве хозяйственного ведения Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(56) Таскарина А.Ж., Мендебаев Т.М., Дудак Н.С.,Итыбаева Г.Т., Мусина Ж.К., Касенов А.Ж.,Усовершенствование конструкции резцовой сборной развертки с безвершинными зубьями // Вестник Семипалатинского Государственного университета имени Шакарима, 2012, с.32-35(54) РЕЗЦОВАЯ СБОРНАЯ РАЗВЕРТКА С ЖСТКИМ КРЕПЛЕНИЕМ БЕЗВЕРШИННЫХ ЗУБЬЕВ, ГРЯЗЕВЫМИ КАНАВКАМИ И СМЕННЫМИ КОМПЕНСАЦИОННЫМИ ПЛАСТИНАМИ Изобретение относится к металлорежущим инструментам и представляет собой новый инструмент - резцовую сборную развртку с жстким креплением безвершинных зубьев,грязевыми канавками и сменными компенсационными пластинами для разворачивания отверстий повышенного качества поверхности и точности диаметра. Известны резцовые сборные развртки с безвершинными резцами, обеспечивающие более высокую стойкость и качество обрабатываемой поверхности при обработке цилиндрических отверстий 1, рис.1 с.276 2, рис.3 с.32 рис.5 с.33 рис.7 с.34. Известна усовершенствованная конструкция резцовой сборной развертки с безвершинными зубьями 3, рис.2 с.33. Применение инструмента с безвершинными зубьями повышает жсткость стыка в технологической системе(станок приспособление - инструмент - деталь), а,следовательно, и точность обработки отверстий. Геометрическими параметрами вставного зубарезца и развртки являются передний угол, задний угол (задний главный и задний вспомогательный углы у резца, угол наклона главной режущей кромки, главный и вспомогательный углы в плане),угол в плане у развртки. В качестве аналога и прототипа принята усовершенствованная конструкция резцовой сборной развертки с безвершинными зубьями 3,рис.2 с.33. Усовершенствованная конструкция резцовой сборной развертки с безвершинными зубьями имеет,как прототип, на режущей части четыре вставных зуба-резца развртки, установленных в пазы со смещением друг относительно друга вдоль оси и закрепленных непосредственно к корпусу крепжными винтами. Вставные зубья-резцы имеют режущие кромки в форме окружности, плоскость которой расположена под углом к оси отверстия(оси развртки). На передней части корпуса развртки выполнен участок-ловитель для предварительного центрирования развртки в начальный период перед разворачиванием отверстия, который вводится в отверстие и центрирует развртку по предварительному отверстию. У усовершенствованной конструкции резцовой сборной развертки с безвершинными зубьями отсутствуют прижимы, что позволяет повысить жсткость зубьев-резцов развртки в осевом и радиальном направлениях благодаря креплению зубьев-резцов непосредственно к корпусу крепжными винтами и уменьшается количество деталей, входящих в состав развртки,е габаритных размеров,себестоимость изготовления резцовой сборной развртки,уменьшаются вибрации при обработке, а,следовательно, обеспечивается более высокое качество обрабатываемого отверстия. Анализ усовершенствованной конструкция резцовой сборной развертки с безвершинными зубьями выявил недостаток, который может быть исправлен при применении заявленной развертки 2 при работе направляющей части попавшие мелкие частицы материала создают условия для абразивного трения и износа направляющей и ухудшения качества обработанной поверхности. Для исключения этого явления на направляющих элементах корпуса выполнены грязевые канавки вдоль образующих направляющего цилиндра. Для исключения возможности внедрения передней кромки направляющих элементов на корпусе развертки в обработанную поверхность выполнена фаскапод угломвдоль направляющей,затрудняющая внедрение при возникновении вибраций в процессе резания, что повышает качество обработки деталей. С целью увеличения срока службы установлена сменная компенсационная пластина под основание вставного зуба-резца, меняемая при каждой переточке, для компенсации потери размера резца по высоте. Технический результат новый инструмент резцовая сборная развртка с жстким креплением безвершинных зубьев, грязевыми канавками и сменными компенсационными пластинами обеспечивающий более высокую жсткость,стойкость и качество обрабатываемой поверхности. Технический результат достигается тем, что в новом инструменте выполнены грязевые канавки вдоль образующих направляющего цилиндра для исключения абразивного трения,износа направляющей и ухудшения качества обработанной поверхности фаскапод угломвдоль направляющей, затрудняющая внедрение при возникновении вибраций в процессе резания, а также установлена сменная компенсационная пластина под основание вставного зуба-резца,меняемая при каждой переточке, для компенсации потери размера резца по высоте. Таким образом, для достижения технического результата и повышения качества обработки на заявленной развртке выполнены грязевые канавки для предотвращения ухудшения шероховатости поверхности и фаскас угломв месте перехода предварительной направляющей (ловителя) в основную направляющую, а также применена сменная компенсационная пластина для обеспечения возможности переточки и снятия требуемого припуска в процессе переточки за вс время эксплуатации развртки. На фиг.1 показана схема обработки заявленной разврткой, нанесены необходимые позиции,обозначения и размеры. На фиг.2 показана конструкция корпуса развртки,нанесены необходимые позиции,размеры и обозначения. На фиг.3 показана конструкция вставного зубарезца развртки, нанесены необходимые позиции,размеры и обозначения. На фиг.4 показана конструкция сменной компенсационной пластины. Ниже следует описание схемы работы заявленной развртки и е конструкции. На фиг.1 обозначены 1 - корпус развртки 2 четыре вставных зуба-резца развртки и смещнных друг относительно друга вдоль оси 3 - крепжные винты 4 - заготовка 5 - сменная компенсационная пластина с отверстиями под крепежные винты 6 направляющие элементы корпуса развертки 7 грязевая канавка 8 - четыре фаскипод угломвыносной элемент А-А - поперечное сечение развртки Г - последовательное смещение друг относительно друга плоскостей симметрии вставных зубьев-резцов, крепжных винтовдиаметр вставных зубьев-резцов развртки ш диаметр шейки н.п - диаметр предварительной направляющей(ловителя) н диаметр направляющей часта развртки 1 - длина предварительной направляющей части (ловителя) корпуса по необработанному отверстию 211,5 расстояние в миллиметрах от плоскости симметрии первого вставного зуба-резца развртки до начала фаски направляющей части корпуса 3 - длина заготовки р - длина рабочей части развртки ш длина шейки х - длина хвостовика- толщина сменных компенсационных пластин. На фиг.2 обозначены 1 - корпус развртки 6 направляющие элементы корпуса развертки 7 грязевая канавка 8 - четыре фаскипод угломсечение Б - Б - поперечное сечение развртки по диаметру предварительной направляющей(ловителя) сечение В - В - поперечное сечение развртки по направляющей части Г последовательное смещение друг относительно друга плоскостей симметрии вставных зубьеврезцов, крепжных винтов ш - диаметр шейки н.п диаметр предварительной направляющей(ловителя) н - диаметр направляющей часта развртки- диаметр отверстия под резьбуширина паза- фаска вдоль образующей цилиндра корпуса развртки л - фаска ловителя н - фаска на направляющей к - глубина грязевой канавки 1 длина предварительной направляющей части(ловителя) корпуса по необработанному отверстию 211,5 - расстояние в миллиметрах от плоскости симметрии первого вставного зуба-резца развртки до начала фаски направляющей части корпуса 5 расстояние от торца корпуса до оси отверстия 6 межосевое расстояние между отверстиями 7 глубина паза 8 - глубина резьбового отверстия 9 глубина отверстия р- длина рабочей части развртки ш - длина шейки х - длина хвостовика к- длина грязевой канавки М- наружный диаметр резьбового отверстия- угол фаскивдоль образующей цилиндра корпуса развртки. На фиг.3 обозначены 2 - четыре вставные зубьярезцы развертки 9 - режущая кромка вставного зуба-резца- главный угол в плане 1 вспомогательный угол в плане 3 - высота заплечика В - ширина вставного зуба-резцаширина выступа режущей части вставного зубарезца Н - высота вставного зуба-резца- длина вставного зуба-резца- угол наклона главной режущей кромки - - нормальное сечение лезвия вставного зуба-резца Т-Т - касательное сечение,включающее главную режущую кромку - сечение,перпендикулярное обрабатываемого отверстия 0 - диаметр обрабатываемого отверстия- радиус окружности, образующей режущую кромку- передний угол в плоскости, не перпендикулярной оси отверстия- передний угол в плоскости нормального сечения- задний угол в нормальном сечении- задний угол в плоскости,не перпендикулярной оси отверстия 1. На фиг.4 обозначены В - ширина сменной компенсационной пластины- длина сменной компенсационной пластины- толщина сменной компенсационной пластины вп - диаметр отверстия под винт в сменной компенсационной пластине. Описание работы развртки. Развртка имеет четыре вставных зуба-резца безвершинными зубьями, установленных в пазы со смещением друг относительно друга вдоль оси и закрепленных крепжными винтами непосредственно к корпусу. Вставные зубья-резцы имеют режущие кромки в форме окружности,плоскость которой расположена под углом к оси отверстия (оси развртки). Первый зуб-резец развртки работает как расточной резец, а остальные зубья-резцы по винтовой линии калибруют отверстие. Вначале работы развртка предварительно центрируется в отверстии заготовки ловителем, а после центральной плоскости вставных зубьев-резцов центрирование выполняется с помощью основной направляющей. Зубья не имеют вершины и обеспечивают снижение шероховатости обрабатываемого отверстия. Выполнение грязевых канавок на направляющих заявленной развртки обеспечивает более высокую точность направления, так как снижает изнашивание направляющих за счт абразивных частиц, тем самым улучшает качество направляющих развртки в отверстии, что повышает точность обработки отверстия и стойкость развртки. Кроме того, для упрощения конструкции применено крепление зуба прямое с помощью двух винтов через отверстие в корпусе зуба без прижимов. Таким образом, конструктивные особенности заявленной развртки обеспечивают высокую эффективность чистовой операции развртывания,повышение точности обработки и снижение шероховатости обрабатываемых деталей, а также стойкость инструмента. Использованные источники 1 Таскарина А.Ж., Дудак Н.С., Касенов А.Ж. Резцовая сборная развертка с безвершинными зубьями // Научный журнал МОН Поиск. 2012. 1(2). с.274-279. 2 Н.С. Дудак, Г.Т. Итыбаева, Ж.К. Мусина, А.Ж. Касенов, А.Ж. Таскарина. Конструкции резцовых сборных разврток с безвершинными зубьями // Научный журнал Павлодарского государственного университета им. С. Торайгырова. Вестник ПГУ. 2012. - 1-2. с.30-37. 3 Таскарина А.Ж., Мендебаев Т.М., Дудак Н.С.,Итыбаева Г.Т., Мусина Ж.К., Касенов А.Ж. Усовершенствование конструкции резцовой сборной развертки с безвершинными зубьями // Вестник Семипалатинского Государственного универститета имени Шакарима, 2012. с.32-35. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Резцовая сборная развртка с жстким креплением безвершинных зубьев, грязевыми канавками и сменными компенсационными пластинами, имеющая рабочую часть, шейку,цилиндрический хвостовик, вставные зубья-резцы развертки установлены в пазах на пластине,закреплнных крепжными винтами непосредственно к корпусу и смещены друг относительно друга в осевом направлении, не имеют вершины, а режущая кромка выполнена по дуге окружности с наклоном плоскости главной режущей кромки относительно плоскости, перпендикулярной к оси развртки, на передней части корпуса выполнен ловитель для наджного центрирования развртки в обрабатываемом отверстии, после ловителя (на расстоянии 11,5 мм после плоскости симметрии первого резца) выполнена направляющая часть в виде части цилиндра корпуса между стружечными канавками, с двух сторон корпуса выполнены центровые отверстия-формы для повышения точности развртки в процессе переточки за счт устранения кромочных контактов как при простой конической форме центрового отверстия, отличающаяся тем, что на каждой из четырх частей направляющей по ходу вращения выполнены четыре фаскис углом . 2 Резцовая сборная развртка по п.1,отличающаяся тем, что на направляющей части имеетсягрязевая канавка. 3 Резцовая сборная развртка по п.1,отличающаяся тем, что под вставными зубьямирезцами установлены сменные компенсационные пластины. 4. Резцовая сборная развертка по п.1,отличающаяся тем, что зубья-резцы крепятся непосредственно винтами к корпусу без прижимов.
МПК / Метки
МПК: B23B 27/02, B23B 77/02, B23B 27/18
Метки: безвершинных, канавками, развертка, креплением, компенсационными, сменными, жёстким, зубьев, резцовая, пластинами, грязевыми, сборная
Код ссылки
<a href="https://kz.patents.su/5-ip29386-rezcovaya-sbornaya-razvertka-s-zhyostkim-krepleniem-bezvershinnyh-zubev-gryazevymi-kanavkami-i-smennymi-kompensacionnymi-plastinami.html" rel="bookmark" title="База патентов Казахстана">Резцовая сборная развертка с жёстким креплением безвершинных зубьев, грязевыми канавками и сменными компенсационными пластинами</a>
Резцовая сборная развертка со сдвоенными безвершинными зубьями, грязевыми канавками и сменными компенсационными пластинами
Номер инновационного патента: 27446
Опубликовано: 15.10.2013
Авторы: Касенов Асылбек Жумабекович, Итыбаева Галия Тулеубаевна, Таскарина Айжан Жумажановна, Мусина Жанара Керейовна, Дудак Николай Степанович
МПК: B23B 27/18, B23B 27/02
Метки: безвершинными, компенсационными, пластинами, сборная, грязевыми, резцовая, канавками, сменными, зубьями, развертка, сдвоенными
Формула / Реферат:
Резцовая сборная развёртка со сдвоенными безвершинными зубьями, грязевыми канавками и сменными компенсационными пластинамиРазвёртка предназначена для окончательной обработки отверстий повышенной точности. Заявленная развёртка имеет, как прототип, на режущей части четыре сдвоенных вставных резца-зуба развёртки, установленных в пазы со смещением друг относительно друга вдоль оси и закреплённых винтами. Резцы-зубья имеют режущие кромки в форме...
Резцовая сборная развертка со сдвоенными разными по высоте зубьями-резцами с безвершинными зубьями, грязевыми канавками и сменными компенсационными пластинами
Номер инновационного патента: 28687
Опубликовано: 15.07.2014
Авторы: Итыбаева Галия Тулеубаевна, Таскарина Айжан Жумажановна, Дудак Николай Степанович, Мусина Жанара Керейовна, Касенов Асылбек Жумабекович
МПК: B23D 77/06, B23B 27/02, B23B 27/18...
Метки: сменными, разными, сдвоенными, высоте, пластинами, компенсационными, резцовая, развертка, сборная, канавками, грязевыми, зубьями-резцами, безвершинными, зубьями
Формула / Реферат:
Резцовая сборная развёртка со сдвоенными разными по высоте зубьями-резцами с безвершинными зубьями, грязевыми канавками и сменными компенсационнымипластинамиРазвёртка предназначена для окончательной обработки отверстий повышенной точности. Заявленная развёртка имеет на режущей части четыре сдвоенных вставных резца-зуба развёртки, каждый из числа первых трёх настроен на разные диаметры, а четвёртый имеет равные по высоте резцы, и установленных в...
Резцовая сборная развёртка с регулируемыми безвершинными зубьями и грязевыми канавками
Номер инновационного патента: 27973
Опубликовано: 25.12.2013
Авторы: Касенов Асылбек Жумабекович, Итыбаева Галия Тулеубаевна, Таскарина Айжан Жумажановна, Мусина Жанара Керейовна, Дудак Николай Степанович
МПК: B23B 27/02, B23D 77/02, B23B 27/18...
Метки: резцовая, зубьями, канавками, безвершинными, сборная, развёртка, грязевыми, регулируемыми
Формула / Реферат:
Развёртка предназначена для окончательной обработки отверстий повышенной точности. Заявленная развёртка имеет четыре вставных зуба-резца развёртки, установленных в пазы типа «ласточкин хвост». Зубья-резцы имеют режущие кромки в форме проекционной окружности на плоскость, параллельную оси развёртки и боковой поверхности зуба-резца. На передней части корпуса развёртки выполнен участок-ловитель для предварительного центрирования развёртки в...
Резцовая сборная развертка с безвершинными зубьями
Номер инновационного патента: 21106
Опубликовано: 15.04.2009
Авторы: Искакова Динара Алтынбековна, Дудак Николай Степанович
МПК: B23B 27/02
Метки: развертка, зубьями, безвершинными, резцовая, сборная
Формула / Реферат:
Развёртка предназначена для окончательной обработки отверстий повышенной точности. Четыре вставных резца-зуба развёртки установлены в пазы со смещением друг относительно друга вдоль оси и закреплены прижимами. Резцы-зубья имеют режущие кромки в форме окружности, которая расположена под углом к оси отверстия (оси развёртки). На передней части корпуса развёртки выполнен участок-ловитель для предварительного центрирования развёртки в начальный...
Развертка-протяжка с пластинками твердого сплава
Номер инновационного патента: 21108
Опубликовано: 15.04.2009
Авторы: Касенов Асылбек Жумабекович, Дудак Николай Степанович, Мусина Жанара Керейовна, Итыбаева Галия Тулеубаевна, Тастенов Ерлан Кайроллинович
МПК: B23D 43/04, B23D 77/02, B23D 43/06...
Метки: твердого, развертка-протяжка, сплава, пластинками
Формула / Реферат:
Развёртка-протяжка с пластинками твердого сплава для высокопроизводительной обработки цилиндрических отверстий. Инструмент имеет признаки развёртки и протяжки. Инструмент снабжён винтовыми режущими зубьями с профилем стружечных канавок для развёрток, с конической режущей и цилиндрической калибрующей частью. В продольном направлении Развёртка-протяжка имеет признаки протяжки: передний хвостовик, передняя направляющая, шейка или кольцевая канавка...
Предыдущий патент: Вибросито
Следующий патент: Способ изготовления композитных плит
Случайный патент: Способ приготовления пленки гетероструктуры CdTe/CdS