Резцовая сборная развертка со сдвоенными безвершинными зубьями, грязевыми канавками и сменными компенсационными пластинами
Номер инновационного патента: 27446
Опубликовано: 15.10.2013
Авторы: Таскарина Айжан Жумажановна, Итыбаева Галия Тулеубаевна, Мусина Жанара Керейовна, Дудак Николай Степанович, Касенов Асылбек Жумабекович
Формула / Реферат
Резцовая сборная развёртка со сдвоенными безвершинными зубьями, грязевыми канавками и сменными компенсационными пластинами
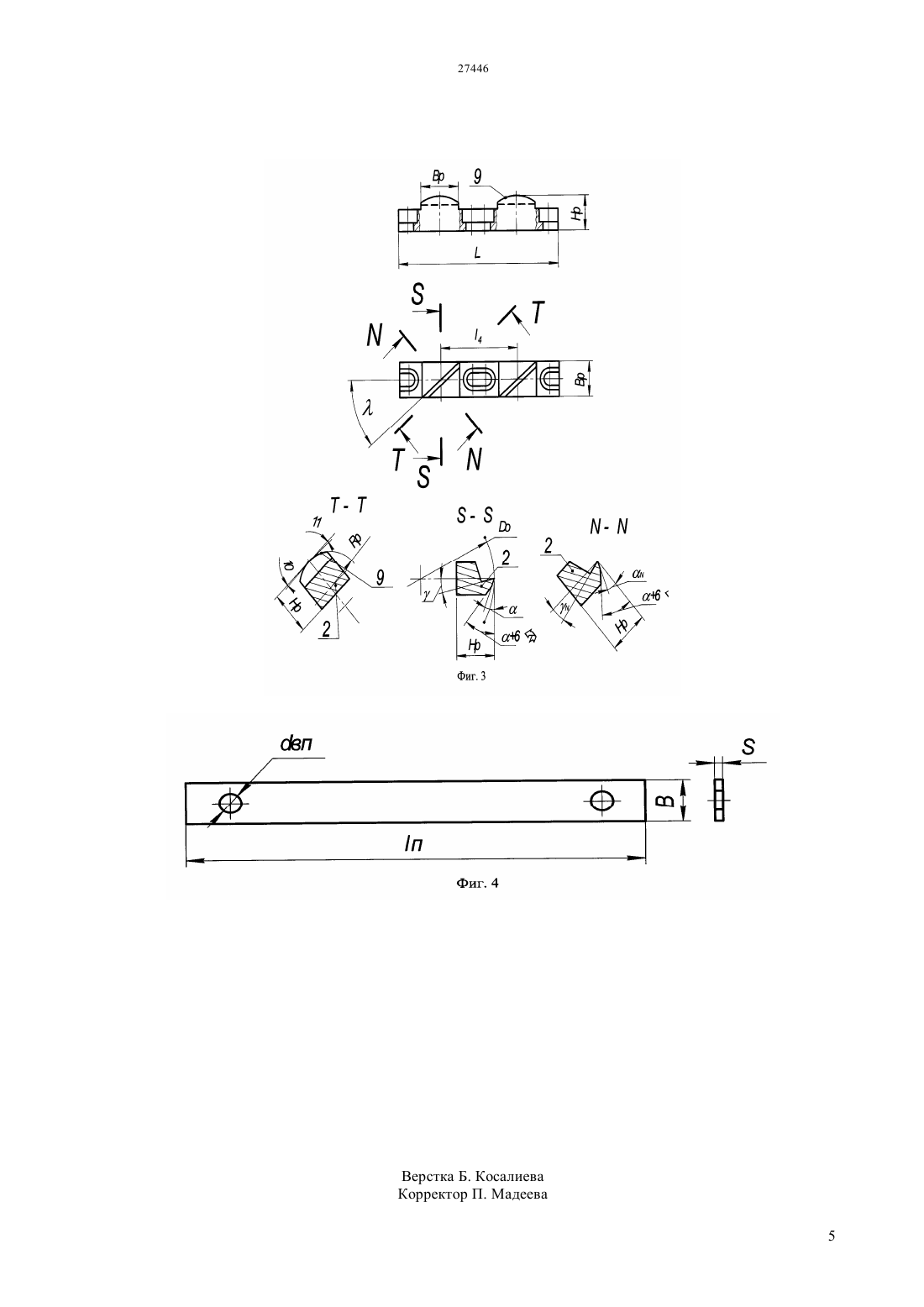
Развёртка предназначена для окончательной обработки отверстий повышенной точности. Заявленная развёртка имеет, как прототип, на режущей части четыре сдвоенных вставных резца-зуба развёртки, установленных в пазы со смещением друг относительно друга вдоль оси и закреплённых винтами. Резцы-зубья имеют режущие кромки в форме окружности, плоскость которой расположена под углом к оси отверстия (оси развёртки). Под резцами имеются компенсационные пластины для установки перед каждой переточкой и обеспечения снятия припуска на переточку. На передней части корпуса развёртки выполнен участок-ловитель для предварительного центрирования развёртки в начальный период перед разворачиванием отверстия, который вводится в отверстие и центрирует развёртку по предварительному отверстию. На направляющей части развёртки выполнены четыре фаски под углом // и грязевые канавки, что способствует повышению качества обработки, а под резцы установлены компенсационные сменные пластины, меняемые перед переточкой для обеспечения припуска под переточку после износа развертки.
1) 1 с. п. ф. 2) 3 з. п. ф. 3)4илл.
6
Текст
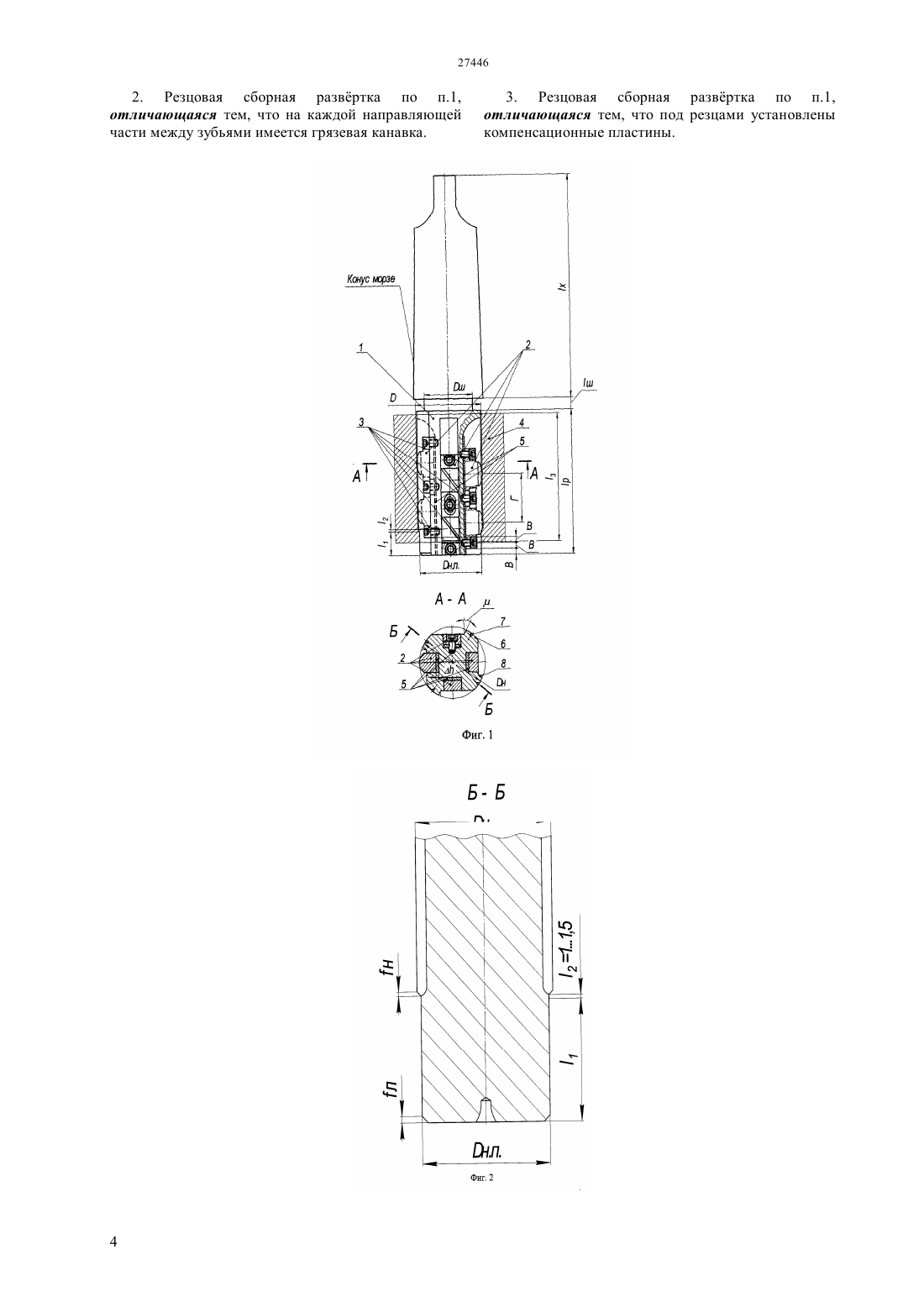
(51) 23 27/02 (2006.01) 23 27/18 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Развртка предназначена для окончательной обработки отверстий повышенной точности. Заявленная развртка имеет, как прототип, на режущей части четыре сдвоенных вставных резцазуба развртки, установленных в пазы со смещением друг относительно друга вдоль оси и закреплнных винтами. Резцы-зубья имеют режущие кромки в форме окружности, плоскость которой расположена под углом к оси отверстия (оси развртки). Под резцами имеются компенсационные пластины для установки перед каждой переточкой и обеспечения снятия припуска на переточку. На передней части корпуса развртки выполнен участок-ловитель для предварительного центрирования развртки в начальный период перед разворачиванием отверстия, который вводится в отверстие и центрирует развртку по предварительному отверстию. На направляющей части развртки выполнены четыре фаски под угломи грязевые канавки, что способствует повышению качества обработки,а под резцы установлены компенсационные сменные пластины, меняемые перед переточкой для обеспечения припуска под переточку после износа развертки.(72) Дудак Николай Степанович Таскарина Айжан Жумажановна Касенов Асылбек Жумабекович Мусина Жанара Керейовна Итыбаева Галия Тулеубаевна(73) Республиканское государственное предприятие на праве хозяйственного ведения Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(56) Дудак Н.С., Касенов А.Ж., Таскарина А.Ж. Повышение качества обработки резцовой сборной развертки со сдвоенными безвершинными зубьями//- 201212... - . 60-64(54) РЕЗЦОВАЯ СБОРНАЯ РАЗВЕРТКА СО СДВОЕННЫМИ БЕЗВЕРШИННЫМИ ЗУБЬЯМИ, ГРЯЗЕВЫМИ КАНАВКАМИ И СМЕННЫМИ КОМПЕНСАЦИОННЫМИ ПЛАСТИНАМИ Изобретение относится к металлорежущим инструментам и представляет собой новый инструмент - резцовую сборную развртку со сдвоенными безвершинными зубьями, грязевыми канавками и сменными пластинами для разворачивания отверстий повышенного качества поверхности и точности диаметра. Известны развртки хвостовые с коническим,цилиндрическим хвостовиками, насадные, сборные с традиционной формой зубьев-резцов режущая часть, калибрующая часть, пересечение главной и вспомогательной режущих кромок образует вершину зуба- резца - наиболее слабую,изнашиваемую и неблагоприятную часть для формирования качественного поверхностного слоя детали 1, с. 127, рис 2.72. Известны расточные резцы, имеющие режущую и закрепительную часть (державку), на режущей части пересечение главной и вспомогательной режущих кромок образует вершину резца - наиболее слабую, изнашиваемую и неблагоприятную часть для формирования качественного поверхностного слоя детали, угол наклона главной режущей кромки для повышения плавности работы и лучшего отвода стружки 2, с. 26, рис. 2.2, д) е) Известны способы закрепления расточных резцов на оправке 1, с. 131, рис. 2.75 с. 132, 133,рис. 2.76 с. 134, рис 2.77. Известна резцовая сборная развртка со сдвоенными безвершинными зубьями 3, рис. 1-2 с. 62-63. Указанная развртка обеспечивает более высокое качество обработки и более высокую стойкость, благодаря отсутствию вершины как источника повышенного износа. Геометрическими параметрами резца и развртки являются передний угол, задний угол (задний главный и задний вспомогательный углы у резца,угол наклона главной режущей кромки, главный и вспомогательный углы в плане), угол в плане у развртки. В качестве прототипа принята резцовая сборная развртка со сдвоенными безвершинными зубьями 3, рис. 1-2 с. 62-63. Резцовая сборная развртка со сдвоенными безвершинными зубьями состоит из рабочей части,шейки, конического хвостовика, сдвоенных резцов развртки, установленных в пазах на пластине и смещнных друг относительно друга в осевом направлении, которые не имеют вершину. Режущая кромка выполнена по дуге окружности с наклоном плоскости главной режущей кромки относительно плоскости, перпендикулярной к оси развртки. На передней части корпуса выполнен ловитель для наджного центрирования развртки в обрабатываемом отверстии, после ловителя (на расстоянии 1 1,5 мм после плоскости симметрии первого резца) выполнена направляющая часть в виде части цилиндра корпуса между стружечными канавками. Для повышения точности развртки в процессе переточки за счт устранения кромочных контактов, как при простой конической форме центрового отверстия, с двух сторон торца корпуса развртки выполнены центровые отверстия Лформы. Анализ конструкции резцовой сборной развртки со сдвоенными безвершинными зубьями выявил недостаток, который может быть исправлен при применении заявленной развртки при работе направляющей части попавшие мелкие частицы материала создают условия для абразивного трения,локальных отжатый, ухудшения точности и износа направляющей и ухудшения качества обработанной поверхности. Для исключения этого явления на направляющих элементах корпуса выполнены грязевые канавки вдоль образующих направляющего цилиндра. Для исключения возможности внедрения передней кромки направляющих элементов на корпусе развртки в обработанную поверхность выполнена фаска вдоль направляющей окружности,затрудняющая внедрение при возникновении вибраций в процессе резания, что повышает качество обработки деталей. Для компенсации потери размера резца по высоте под резцы устанавливается компенсационная пластина. Технический результат новый инструмент резцовая сборная развртка со сдвоенными безвершинными зубьями, грязевыми канавками и сменными компенсационными пластинами обеспечивающий более высокую стойкость и качество обрабатываемой поверхности. Технический результат достигается тем, что в новом инструменте предусмотрены четыре фаски под угломна корпусе и грязевые канавки для предотвращения задирав с целью увеличения срока службы установлена пластина под основанием резца, меняемая при каждой переточке, для компенсации потери размера резца по высоте. За счт изменения условий работы направляющих элементов путм выполнения грязевых канавок увеличивается их износостойкость, улучшается качество обработанной поверхности как следствие улучшения центрирования развртки в отверстии. Таким образом, применение грязевых канавок обеспечивает стабильность положения развртки в отверстии и уменьшение вибраций, износа направляющих, что сказывается на точности обработки. Наличие четырх фасок с угломпредотвращает возможность взаимного внедрения трущихся поверхностей с наличием острых кромок,так как наклон против хода вращения предотвращает внедрение острой кромки. Сменная компенсационная пластина под резцами развртки обеспечивает возможность переточки и снятия требуемого припуска в процессе переточки за вс время эксплуатации развртки. На фиг.1 показана схема обработки заявленной разврткой и сечение А-А, нанесены необходимые позиции, обозначения и размеры. На фиг.2 показано сечение Б-Б, нанесены необходимые позиции, размеры и обозначения. На фиг.3 показана конструкция сдвоенного вставного резца-зуба развртки,нанесены необходимые позиции, размеры и обозначения. На фиг.4 показана конструкция компенсационной пластины. Ниже следует описание заявленной развртки, е конструкции и работы. На фиг.1 обозначены 1 - корпус развртки 2 четыре смещнных друг относительно друга резца развртки 3 - крепжные винты 4 - заготовка 5 плоская компенсационная пластина с отверстиями под крепежные винты 6 - направляющие элементы корпуса развертки 7 - грязевая канавка 8 - четыре фаски под угломА-А - поперечное сечение развртки В - последовательное смещение друг относительно друга плоскостей симметрии резцов,крепжных винтов, торцов зубьев Г - расстояние между сдвоенными зубьями резца (возможно исполнение с одинаковым расстоянием и переменным)- диаметр развртки (отверстия) ш(ловителя) н диаметр направляющей часта развртки 1 - длина предварительной направляющей части (ловителя) корпуса по необработанному отверстию 21 1,5 расстояние в миллиметрах от плоскости симметрии первого зуба развртки до начала фаски направляющей части корпуса 3 - длина заготовки р - длина рабочей части развртки ш - длина шейки х - длина хвостовика. На фиг. 2 обозначены сечение Б - Б осевое сечение развртки по направляющей части 1 длина предварительной направляющей части(ловителя) корпуса по необработанному отверстию 2 1 1,5 - расстояние до начала фаски на направляющей н - фаска на направляющей л фаска ловителя н - диаметр направляющей на корпусе развертки н.п. - диаметр предварительной направляющей (ловителя). На фиг. 3 обозначены 2 -резец-зуб развертки 9 режущая кромка резца 10 - главный угол в плане 11 - вспомогательный угол в плане- высота заплечика 1112 Вр - ширина резца р - ширина выступа режущей части резца Нр - высота резцадлина резца - угол наклона главной режущей кромки-- нормальное сечение лезвия резца Т- Т - касательное сечение, включающее главную режущую кромку-- сечение, перпендикулярное оси обрабатываемого отверстия о диаметр обрабатываемого отверстия р радиус окружности, образующей режущую кромкупередний угол- передний угол в нормальном сечении- задний угол в нормальном сечениизадний угол в плоскости, перпендикулярной оси отверстия. На фиг. 4 обозначены В - ширина пластины п. длина пластины- толщина пластины в.п. диаметр отверстия под винт в компенсационной пластине. Описание работы развертки. Развртка имеет четыре сдвоенных безвершинных зуба-резца, настроенные на один диаметр обработки. Зубья расположены по одной винтовой линии с постоянным смещением на величину В вдоль оси. Первый зуб-резец развртки работает как расточной резец, а остальные зубья резцы со сдвигом по винтовой линии калибруют отверстие. Каждый второй резец сдвоенного зубарезца выполняет дополнительное калибрование. В условиях обработки с наличием направляющей на корпусе развртки процесс калибрования отверстия должен дать более высокий результат стабильности размера и уменьшить сопутствующие процессу обработки погрешности обрабатываемого отверстия. Вначале работы развртка предварительно центрируется в отверстии заготовки ловителем, а после первого зуба центрирование выполняется с помощью основной направляющей. Высокая точность направляющей и многократное калибрование повышает точность обработки отверстия. Зубья не имеют вершины и обеспечивают снижение шероховатости обрабатываемого отверстия. Выполнение грязевых канавок на направляющих заявленной развртки обеспечиваемой более высокую точность направления, так как снижает износ направляющих за счт абразивных частиц,тем самым улучшает качество направляющих развртки в отверстии, что повышает точность обработки отверстия. Аналогичный результат обеспечивается выполнением фаски под угломна передней части каждой из четырх направляющих между зубьями по ходу вращения. Компенсационные пластины под зубьями-резцами развртки продлевают срок службы резцов и снижают себестоимость обработки. Таким образом, конструктивные особенности заявленной развртки обеспечивают высокую эффективность чистовой операции развртывания,повышение точности обработки и снижение шероховатости обрабатываемых деталей. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Резцовая сборная развртка со сдвоенными безвершинными зубьями, грязевыми канавками и сменными компенсационными пластинами,имеющая рабочую часть, шейку, конический хвостовик,сдвоенные резцы развртки,установленные в пазах на пластине и смещенные друг относительно друга в осевом направлении, не имеют вершины, а режущая кромка выполнена по дуге окружности с наклоном плоскости главной режущей кромки относительно плоскости,перпендикулярной к оси развртки, на передней части корпуса выполнен ловитель для наджного центрирования развртки в обрабатываемом отверстии, после ловителя (на расстоянии 1 1,5 мм после плоскости симметрии первого резца) выполнена направляющая часть в виде части цилиндра корпуса между стружечными канавками, с двух сторон торца корпуса выполнены центровые отверстия -формы для повышения точности развртки в процессе переточки за счт устранения кромочных контактов как при простой конической форме центрового отверстия, отличающаяся тем,что на направляющей части по ходу вращения выполнены четыре фаски с углом . 2. Резцовая сборная развртка по п.1,отличающаяся тем, что на каждой направляющей части между зубьями имеется грязевая канавка. 3. Резцовая сборная развртка по п.1,отличающаяся тем, что под резцами установлены компенсационные пластины.
МПК / Метки
МПК: B23B 27/18, B23B 27/02
Метки: пластинами, резцовая, сменными, безвершинными, грязевыми, компенсационными, сборная, канавками, зубьями, развертка, сдвоенными
Код ссылки
<a href="https://kz.patents.su/5-ip27446-rezcovaya-sbornaya-razvertka-so-sdvoennymi-bezvershinnymi-zubyami-gryazevymi-kanavkami-i-smennymi-kompensacionnymi-plastinami.html" rel="bookmark" title="База патентов Казахстана">Резцовая сборная развертка со сдвоенными безвершинными зубьями, грязевыми канавками и сменными компенсационными пластинами</a>
Резцовая сборная развертка с безвершинными зубьями
Номер инновационного патента: 21106
Опубликовано: 15.04.2009
Авторы: Дудак Николай Степанович, Искакова Динара Алтынбековна
МПК: B23B 27/02
Метки: зубьями, резцовая, развертка, сборная, безвершинными
Формула / Реферат:
Развёртка предназначена для окончательной обработки отверстий повышенной точности. Четыре вставных резца-зуба развёртки установлены в пазы со смещением друг относительно друга вдоль оси и закреплены прижимами. Резцы-зубья имеют режущие кромки в форме окружности, которая расположена под углом к оси отверстия (оси развёртки). На передней части корпуса развёртки выполнен участок-ловитель для предварительного центрирования развёртки в начальный...
Развертка-протяжка с пластинками твердого сплава
Номер инновационного патента: 21108
Опубликовано: 15.04.2009
Авторы: Мусина Жанара Керейовна, Дудак Николай Степанович, Итыбаева Галия Тулеубаевна, Касенов Асылбек Жумабекович, Тастенов Ерлан Кайроллинович
МПК: B23D 43/06, B23D 77/02, B23D 43/04...
Метки: развертка-протяжка, твердого, пластинками, сплава
Формула / Реферат:
Развёртка-протяжка с пластинками твердого сплава для высокопроизводительной обработки цилиндрических отверстий. Инструмент имеет признаки развёртки и протяжки. Инструмент снабжён винтовыми режущими зубьями с профилем стружечных канавок для развёрток, с конической режущей и цилиндрической калибрующей частью. В продольном направлении Развёртка-протяжка имеет признаки протяжки: передний хвостовик, передняя направляющая, шейка или кольцевая канавка...
Новый способ и резцовая головка для получения отверстий точением
Номер инновационного патента: 22032
Опубликовано: 15.12.2009
Автор: Дудак Николай Степанович
МПК: B23B 27/00
Метки: получения, головка, резцовая, способ, отверстий, новый, точением
Формула / Реферат:
Изобретение относится к обработке резанием и режущим инструментам и представляет собой способ изготовления отверстий в сплошном материале методом торцового точения с использованием резцовой головки, её осевой подачи и вращения детали на токарном станке, или с использованием вращения и осевой подачи резцовой головки на вертикально-сверлильном станке. Режущая часть головки образована внешними и внутренними резцами, расположенными ассиметрично...
Сборная протяжка
Номер инновационного патента: 22997
Опубликовано: 15.10.2010
Автор: Никонова Татьяна Юрьевна
МПК: B23D 37/02, B23D 43/02
Формула / Реферат:
Изобретение относится к машиностроению, сборным инструментам, протягиванию деталей. Служит для обработки отверстий в процессе объемного дорнования деталей.Задача настоящего изобретения - возможность обеспечения подвода СОЖ в зону контакта инструмента и заготовки.Сборная протяжка, содержащая корпус, втулку с переходной конусной и передней направляющей частями и закрепленные секции зубьев, отличающаяся тем, что в корпусе выполнено осевое...
Развертка-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий
Номер предварительного патента: 20210
Опубликовано: 17.11.2008
Авторы: Итыбаева Галия Тулеубаевна, Касенов Асылбек Жумабекович, Мусина Жанара Керейовна, Тастенов Ерлан Кайроллинович, Дудак Николай Степанович
МПК: B23D 43/06, B23D 77/02, B23D 43/04...
Метки: сплава, отверстий, цилиндрических, обработки, пластинками, твердого, развертка-протяжка
Формула / Реферат:
Изобретение относится к металлорежущим инструментам и представляет собой развертку-протяжку с пластинками твёрдого сплава, в котором соединены признаки развёртки с пластинками твердого сплава и протяжки, для обработки цилиндрических отверстий в деталях типа гильз, втулок, колец и. т.д. в серийном, крупносерийном и массовом производствах по 7-8 квалитетам точности.Технический результат изобретения заключается в повышении качества обработки...
Предыдущий патент: Устройство для непрерывного прессования металла
Следующий патент: Погрузчик
Случайный патент: Морская платформа для поддерживания самоподнимающихся установок