Резцовая сборная развертка с безвершинными зубьями
Номер инновационного патента: 21106
Опубликовано: 15.04.2009
Авторы: Искакова Динара Алтынбековна, Дудак Николай Степанович
Формула / Реферат
Развёртка предназначена для окончательной обработки отверстий повышенной точности. Четыре вставных резца-зуба развёртки установлены в пазы со смещением друг относительно друга вдоль оси и закреплены прижимами. Резцы-зубья имеют режущие кромки в форме окружности, которая расположена под углом к оси отверстия (оси развёртки). На передней части корпуса развёртки выполнен участок-ловитель для предварительного центрирования развёртки в начальный период перед разворачиванием отверстия, который вводится в отверстие и центрирует развёртку по предварительному отверстию. После расточки отверстия на длине 1...1,5 мм первым резцом в работу вступает направляющая часть, номинальный диаметр которой равен номинальному диаметру обработанного отверстия, и развёртка центрируется по обработанному отверстию до конца обработки. Направляющая часть развёртки является также и выглаживающей частью и способствует повышению качества обработки.
1) 1 с. п. ф. 2) 6 з. п. ф. 3) 4 илл.
Текст
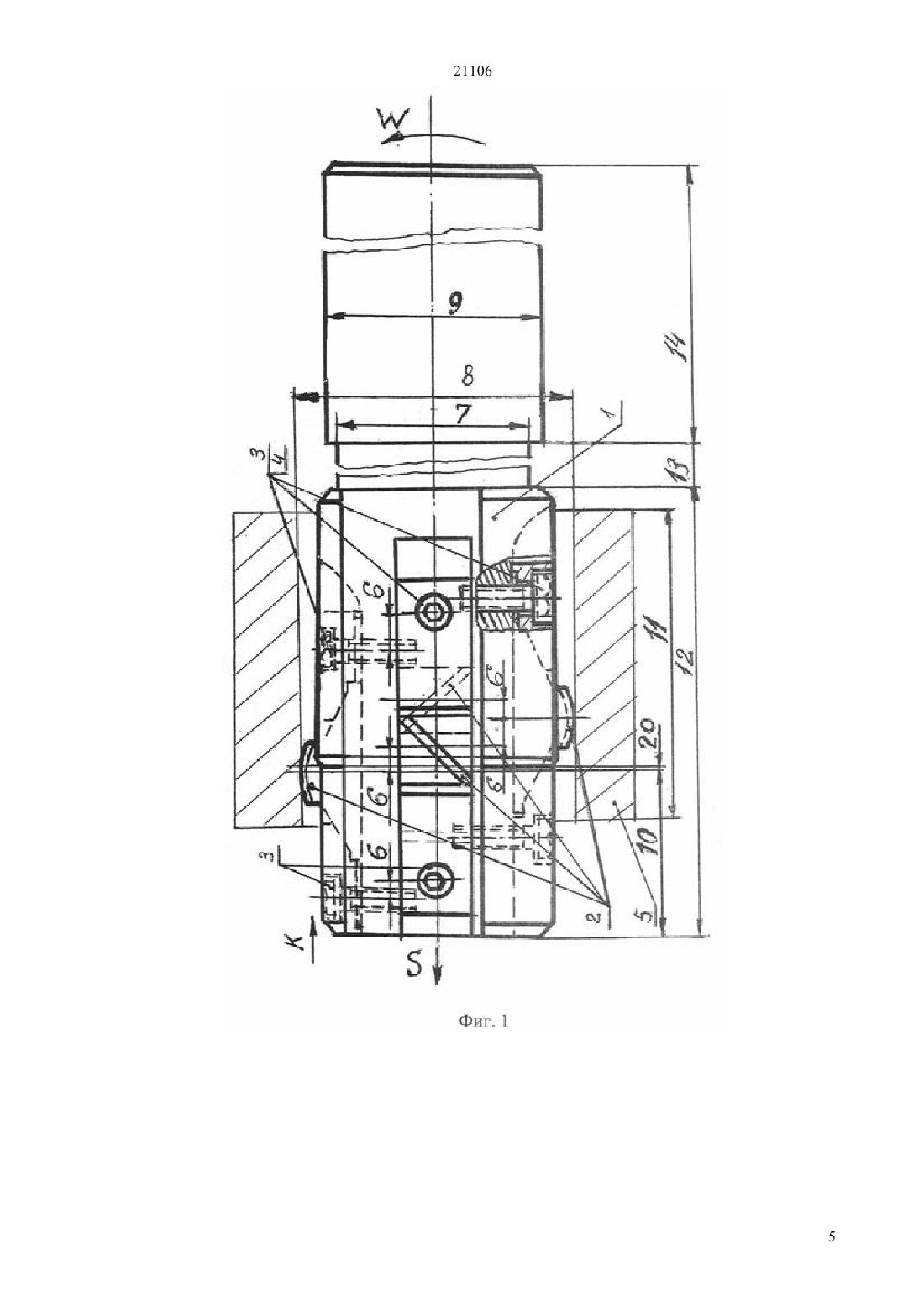
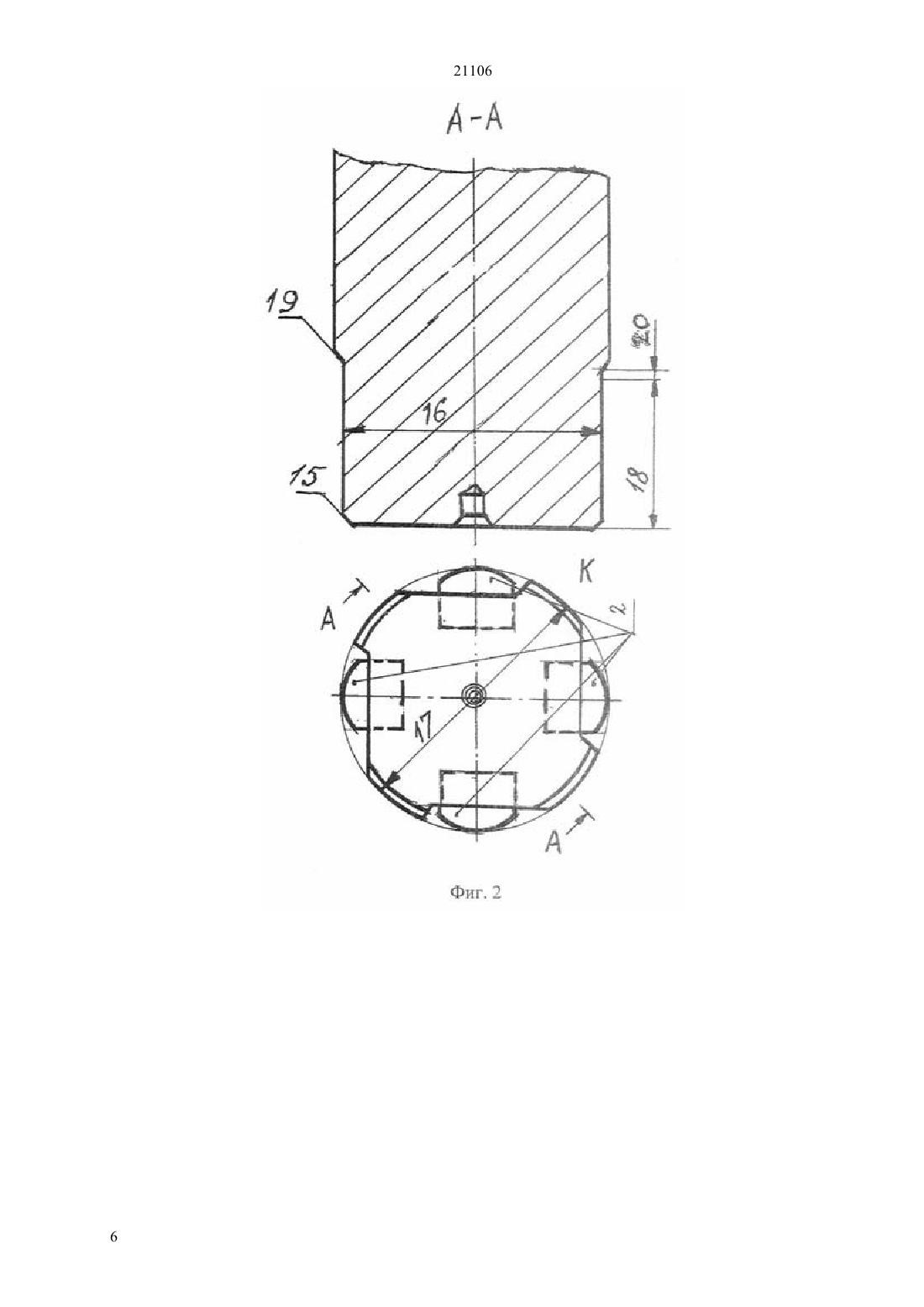
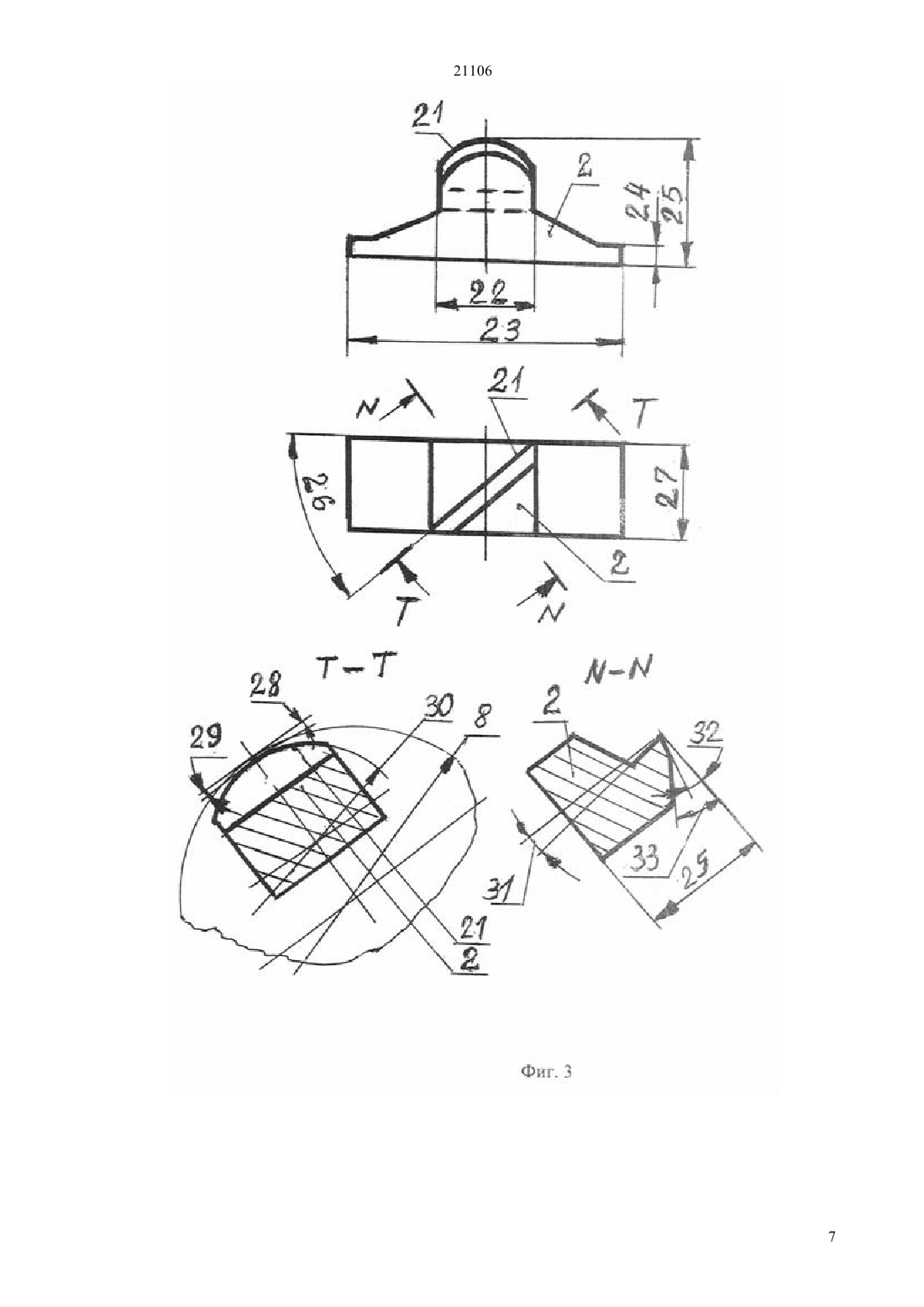
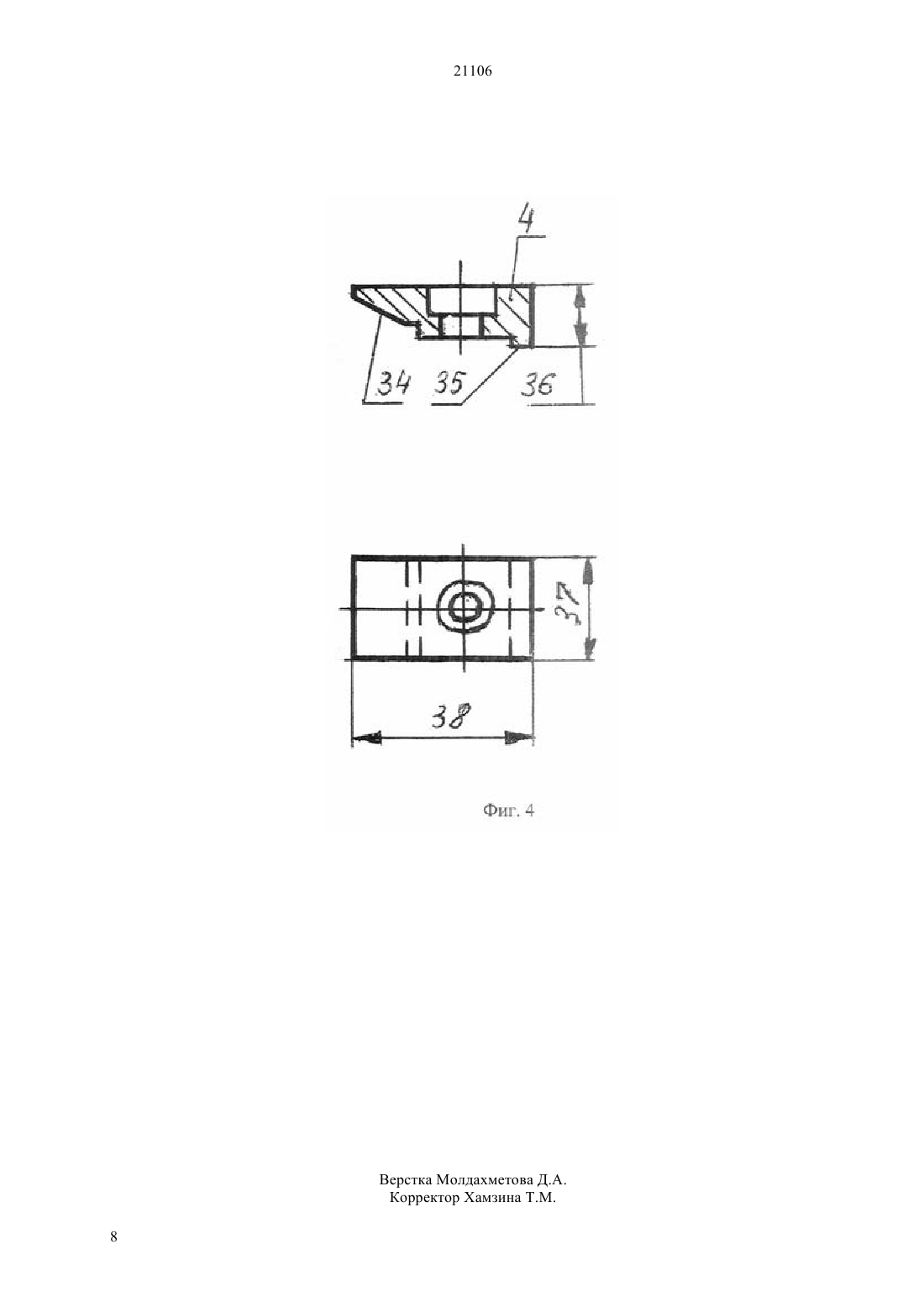
(51) 23 27/02 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ режущие кромки в форме окружности, которая расположена под углом к оси отверстия (оси развртки). На передней части корпуса развртки выполнен участок-ловитель для предварительного центрирования развртки в начальный период перед разворачиванием отверстия, который вводится в отверстие и центрирует развртку по предварительному отверстию. После расточки отверстия на длине 11,5 мм первым резцом в работу вступает направляющая часть, номинальный диаметр которой равен номинальному диаметру обработанного отверстия, и развртка центрируется по обработанному отверстию до конца обработки. Направляющая часть развртки является также и выглаживающей частью и способствует повышению качества обработки. 1) 1 с. п. ф. 2) 6 з. п. ф. 3) 4 илл.(72) Дудак Николай Степанович Искакова Динара Алтынбековна(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан 56) Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л.,Гречишников В.А. Металлорежущие инструменты. М. Машиностроение, 1989, с.127, фиг. 2.72(54) РЕЗЦОВАЯ СБОРНАЯ РАЗВЕРТКА С БЕЗВЕРШИННЫМИ ЗУБЬЯМИ(57) Развртка предназначена для окончательной обработки отверстий повышенной точности. Четыре вставных резца-зуба развртки установлены в пазы со смещением друг относительно друга вдоль оси и закреплены прижимами. Резцы-зубья имеют 21106 Изобретение относится к металлорежущим инструментам и представляет собой новый инструмент - резцовую сборную развртку с безвершинными зубьями-резцами для разворачивания сквозных отверстий повышенного качества поверхности и точности диаметра. Известны развртки хвостовые с коническим,цилиндрическим хвостовиками, насадные, сборные с традиционной формой зубьев-резцов (в данном ответе на запрос формальной экспертизы даны более подробные объяснения и уточнение терминологии в связи с возникшими в запросе вопросами) режущая часть, калибрующая часть,хвостовик пересечение главной и вспомогательной режущих кромок образует вершину зуба-резца наиболее слабую,изнашиваемую и неблагоприятную часть для формирования качественного поверхностного слоя детали Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л. Гречишников В.А. Металлорежущие инструменты. М. Маш. 1989.- с. 328, с. 127, рис 2.72. Конструктивные признаки сборной развртки Сборная развртка имеет корпус, который насаживается на цилиндрическую часть оправки,или корпус может быть выполнен заодно с хвостовиком. На корпусе сборной развртки выполняются пазы для установки вставных зубьеврезцов, закрепляемых с помощью защемления в клиновидном пазу или с помощью специальных средств крепления. Вершины вставных зубьеврезцов - наиболее слабая, изнашиваемая и неблагоприятная часть для формирования качественного поверхностного слоя детали, потому что вершина - не только место наибольшей интенсивности изнашивания,но и место наибольшего внедрения зуба-резца в обрабатываемую поверхность и наибольшего удельного давления на не, формирующее наибольшую е шероховатость и дефектный слой при обработке резанием. Геометрическими признаками зубьев-резцов развртки, в том числе вставных, как и любого резца как основы режущей части любого зуба, являются передний угол, задний угол (задний главный и задний вспомогательный углы), угол в плане (у зубьев цельных разврток, как и у вставных зубьеврезцов сборных разврток, имеется обратная конусность, которая играет роль вспомогательного угла в плане незначительной величины и потому при небольших биениях производит большую разбивку обрабатываемого отверстия), угол наклона зубьев, или стружечных канавок относительно оси,который может быть равен нулю или больше нуля(равенство угла наклона зубьев нулю не означает его отсутствие, это просто одно из граничных положений зуба-резца). У большинства применяемых разврток зубья или стружечные канавки прямые, т.е. угол наклона относительно оси равен нулю. Указанная сборная развртка со вставными зубьями и резцами принята в качестве аналога и прототипа. 2 Задача изобретения Разработать металлорежущий инструмент, позволяющий производить чистовую (финишную) обработку отверстий с высокой точностью и стабильностью размеров, что имеет место в международной практике машиностроения в таких странах, как Япония. Сведений о таких металлорежущих инструментах,естественно, нет в публикуемых материалах. Традиционными металлорежущими инструментами как развртки, расточные инструменты и т.п. не получить высокую точность выше 7-го квалитета в сочетании с высокой стабильностью основного(диаметрального) размера. Для обеспечения современных требований к качеству и резкого увеличения ресурса машиностроительных изделий требуется обеспечивать значительно меньший разброс отклонений размеров ответственных деталей. Конструктивные признаки заявленной развртки, совпадающие с признаками аналога и прототипа развртка имеет корпус, хвостовик, на корпусе развртки выполняются пазы для установки вставных зубьев-резцов, вставные зубья-резцы,стружечные канавки для отвода стружки. Корпус насаживается на цилиндрическую часть оправки при большом диаметре, или корпус может быть выполнен заодно с хвостовиком. Заявленная резцовая сборная развртка с безвершинными зубьями спроектирована с учтом вышеназванных требований к точности размеров и к качеству деталей. Заявленная резцовая сборная развртка с безвершинными зубьями имеет существенные признаки, отличающие е от аналога и прототипа,которые представлены ниже. 1. Вставные безвершинные зубья-резцы выполнены с режущей кромкой, имеющей форму окружности, диаметр которой меньше диаметра обрабатываемого отверстия. 2. У заявленной развртки корпус вставного зуба-резца имеет нулевой угол наклона относительно оси, а рабочая часть (режущая главная и вспомогательная кромки) выполнена с наклоном относительно оси для плавности работы и лучшего отвода стружки. 3. Дугообразная режущая кромка по ходу вращения развртки, на набегающей стороне, является режущей,а противоположная е часть вспомогательной, граница между ними - наивысшая точка дуги режущей кромки. 4. Для наивысшей точки зуба-резца заявленной развртки угол в плане(для сравнения у резцов он называется главным углом в плане) и вспомогательный угол в плане равны нулю. По мере удаления от этой точки указанные углы отличаются от нуля, а именно увеличиваются. Наличие точки (с учтом контактных деформаций - линии) на зубе-резце с нулевыми углами в плане создат хорошие предпосылки для зачистки неровностей,стабильности размеров и резкого снижения шероховатости обрабатываемой поверхности. 5. Передняя часть корпуса выполнена с уменьшением диаметра, соответствующим диаметру отверстия перед разворачиванием заявленной разврткой, для предварительного улавливания (центрирования) 21106 заготовки по необработанной поверхности ловитель. 6. Направляюще-выглаживающие элементы на корпусе развртки для повышения качества обработки. 7. Зубья-резцы развртки (их количество предпочтительно четыре) расположены с постоянным смещением вдоль оси так, что оси симметрии резцов образуют винтовую линию. 8. Режущие кромки зубьев-резцов выполнены наклонными к плоскости поперечного сечения развртки. 9. Все резцы имеют один размер по высоте, т.е. первый резец является режущим, а остальные - калибрующими, что увеличивает стойкость развртки и качество обработки. Минимальные биения режущих зубьев,центрирование и выглаживание обеспечивают высокую точность обработки. 10. Законы резания едины и едина геометрия режущего клина, который в сборном инструменте является клином-резцом или зубом-резцом. В данной заявке применено принципиально новое конструктивное решение и получены отличительные признаки от аналога и прототипа для выполнения поставленной задачи изобретения сборная развртка сконструирована по принципу многорезцовой расточной оправки со вставленными в пазы расточными резцами(зубьями), которые в осевом направлении смещены на заданную величину осевого шага для мягкого многократного калибрования обрабатываемого отверстия. Отличительные признаки процесса работы этого инструмента и от процесса развртывания, и от процесса растачивания у развртки все зубья (резцы) работают одновременно и жстко воздействуют на обрабатываемую поверхность с многократно увеличенной суммарной силой давления на не у расточных оправок применяется, как правило, один расточной резец или два резца. У заявленного инструмента снижается до предельного минимума возможность разбивки обрабатываемого отверстия ещ и тем, что выполненными выступами на корпусе осуществляется центрирование и выглаживание обрабатываемой поверхности. Заявленный инструмент имеет промежуточный статус между разврткой и расточной оправкой, но по совокупности признаков количество зубьев-резцов,способ их крепления, наличие направляющевыглаживающей части - больше подходит название Резцовая сборная развртка с безвершинными зубьями. Все существующие зубья и резцы имеют прямые режущие кромки (исключение составляют зубья-резцы,обрабатывающие методом копирования фасонные профили, но они не исключают вершины или нескольких вершин,образующихся пересечением криволинейных режущих кромок, и характеристика безвершинные зубья подчркнута названием зубьев-резцов заявленного инструмента),вершину и сопровождающий е недостаток, но наши зубьярезцы - безвершинные, в этом отличие, изюминка и название изобретения. Геометрические признаки заявленной развртки,совпадающие с геометрическими признаками аналога и прототипа передний угол, задний угол(задний главный и задний вспомогательный углы на главной и на вспомогательной режущих кромках),угол в плане, угол наклона зубьев, или стружечных канавок. Отличительные геометрические признаки заявленной развртки. 1. Резцы-зубья расположены в продольных пазах, параллельных оси, а их режущие кромки всегда выполнены с наклоном под угломотносительно оси. 2. Зубья-резцы имеют главный и вспомогательный углы в плане, которые не являются следствием заточки под углом, но являются результатом кривизны режущей кромки,симметричны и имеют переменную величину,благодаря кривизне режущей кромки. Технический результат повышение качества,точности обработки, снижение шероховатости и уменьшение дефектного слоя при разворачивании отверстий новым инструментом - резцовой разврткой с безвершинными резцами (зубьями),повышение стойкости режущего инструмента. Технический результат достигается тем, что в новом инструменте отсутствует вершина у зубьеврезцов, режущая кромка выполнена наклонно к оси,уменьшаются силовое и термическое напряжения на режущей кромке, режущая кромка и зуб меньше нагревается при работе уменьшается износ и повышается стойкость, три резца являются калибрующими, развртка имеет направляющевыглаживающию часть, за счт чего улучшается качество обработанной поверхности по ряду параметров,в том числе уменьшается шероховатость за счт изменения условий резания и кинематики стружкообразования. На фиг. 1 показана схема обработки заявленной разврткой. На фиг. 2 показан вид по стрелке К и сечение АА развртки. На фиг. 3 показана конструкция вставного резцазуба развртки. На фиг. 4 показана конструкция прижима для резца. Описание конструкции заявленной развртки и е работы. На фиг. 1 крепление резцов 2 на корпусе развртки 1 выполнено с помощью специальных прижимов 4 и винтов 3. Резцы выполнены с приваренными пластинками из быстро режущей стали или оснащены напаянными пластинками тврдого сплава. Развртка снабжена коническим,цилиндрическим хвостовиком(конический хвостовик условно не показан). Зубья-резцы 2 и крепжные винты 3, плоскости симметрии резцов 2 смещены друг относительно друга на величину 6 первый зуб-резец является режущим, а остальные три - калибрующими, 7 - диаметр шейки 8 диаметр развртки (отверстия) 9 - диаметр хвостовика 10 - параметр (длина) предварительной направляющей части корпуса (ловителя) 11,5 расстояние в миллиметрах от плоскости симметрии первого зуба развртки до начала фаски направляющей части корпуса 11 - длина заготовки 12 - длина рабочей части развртки 13 -длина 3 21106 шейки шейка отделяет корпус развртки от хвостовика 14 - длина хвостовика. Развртка устанавливается в патрон станка с помощью хвостовика 9 и ей сообщается продольная подачамм на оборот детали и вращательное движение . Развртка предварительно центрируется и направляется в отверстии ловителем 10, а затем,после врезания первого зуба-резца в заготовку на величину 20, равную 11,5 мм, с помощью фаски 19 начинается процесс центрирования развртки направляющими, расположенными на корпусе диаметром 17. Вращательное движение может сообщаться не развртке, а заготовке 5. На фиг. 2 показан К - вид на развртку спереди и осевое сечение А-А развртки по направляющей части и обозначены 2 - резцы развртки 18 - длина ловителя - предварительной направляющей части 15 - фаска ловителя 19 - фаска на направляющей 20- расстояние до начала фаски на направляющей,равное 1 1,5 мм, необходимое для получении на заготовке кольца указанной ширины для наджного центрирования развртки направляющими по диаметру 17 16 - диаметр ловителя 17 - диаметр направляющей Развртка наджно центрируется в отверстии и обеспечивается высокое качество обработки исполнение развртки с твердосплавными направляющими на корпусе условно не показано. На фигуре 3 показаны две проекции вставного зуба-резца развртки и сечения сечение - нормальное сечение на лезвии резца для идентификации переднего и заднего углов и сечение Т-Т - касательное сечение, включающее режущую кромку, для идентификации формы режущей кромки, и обозначены 2 -зуб-резец развртки 8 диаметр развртки (обрабатываемого отверстия) 21- режущая кромка зуба-резца 22 - длина рабочей части зуба-резца 23 - длина зуба-резца 24 - высота заплечика 25 - высота зуба-резца 26 - угол наклона режущей кромки зуба-резца 27 - ширина зубарезца 28 -главный угол в плане 29 вспомогательный угол в плане 30 - диаметр окружности, образующей режущую кромку 31 передний угол 32 - задний угол. Режущая кромка 21 в процессе работы по характеру резания делится на две части главную режущую кромку (от оси симметрии на сечении Т-Т вправо, по ходу вращения развртки, на набегающей стороне, с образованием главного угла в плане 28) и вспомогательную режущую кромку (от оси симметрии на сечении Т-Т влево, против вращения развртки, с образованием вспомогательного угла в плане 29). Такая режущая кромка обладает хорошим зачищающим действием и обеспечивает низкую шероховатость обрабатываемой поверхности. На фигуре 4 обозначены 4 - прижим для закрепления зуба-резца 34 - скос прижима 35 упор прижима 36 - высота прижима 37 - ширина прижима 38 - длина прижима. Прижимы упором устанавливаются на дно канавки в корпусе и скосом под действием крепжного винта зажимают в пазу зуб-резец с обеих сторон. Конструктивные особенности и геометрия заявленной развртки обеспечивают высокую эффективность чистовой операции растачивания,повышение точности обработки и снижение шероховатости обрабатываемых деталей. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Сборная развертка, имеющая вставные зубья,передний и задний углы, режущую и калибрующую части, шейку, цилиндрический или конический хвостовик, отличающаяся тем, что вставные зубьярезцы выполнены безвершинными и имеют криволинейную режущую кромку,которая выполнена по дуге окружности. 2. Сборная развертка по п.1 отличающаяся тем,что вставные зубья-резцы смещены друг относительно друга в осевом направлении. 3. Сборная развертка по п.1 отличающаяся тем,что первый вставной зуб-резец является режущим, а остальные три зуба-резца являются калибрующими. 4. Сборная развертка по п.1 отличающаяся тем,что вставные зубья-резцы выполнены с режущими кромками, наклонными к оси развертки. 5. Сборная развертка по п.1 отличающаяся тем,что на передней части корпуса выполнен ловитель для надежного центрирования развертки в обрабатываемом отверстии. 6. Сборная развертка по п.5, отличающаяся тем, что после ловителя (на расстоянии 11,5 мм после плоскости симметрии первого зуба-резца) выполнена направляющая часть. 7. Сборная развертка по п.6, отличающаяся тем, что направляющая часть выполнена в виде продольных ленточек на корпусе между стружечными канавками или в виде твердосплавных элементов, установленных в канавках вдоль образующих корпуса.
МПК / Метки
МПК: B23B 27/02
Метки: развертка, сборная, зубьями, безвершинными, резцовая
Код ссылки
<a href="https://kz.patents.su/8-ip21106-rezcovaya-sbornaya-razvertka-s-bezvershinnymi-zubyami.html" rel="bookmark" title="База патентов Казахстана">Резцовая сборная развертка с безвершинными зубьями</a>
Предыдущий патент: Инструмент для протяжки
Следующий патент: Зенкер-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий
Случайный патент: Гидротурбинный водовод