Развертка-протяжка с пластинками твердого сплава
Номер инновационного патента: 21108
Опубликовано: 15.04.2009
Авторы: Касенов Асылбек Жумабекович, Дудак Николай Степанович, Мусина Жанара Керейовна, Итыбаева Галия Тулеубаевна, Тастенов Ерлан Кайроллинович
Формула / Реферат
Развёртка-протяжка с пластинками твердого сплава для высокопроизводительной обработки цилиндрических отверстий. Инструмент имеет признаки развёртки и протяжки. Инструмент снабжён винтовыми режущими зубьями с профилем стружечных канавок для развёрток, с конической режущей и цилиндрической калибрующей частью. В продольном направлении Развёртка-протяжка имеет признаки протяжки: передний хвостовик, передняя направляющая, шейка или кольцевая канавка между передней направляющей и режущей частью, задняя направляющая. Развёртка-протяжка не требует для обработки деталей протяжного станка, а может применяться для обработки деталей на токарном станке, имеет исполнения хвостовиков для закрепления в патроне на суппорте или в патроне токарного станка. При этом при работе развёртка-протяжка протягивается через отверстие при относительном вращении инструмента и детали. Работа резания распределяется на длине всей детали, так как режущая часть коническая, толщина среза меньше, чем при разворачивании обычной развёрткой, потому условия резания более благоприятные. За счёт уменьшения толщины среза при большой длине режущей части снижается удельная работа деформации и удельная нагрузка на режущие кромки и температура в зоне резания, повышается стойкость и повышается качество обрабатываемых деталей.
Текст
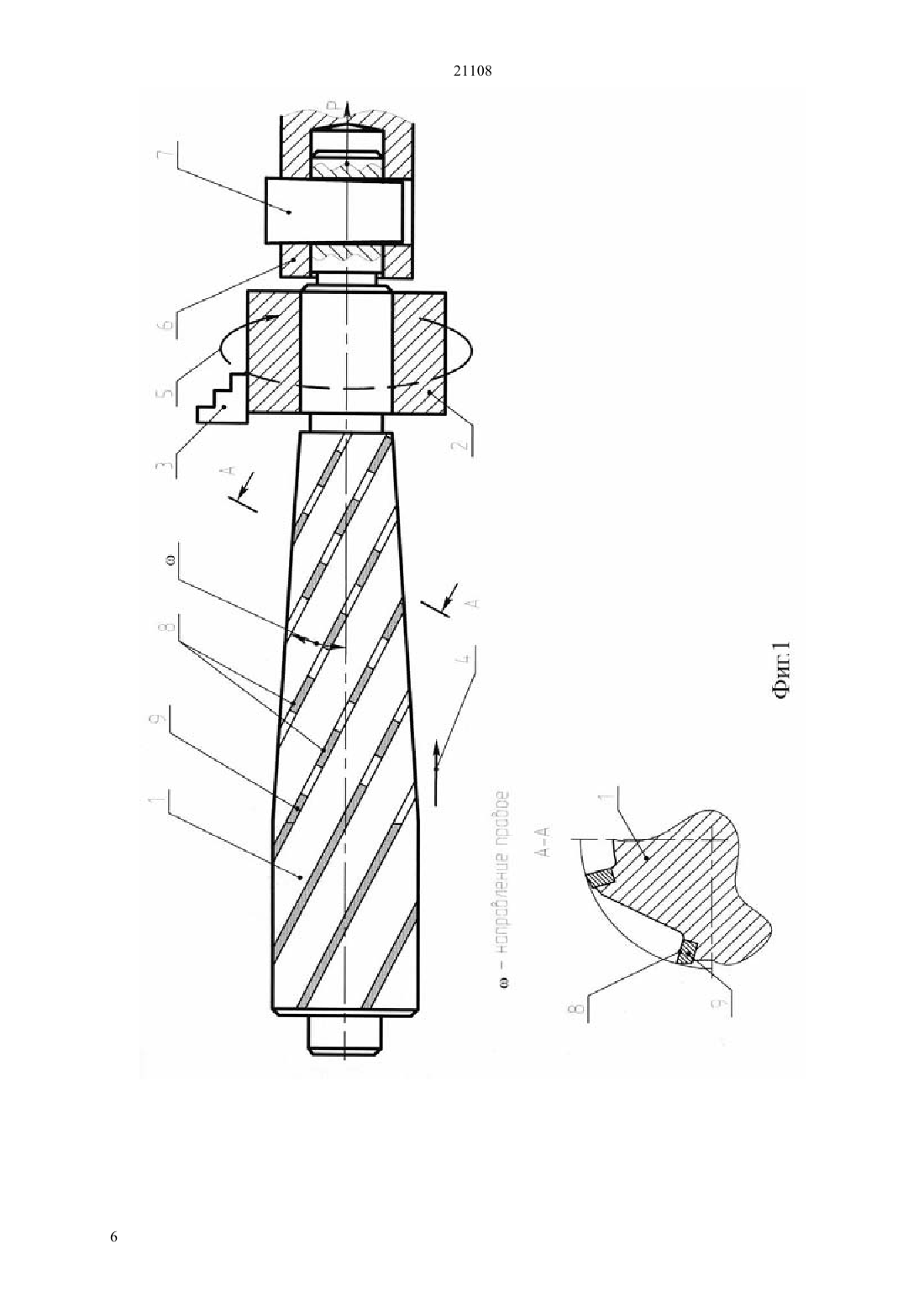
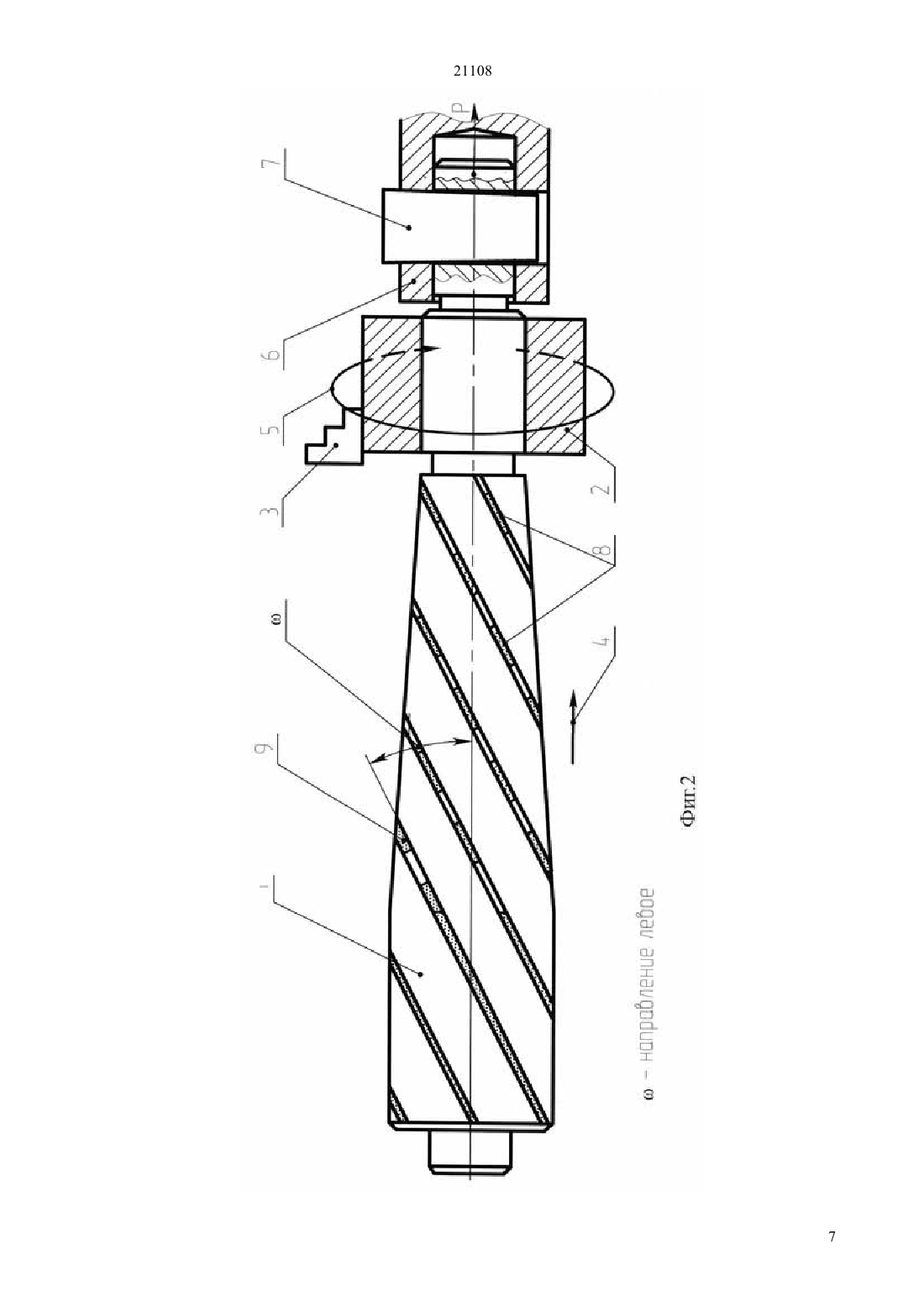
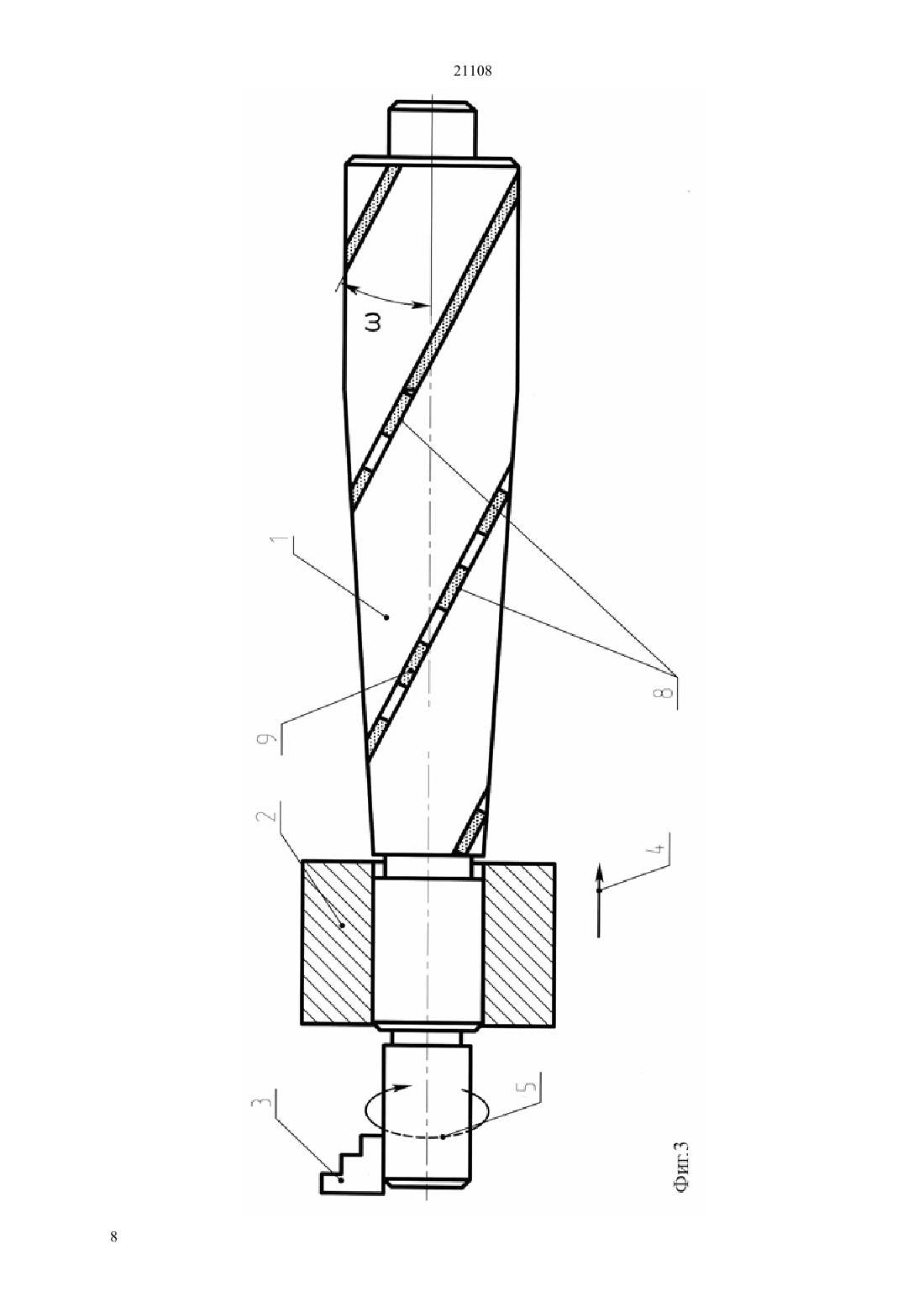
(51) 23 77/02 (2006.01) 23 77/12 (2006.01) 23 43/04 (2006.01) 23 43/06 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ режущей и цилиндрической калибрующей частью. В продольном направлении Развртка-протяжка имеет признаки протяжки передний хвостовик,передняя направляющая, шейка или кольцевая канавка между передней направляющей и режущей частью, задняя направляющая. Развртка-протяжка не требует для обработки деталей протяжного станка, а может применяться для обработки деталей на токарном станке, имеет исполнения хвостовиков для закрепления в патроне на суппорте или в патроне токарного станка. При этом при работе развртка-протяжка протягивается через отверстие при относительном вращении инструмента и детали. Работа резания распределяется на длине всей детали, так как режущая часть коническая, толщина среза меньше, чем при разворачивании обычной разврткой, потому условия резания более благоприятные. За счт уменьшения толщины среза при большой длине режущей части снижается удельная работа деформации и удельная нагрузка на режущие кромки и температура в зоне резания,повышается стойкость и повышается качество обрабатываемых деталей.(72) Дудак Николай Степанович Итыбаева Галия Тулеубаевна Мусина Жанара Керейовна Тастенов Ерлан Кайроллинович Касенов Асылбек Жумабекович(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(56) Сахаров Г.Н., Арбузов .Б., Боровой Ю.Л.,Гречишников В.А., Металлорежущие инструменты. М.Маш. 1989.- 328 с, с. 127. рис 2.72 г), д) Предварительный патент РК 16167, кл. 23 43/02, 2005(57) Развртка-протяжка с пластинками твердого сплава для высокопроизводительной обработки цилиндрических отверстий. Инструмент имеет признаки развртки и протяжки. Инструмент снабжн винтовыми режущими зубьями с профилем стружечных канавок для разврток, с конической 21108 Изобретение относится к металлорежущим инструментам и представляет собой новый инструмент - развртку-протяжку с пластинками тврдого сплава, в котором соединены (в один инструмент) признаки развртки с пластинками твердого сплава и протяжки, для обработки цилиндрических отверстий в деталях типа гильз,втулок, колец и. т.д. в серийном, крупносерийном и массовом производствах по 7-8 квалитетам точности. В настоящее время не существует развртокпротяжек, потому правильно будет оформлять безаналоговую заявку. Попытка во всех случаях найти аналог неправильна и приносит ущерб государству, которое потеряет приоритет в данной области после публикации материалов по предмету заявки, потому что обязательно найдутся люди,которые оформят безаналоговую заявку. Кроме того, искусственное пристгивание изобретения к надуманному аналогу является нарушением Инструкции, которая требует, чтобы в первом пункте формулы изобретения было родовое название устройства, а в данном случае родовое название двойное, так как функциональное назначение заявленного инструмента - совмещение процессов развртывания и протягивания. После принятия такого решения процесс составления формулы изобретения упрощается и формула вполне легко вписывается в рамки Инструкции. Предлагаемая конструкция развртки-протяжки с пластинками твердого сплава заключает в себе параметры развртки с пластинками твердого сплава и протяжки, сочетание которых создат более благоприятные условия резания в поперечном сечении имеет признаки развртки - форма и размеры, количество режущих зубьев, которые идентифицированы приведенной в источниках информации общеизвестной литературой 1 Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л Гречишников В.А. Металлорежущие инструменты. М. Маш. 1989. с.328, с. 127, рис. 2.72, г), д), а также закреплены в качестве нормы государственными стандартами для заводов-изготовителей инструментов,и в продольном направлении имеет признаки протяжки с винтовыми зубьями - передний хвостовик, шейку или кольцевую канавку, длинную режущую часть и калибрующую часть, заднюю направляющую как продолжение винтовых зубьев, имеющих на периферии форму цилиндра и лежащих на поверхности одного цилиндра, диаметр которого равен диаметру направляющей Предварительный патент 16167 Протяжка с винтовыми зубьями для протягивания круглых отверстий среднего и большого диаметра, Республика Казахстан. Дата регистрации предварительного патента 15,06.2005 г.(19).(13) А (11) 16167 (51) МКИ В 2343/02. Авторское свидетельство 45224 работа резания распределена по длинной режущей части, как у винтовой протяжки форма зубьев в поперечном сечении с профилем стружечной канавки, а также рабочие движения (сочетание вращательного и поступательного движений) - как у развртки. 2 В результате предлагаемый инструмент по конструктивным элементам сочетает в себе признаки протяжки с винтовыми зубьями и обеспечивает скорость резания,как при протягивании, а число и форма зубьев, вращение при резании (развртки-протяжки с пластинками твердого сплава или детали),как при развртывании. Число зубьев (стружечных канавок) у развртки-протяжки с пластинками твердого сплава принимаем 634 по нормативным данным для разврток (в зависимости от диаметра) или 1,5(24) . Направление зубьев (правое или левое, соответственно при левом и правом резании),чтобы развертка-протяжка не подвергалась действию самозатягивания в пределах имеющегося осевого зазора при креплении в патроне клином и не нарушалась работа, целостность инструмента и качество обработки. Развртка-протяжка может эксплуатироваться в условиях мелкосерийного и единичного производств при отсутствии протяжного станка, она предназначена для работы на токарном станке. Развртка-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий характеризуется следующими конструктивными признаками имеет режущую и калибрующую части,винтовые зубья, передний хвостовик (в виде гладкого цилиндра-цапфы для закрепления в патроне токарного станка, с продольной прорезью под чеку-штифт на цилиндре, с боковым полуцилиндрическим углублением под круглый чеку-штифт с осью, касающейся образующей цилиндра хвостовика), количество и форма зубьев в поперечном сечении выбирается, как у развртки в указанных источниках и на фиг. 8 и 9, и протяжки в продольном направлении переднее расположение хвостовика, шейка или кольцевая канавка между передним хвостовиком и передней направляющей,передняя направляющая, режущая часть конической формы, калибрующая - цилиндрической формы,задняя направляющая,образованная цилиндрическими поверхностями выступов,полученных при нарезании винтовых стружечных канавок, задний хвостовик выполнен в виде цилиндрической цапфы, величина заднего угла выбирается из диапазона от 2 до 7 градусов, между передней направляющей и режущей частью выполнена кольцевая канавка, стружкоделительные канавки на винтовых зубьях выполнены как промежутки шириной 35 мм между пластинками,на режущих зубьях в начале режущей части выполнены центрирующие фаски размером 15 мм задняя направляющая выполнена как продолжение винтовых зубьев в заготовке из быстрорежущей стали или снабжена пластинками тврдого сплава на продолжении винтовых зубьев на их периферии, на выступах направляющей выполнены предохранительные фаски. Развртка-протяжка работает в более лгких условиях, чем развртка более низкая скорость резания (8-12 м/мин), принятая для протяжек,повышенная плавность работы, меньше подвержена 21108 износу благодаря снижению температуры в зоне резания, имеет более высокую стойкость. Полученный технический результат новый инструмент развртка-протяжка с пластинками твердого сплава, обеспечивающая более высокую стойкость,производительность и качество обрабатываемой поверхности. Технический результат достигается тем, что в новом инструменте(развртке-протяжке) объединены признаки двух инструментов развртки(в продольном направлении),обеспечивающими постоянство усилия и плавность работы инструмента, благодаря чему развртке приданы свойства протяжки, что обеспечивает повышение качества обработки,стойкости инструмента и производительности. Для предлагаемой развртки-протяжки с винтовыми зубьями подъм на зуб (или конструктивная подача) за счт конусности режущей части сохраняется постоянным, что обеспечивает стабильность процесса резания. Уменьшается толщина среза,работа резания распределена на большей длине режущих кромок,уменьшается удельная деформация и температура в зоне резания, что способствует повышению стойкости и улучшению качества обработки зубья заявленной разврткипротяжки оснащены пластинками тврдого сплава,что повышает стойкость по сравнению с аналогичными режущими инструментами и расширяет область применения припуск на обработку у развртки-протяжки с пластинками твердого сплава 0,30,5 мм для отверстий средней величины диаметра (3050 мм) против 0,81,5 мм у винтовых протяжек. Возможность осуществления изобретения поясняется иллюстрациями, описанием конструкции развртки и е работы. На фиг. 1 показана схема обработки детали типа втулки разврткой-протяжкой с пластинками твердого сплава при закреплении заготовки в патроне токарного станка, а развртки-протяжки чекой-клином на суппорте станка, сочетание вращательного движения заготовки и поступательного движения развртки-протяжки создат условия работы винтовой развртки при разворачивании отверстий левое вращение раз вртки-протяжки и правое направление винтовых зубьев вращательное движение патрона станка с заготовкой - прямое. На фиг. 2 показана схема обработки детали типа втулки разврткой-протяжкой с пластинками твердого сплава при закреплении заготовки в патроне токарного станка, а развртки-протяжки чекой-клином на суппорте станка, сочетание вращательного движения заготовки и поступательного движения развртки-протяжки создат условия работы винтовой развртки при разворачивании отверстий правое вращение развртки-протяжки и левое направление винтовых зубьев вращательное движение патрона станка с заготовкой - обратное. На фиг. 3 показана схема обработки детали типа втулки разврткой-протяжкой с пластинками твердого сплава при закреплении заготовки в суппорте токарного станка, а развртки-протяжки в патроне токарного станка,сочетание вращательного движения развртки-протяжки и поступательного движения заготовки создат условия работы винтовой развртки при разворачивании отверстий левое вращение развртки-протяжки и правое направление винтовых зубьев вращательное движение патрона станка с заготовкой - прямое. На фиг. 4 показана схема обработки детали типа втулки разврткой-протяжкой с пластинками твердого сплава при закреплении заготовки в суппорте токарного станка, а развртки-протяжки в патроне токарного станка,сочетание вращательного движения развртки-протяжки и поступательного движения заготовки создат условия работы винтовой развртки при разворачивании отверстий правое вращение развртки-протяжки и левое направление винтовых зубьев вращательное движение патрона станка с заготовкой - обратное. Таким образом, на фиг. 1-4 сочетание вращательного и поступательного движений таково,что заготовка всегда надвигается на уходящий по винтовой нарезке зуб со стороны тупого угла между зубьями и осью развртки-протяжки,т.е. направление относительного движения заготовки направление резания - (при взгляде со стороны задней бабки) и направление зубьев противоположны, как при разворачивании. На фиг. 5 показана конструкция разврткипротяжки с пластинками твердого сплава с хвостовиком - исполнение 1, нанесены необходимые обозначения, позиции, размеры. На фиг. 6 и 7 показаны исполнения 2 и 3 хвостовиков развртки-протяжки с пластинками твердого сплава, показанной на фиг. 5. На фиг. 8 и 9 показаны схемы установки пластинок тврдого сплава, геометрия зубьев развртки-протяжки. На фиг. 10 дано поперечное сечение твердосплавных направляющих разврткипротяжки. На фиг. 1 обозначены 1 - развртка-протяжка с пластинками твердого сплава 2 -заготовка 3 патрон станка, в котором закрепляется заготовка 4 продольное перемещение развртки-протяжки с пластинками твердого сплава 5 - вращательное движение заготовки 6 - тяговый патрон 7 - чекаклин для закрепления развртки-протяжки в тяговом патроне 8 режущие кромки зубьев в сечении А-А,перпендикулярном к направлению зубьев 9 пластинка тврдого сплава Р - осевое усилие протягивания- угол наклона винтовой стружечной канавки развртка-протяжка с пластинками твердого сплава усилием Р протягивается (протаскивается) через заготовку. На фиг. 2 показаны 1 - развртка-протяжка с пластинками твердого сплава 2 - заготовка 3 патрон станка, в котором закрепляется заготовка 4 3 21108 продольное перемещение развртки-протяжки с пластинками твердого сплава 5 - вращательное движение заготовки 6 - тяговый патрон 7 - чекаклин для закрепления развртки-протяжки с пластинками твердого сплава в тяговом патроне 8 режущие кромки зубьев 9 - пластинка тврдого сплава Р - осевое усилие протягивания- угол наклона винтовой стружечной канавки разврткапротяжка с пластинками твердого сплава усилием Р протягивается (протаскивается) через заготовку. На фиг. 3 показаны 1 - развртка-протяжка с пластинками твердого сплава 2 - заготовка 3 патрон станка, в котором закрепляется заготовка 4 продольное перемещение развртки-протяжки с пластинками твердого сплава 5 - вращательное движение заготовки 8 - режущие кромки зубьев 9 пластинка тврдого сплава- угол наклона винтовой стружечной канавки. На фиг. 4 показаны 1 - развртка-протяжка с пластинками твердого сплава 2 - заготовка 3 патрон станка, в котором закрепляется заготовка 4 продольное перемещение развртки-протяжки с пластинками твердого сплава 5 - вращательное движение заготовки 8 - режущие кромки зубьев 9 пластинка тврдого сплава- угол наклона винтовой стружечной канавки. На фиг. 5 показано общее устройство разврткипротяжки с пластинками твердого сплава и обозначены 9 - пластинка твердого сплава 10 передний хвостовик 11 - продольный паз для чекиклина 13 - шейка (кольцевая канавка) 14 - передняя направляющая 15 -кольцевая канавка 16 - режущая часть 17 - стружечная канавка 18 - калибрующая часть, образованная винтовыми зубьями на цилиндрической части развртки-протяжки с пластинками твердого сплава 19 - задняя направляющая образована ленточками на периферии винтовых выступов, образованных при нарезании винтовых зубьев на калибрующей части,для повышения устойчивости к истиранию выполняется также исполнение с напаянными пластинками тврдого сплава вдоль ленточек исполнение 1 - исполнение хвостовика разврткипротяжки с пластинками твердого сплава с продольным пазом под чеку-клин хв-диаметр хвостовика в разрезе Б-Б показан продольный паз для закрепления чекой-клином Вп-ширина паза Сфаска по периметру паза с обеих сторон п.н.диаметр передней направляющей -текущий(средний) диаметр на режущей части- угол винтовой стружечной канавки развртки-протяжки с пластинками твердого сплава величина углаопределяется из соображения режущая кромка должна быть перпендикулярна вектору результирующей скорости резания, т.е. , гдеугол наклона винтовой линии - траектории заданной точки заготовки или развртки-протяжки с пластинками твердого сплававыделенный элемент - расположение твердосплавных пластин- высота пластины с тврдым сплавом геометрия развртки-протяжки не отличается от геометрии разврток, причм передний угол может быть равен 4 нулю или больше нуля развртка-протяжка перетачивается по задней поверхности. Количество зубьев развртки-протяжки с пластинками твердого сплава выбирается в соответствии с нормативными требованиями для разврток с пластинками твердого сплава- длина режущей части-длина калибрующей части диаметр калибрующей части з.н - длина задней направляющей з.н -диаметр задней направляющей. На фиг. 6 показаны исполнение 2 - исполнение хвостовика развртки-протяжки с пластинками твердого сплава под чеку-штифт исполнение 3 при закреплении в патроне станка за цилиндрический хвостовик 11 - цилиндрическая поверхность углубления под чеку-штифт хв диаметр хвостовика В - расстояние до цилиндрического углубления на диаметре хвостовика от образующей цилиндра хвостовикарасстояние до оси углубления под штифт от торца хвостовика при исполнении 2 диаметр штифта. На фиг. 7 показаны исполнение 3 - при закреплении в патроне станка за цилиндрический хвостовик в -диаметр хвостовика. На фиг. 8 показаны исполнение зубьев развртки-протяжки с пластинками твердого сплава в нормальном сечении к направлению винтовых стружечных канавок стандартная для разврток форма зубьев, где 8 - режущая кромка (в сечении вершина) зуба 9 - пластина тврдого сплава 20 радиальные линии 21 - задняя поверхность 22 передняя поверхность 0 - передний уголзадний угол- угол стружечной канавки- радиус у основания стружечной канавки. На фиг. 9 показаны сечение В-В и обозначены 8- режущая кромка (точка в сечении) 9 - пластина тврдого сплава 20 - радиальные линии 21 - задняя поверхность 22 -передняя поверхность 0 передний угол- задний угол- угловой шаг зубьев развртки. На фиг. 10 представлено - сечение Г-Г, в котором показана форма направляющих выступов на направляющей части Вн - ширина направляющего выступа на направляющей части. Предлагаемый новый инструмент разврткапротяжка с пластинками твердого сплава позволяет повысить эффективность обработки отверстий по сравнению с протягиванием и развртыванием за счт соединения в одном инструменте признаков развртки с пластинками твердого сплава и протяжки повышения стойкости, общего ресурса инструмента,и повышения качества обрабатываемой поверхности,снижения температуры и удельной нагрузки на режущие кромки в зоне резания. Использованные источники 1. Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л. Гречишников В.А. Металлорежущие инструменты. М. Маш. 1989. - с. 328 2. Патент 16167 протяжка с винтовыми зубьями для протягивания круглых отверстий среднего и большого диаметра. 1. Развертка-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий,имеющая режущую и калибрующие части, винтовые зубья, хвостовик, характеризующаяся тем, что в ней имеются признаки, заимствованные у развртки в поперечном направлении форма, размеры и число зубьев,- и протяжки в продольном направлении переднее расположение хвостовика, шейка или кольцевая канавка между передним хвостовиком и передней направляющей, передняя направляющая,режущая часть конической формы, калибрующая цилиндрической формы, задняя направляющая, как показано на фиг. 1-5 и в части описания работы и конструкции развртки-протяжки. 2. Развртка-протяжка по п.1. характеризующаяся тем, что имеет передний хвостовик,переднюю и заднюю направляющие. 3. Развртка-протяжка по п.1, характеризующаяся тем, что передний хвостовик выполнен в виде гладкого цилиндра, или цилиндр снабжн продольным пазом для чеки, или цилиндр снабжн полуцилиндрическим углублением с осью,касающейся образующей цилиндра хвостовика. 4. Развртка-протяжка по п.1. характеризующаяся тем, что величина заднего угла выбирается из диапазона от 2 до 7 градусов. 5. Развертка-протяжка по п.1. характеризующаяся тем, что задняя направляющая образована цилиндрическими поверхностями выступов,образованных при нарезании винтовых стружечных канавок. 6. Развртка-протяжка по п.1, характеризующаяся тем, что между передней направляющей и режущей частью выполнена кольцевая канавка. 7. Развртка-протяжка по п.1, характеризующаяся тем, что после задней направляющей выполнена цилиндр-цапфа. 8. Развертка-протяжка по п.1. характеризующаяся тем, что стружкоделительные канавки на винтовых зубьях выполнены как промежутки шириной 35 мм между пластинками. 9. Развртка-протяжка по п. 1. характеризующаяся тем, что на режущих зубьях в начале режущей части выполнены центрирующие фаски размером 15 мм. 10. Развртка-протяжка по п., характеризующаяся чем, что задняя направляющая выполнена как продолжение винтовых зубьев (выступов) или стружечных канавок в заготовке из быстрорежущей стали или снабжена пластинками тврдого сплава на периферии выступов. 11. Развертка-протяжка по п.1. характеризующаяся тем, что на направляющих выступах выполнены предохранительные фаски 0,51,5 мм.
МПК / Метки
МПК: B23D 43/06, B23D 43/04, B23D 77/02, B23D 77/12
Метки: развертка-протяжка, твердого, сплава, пластинками
Код ссылки
<a href="https://kz.patents.su/13-ip21108-razvertka-protyazhka-s-plastinkami-tverdogo-splava.html" rel="bookmark" title="База патентов Казахстана">Развертка-протяжка с пластинками твердого сплава</a>
Развертка-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий
Номер предварительного патента: 20210
Опубликовано: 17.11.2008
Авторы: Итыбаева Галия Тулеубаевна, Мусина Жанара Керейовна, Дудак Николай Степанович, Тастенов Ерлан Кайроллинович, Касенов Асылбек Жумабекович
МПК: B23D 43/04, B23D 77/02, B23D 43/06...
Метки: отверстий, твердого, развертка-протяжка, пластинками, обработки, сплава, цилиндрических
Формула / Реферат:
Изобретение относится к металлорежущим инструментам и представляет собой развертку-протяжку с пластинками твёрдого сплава, в котором соединены признаки развёртки с пластинками твердого сплава и протяжки, для обработки цилиндрических отверстий в деталях типа гильз, втулок, колец и. т.д. в серийном, крупносерийном и массовом производствах по 7-8 квалитетам точности.Технический результат изобретения заключается в повышении качества обработки...
Зенкер-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий
Номер предварительного патента: 20206
Опубликовано: 17.11.2008
Авторы: Касенов Асылбек Жумабекович, Итыбаева Галия Тулеубаевна, Мусина Жанара Керейовна, Тастенов Ерлан Кайроллинович, Дудак Николай Степанович
МПК: B23B 51/10, B23D 43/04, B23D 43/06...
Метки: зенкер-протяжка, обработки, сплава, цилиндрических, отверстий, пластинками, твердого
Формула / Реферат:
Изобретение относится к металлорежущим инструментам и представляет собой зенкер-протяжку с пластинками твёрдого сплава для высокопроизводительной обработки цилиндри-ческих отверстий; применяется для обработки деталей типа втулок, гильз, колец и др. по 7-8 квалитетам точности. Инструмент имеет признаки синтеза: в продольном направлении имеет признаки протяжки с винтовыми зубьями (передний хвостовик, шейку или кольцевую канавку после хвостовика,...
Зенкер-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий
Номер инновационного патента: 21107
Опубликовано: 15.04.2009
Авторы: Тастенов Ерлан Кайроллинович, Мусина Жанара Керейовна, Итыбаева Галия Тулеубаевна, Дудак Николай Степанович, Касенов Асылбек Жумабекович
МПК: B23D 43/06, B23B 51/10, B23D 43/04...
Метки: отверстий, пластинками, твердого, обработки, цилиндрических, сплава, зенкер-протяжка
Формула / Реферат:
Изобретение относится к металлорежущим инструментам и представляет собой зенкер-протяжку с пластинками твёрдого сплава для высокопроизводительной обработки цилиндри-ческих отверстий; применяется для обработки деталей типа втулок, гильз, колец и т.п. по 7-8 квалитетам точности. Инструмент в продольном направлении имеет признаки протяжки с винтовыми зубьями (передний хвостовик, шейку или кольцевую канавку после хвостовика, переднюю и заднюю...
Протяжка для обработки цилиндрических отверстий средних и больших диаметров
Номер предварительного патента: 16167
Опубликовано: 15.09.2005
Авторы: Шерниязов Мейрам Алиевич, Дудак Николай Степанович
МПК: B23D 43/02
Метки: обработки, больших, средних, цилиндрических, диаметров, протяжка, отверстий
Формула / Реферат:
Изобретение относится к металлорежущемуинструменту, в частности, к протяжкам для обработки отверстий деталей типа гильз, втулок и т. д. всерийном, крупносерийном и массовом производствах по 7-8 квалитетам точности.Технический результат - повышение стойкостипротяжек и качества обрабатываемых заготовок, засчёт снижения шероховатости обрабатываемой поверхности и износа зубьев, а также снижение себестоимости обработки деталей.Протяжка для обработки...
Зенкер-протяжка для обработки цилиндрических отверстий
Номер предварительного патента: 20384
Опубликовано: 15.12.2008
Авторы: Дудак Николай Степанович, Итыбаева Галия Тулеубаевна
Метки: обработки, зенкер-протяжка, цилиндрических, отверстий
Формула / Реферат:
Изобретение относится к области металлорежущих инструментов и представляет собой стержневой инструмент зенкер-протяжку для высокопроизводительной обработки цилиндрических отверстий. Применяется для обработки деталей типа втулок, гильз, колец и т.п. в мелкосерийном, серийном и массовом производствах по 7-8 квалитетам точности. В осевом направлении конструктивные признаки и кинематика заявленного инструмента соответствуют признакам протяжки...