Способ термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей и конструкция диска трения
Номер инновационного патента: 25649
Опубликовано: 16.04.2012
Авторы: Гурба Галия Рахимовна, Шеров Айбек Карибекович, Байжабагинова Гулжахан Абжановна, Бузауова Тоты Мейрбековна, Байбусинов Есентай Айдарулы, Жетесова Гульнара Сантаевна, Имашева Кульжан, Шеров Карибек Тагаевич, Уалиев Дани Шайтмахметович
Формула / Реферат
Предлагаемое изобретение относится к металлообрабатывающей промышленности, в частности к способам механической обработки резанием цилиндрических поверхностей металлических заготовок дисками трения.
Задачей изобретения является повышение эффективности процесса термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей и качества обработанной поверхности (которая характеризуется шероховатостью и глубиной упрочнения поверхности) металлических изделий, а также повышение износостойкости диска трения.
1. Способ темофрикционной режуще-упрочняющей обработки цилиндрических поверхностей металлических заготовок, включающий вращательную движению круглой заготовки, вращательную движению и движению подачи диска трения вдоль обрабатываемой поверхности заготовки, отличающийся тем, что на контактную площадку (инструмент-заготовка) непрерывно подают смазочно-охлаждающую жид кость.
2. Диск трения, отличающийся тем, что на перифериях диска выполнены специальные пазы для подачи смазочно-охлаждающей жидкости непосредственно в зону резания.
Техническим результатом изобретения является следующие:
2. Повышение качества термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей, обеспечением шероховатости обработанной поверхности Ra=2,5...0,8 мкм, соответствующие чистовой обработке и глубиной упрочненного поверхностного слоя 0,5-2,5 мм;
2. Повышение эффективности термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей за счет изменения конструкции инструмента (Ди ≤ 400мм и выполненные специальные пазы) и снижения энергетического затрата на осуществление обработки (Nэ ≈ 3.. .7 квт);
3. Повышение долговечности и износостойкости диска трения за счет изменения конструкций диска трения и охлаждения диска трения смазочно-охлаждающей жидкостью в процессе работы.
Текст
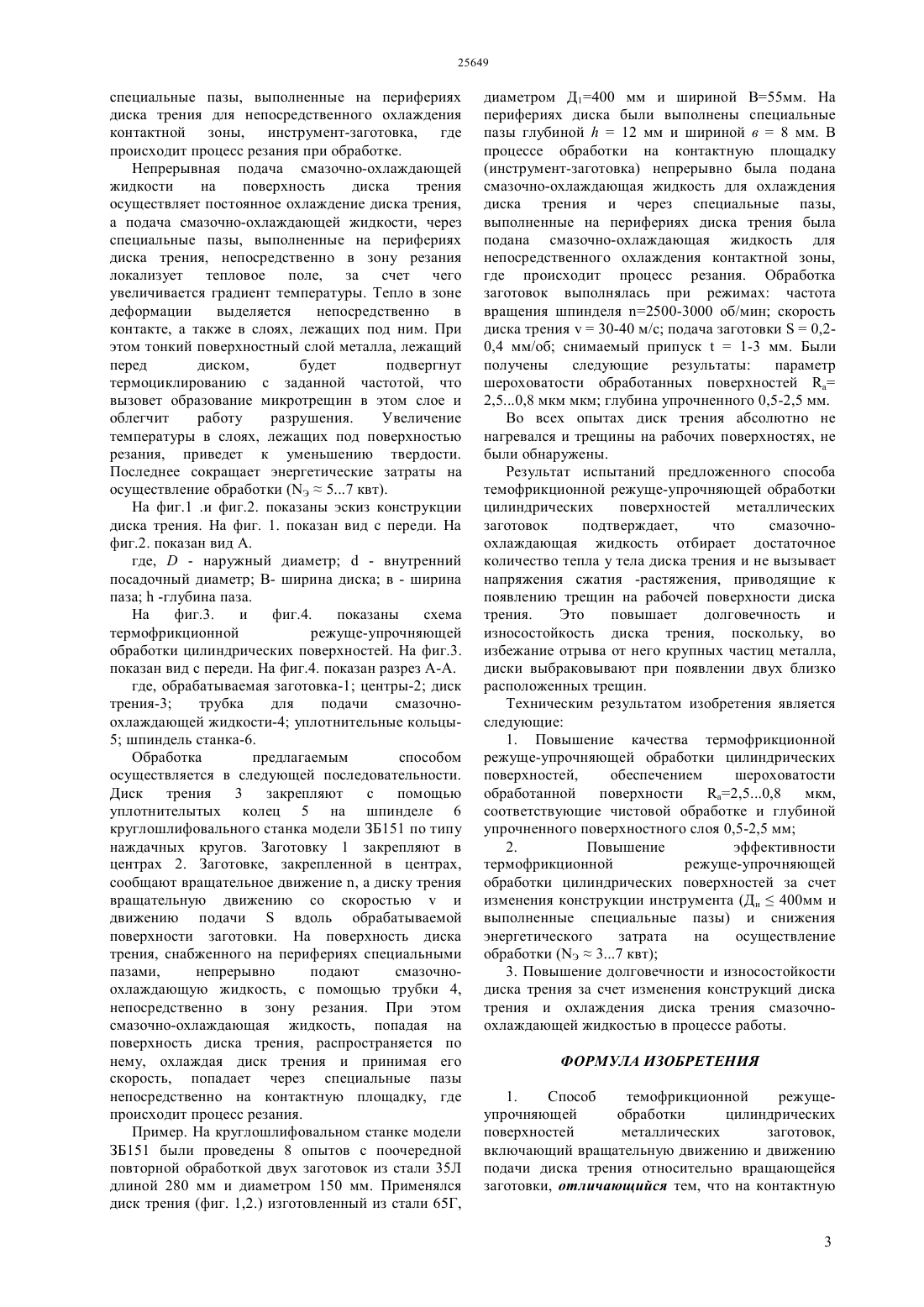
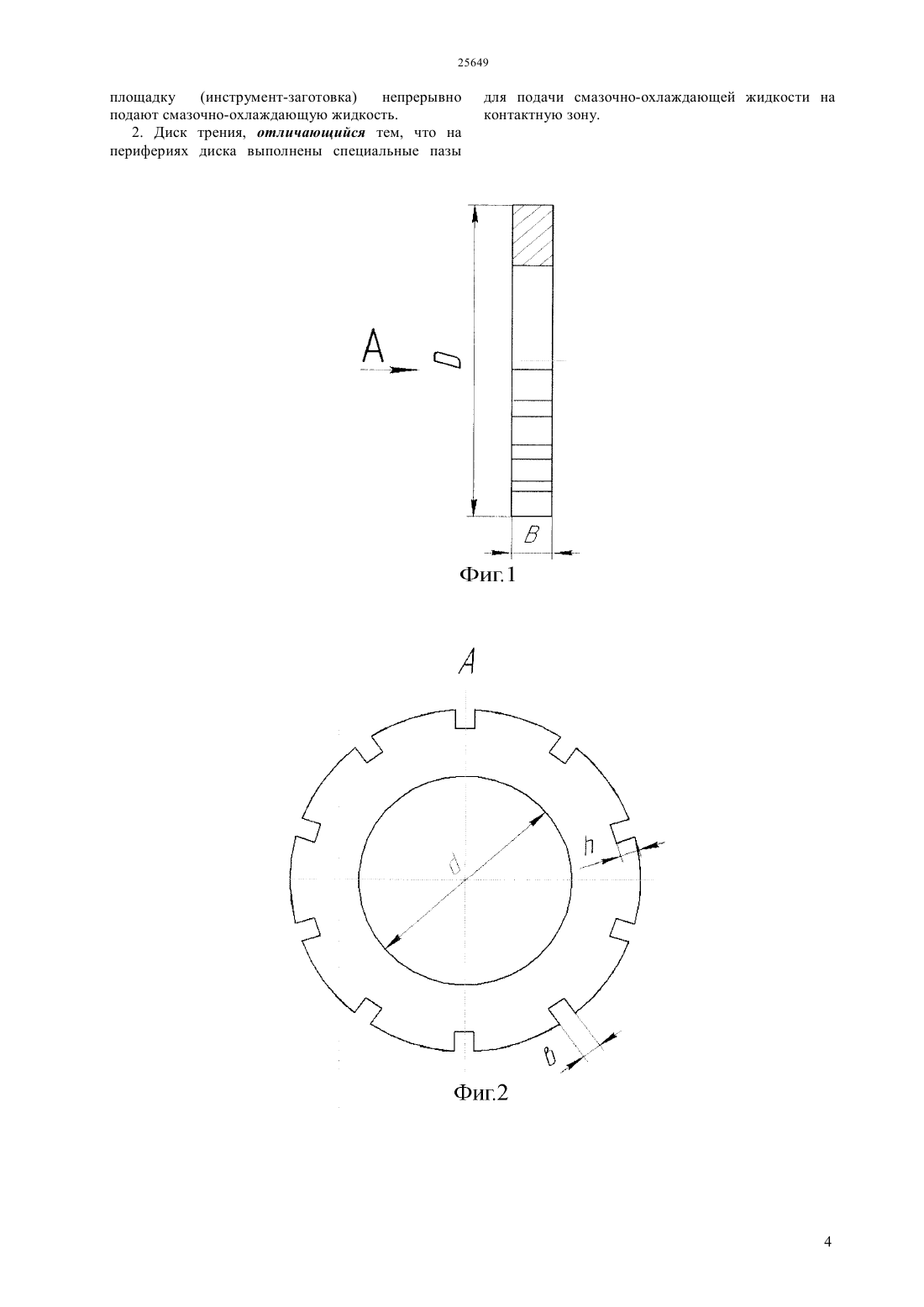
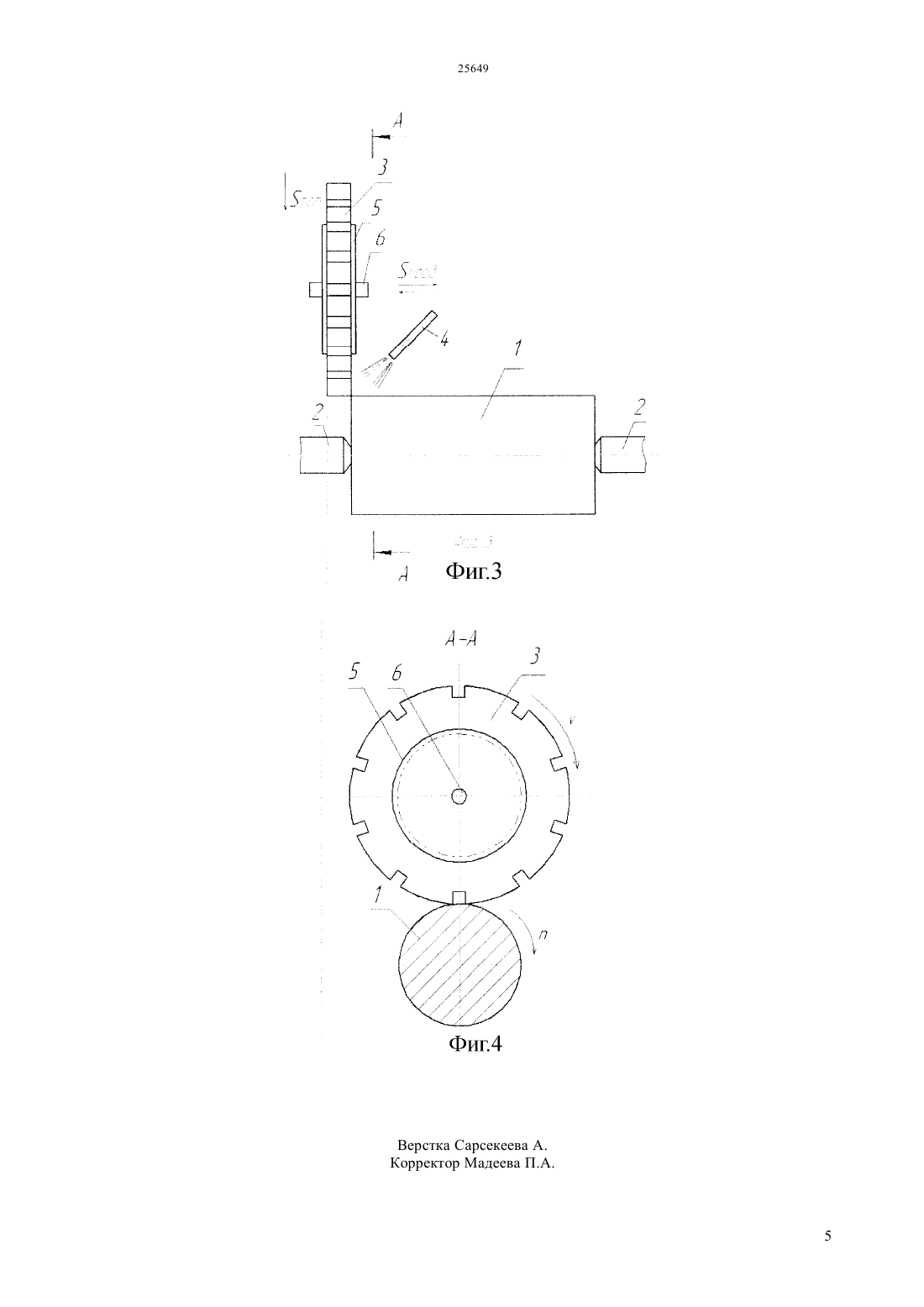
(51) 23 45/26 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ 1. Способ темофрикционной режущеупрочняющей обработки цилиндрических поверхностей металлических заготовок,включающий вращательную движению круглой заготовки, вращательную движению и движению подачи диска трения вдоль обрабатываемой поверхности заготовки, отличающийся тем, что на контактную площадку(инструмент-заготовка) непрерывно подают смазочно-охлаждающую жид кость. 2. Диск трения, отличающийся тем, что на перифериях диска выполнены специальные пазы для подачи смазочно-охлаждающей жидкости непосредственно в зону резания. Техническим результатом изобретения является следующие 2. Повышение качества термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей,обеспечением шероховатости обработанной поверхности 2,50,8 мкм,соответствующие чистовой обработке и глубиной упрочненного поверхностного слоя 0,5-2,5 мм 2. Повышение эффективности термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей за счет изменения конструкции инструмента (Ди 400 мм и выполненные специальные пазы) и снижения энергетического затрата на осуществление обработки (э 3 .7 квт) 3. Повышение долговечности и износостойкости диска трения за счет изменения конструкций диска трения и охлаждения диска трения смазочноохлаждающей жидкостью в процессе работы.(72) Шеров Карибек Тагаевич Жетесова Гулнара Сантаевна Бузауова Тоты Мейрбековна Имашева Кулжан Байжабагинова Гулжахан Абжановна Уалиев Дани Шайтмахметович Байбусинов Есентай Айдарулы Гурба Галия Рахимовна Шеров Айбек Карибекович(56) Е.У. Зарубицкий, Т.П. Костина, Н.И. Покинтелица Исследования силовых зависимостей при термофрикционной обработке ступенчатых плоскостей//Пути повышения эффективности процессов резания материалов. Сборник научных трудов, стр. 43-46, Волгоград 1988 г(54) СПОСОБ ТЕРМОФРИКЦИОННОЙ РЕЖУЩЕ-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И КОНСТРУКЦИЯ ДИСКА ТРЕНИЯ(57) Предлагаемое изобретение относится к металлообрабатывающей промышленности,в частности к способам механической обработки резанием цилиндрических поверхностей металлических заготовок дисками трения. Задачей изобретения является повышение эффективности процесса термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей и качества обработанной поверхности(которая характеризуется шероховатостью и глубиной упрочнения поверхности) металлических изделий, а также повышение износостойкости диска трения. Предлагаемое изобретение относится к металлообрабатывающей промышленности,в частности к способам механической обработки резанием цилиндрических поверхностей металлических заготовок дисками трения. Известен способ фрикционного поверхностного упрочнения деталей машин и инструмент,реализующий этот способ, содержащий корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, при этом инструмент снабжен пальцами,выполненными из материала с коэффициентом теплопроводности выше, чем у материала диска, и расположенными в радиальных отверстиях,выполненных на рабочей поверхности диска,причем диаметр пальцев берут в 1,22 раза больше ширины рабочей поверхности диска. Инструменту установленного на токарном станке или на шпинделе шлифовального станка сообщается вращательное движение и продольная подача относительно детали, при этом инструмент прижимается к обрабатываемой детали, в зону обработки подают смазывающее-охлаждающую среду, которое обеспечивает быстрое охлаждение упрочняемой поверхности. (А.с. СССР 1712135,МКИ В 24 В 39/04. Инструмент для фрикционного поверхностного упрочнения. В.И. Кырылив и Т.Н. Каличак. 4732876/27,заявл. 29.08.90,опубликован 15.02.92. Бюл. 6.) Недостатками вышеуказанного способа и инструмента являются- удары и вибрации, возникающие в результате быстрого износа пальцев-теплоносителей,изготовляемых из мягкого быстроизнашивающегося(из меди или латуни) материала, которые резко снижают качество и производительность- сложность конструкции инструмента (наличие дюралюминиевого корпуса в виде ступицы, фланца,болтов и медных или латунных пальцев) при его низкой стойкости требует значительных первоначальных и последующих затрат при эксплуатации,что повышает себестоимость обработки- невозможность обеспечения качественной обработки поверхности при е отклонении от правильной геометрической формы и возможном дисбалансе инструмента, так как в этом случае появляются вибрации и инструмент отскакивает от обрабатываемой детали. Известен способ поверхностного упрочнения деталей и устройство для его осуществления, при котором деталь нагревают с одновременным упрочнением инструментом трения и подвергают поверхностному пластическому деформированию роликом и закалке при вращении и относительном осевом перемещении инструментов и детали (А.с. СССР 1230807 МКИ В 24 В 39/00. Способ поверхностного упрочнения деталей и устройство для его осуществления. В.И. Люленков, И.И. Логунов, Чалков, В.Ф. Егоров и Г.Б. Трушевич 3682711/25-27, заявл. 23.12.83, опубликован 15.05.86. Бюл. 18.) Недостатками вышеуказанного способа и устройства являются- необходимость сообщение инструменту трения окружную скорость равную 100-120 м/с, который ужесточает требования к шпиндельному узлу станка- сложность конструкции устройства (устройство содержит инструмент трения с приводом,деформирующего ролика, рычагов, рычажного механизма подачи) требует значительных первоначальных (для изготовления) и последующих затрат при эксплуатации,что повышает себестоимость обработки. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ термофрикционной обработки ступенчатых плоскостей,который осуществляется путем сообщения поступательного движения заготовки относительно вращающихся гладких режущих дисков, при этом ось вращения режущих дисков параллельна плоскости обработки детали(Е.У.Зарубицкий, Т.П.Костина, Н.И.Покинтелица Исследования силовых зависимостей при темофрикционной обработке ступенчатых плоскостей // Пути повышения эффективности процессов резания материалов. Сборник научных трудов. Волгоград-1988 г. 43-46 стр.) Недостатками выше указанного способа является следующее- низкое качество обработки, способом обеспечивается шероховатость 120-80 мкм соответствующая черновой обработке-чрезмерно большой диаметр диска ДИ 500 мм и соответственно большая масса инструмента,приводящая к повышению жесткости шпиндельного узла станка- большие энергетические затраты Э 020 квт- недостаточное охлаждение режущего диска,которое осуществляется воздушным потоком,создаваемым вращающимся диском, что приводит к появлению трещин на периферии диски из-за его перегрева и последующих циклов расширения и сжатия. Задачей изобретения является повышение эффективности процесса термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей и качества обработанной поверхности(которая характеризуется шероховатостью и глубиной упрочнения поверхности) металлических изделий, а также повышение износостойкости диска трения. Сущность изобретения достигается тем, что в предлагаемом способе термофрикционной режущеупрочняющей обработки цилиндрических поверхностей металлических заготовок,включающем вращательную движению круглой заготовки, вращательную движению и движению подачи диска трения вдоль обрабатываемой поверхности заготовки, непрерывную подачу смазочно-охлаждающей жидкости на поверхность диска трения для охлаждения инструмента и подачу смазочно-охлаждающей жидкости через 2 специальные пазы, выполненные на перифериях диска трения для непосредственного охлаждения контактной зоны, инструмент-заготовка, где происходит процесс резания при обработке. Непрерывная подача смазочно-охлаждающей жидкости на поверхность диска трения осуществляет постоянное охлаждение диска трения,а подача смазочно-охлаждающей жидкости, через специальные пазы, выполненные на перифериях диска трения, непосредственно в зону резания локализует тепловое поле, за счет чего увеличивается градиент температуры. Тепло в зоне деформации выделяется непосредственно в контакте, а также в слоях, лежащих под ним. При этом тонкий поверхностный слой металла, лежащий перед диском,будет подвергнут термоциклированию с заданной частотой, что вызовет образование микротрещин в этом слое и облегчит работу разрушения. Увеличение температуры в слоях, лежащих под поверхностью резания, приведет к уменьшению твердости. Последнее сокращает энергетические затраты на осуществление обработки (Э 57 квт). На фиг.1 .и фиг.2. показаны эскиз конструкции диска трения. На фиг. 1. показан вид с переди. На фиг.2. показан вид А. где,- наружный диаметр- внутренний посадочный диаметр В- ширина диска в - ширина паза-глубина паза. На фиг.3. и фиг.4. показаны схема термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей. На фиг.3. показан вид с переди. На фиг.4. показан разрез А-А. где, обрабатываемая заготовка-1 центры-2 диск трения-3 трубка для подачи смазочноохлаждающей жидкости-4 уплотнительные кольцы 5 шпиндель станка-6. Обработка предлагаемым способом осуществляется в следующей последовательности. Диск трения 3 закрепляют с помощью уплотнителытых колец 5 на шпинделе 6 круглошлифовального станка модели ЗБ 151 по типу наждачных кругов. Заготовку 1 закрепляют в центрах 2. Заготовке, закрепленной в центрах,сообщают вращательное движение , а диску трения вращательную движению со скоростьюи движению подачивдоль обрабатываемой поверхности заготовки. На поверхность диска трения, снабженного на перифериях специальными пазами,непрерывно подают смазочноохлаждающую жидкость, с помощью трубки 4,непосредственно в зону резания. При этом смазочно-охлаждающая жидкость, попадая на поверхность диска трения, распространяется по нему, охлаждая диск трения и принимая его скорость, попадает через специальные пазы непосредственно на контактную площадку, где происходит процесс резания. Пример. На круглошлифовальном станке модели ЗБ 151 были проведены 8 опытов с поочередной повторной обработкой двух заготовок из стали 35 Л длиной 280 мм и диаметром 150 мм. Применялся диск трения (фиг. 1,2.) изготовленный из стали 65 Г, диаметром Д 1400 мм и шириной В 55 мм. На перифериях диска были выполнены специальные пазы глубиной 12 мм и шириной в 8 мм. В процессе обработки на контактную площадку(инструмент-заготовка) непрерывно была подана смазочно-охлаждающая жидкость для охлаждения диска трения и через специальные пазы,выполненные на перифериях диска трения была подана смазочно-охлаждающая жидкость для непосредственного охлаждения контактной зоны,где происходит процесс резания. Обработка заготовок выполнялась при режимах частота вращения шпинделя 2500-3000 об/мин скорость диска трения 30-40 м/с подача заготовки 0,20,4 мм/об снимаемый припуск 1-3 мм. Были получены следующие результаты параметр шероховатости обработанных поверхностей 2,50,8 мкм мкм глубина упрочненного 0,5-2,5 мм. Во всех опытах диск трения абсолютно не нагревался и трещины на рабочих поверхностях, не были обнаружены. Результат испытаний предложенного способа темофрикционной режуще-упрочняющей обработки цилиндрических поверхностей металлических заготовок подтверждает,что смазочноохлаждающая жидкость отбирает достаточное количество тепла у тела диска трения и не вызывает напряжения сжатия -растяжения, приводящие к появлению трещин на рабочей поверхности диска трения. Это повышает долговечность и износостойкость диска трения, поскольку, во избежание отрыва от него крупных частиц металла,диски выбраковывают при появлении двух близко расположенных трещин. Техническим результатом изобретения является следующие 1. Повышение качества термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей,обеспечением шероховатости обработанной поверхности 2,50,8 мкм,соответствующие чистовой обработке и глубиной упрочненного поверхностного слоя 0,5-2,5 мм 2. Повышение эффективности термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей за счет изменения конструкции инструмента (Ди 400 мм и выполненные специальные пазы) и снижения энергетического затрата на осуществление обработки (Э 37 квт) 3. Повышение долговечности и износостойкости диска трения за счет изменения конструкций диска трения и охлаждения диска трения смазочноохлаждающей жидкостью в процессе работы. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ темофрикционной режущеупрочняющей обработки цилиндрических поверхностей металлических заготовок,включающий вращательную движению и движению подачи диска трения относительно вращающейся заготовки, отличающийся тем, что на контактную(инструмент-заготовка) непрерывно подают смазочно-охлаждающую жидкость. 2. Диск трения, отличающийся тем, что на перифериях диска выполнены специальные пазы для подачи смазочно-охлаждающей жидкости на контактную зону.
МПК / Метки
МПК: B23D 45/26
Метки: способ, трения, термофрикционной, режуще-упрочняющей, цилиндрических, поверхностей, диска, конструкция, обработки
Код ссылки
<a href="https://kz.patents.su/5-ip25649-sposob-termofrikcionnojj-rezhushhe-uprochnyayushhejj-obrabotki-cilindricheskih-poverhnostejj-i-konstrukciya-diska-treniya.html" rel="bookmark" title="База патентов Казахстана">Способ термофрикционной режуще-упрочняющей обработки цилиндрических поверхностей и конструкция диска трения</a>
Способ термофрикционной обработки плоскости и конструкция диска трения
Номер инновационного патента: 22998
Опубликовано: 15.10.2010
Авторы: Аликулов Джавлан Ергешович, Жетесова Гульнара Сантаевна, Уалиев Дани Шайтмахметович, Муравьев Олег Павлович, Шеров Карибек Тагаевич, Имашева Кульжан, Бузауова Тоты Мейрбековна
МПК: B23D 45/26
Метки: трения, диска, плоскости, способ, термофрикционной, обработки, конструкция
Формула / Реферат:
Предлагаемое изобретение относится к металлообрабатывающей промышленности, в частности к способам механической обработки резанием плоскости металлических заготовок дисками трения.Задачей изобретения является повышение эффективности процесса термофрикционной обработки плоскости и качества обработанной поверхности металлических изделий, а также повышение износостойкости диска трения.Способ термофрикционной обработки плоскости металлических...
Способ гидроабразивной обработки внутренних цилиндрических поверхностей деталей и устройство для его осуществления
Номер предварительного патента: 13795
Опубликовано: 15.12.2003
Авторы: Беков Думан Алмасович, Шарипов Талип Ахметувалиевич
МПК: B24B 5/06
Метки: внутренних, деталей, поверхностей, осуществления, способ, обработки, устройство, цилиндрических, гидроабразивной
Формула / Реферат:
Изобретение относится к области машиностроения, в частности, к обработке поверхностей деталей, имеющих цилиндрические полости. Техническим результатом является возможность увеличения площади обрабатываемой внутренней поверхности в единицу времени. Это достигается тем, что в способе гидроабразивной обработки внутренних цилиндрических поверхностей деталей, имеющих цилиндрические полости, включающем подачу струй суспензии на обрабатываемую...
Зенкер-протяжка для обработки цилиндрических отверстий
Номер предварительного патента: 20384
Опубликовано: 15.12.2008
Авторы: Итыбаева Галия Тулеубаевна, Дудак Николай Степанович
Метки: зенкер-протяжка, обработки, цилиндрических, отверстий
Формула / Реферат:
Изобретение относится к области металлорежущих инструментов и представляет собой стержневой инструмент зенкер-протяжку для высокопроизводительной обработки цилиндрических отверстий. Применяется для обработки деталей типа втулок, гильз, колец и т.п. в мелкосерийном, серийном и массовом производствах по 7-8 квалитетам точности. В осевом направлении конструктивные признаки и кинематика заявленного инструмента соответствуют признакам протяжки...
Способ обработки рабочих поверхностей деталей типа тел вращения усложненной формы
Номер предварительного патента: 14900
Опубликовано: 15.10.2004
Авторы: Владимиров Виктор Леонтьевич, Киселев Леонид Александрович
МПК: B24B 1/00
Метки: тел, способ, рабочих, обработки, вращения, типа, поверхностей, деталей, усложненной, формы
Формула / Реферат:
Изобретение относится к механической обработке деталей, в частности, шлифованием и можетбыть использовано в машиностроении и в другихобластях промышленности.Способ обработки рабочих поверхностей деталей типа тел вращения усложненной формы с использованием в качестве рабочего инструмента преимущественно абразивных кругов, которым сообщают встречное по отношению к обрабатываемойдетали вращение, отличается тем, что абразивныйинструмент располагают...
Способ Дагиса комбинированной обработки металлических поверхностей
Номер патента: 1184
Опубликовано: 15.09.1994
Автор: Дагис Зигфрид Станиславович
МПК: B24B 39/04
Метки: металлических, комбинированной, обработки, дагиса, способ, поверхностей
Формула / Реферат:
Изобретение относится к способам обработки металлических поверхностей и может быть использовано в машиностроении. Цель изобретения - повышение качества поверхностей, работающих в условиях одностороннего скольжения, и повышение стойкости за счет уменьшения износа. Способ комбинированной обработки металлических поверхностей включает механическую обработку и последующую поверхностную пластическую деформацию. При механической обработке...
Предыдущий патент: Устройство для нарезания спиральных поверхностей
Следующий патент: Мобильная установка для изготовления саманных кирпичей и блоков
Случайный патент: Штамм Lactobacterium plantarum SAN-16, предназначенный для силосования нетрадиционных кормовых растений