Устройство для нарезания спиральных поверхностей
Формула / Реферат
) Устройство для обработки спиральных поверхностей.
Изобретение относится к металлообработке, а именно для обработки циклоидальных спиральных поверхностей. Устройство содержит станину, на которой установлены синхронизирующие параллельные валы, к ведущему валу монтирована с возможностью перемещении каретка с режущим инструментом, а к ведомому валу прикреплена обрабатываемая деталь. Инструмент выполнен с возможностью винтового перемещения относительно оси вращения ведущего вала, при этом шаг и направление винтового поворота инструмента соответствует шагу и направлению спиральных поверхностей обрабатываемых деталей.
Текст
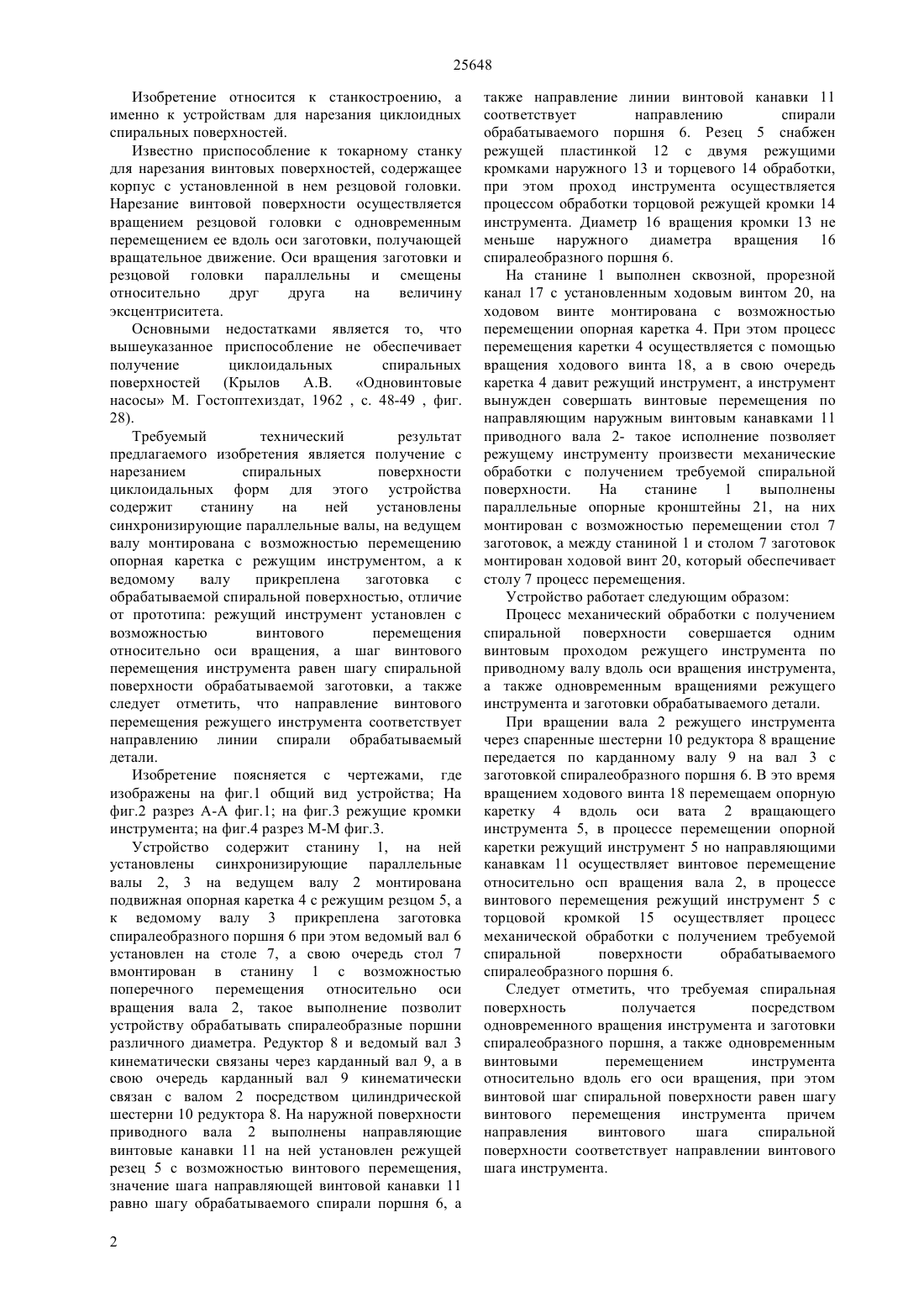
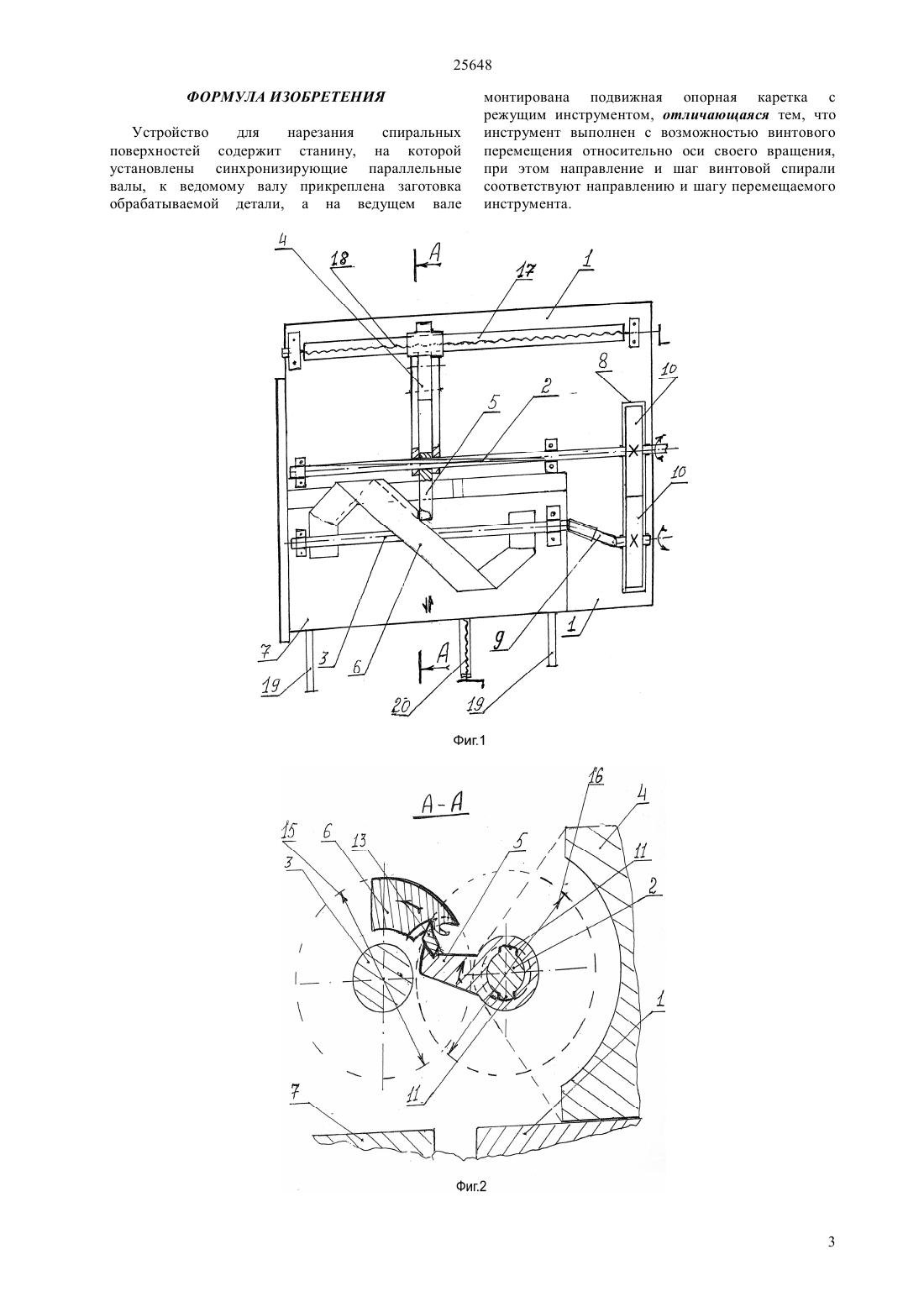
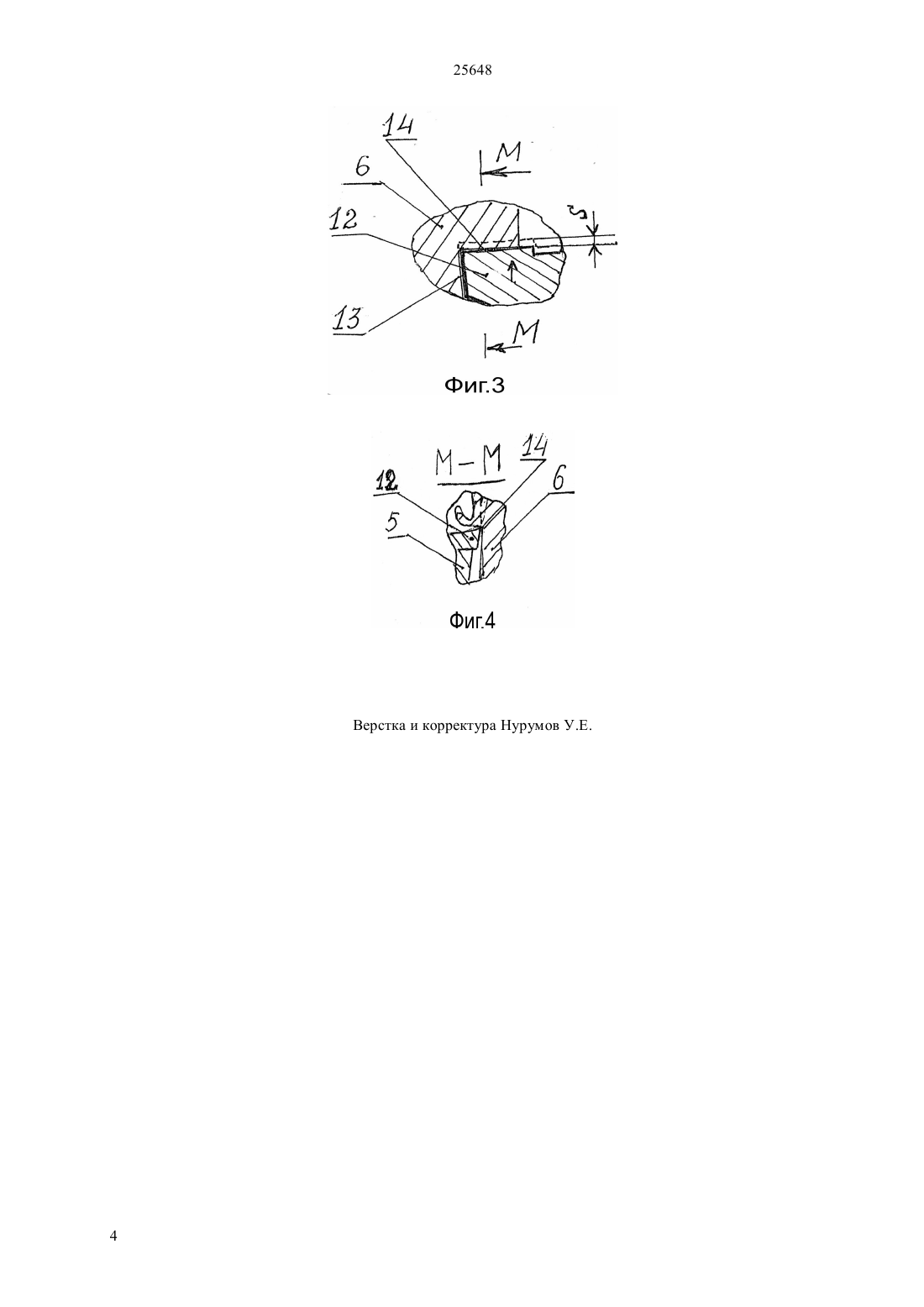
(51) 23 5/46 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ поверхностей. Устройство содержит станину, на которой установлены синхронизирующие параллельные валы, к ведущему валу монтирована с возможностью перемещении каретка с режущим инструментом, а к ведомому валу прикреплена обрабатываемая деталь. Инструмент выполнен с возможностью винтового перемещения относительно оси вращения ведущего вала, при этом шаг и направление винтового поворота инструмента соответствует шагу и направлению спиральных поверхностей обрабатываемых деталей.(54) УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ СПИРАЛЬНЫХ ПОВЕРХНОСТЕЙ(57) Устройство для обработки спиральных поверхностей. Изобретение относится к металлообработке, а именно для обработки циклоидальных спиральных 25648 Изобретение относится к станкостроению, а именно к устройствам для нарезания циклоидных спиральных поверхностей. Известно приспособление к токарному станку для нарезания винтовых поверхностей, содержащее корпус с установленной в нем резцовой головки. Нарезание винтовой поверхности осуществляется вращением резцовой головки с одновременным перемещением ее вдоль оси заготовки, получающей вращательное движение. Оси вращения заготовки и резцовой головки параллельны и смещены относительно друг друга на величину эксцентриситета. Основными недостатками является то, что вышеуказанное приспособление не обеспечивает получение циклоидальных спиральных поверхностей (Крылов А.В. Одновинтовые насосы М. Гостоптехиздат, 1962 , с. 48-49 , фиг. 28). Требуемый технический результат предлагаемого изобретения является получение с нарезанием спиральных поверхности циклоидальных форм для этого устройства содержит станину на ней установлены синхронизирующие параллельные валы, на ведущем валу монтирована с возможностью перемещению опорная каретка с режущим инструментом, а к ведомому валу прикреплена заготовка с обрабатываемой спиральной поверхностью, отличие от прототипа режущий инструмент установлен с возможностью винтового перемещения относительно оси вращения, а шаг винтового перемещения инструмента равен шагу спиральной поверхности обрабатываемой заготовки, а также следует отметить, что направление винтового перемещения режущего инструмента соответствует направлению линии спирали обрабатываемый детали. Изобретение поясняется с чертежами, где изображены на фиг.1 общий вид устройства На фиг.2 разрез А-А фиг.1 на фиг.3 режущие кромки инструмента на фиг.4 разрез М-М фиг.3. Устройство содержит станину 1, на ней установлены синхронизирующие параллельные валы 2, 3 на ведущем валу 2 монтирована подвижная опорная каретка 4 с режущим резцом 5, а к ведомому валу 3 прикреплена заготовка спиралеобразного поршня 6 при этом ведомый вал 6 установлен на столе 7, а свою очередь стол 7 вмонтирован в станину 1 с возможностью поперечного перемещения относительно оси вращения вала 2, такое выполнение позволит устройству обрабатывать спиралеобразные поршни различного диаметра. Редуктор 8 и ведомый вал 3 кинематически связаны через карданный вал 9, а в свою очередь карданный вал 9 кинематически связан с валом 2 посредством цилиндрической шестерни 10 редуктора 8. На наружной поверхности приводного вала 2 выполнены направляющие винтовые канавки 11 на ней установлен режущей резец 5 с возможностью винтового перемещения,значение шага направляющей винтовой канавки 11 равно шагу обрабатываемого спирали поршня 6, а 2 также направление линии винтовой канавки 11 соответствует направлению спирали обрабатываемого поршня 6. Резец 5 снабжен режущей пластинкой 12 с двумя режущими кромками наружного 13 и торцевого 14 обработки,при этом проход инструмента осуществляется процессом обработки торцовой режущей кромки 14 инструмента. Диаметр 16 вращения кромки 13 не меньше наружного диаметра вращения 16 спиралеобразного поршня 6. На станине 1 выполнен сквозной, прорезной канал 17 с установленным ходовым винтом 20, на ходовом винте монтирована с возможностью перемещении опорная каретка 4. При этом процесс перемещения каретки 4 осуществляется с помощью вращения ходового винта 18, а в свою очередь каретка 4 давит режущий инструмент, а инструмент вынужден совершать винтовые перемещения по направляющим наружным винтовым канавками 11 приводного вала 2- такое исполнение позволяет режущему инструменту произвести механические обработки с получением требуемой спиральной поверхности. На станине 1 выполнены параллельные опорные кронштейны 21, на них монтирован с возможностью перемещении стол 7 заготовок, а между станиной 1 и столом 7 заготовок монтирован ходовой винт 20, который обеспечивает столу 7 процесс перемещения. Устройство работает следующим образом Процесс механический обработки с получением спиральной поверхности совершается одним винтовым проходом режущего инструмента по приводному валу вдоль оси вращения инструмента,а также одновременным вращениями режущего инструмента и заготовки обрабатываемого детали. При вращении вала 2 режущего инструмента через спаренные шестерни 10 редуктора 8 вращение передается по карданному валу 9 на вал 3 с заготовкой спиралеобразного поршня 6. В это время вращением ходового винта 18 перемещаем опорную каретку 4 вдоль оси вата 2 вращающего инструмента 5, в процессе перемещении опорной каретки режущий инструмент 5 но направляющими канавкам 11 осуществляет винтовое перемещение относительно осп вращения вала 2, в процессе винтового перемещения режущий инструмент 5 с торцовой кромкой 15 осуществляет процесс механической обработки с получением требуемой спиральной поверхности обрабатываемого спиралеобразного поршня 6. Следует отметить, что требуемая спиральная поверхность получается посредством одновременного вращения инструмента и заготовки спиралеобразного поршня, а также одновременным винтовыми перемещением инструмента относительно вдоль его оси вращения, при этом винтовой шаг спиральной поверхности равен шагу винтового перемещения инструмента причем направления винтового шага спиральной поверхности соответствует направлении винтового шага инструмента. 25648 ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство для нарезания спиральных поверхностей содержит станину, на которой установлены синхронизирующие параллельные валы, к ведомому валу прикреплена заготовка обрабатываемой детали, а на ведущем вале монтирована подвижная опорная каретка с режущим инструментом, отличающаяся тем, что инструмент выполнен с возможностью винтового перемещения относительно оси своего вращения,при этом направление и шаг винтовой спирали соответствуют направлению и шагу перемещаемого инструмента.
МПК / Метки
МПК: B23B 5/46
Метки: нарезания, спиральных, поверхностей, устройство
Код ссылки
<a href="https://kz.patents.su/4-ip25648-ustrojjstvo-dlya-narezaniya-spiralnyh-poverhnostejj.html" rel="bookmark" title="База патентов Казахстана">Устройство для нарезания спиральных поверхностей</a>
Устройство для полирования плоских поверхностей
Номер предварительного патента: 17220
Опубликовано: 14.04.2006
Авторы: Хижняк Валерий Васильевич, Хижняк Василий Васильевич
МПК: B24B 37/04
Метки: полирования, устройство, плоских, поверхностей
Формула / Реферат:
Изобретение относится к абразивной обработке и может быть использовано при доводке плоских поверхностей различных деталей.Задачами, на решение которых направлено предлагаемое изобретение, являются повышение производительности устройства и повышение точности обработки поверхностей, т. е. устранение зависимости точности обработки плоских поверхностей от угла наклона доводочного диска к горизонту.Устройство для полирования плоских поверхностей...
Способ гидроабразивной обработки внутренних цилиндрических поверхностей деталей и устройство для его осуществления
Номер предварительного патента: 13795
Опубликовано: 15.12.2003
Авторы: Шарипов Талип Ахметувалиевич, Беков Думан Алмасович
МПК: B24B 5/06
Метки: осуществления, внутренних, гидроабразивной, цилиндрических, устройство, поверхностей, обработки, деталей, способ
Формула / Реферат:
Изобретение относится к области машиностроения, в частности, к обработке поверхностей деталей, имеющих цилиндрические полости. Техническим результатом является возможность увеличения площади обрабатываемой внутренней поверхности в единицу времени. Это достигается тем, что в способе гидроабразивной обработки внутренних цилиндрических поверхностей деталей, имеющих цилиндрические полости, включающем подачу струй суспензии на обрабатываемую...
Устройство для нарезания щелей
Номер инновационного патента: 21718
Опубликовано: 15.09.2009
Авторы: Мусин Кыдыржан Сейтжанович, Ахметов Мажит Фахретдинович, Алпысбаев Серик Айтахынович, Ли Сергей Васильевич, Ахметов Гани Миллиардович
МПК: E01C 23/09, E02F 3/18
Метки: нарезания, устройство, щелей
Формула / Реферат:
Изобретение относится к дорожно-строительным машинам, а именно: к устройствам для нарезания щелей в дорожных покрытиях, плотных, мерзлых и прочих грунтах.Устройство для нарезания щелей содержит вал 3, связанный с приводом посредством кинематической передачи и установленный с возможностью вращения на раме 1, дисковую фрезу 9 с резцами, снабженную зубчатым венцом 13. Отличие изобретения заключается в том, что вал 2 выполнен с эксцентрично...
Способ обработки рабочих поверхностей деталей типа тел вращения усложненной формы
Номер предварительного патента: 14900
Опубликовано: 15.10.2004
Авторы: Киселев Леонид Александрович, Владимиров Виктор Леонтьевич
МПК: B24B 1/00
Метки: деталей, способ, рабочих, усложненной, тел, обработки, поверхностей, типа, вращения, формы
Формула / Реферат:
Изобретение относится к механической обработке деталей, в частности, шлифованием и можетбыть использовано в машиностроении и в другихобластях промышленности.Способ обработки рабочих поверхностей деталей типа тел вращения усложненной формы с использованием в качестве рабочего инструмента преимущественно абразивных кругов, которым сообщают встречное по отношению к обрабатываемойдетали вращение, отличается тем, что абразивныйинструмент располагают...
Устройство для двусторонней поперечной обработки поверхностей расположенных друг над другом слитков
Номер патента: 3123
Опубликовано: 15.03.1996
Авторы: Фисенко Константин Витальевич, Павлычев Виктор Алексеевич, Фридман Лев Петрович
МПК: B22D 11/126
Метки: устройство, другом, поперечной, слитков, поверхностей, расположенных, друг, двусторонней, обработки
Формула / Реферат:
Изобретение относится к металлургии, к устройствам для обработки поверхности слитков при непрерывном литье с периодическим или непрерывным вытягиванием.Цель изобретения - повышение производительности путем обеспечения обработки на любой стадии вытягивания слитков, а также чистоты их обработки и стойкости инструмента путем зажима слитков и непосредственной близости от инструмента.Устройство для двусторонней поперечной обработки поверхностей,...